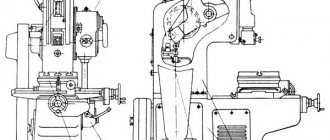
3М636 Станок обдирочно-шлифовальный с двумя кругами на тумбе. Назначение, область применения
Обдирочно-шлифовальный станок 3М636 предназначен для зачистки и обдирки литья в условиях производственного цеха, а, также, для выполнения слесарных работ — снятия заусенцев, фасок, обдирки литников, для заточки металлорежущего деревообрабатывающего и другого инструмента (сверл, резцов, ножей).
При применении соответствующих приспособлений могут быть использованы для шлифовки и полировки деталей.
Общая компоновка точильного станка 3М636
Для обдирки (зачистки) чугунных и стальных отливок применяются круги средней твердости (СТ2) и твердые (Т) с зернистостью 20 и 24 единицы.
По классу точности обдирочно-шлифовальный станок типа 3М636 соответствует стандарту «Н» — это говорит о том, что такая техника отлично подходит для чистовых работ.
Станок 3М636 укомплектован двумя 600-миллиметровыми шлифовальными кругами шириной 75 мм, которые приводятся в движение мощным двигателем 11 кВт.
Скорость вращения шлифовальных кругов колеблется в пределах 955-1500 оборотов в минуту. При этом расстояние между центрами кругов составляет 1025 мм.
Обдирочно-шлифовальный станок 3М636 способен обрабатывать достаточно крупные изделия — максимальный вес заготовки 30 кг.
Для удобства работы оператора станок укомплектован небольшим рабочим столом 110 x 200 мм.
Шлифовальный круг типа ПП по ГОСТ 2424-83, ГОСТ Р 52781-2007, ГОСТ Р 52588-2011 на керамической связке.
Станок 3М636 производится в соответствии с требованиями ТУ 3813-084-00210757-2016 «Станок обдирочно-шлифовальный».
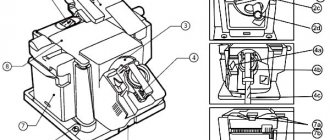
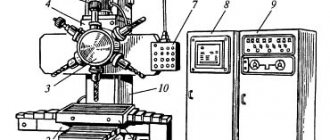
Расположение основных узлов обдирочно-шлифовального станка 3М636
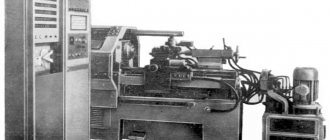
Фото обдирочно-шлифовального станка 3М636
Фото обдирочно-шлифовального станка 3М636
Фото обдирочно-шлифовального станка 3М636
Классификация устройств
Шлифовальный станок на рынке существует разный по своей конструкции. Разделяют три основные группы устройств.
Стационарные – такие агрегаты применяются для обработки маленьких заготовок.
Стационарный шлифовальный станок это
Но шлифовка на рынке имеется односторонняя и двухсторонняя. К этой группе относится радиально-заточный аппарат – он более популярен, так как выполняет множество функций, торцовочное устройство. Стационарное оборудование оснащается шлифовальными кругами, диаметр которых колеблется в пределах 40–75 см.
Подвесные агрегаты – с его помощью обрабатываются заготовки среднего и крупного размера. Аппарат не стоит на полу, а находится в подвешенном состоянии. Он является более удобным, так как его позволено разворачивать в любую сторону, такая манипуляция делает шлифовку деталей более качественной. Кроме того, работать с подвесным устройством легче физически. Оно оснащается абразивным кругом большего размера, а также имеет более высокую мощность.
Специальные – к ним относятся полуавтоматические и автоматические агрегаты. Чаще они используются в массовом производстве заготовок. Полностью автоматизированные устройства могут обойтись без непосредственного вмешательства человека. Они более производительны, нужно только выставить соответствующие настройки.
Сегодня промышленность выпускает передвижные станки, которые более удобные в использовании, помогают повысить производительность.
Передвижной шлифовальный станок
Но чем лучше сделана отливка детали, тем меньше усилий потребуется для ее шлифовки.
Состав обдирочно-шлифовального станка 3М636
Составные элементы станка 3М636 указаны на рисунке 1.
На верхней части корпуса 1 станка установлены корпуса подшипников 2 и защитный кожух 8 с ручками. Подшипники являются опорами для вала 12, на котором установлен приводной шкив 11. Шкив 11 имеет возможность осевого перемещения вдоль приводного вала 12 станка. Вращение шкиву 11 передается клиновыми ремнями от электродвигателя, расположенного внутри корпуса 1 и закрепленного на плите 10.
