Сведения о производителе универсального заточного станка 3В642
Производитель универсального заточного станка 3В642 — Витебский завод заточных станков Визас, основанный в 1897 году.
С 1940 года предприятие специализируется на выпуске заточного оборудования и на сегодняшний день является единственным в СНГ производителем станков для изготовления и заточки любого режущего инструмента. Продукция завода эксплуатируется более чем в шестидесяти странах мира.
Станки, выпускаемые Витебским заводом заточных станков, Визас
- 3А64
— станок заточной универсальный Ø 250 х 650 - 3А64М
— станок заточной универсальный Ø 250 х 650 - 3А64Д
— станок заточной универсальный Ø 250 х 600 - 3А662
— станок заточной для червячных фрез полуавтомат Ø 200 х 630 - 3Б642
— станок заточной универсальный с гидравлическим приводом Ø 250 х 630 - 3Б662ВФ2
— станок заточной для червячных фрез с ЧПУ Ø 200 х 630 - 3В642
— станок заточной универсальный Ø 250 х 630 - 3Д641Е
станок заточной универсальный с гидравлическим приводом Ø 200 х 400 - 3Д642Е
— станок заточной универсальный с гидравлическим приводом Ø 250 х 630 - 3Е642
— станок заточной универсальный Ø 250 х 630 - 3Е642Е
— станок заточной универсальный с гидравлическим приводом Ø 250 х 500 - 3М642
— станок заточной универсальный Ø 250 х 500 - 3Д692
— станок заточной универсальный для дисковых пил полуавтомат Ø 275..1430 - 3Е692
— станок заточной универсальный для дисковых пил полуавтомат Ø 250..1430 - 3662
— станок заточной для червячных фрез полуавтомат Ø 125 х 200 - ВЗ-318, ВЗ-318Е
— станок заточной универсальный Ø 200 х 500 - ВЗ-818, ВЗ-818Е
— станок заточной универсальный Ø 200 х 500 - ВЗ-319
— станок заточной универсальный настольный Ø 100 х 200 - БДС-4
— cтанок комбинированный по дереву - БДС-5
— cтанок комбинированный по дереву - ВЗ-335
— cтанок комбинированный по дереву
3В642 станок универсально-заточный. Назначение и область применения
Универсальные заточные станки 3В642 предназначены для заточки основных видов режущего инструмента: резцов, фрез, зенкеров и т. д. из инструментальной стали, твердого сплава, металлокерамики абразивными, алмазными и эльборовыми кругами.
Станки универсально заточные 3В642 обладают литой чугунной станиной, это повышает точность обработки и уменьшает колебание, вызванные при обработке детали. Дополнительно на станки можно поставить синусную плиту для закрепления заготовок, приспособление для заточки по радиусу резцов и концевого многолезвийного инструмента, приспособление для наружного круглого шлифования, для внутреннего шлифования, для заточки право- и леворежущих зенкеров и т.д.
Универсально-заточной станок 3В642 по конструкции является упрощенной модификацией станка 3Б642
и отличается от последнего отсутствием гидропривода. Для привода шпинделя шлифовального круга используется двухскоростной электродвигатель переменного тока. Изменение числа оборотов шпинделя осуществляется перестановкой ремня и переключением скоростей электродвигателя.
Универсально-заточные станки моделей 3В642 и 3Б642 имеют 94% унифицированных деталей и отличаются тем, что на станке мод. 3Б642 затачивание инструмента может производиться как при ручном, так и при автоматическом его перемещении, а на станке мод. 3В642 — только при ручном.
Затачивание и шлифование производятся только при ручном перемещении детали со столом.
Техническая характеристика станка:
- наибольший диаметр устанавливаемой детали 250 мм
- наибольшая длина детали, устанавливаемой в центрах, 630 мм
- размеры рабочей поверхности стола (длина и ширина) 900 х 140 мм
- наибольшее вертикальное перемещение шлифовальной головки 250 мм
Станки имеют следующие основные узлы: станину, колонну, суппорт, шлифовальную головку, механизм подъема шлифовальной головки, планетарный редуктор, систему охлаждения.
Станок модели 3Б642 снабжен, кроме того, гидроагрегатом для автоматической подачи стола, а в его суппорт встроены гидроцилиндр и гидропанель.
Универсально-заточными станками моделей 3В642 и 3Б642 можно пользоваться для заточки инструментов алмазными и обычными шлифовальными кругами с охлаждением и всухую. Для заточки твердосплавного инструмента применяют шлифовальные круги из карбида кремния или алмазные тех же размеров и формы.
