Среди большого разнообразия металлообрабатывающего оборудования, предлагаемого на современном рынке, немногие модели завоевали такую популярность у специалистов, как вертикально-сверлильный станок 2Н125.
Станок 2Н125 на производстве
Обладая широкой универсальностью, это устройство отличается простотой конструкции, надежностью в работе, что дает возможность эксплуатировать его на протяжении длительного времени, не теряя при этом в точности и эффективности обработки. Несмотря на то, что конструкция 2Н125 была разработана несколько десятков лет назад, по своим характеристикам этот станок не уступает многим современным моделям.
Сведения о производителе вертикально-сверлильного станка 2Н125
Изготовитель вертикальных сверлильных станков моделей 2Н125, 2Н135, 2Н150, 2Г175 — Стерлитамакский станкостроительный завод, основанный в 1941 году.
История Стерлитамакского станкостроительного завода начинается 3 июля 1941 года, когда началась эвакуация Одесского станкостроительного завода в город Стерлитамак.
Уже 11 октября 1941 г. Стерлитамакский станкостроительный завод начал выпускать специальные агрегатные станки для оборонной промышленности.
В настоящее время завод выпускает металлообрабатывающее оборудование, среди которого — токарные и фрезерные станки с ЧПУ, многофункциональные обрабатывающие центры.
Продукция Стерлитамакского станкостроительного завода
- 2135
— станок вертикально-сверлильный универсальный, Ø 35 - 2А125
— станок вертикально-сверлильный универсальный, Ø 25 - 2А135
— станок вертикально-сверлильный универсальный, Ø 35 - 2А150
— станок вертикально-сверлильный универсальный, Ø 50 - 2Г175
— станок вертикально-сверлильный универсальный, Ø 75 - 2Н125
— станок вертикально-сверлильный универсальный, Ø 25 - 2Н135
— станок вертикально-сверлильный универсальный, Ø 35 - 2Н150
— станок вертикально-сверлильный универсальный, Ø 50 - 2Р135Ф2
— станок вертикально-сверлильный с ЧПУ, Ø 35 - 2С50
— станок вертикально-сверлильный универсальный, Ø 50 - 2С125, 2С125-1 (2с125-01), 2С125-04
— станок вертикально-сверлильный универсальный, Ø 25 - 2С132, 2С132К
— станок вертикально-сверлильный универсальный, Ø 32 - 2С150ПМФ4
— станок сверлильно-фрезерно-расточной вертикальный с ЧПУ и АСИ, 500 х 1000 - 2С550А
— станок радиально-сверлильный, Ø 36 - 400V
— станок сверлильно-фрезерно-расточной вертикальный с ЧПУ и АСИ, 400 х 900 - 500V (СТЦ Ф55)
— центр фрезерный вертикальный, 630 х 1200 - СФ-16, СФ-16-02, СФ-16-05
— станок фрезерно-сверлильный настольный, Ø 16 - SRB50
— станок радиально-сверлильный, Ø 3..50
Что собой представляет станок модели 2Н125
Полностью оправдывая свою универсальность, аппарат 2Н125 позволяет эффективно выполнять целый перечень технологических операций:
- сверление и рассверливание отверстий;
- развертывание;
- зенкерование;
- нарезание внутренней резьбы.
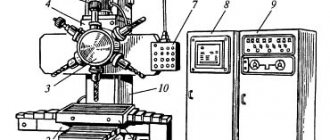
Расположение основных частей станка
В оснащении этого вертикально-сверлильного станка имеется только один шпиндельный узел, что делает конструкцию оборудования простой и надежной. На современном рынке представлен ряд модификаций данного станка с несколькими сверлильными головками, в которые можно устанавливать различные инструменты, чтобы выполнять обработку деталей с более высокой производительностью.
Устройство шпиндельного узла: 1 – гайка регулировки подшипников; 2 – шпиндель; 3 – гильза; 4 – рычаг
Технические характеристики рассматриваемого агрегата оптимально подходят для того, чтобы использовать его в условиях мелкосерийного производства. Вертикально-сверлильные станки 2Н125 лучше всего демонстрируют себя при обработке деталей средней толщины, изготовленных из стали не слишком высокой прочности. Согласно паспорту, на рассматриваемом станке можно использовать сверла, диаметр которых не превышает 25 мм. Модификации модели отличаются расширенными характеристиками: на них можно работать со сверлами диаметром до 35 мм.
Несмотря на то, что массовый выпуск вертикально-сверлильного станка 2Н125 был налажен в середине прошлого века, его до сих пор можно встретить в оснащении многих производственных предприятий. Основной причиной высокой надежности устройства является кинематическая схема, которая благодаря своим характеристикам способна эффективно работать даже в самых сложных условиях. Простота кинематической схемы также способствует тому, что в случае поломки такое оборудование можно достаточно быстро отремонтировать, используя для этого стандартный набор инструментов.