Вспомогательные установочные перемещения электродвигателя производятся по горизонтальным пазам плиты 10. Регулирование натяжения ремней можно производить, используя вертикальные пазы плиты 10.
На корпусах подшипника 2 закреплены защитные кожухи 4 с отводящими патрубками 9. Внутри кожухов 4 на валу 12 закреплены шлифовальные круги 5.
Кронштейны 3 являются опорами для подручников 7, которые могут быть установлены на требуемой оператору высоте. Наличие пазов в подручниках 7 позволяет перемещать их в нужное положение.
На кронштейны 15 устанавливаются защитные прозрачные экраны 16. Станок работает только при опущенных защитных экранах 16.
Специальные станки
В эту категорию шлифовально-обдирочных машин входят самые разные автоматические и полуавтоматические агрегаты. Все они задействуются в процессе обработки отливок. Причем такие аппараты используются в основном в массовом производстве.
В специальных станках большая часть работы выполняется в автоматическом режиме. Мастеру необходимо только установить черновую отливку, после чего извлечь уже готовое обработанное изделие.
Сегодня рынок шлифовального оборудования пресыщен самыми разными моделями оборудования. Мы же подробно остановимся на обдирочно-шлифовальном станке 3М636 – одном из самых популярных агрегатов на постсоветском пространстве.
Электрооборудование станка 3М636
Схема электрическая принципиальная приведена в Приложении А.
Электрооборудование станка состоит из:
- электродвигателя АИР132M4 380 В IM1081, работающего в режиме трехфазного включения;
- вводного автомата;
- пускателя электромагнитного;
- кнопки ПУСК;
- кнопки СТОП;
- двух концевых выключателей;
- лампы освещения.
Сечение питающих проводов не менее 1,0 мм² (медных) или 2,5 мм² (алюминиевых).
Защита электрооборудования от перегрузки производится электротепловым реле.
Элементы электрооборудования станка находятся в шкафу 14. Кнопки управления станком расположены на панели 13.
Эксплуатационные ограничения
Лица, эксплуатирующие станок, должны знать его конструкцию, правила эксплуатации в объеме настоящего РЭ и требования по технике безопасности.
Не допускается работа на станке в случае его механической неисправности, повреждения заземления, отсутствия защитных кожухов и страховочных приспособлений.
К работе на станке должны допускаться только лица соответствующей профессии, специальности и квалификации, прошедшие инструктаж и обучение.
Прогиб ремней клиноременной передачи должен быть пределах 25-30 мм, при нажатии на ремень с силой 70-90 Н.
Новые шлифовальные круги перед установкой на станок должны быть испытаны на соответствие требованиям ГОСТ 2424 «Круги шлифовальные. Технические условия» и ГОСТ Р 52588 «Инструмент абразивный. Требования безопасности».
Запрещается эксплуатация шлифовальных кругов с трещинами на поверхности, а также не имеющих отметки об испытании на механическую прочность или с просроченным сроком хранения.
Перед установкой новых шлифовальных кругов на станок необходимо произвести их испытания на стенде.
Установка шлифовальных кругов должна производиться только специально выделенным и инструктированным рабочим. Затяжку винтов крепежных фланцев следует производить последовательно попарно, ключом нормальной длины. Зазор между кругом и нижней кромкой кронштейна 15 должен быть не более 6 мм.
К работе на вновь установленном круге можно приступать только после 5-минутного испытания на холостом ходу.
Запрещается тормозить вращающийся круг нажатием на него каким-либо предметом.
Запрещается переустанавливать подручники 7 (рисунок 1) во время работы станка.
Станок и устройства, входящие в его состав, должны иметь надежное заземление. Качество заземления проверяется внешним осмотром и измерением сопротивления между металлическими частями станка и зажимом заземления на вводе к станку. Сопротивления заземления не более 0,1 Ом.
Подготовка станка к использованию
Перед началом работы на станке проверить:
- исправность и комплектность станка;
- исправность заземления, подводящего кабеля и вилки;
- надежность крепления кругов шлифовальных, защитных кожухов и подручников;
- исправность вытяжного устройства пылеприемника.
Подручники 7 должны устанавливаться так, чтобы верхняя точка соприкосновения обрабатываемой заготовки со шлифовальным кругом 5 (рисунок 1) находилась выше горизонтальной плоскости, проходящей через центр круга, но не более 10 мм. Зазор между краем подручника и шлифовальным кругом должен быть меньше половины толщины шлифуемого изделия, но не более 3 мм.
Подручники 7 должны быть надежно закреплены. Перестановку подручников производить только во время остановки станка.