Для защиты от разбрызгивания охлаждающей жидкости и отвода ее в бак используют специальное ограждение.
Область использования универсально-заточных станков расширяется прилагаемыми к ним приспособлениями:
- для круглого наружного, внутреннего и плоского шлифования
- для заточки отрезных и прорезных фрез
- фрезерных головок
- червячных фрез
- метчиков
- спиральных сверл
- зенкеров и других инструментов
К станку прилагаются:
- универсальная головка
- передняя и задняя центровые бабки
- делительный и другие механизмы
Приспособления, устанавливаемые на верхней плоскости поворотного стола, закрепляются с помощью болтов с Т-образными головками.
Как видно из перечня приспособлений, на станках можно производить, помимо заточных операций, также наружное, внутреннее и плоское шлифование.
Климатическое исполнение и категория размещения станков, отдельно расположенного оборудования и принадлежностей соответствует ГОСТ 15150-69 для поставки в районы:
с умеренным климатом — УХЛ4;
Класс точности станка – П.
Универсально-заточные станки. Общие сведения
Заточные станки служат для заточки инструмента и применяются в инструментальных цехах заводов и в заточных отделениях механических цехов. По способу заточки они разделяются на две группы:
- станки для абразивной заточки и доводки инструмента, работающие шлифовальным кругом;
- станки для безабразивной заточки и доводки.
Первая группа имеет большее распространение. Основной парк заточных станков составляют станки, работающие абразивным инструментом. В промышленности получают все более широкое распространение алмазные круги для чистовой заточки и доводки режущего инструмента, оснащенного твердосплавными пластинками. Применение алмазных кругов вместо обычных шлифовальных значительно повышает производительность. Заточка инструмента алмазными кругами на металлической связке позволяет в ряде случаев исключить операцию доводки инструмента.
Ко второй группе относятся станки для анодно-механической заточки и для электроискровой заточки и доводки инструмента.
По назначению заточные станки делятся на
- универсальные (для заточки различных видов инструмента)
- специальные (для заточки инструмента определенного вида)
Универсально заточные станки используются для заточки многолезвийного инструмента из инструментальной стали и твердых сплавов. Заточные станки позволяют работать с цилиндрическими и коническими инструментами, зенкерами и развертками. Также заточные станки используют для обработки фрез, долбяков и метчиков, резцов, червячных фрез, зуборезных головок и протяжек, с винтовыми и прямыми зубьями и др. по передним и задним поверхностям, расположенным на периферии и торце эльборовыми, алмазными и абразивными шлифовальными кругами.
На заточных станках этого типа можно выполнять также круглое (наружное и внутреннее) и плоское шлифование.
Станок заточный универсальный 3В642
Универсально-заточный станок 3В642, является изделием , расположенного в городе Витебске.
В сентябре 2022 года прославленное предприятие отпраздновало 120-летие со дня основания. На сегодняшний день ОАО «ВИЗАС» – это ультрасовременное предприятие, которое чтит вековые традиции и гордится своими работниками.
В странах СНГ ОАО «ВИЗАС» является фактически монополистом производства заточного оборудования, это самый современный и высокотехнологичный завод данного профиля.
Внешний вид универсально-заточного станка 3В642
Модель, проверенная временем
специализируется на производстве заточного оборудования с 1940 года. За это время было выпущено множество моделей различных станков, и среди них особое место занимает универсально-заточный станок 3В642.
Как следует из паспорта универсально-заточного станка 3В642, данный агрегат относится к группе станков, предназначенных для абразивной заточки различного инструмента, а также для его доводки с использованием шлифовальных кругов различных форм и конфигураций.
Универсально-заточный станок 3В642 с неизменными техническими характеристиками производился заводом с восьмидесятых годов прошлого века. Данное оборудование комплектовалось паспортами и поставлялось на механические заводы, в ремонтные и слесарные мастерские, предприятия оборонного комплекса.
Паспорт агрегата содержит исчерпывающие данные о технических характеристиках универсально-заточного станка 3В642.
Скачать паспорт (инструкцию по эксплуатации) универсально-заточного станка 2В642
Мощность электродвигателя главного привода составляет 1,4 кВт. Вкупе с механизмом главного привода, двигатель обеспечивает вращение шпинделя и шлифовального круга диаметром до 200 мм.
Согласно паспорту, число оборотов заточного круга имеет ступенчатую регулировку и, в зависимости от выполняемой задачи, может составлять 2240, 3150, 4500 либо 6300 об/мин.
Вертикальное перемещение бабки производится в пределах 250 мм, а наибольшее продольное перемещение стола составляет 450 мм, при этом поперечное перемещение достигает 230 мм, согласно паспорту.
Электрическая схема станка 2В642
Приведенные технические характеристики станка делают его поистине универсальным агрегатом, по сей день востребованным на производстве и в ремонтных мастерских.
Универсально-заточный станок 3В642 с блеском справляется с такими операциями как заточка зенковок, разверток, сверл, резцов, торцовых и двухсторонних фрез, а также метчиков. Под силу станку и плоское шлифование, как наружных, так и внутренних поверхностей деталей.
При работе на станке могут использоваться различные шлифовальные круги, которые отвечают требованиям. Это могут быть алмазные, карбидные или обычные круги – в зависимости от характеристик и твердости обрабатываемых деталей.
Универсально-заточный станок, ввиду большой массы, устанавливается на бетонное основание, имеет стальной каркас и чугунную станину. Использование агрегата допускается в умеренных климатических зонах, при этом точность обработки деталей соответствует классу «П».
Кинематическая схема станка 3В642
Сверху на станину смонтирован стол, который включает в себя три конструктивных элемента: верхняя деталь стола представляет собой суппорт, который может поворачиваться относительно средней его части. В свою очередь, средняя часть двигается продольно, относительно нижней части. Для перемещения средней части служат маховики, снабженные реечными колесами и планетарным механизмом.
Есть возможность плавного подвода обрабатываемой детали к шлифовальному кругу, для этого служат специальные маховики с храповым механизмом. Как и у большинства других заточных станков, в модели 3В642 применяется шпиндель стандартной конфигурации, который позволяет зажимать шлифовальные диски, производящиеся серийно.
«Изюминкой» стола является наличие в его нижней части гидравлического привода, с помощью которого производится автоматическая подача.
В комплект поставки оборудования входят делительный механизм, центровые бабки (передняя и задняя), универсальная головка, а также паспорт.
Благодаря такому арсеналу приспособлений станок имеет очень широкую область применения.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
3В642 Общий вид заточного станка
Фото универсального заточного станка 3В642
Фото универсального заточного станка 3В642
Фото универсального заточного станка 3В642
Фото универсального заточного станка 3В642
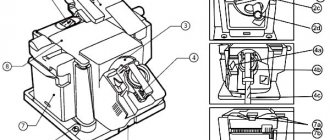
Расположение составных частей заточного станка 3В642
Расположение составных частей заточного станка 3В642
Спецификация составных частей заточного станка 3В642
- I. Узел 24. Механизм подъема
- II. Узел П. Приспособления
- III. Узел 60. Охлаждение
- IV. Узел 40. Шлифовальная головка
- V. Узел 30. Суппорт
- VI. Узел 91. Оправки
- VII. Узел 31. Планетарный редуктор
- VIII. Узел 10. Станина
- IX. Узел 92. Кожухи
- X. Узел 20. Колонна
- XI. Узел 80. Электрооборудование
- ХII. Узел 21. Редуктор
Узел 90. Принадлежности (на рисунке не указан)
Узел 93. Ограждение (на рисунке не указан). Универсальные приспособления, служащие для расширения круга работ, выполняемых на станке, поставляются со станком и входят в комплект и стоимость станка, а специальные приспособления поставляются по заказу потребителей за особую плату.
Универсальный заточный станок предназначен для заточки основных видов режущего инструмента: резцов, фрез, зенкеров и т. д. Станок оснащается различными приспособлениями, позволяющими устанавливать и закреплять затачиваемый инструмент. Кроме заточки инструмента, на станке можно производить наружное, внутреннее и плоское шлифование.
Основные узлы станка 3В642: станина, стол с суппортной группой и шлифовальная головка со шпинделем, на котором устанавливаются шлифовальные круги. На столе располагаются приспособления. Поперечное и продольное перемещение стола производится соответственно маховиками, а подъем и опускание шлифовальной бабки — маховиком.