Использование станка
Вводным выключателем подать напряжение на станок. Нажатием кнопки ПУСК (пиктограмма ▌ на рисунке 4) включить электродвигатель станка.
При запуске и остановке станка возможно явление резонанса, что вызывает кратковременные вибрации. Допустимая величина виброскорости на подручниках 7 при этом не более 2,0 мм/с.
Проверить работу станка на холостом ходу в течение 5 минут, обращая внимание на направление вращение кругов шлифовальных.
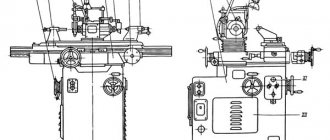
Точильно-шлифовальный станок модели 3М634
Обдирочно-шлифовальная модель 3М634 предназначается для обдирки, литья и заточки инструментария и шлифования заготовок.
Заточной станок 3К634
Технические характеристики данной обдирочной модели:
- Диаметр шлифовальных кругов – 40 см.
- Ширина колец – 4 см.
- Размеры стола — 15×8 см.
- Дистанция между круговыми центрами – 70 см.
- Самый большой вес обрабатываемого изделия – 20 кг.
Станок 3М634 снабжен электромотором трех-фазного тока и управляется нереверсивным магнитным пускателем типа МПКО – 110.
Скачать паспорт обдирочно-шлифовального станка 3М634
Некоторые рекомендации по использованию 3М634:
- хранить, испытывать и обращаться со шлифовальными кругами необходимо в соответствии с инструкцией изготовителя;
- снос колец не должен быть разным;
- стол нужно закреплять надежно по завершению очередной перестановки;
- устанавливать круги могут только инструктированный человек;
- кольца и фланцы перед установкой следует осмотреть;
- кожух периодически чистят от абразивной пыли.
Технические характеристики точильного шлифовального станка 3М636
| Наименование параметра | 3М636 | ТШ-4.01 (Станкоград) | ТШ-4 (Станкоград) | ТШ-4 (Орша) |
| Основные параметры станка | ||||
| Количество шлифовальных кругов | 2 | 2 | 2 | 2 |
| Наибольший наружный диаметр круга, мм | 600 | 600 | 400 | 400 |
| Наибольшая высота (ширина) круга, мм | 80 | 50 | 50 | 50 |
| Посадочный диаметр круга, мм | 203 | 203 | 203 | 203 |
| Диаметр изношенного круга, мм | — | — | ||
| Класс неуравновешенности | 2/1 | 2/1 | ||
| Высота центров от основания, мм | 880 | 900 | 900 | 950 |
| Расстояние между кругами, мм | 920 | |||
| Шпидель | ||||
| Частота вращения, об/мин | 1500; 980 | 1000 | 1440 | 1440 |
| Максимальная скорость резания, м/с | 32 | 30 | ||
| Электрооборудование | ||||
| Питающая сеть | ~380 В 50 Гц | ~380 В 50 Гц | ~380 В 50 Гц | ~380 В 50 Гц |
| Электродвигатель привода, кВт | 7,5; 11,0 | 7,5 | 7,5 | 7,5 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1350 х 960 х 1360 | 1014 х 815 х 1475 | 1014 х 676 х 1301 | 1000 х 620 x 1315 |
| Масса станка, кг | 980 | 570 | 510 | 560 |
- Руководство к обдирочно-шлифовальному станку 3М636, Ростов-на-Дону, 1971
- Станок обдирочно-шлифовальный 3М636. Руководство по эксплуатации, КубаньЖелДорМаш АО г. Армавир, 2020
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики шлифовальной группы
- Ремонт, восстановление и модернизация шлифовальных станков: американский подход
- Круглое шлифование. Обработка на круглошлифовальных станках. Методы шлифования
- Наладка круглошлифовального станка при установке деталей в центрах
- Шлифовальные станки с ЧПУ
- Маркировка шлифовальных кругов
- Испытания и проверка металлорежущих станков на точность
- Шлифовальные станки. Рынок шлифовальных станков в России
- Справочник заводов производителей шлифовальных станков
- Справочник шлифовальных станков
- Справочник заводов производителей металлорежущих станков
- Статьи по теме
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Подвесной станок
Подвесной обдирочно-шлифовальный станок используется при обработке металлических отливок средних и больших размеров. Особенностью этих машин является то, что они располагаются в подвешенном состоянии, что дает возможность поворачивать массивную конструкцию в вертикальной плоскости вокруг своей оси, а также поднимать и опускать без приложения значительных усилий.
Подвесные машины отличаются высокой мощностью встроенных электрических агрегатов, а также большими габаритами абразивного круга. Разумеется, с таким «комплектом» производительность труда мастера достаточно высока.