Паспорт на универсально-заточной станок 3В642
Печать документации: — Год печати документации: — Количество папок: 1 Количество страниц, листов: 40
Узнать стоимость документации
Паспорт и документация к данной модели станка находится в нашем архиве, в электронном виде. В комплект документации входит, по разделам, согласно содержания:
Руководство по эксплуатации Содержание: 1. Назначение и применение 2. Распаковка и транспортировка 3. Фундамент станка и установка 4. Паспорт Техническая характеристика 5. Сведения о ремонте 6. Сведения об изменениях в станке 7. Краткое описание конструкции и работы Описание отдельных узлов 8. Электрооборудование Спецификация электрооборудования 9. Смазка Спецификация к схеме смазки 10. Перечень графических символов, применяемых на станке 11. Подготовка станка к первоначальному пуску, первоначальный пуск и указания по технике безопасности 12. Настройка и наладка 13. Регулирование станка 14. Особенности разборки и сборки станка при ремонте 15. Ведомость комплектации 16. Акт приёмки
Схемы и чертежи станка: — Схема транспортировки — Установочный чертёж — Органы управления чертёж — Габаритные размеры рабочего пространства чертёж — Эскиз конца шпинделя чертёж — Эскиз зеркала стола поперечное сечение чертёж — Эскиз пазов стола и шлифовальной головки чертёж — Эскиз оправки для установки шлифовальных кругов чертёж — Кинематическая схема — Основные узлы чертёж — Станина чертёж — Колонна чертёж — Редуктор чертёж — Механизм подъёма чертёж — Суппорт чертёж — Планетарный редуктор чертёж — Шлифовальная головка чертёж — Охлаждение чертёж — Кожух шлифовальных кругов чертёж — Оправка для крепления шлифовальных кругов чертёж — Универсальная бабка чертёж — Передняя бабка чертёж — Задняя бабка чертёж — Универсальная упорка чертёж — Приспособление для линейной правки круга чертёж — Подручник чертёж — Малая универсальная бабка чертёж — Установочный шаблон чертёж — Трёхповоротные тиски чертёж — Приспособление для наружного круглого шлифования чертёж — Поводок чертёж — Хомутик чертёж — Делительный механизм чертёж — Цанговый зажим чертёж — Принципиальная электрическая схема — Монтажная электрическая схема — Размещение электрооборудования — Схема смазки — Установка упорки при заточке инструмента по задней грани зуба чертёж — Разрез зуба развёртки чертёж — Схема расположения подшипников
Краткое описание станка: Универсально-заточной станок модели 3В642 предназначен для затачивания основных видов режущего инструмента с применением в необходимых случаях специальных приспособлений. При помощи специальных приспособлений на станке можно производить круглое наружное и внутреннее и плоское шлифование. Затачивание и шлифование производится при ручном перемещении инструмента со столом. Глубина заложения фундамента станка принимается в зависимости от характера грунта. Перед выверкой станка деревянные планки следует заменить роликовыми направляющими. Выверка станка производится по плоскости стола в продольном и поперечном направлениях при помощи уровня.
3В642 Расположение органов управления заточным станком
Расположение органов управления заточным станком 3В642
3В642 Перечень органов управления заточным станком
- Маховик вертикальной подачи
- Кнопка включения медленной вертикальной подачи
- Крышка окна для доступа к электродвигателю шпинделя
- Кнопка «Стоп» электродвигателя шпинделя
- Рукоятка включения медленной вертикальной подачи
- Кнопка «Пуск» электродвигателя шпинделя
- Маховичок тонкой поперечной подачи
- Винт закрепления стола от поворота
- Винт поворота стола
- Левый упор стола
- Кран охлаждения
- Зажимы кожухов шлифовального круга
- Правый упор стола
- Кнопка включения медленной продольной подачи стола вручную
- Маховичок медленной продольной подачи стола вручную
- Штепсельная розетка для подключения электродвигателя пылесоса
- Крышка ниши бака охлаждения
- Вводный выключатель (автомат)
- Замок крышки электрошкафа
- Кнопка «Общий стоп»
- Маховики поперечной подачи
- Рукоятка закрепления шлифовальной головки от вертикального перемещения
- Рукоятка поворота шлифовальной головки
- Гайка закрепления шлифовальной головки от поворота
- Кнопка фиксации шпинделя от поворота
- Выключатель освещения
- Маховичок продольной подачи стола вручную
- Гайки закрепления стола от поворота
- Рычаг толчковой поперечной подачи
- Сигнальная лампа
- Реверс шпинделя
- Выключатель охлаждения и пылесоса
- Переключатель числа оборотов электродвигателя шпинделя
- Штепсельная розетка для подключения электродвигателей приспособлений
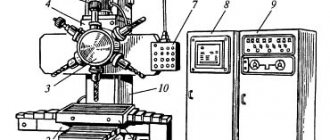
3В642 Кинематическая схема заточного станка
Кинематическая схема заточного станка 3В642
Главное движение — вращение шпинделя со шлифовальными кругами 1 и 2 — осуществляется от двухскоростного электродвигателя 3 через ременные передачи 4—5 или 6—7 и далее через передачу 8—9 на шпиндель 11.
Периферией цилиндрического круга 2 шлифуют поверхности тел вращения, которые устанавливаются в центрах приспособления на столе станка, а чашечным кругом 1 — плоские поверхности инструмента, например, резьбу метчика по передней плоскости.
Электродвигатель вместе с кронштейном, на котором он установлен, и со шкивом 8 может опускаться с помощью винта 10 вниз, натягивая ремень шлифовальной головки.
Шлифовальная головка с шлифовальными кругами 1 и 2 (рис. 78, а) смонтирована на верхней части вертикальной колонны 11 и может поворачиваться с ней вокруг вертикальной оси (рис. 78, б). Кроме поворота, колонна может перемещаться вверх или вниз с помощью маховиков 12 или 13. От маховика 12 движение на вал I может передаваться непосредственно, если кнопкой 14 включить муфту 45 (быстрое движение) или через планетарный механизм с зубчатыми колесами 15—18 и далее через червячную передачу 19—20 на реечную пару с реечным колесом 21 и рейкой 22, закрепленной на колонне (медленное движение).
Если колонна перемещается с помощью маховика 13, то движение идет через коническую пару 23—24 и далее по той же цепи.
Стол с суппортной группой состоит из трех частей. На верхней поворотной части 25 устанавливается в соответствующих приспособлениях затачиваемый инструмент. Верхняя часть стола поворачивается относительно средней части 26 для заточки конических поверхностей инструмента. Средняя часть стола 26 имеет ручное продольное перемещение на роликовых направляющих нижней части стола 27. Это перемещение производят маховиками 28 или 29 с реечными зубчатыми колесами 30, или рукояткой 31 на корпусе (поводке) планетарной передачи. В последнем случае нажатием кнопки 32 реечное колесо 33, связанное с планетарным механизмом, включают, а колеса 30, связанные с маховиками 28 и 29, отключают от рейки 34, при этом стол получает медленную поперечную подачу от планетарного механизма с колесами 35—38.
Нижнюю часть стола 27 вместе со средней и верхней частями перемещают в поперечном направлении с помощью ходового винта 39 и гайки, закрепленной на станине. Тонкая (замедленная) поперечная подача осуществляется вращением маховиков 40 или 41, которые через передачи 42—43 поворачивают ходовой винт 39.
Храповой механизм 44, который приводится в движение специальной рукояткой, через ту же передачу 42—43 сообщает ходовому винту, а следовательно, и столу периодическое замедленное движение. Тонкая (замедленная) подача стола позволяет осторожно подводить затачиваемый инструмент к шлифовальному кругу.
Приспособления станка значительно расширяют область использования станка. К ним относятся: передняя бабка с делительными дисками, задняя бабка, универсальная заточная головка, универсальные поворотные тиски, приспособление для правки кругов, приспособление для заточки фрез с затылованными зубьями, приспособление для заточки сверл, упор для заточки фрез с винтовыми зубьями и некоторые другие.
Заточной станок 3В642
Сообщение об ошибке
Notice: Undefined index: last_name в функции ulogin_tokens() (строка 70 в файле /home/nhlstar/domains/metalcutting.ru/public_html/sites/all/modules/ulogin/ulogin.tokens.inc).
Заточные станки служат для заточки инструмента и применяются в инструментальных цехах заводов и в заточных отделениях механических цехов. По способу заточки они разделяются на две группы: станки для абразивной заточки и доводки инструмента, работающие шлифовальным кругом; станки для безабразивной заточки и доводки. Первая группа имеет большее распространение; огромное значение приобрела заточка инструмента алмазными кругами, применение которых значительно повышает производительность и качество заточки. К безабразивной заточке относятся электроискровой и анодно-механический способы (см. гл. XV).
По назначению заточные станки делятся на универсальные — для заточки различных видов инструмента и специальные — для заточки инструмента определенного вида.
Универсальный заточной станок 3В642 предназначен для заточки основных видов режущего инструмента: резцов, фрез, зенкеров и т. д. Станок оснащается различными приспособлениями, позволяющими устанавливать и закреплять затачиваемый инструмент. Кроме того, на станке можно производить наружное, внутреннее и плоское шлифование. Затачивание и шлифование производят при ручном перемещении детали со столом. Техническая характеристика станка: наибольший диаметр устанавливаемой детали 250 мм; наибольшая длина детали, устанавливаемой в центрах, 630 мм; размеры рабочей поверхности стола (длина и ширина) 900 х 140.мм; наибольшее вертикальное перемещение шлифовальной головки 250 мм. На рис. 120 приведена кинематическая схема станка. Глазное движение — вращение шпинделя со шлифовальными кругами 1 и 2 осуществляется от двухскоростного электродвигателя 3 через ременные передачи 4-5 или 6 — 7 и далее через передачу 8 — 9 на шпиндель //. Периферией цилиндрического круга 2 шлифуют поверхности тел вращения, которые устанавливают в центрах приспособления на столе станка, а чашечным кругом 1 — плоские поверхности инструмента, например резьбу метчика по передней плоскости. Электродвигатель вместе с кронштейном, на котором он установлен, и со шкивом 8 может опускаться с помощью винта 10 вниз, натягивая ремень шлифовальной головки.
Рис. 120 Кинематическая схема станка мод. 3В642
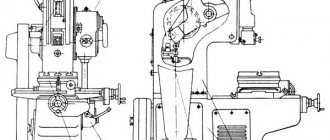
Шлифовальная головка
Шлифовальная головка со шлифовальными кругами смонтирована на верхней части вертикальной колонны 11 и может поворачиваться с ней вокруг вертикальной оси. Кроме поворота, колонна может перемешаться вверх или вниз с помощью маховиков 12 или 13 (рис. 121). От маховика 12 движение на вал / может передаваться непосредственно, если кнопкой 14 включить муфту 45 (быстрое движение), или через планетарный механизм с зубчатыми колесами 15 — 16 и 17 -18 и далее через червячную передачу 19-20 на реечную пару с реечным колесом 21 и рейкой 22, закрепленной па колонне (медленное движение). Если колонна перемешается с помощью маховика 13, то движение идет через коническую пару 23 — 24 и далее по той же цепи.
Стол
Стол с суппортной группой состоит из трех частей. На верхней поворотной части 25 (см. рис. 120) устанавливают в соответствующих приспособлениях затачиваемый инструмент. Верхняя часть стола поворачивается относительно средней части 26 для заточки конических поверхностей инструмента. Средняя часть стола имеет ручное продольное перемещение на роликовых направляющих нижней части 27. Это перемещение производят маховиками 28 или 29 (рис. 121) с реечными зубчатыми колесами 30, или рукояткой 31 на корпусе (поводке) планетарной передачи. В последнем случае нажатием кнопки 32 реечное колесо 33, связанное с планетарным механизмом, включают, а колеса 30, связанные с маховиками 28 и 29, отключают от рейки 34; при этом стол получает медленную поперечную подачу от планетарного механизма с колесами 35-38.
Нижнюю часть стола вместе со средней и верхней частями перемещают в поперечном направлении с помощью ходового винта 39 и гайки, закрепленной на станине. Тонкая (замедленная) поперечная подача осуществляется вращением маховиков 40 или 41, которые через передачи 42 — 43 поворачивают ходовой винт 39.
Храповой механизм 44 приводится в движение специальной рукояткой и через ту же передачу 42 — 43 сообщает ходовому винту, а следовательно, и столу периодическое замедленное движение. Тонкая (замедленная) подача стола позволяет осторожно подводить затачиваемый инструмент к шлифовальному кругу.
Рис. 121 Кинематическая схема шлифовальной головки
Приспособления станка значительно расширяют область его использования. К таким приспособлениям относятся передняя бабка с делительными дисками, задняя бабка, универсальная заточная головка, универсальные поворотные тиски, приспособление для правки кругов, приспособление для заточки фрез с затылованными зубьями, приспособление для заточки сверл, упор для заточки фрез с винтовыми зубьями и некоторые другие.
www.metalcutting.ru
Технические данные и характеристики станка 3В642
| Наименование параметра | 3В642 | 3Б642 |
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольшие размеры обрабатываемых изделий в центрах (длина х диаметр), мм | 630 х 250 | 630 х 250 |
| Расстояние между центрами универсальной и задней бабок, мм | 550 | 550 |
| Расстояние между осью шлифовального круга и линией центров в горизонтальной плоскости, мм | 70..300 | 70..300 |
| Расстояние между осью шлифовального круга и линией центров в вертикальной плоскости, мм | 65..185 | 65..185 |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола по ГОСТ 6569-75 (длина х ширина), мм | 900 х 140 | 900 х 140 |
| Наибольшее продольное/ поперечное ручное перемещение стола, мм | 450/ 230 | 450/ 230 |
| Перемещение продольное/ поперечное стола на одно деление лимба, мм | 0,1/ 0,01 | 0,1/ 0,01 |
| Перемещение поперечное стола на одно деление тонкой подачи, мм | 0,0025 | 0,0025 |
| Угол поворота стола в горизонтальной плоскости, град | 90 | 90 |
| Скорость перемещения стола от гидропривода, м/мин | — | 0,2..8 |
| Бабка шлифовальная | ||
| Наибольшее вертикальное перемещение бабки, мм | 250 | 250 |
| Цена деления лимба подачи вертикального перемещения стола, мм | 0,005 | 0,005 |
| Угол поворота бабки в горизонтальной плоскости, град | 350 | 350 |
| Шлифовальная головка | ||
| Число оборотов заточного круга при ступенчатом регулировании, об/мин | 2240, 3150, 4500, 6300 | 1300..6500 б/с |
| Конец шлифовального шпинделя по ГОСТ 2324-77 исполнение 2 | Морзе 3 | Морзе 3 |
| Наибольший диаметр устанавливаемого шлифовального круга, мм | 200 | 200 |
| Наибольший диаметр устанавливаемого шлифовального круга других типов, мм | 150 | 150 |
| Универсальная головка | ||
| Размер внутренних конусов шпинделей | Морзе 5 | Морзе 5 |
| Угол поворота в горизонтальной и вертикальной областях, град | 360 | 360 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 4 | 5 |
| Электродвигатель привода шпинделя шлифовальных кругов, кВт | 1,5/ 1,1 | 2,5 |
| Электродвигатель привода изделия, кВт | 0,25 | 0,25 |
| Электродвигатель гидропривода, кВт | — | |
| Электродвигатель насоса охлаждения, кВт | 0,125 | 0,125 |
| Электродвигатель пылесоса, кВт | 0,125 | 0,125 |
| Общая установленная мощность всех электродвигателей, кВт | 1,795 | |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380/220 В |
| Габариты и масса станка | ||
| Габарит станка, мм | 2050 х 1820 х 1550 | 2050 х 1820 х 1550 |
| Масса станка, кг | 1250 | 1280 |
- Универсально-заточный станок 3В642. Инструкция по эксплуатации 3В642.000 РЭ, 1978
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Демьяновский К.И., Дунаев В.Д. Заточка дереворежущего инструмента, 1965
- Кудряшов А.А. Станки инструментального производства, 1968
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Меницкий И.Д. Универсально-заточные станки, 1968
- Палей М. М. Технология производства металлорежущих инструментов, 1982
- Рожков Д.С. Конструкция, настройка и эксплуатация оборудования для заточки дереворежущего инструмента, 1978
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики шлифовальной группы
- Ремонт, восстановление и модернизация шлифовальных станков: американский подход
- Круглое шлифование. Обработка на круглошлифовальных станках. Методы шлифования
- Наладка круглошлифовального станка при установке деталей в центрах
- Шлифовальные станки с ЧПУ
- Маркировка шлифовальных кругов
- Испытания и проверка металлорежущих станков на точность
- Шлифовальные станки. Рынок шлифовальных станков в России
- Справочник заводов производителей шлифовальных станков
- Справочник заводов производителей металлорежущих станков
- Справочник плоскошлифовальных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Универсальные заточные станки фрезерного инструмента
Универсальный упор (рис. 58, в) предназначен для фиксирования правильного положения фрезы при заточке без делительной головки. При заточке прямозубого инструмента упор устанавливают на столе, а при заточке спиральных зубьев — на шлифовальной головке.
Рис. 58. Приспособление к заточному станку типа ЗА64Д:
а — универсальная головка; б — тиски; в — упор
Для выполнения различных работ с упором применяют сменные стальные пластинки различных размеров. Упор делают из топкой, но упругой полоски стали толщиной 1—1,5 мм. Он легко соскакивает (пружинит) при повороте фрезы и вместе с тем устойчиво удерживает ее во время заточки. При заточке необходимо, чтобы упор всегда прилегал к затачиваемому зубу, ближе к месту заточки.
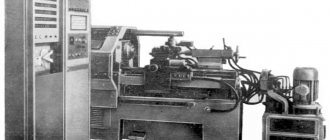
Рис. 59. Универсально-заточный станок ЗБ642:
1 — рукоятка включения медленной вертикальной подачи; 2 — маховик вертикальной подачи; 3 — распределительная колодка; 4 — кран управления; 5 — кнопка тонкой поперечной подачи; 6 — рукоятка закрепления стола; 7 — винт поворота стола; 8 — рычаг толчковой подачи; 9 — гидравлический стол; 10 — кнопка включения гидравлического перемещения стола; 11 — кнопка включения тонкой поперечной подачи; 12 — кнопка включения медленной вертикальной подачи
Универсально заточные станки модели ЗБС42 и ЗВ642. Станок ЗБ642 (рис. 59) по своей общей компоновке подобен заточному станку ЗА64Д (имеет крестовый стол и перемещающуюся вертикально по колонке двустороннюю шлифовальную головку). Однако станок ЗБ642 имеет существенные преимущества, а именно: а) его конструкция более жесткая и гарантирует сохранение необходимой точности более длительное время. Значительно отичается по точности и жесткости шлифовальная головка станка; б) введено реверсирование шлифовального круга, что позволяет более эффективно использовать оба конца шпинделя; в) увеличена жесткость и точность установки оправок шлифовальных кругов в результате посадки их в шпиндель на внутренний конус; г) суппорт станка поставлен на подшипники качения, в результате чего увеличилась чувствительность поперечной подачи, установлены механизмы тонкой и толчковой поперечных подач; д) перемещение стола гидравлическое — со скоростью 0,2—8 м/мин, регулирование чисел оборотов шлифовального круга — бесступенчатое с помощью привода постоянного тока; е) в комплекте станка есть гидрофицированные приспособления, позволяющие автоматизировать заточку ряда инструментов.
Станок ЗВ642 по конструкции — упрощенная модификация станка ЗБ642. Он отличается от станка ЗБ642 отсутствием гидропривода.
Приспособления и принадлежности для заточки дереворежущего инструмента приведены в табл. 15.
Таблица 15. Приспособления и принадлежности, применяющиеся для заточки дереворежущего инструмента, входящие в комплекс станков
| Шифр приспо- собления | Приспособления и принадлежности | Наименование параметров | Модели станков | |
| 3Б642 | 3В642 | |||
| П1 П2 П3 П5 П8 П16 П26 П40 | Универсальная бабка Передняя бабка Универсальная упорка Приспособление для линейной правки круга Универсальная бабка малая Тиски трехповоротные Делительный механизм к универсальной головке Цанговый зажим Оправки для установки шлифовальных кругов | Конус в шпинделе системы Морзе Конус в пиноли системы Морзе— Диаметр отверстия для алмазов, мм Конус в шпинделе системы Морзе Размер губок, мм Число делении цанги в миллиметрах Диаметры цанги, мм Диаметр отверстия круга, мм | №3/№5 №2 Есть 10 № 5 55 6, 8, 12 3; 6; 12; 20 32; 20; 13 | № 3/№ 5 № 2 Есть 10 № 5 55 6, 8, 12 3; 6; 12; 20 32; 20; 13 |
Техническая характеристика станков 3Б642 и 3В642
| 3Б642 | 3В642 | |
| Наибольшие размеры устанавливаемой детали, мм: диаметр длина (в центрах бабок) Размер рабочей поверхности стола, мм: ширина длина Продольный ход стола, мм Поперечное перемещение стола или шлифовальной головки на одно деление лимба, мм Поперечный ход стола, мм Вертикальное перемещение шлифовальной головки, мм Наибольший угол поворота стола, град Угол поворота шлифовальной головки в горизонтальной плоскости, град Число оборотов шлифовального шпинделя в минуту Скорость перемещения стола от гидропривода, м/мин Мощность электродвигателя привода шлифовальной головки, кВт Габаритные размеры, мм: длина ширина высота Масса (с комплектом приспособлений), кг | 250 630 140 900 450 0,00250 1300 *; 6500 * 0,3—8 2,5** 2330 1680 1550 1280 | 250 630 140 900 450 0,00250 2240; 6300 10/1,4 2330 1680 1550 1200 |
* Бесступенчатое регулирование.
** При наибольших оборотах электродвигателя постоянного тока.
www.stroitelstvo-new.ru