Схема кинематическая и графики вращения главного привода станка: a) 2Н125; b) 2Н135 (нажмите для увеличения)
Конечно, вертикально-сверлильный станок модели 2Н125 не отличается такими же компактными габаритами и удобством в работе, как многие современные устройства, но эти незначительные недостатки компенсируют его высокая надежность и доступная цена.
2Н125 станок вертикально-сверлильный универсальный одношпиндельный. Назначение и область применения
Станок сверлильный вертикальный 2Н125 (ТУ 2-024-4645-79) заменил в производстве устаревшую модель 2А125
.
Вертикально-сверлильный станок 2Н125, с условным диаметром сверления 25 мм, используется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания, нарезания резьб и подрезки торцев ножами.
Сверлильный станок 2Н125 допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Операции сверления на станке 2н125
Принцип работы и особенности конструкции станка
Станок 2Н125 относится к конструктивной гамме вертикально-сверлильных станков средних размеров (2Н118, 2Н125, 2Н125Л, 2Н135, 2Н150, 2Г175) с условным диаметром сверления соответственно 18, 25, 35, 50 и 75 мм. По сравнению с ранее выпускавшимися станками (с индексом А) станки новой гаммы имеют более удобное расположение рукояток управления коробками скоростей и подач, лучший внешний вид, более простую технологию сборки и механической обработки ряда ответственных деталей, более совершенную систему смазки. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Вертикально-сверлильные станки 2Н125 снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
Разработчик — Одесское специальное конструкторское бюро специальных станков.
Хронология выпуска заводом вертикально-сверлильных станков 2125 серии с диаметром сверления до 25 мм:
- 2125 — первая модель серии вертикально-сверлильных станков, выпускалась с 1945 по 1950 г.
- 2А125, 2А125А, 2А125К — следующие модели серии, выпускались с 1950 по 1965 г.
- 2Н125, 2Н125А, 2Н125К, 2Н125Ф2 — самая популярная и массовая модель серии, выпускалась c 1965 до начала 90-х годов
- 2С125, 2С125-01, 2С125-04 — последние модели серии. Сняты с производства в 2014 году
Модификации сверлильных станков 2Н125
Для обработки отверстий разных диаметров применяются базовые вертикально-сверлильные станки: 2Н125. Последние две цифры номера каждой модели указывают наибольший диаметр отверстия в мм, которое можно сверлить на этом станке в заготовках из стали 45.
На основе указанных выше базовых моделей станков созданы следующие модифицированные модели:
- 2Н125А — вертикально-сверлильные станки с автоматизированным управлением (управление производится с помощью заранее настроенных кулачков и кнопок);
- 2Н125К — координатные вертикально-сверлильные станки с крестовым столом;
- 2Н125С — специальные однопозиционные вертикально-сверлильные станки с фланцевой пинолью, служащей для крепления многошпиндельных головок;
- 2Н125Н — многопозиционные сверлильные станки, предназначенные для установки многошпиндельных головок и поворотных столов;
- 2Н125Ф2 — сверлильные станки с ЧПУ, крестовым столом и револьверной головкой и др.
Аналоги вертикально-сверлильных станков 2Н125, выпускаемые в настоящее время:
- 2Т125, 2Т140, 2Т150 — производитель: Гомельский завод станочных узлов
- 2АС132, 2АС132-01 — производитель: Астраханский станкостроительный завод
- 2Л125, 2Л132, 2Л135, ЛС25, ЛС35 — производитель: Липецкое станкостроительное предприятие (ПАО СТП-ЛСП)
- МН25Л, МН25Н-01 — производитель: Молодечненский станкостроительный завод
Технические характеристики, описание и паспорт 2Н125
2н125 предназначены для сверления, рассверливания, зенкования, развертывания, нарезания резьбы; применяется в условиях единичного и серийного производства
Класс точности Н Наибольший диаметр сверления в стали 45 ГОСТ 1050-74, мм 25 Размеры конуса шпинделя по ГОСТ 25557-82 Морзе 3 Расстояние от оси шпинделя до направляющих колонны, мм 250 Наибольший ход шпинделя, мм 200
Расстояние от торца шпинделя 2Н125, мм:
— до стола 60-700 — до плиты 690-1060
Наибольшее (установочное) перемещение сверлильной головки, мм 170 Перемещение шпинделя за один оборот штурвала, мм 122.46 Рабочая поверхность стола, мм 400×450 Наибольший ход стола, мм 270
Установочный размер Т-образных пазов в столе по ГОСТ 1574-75:
— центрального 14H9 — крайних 14H11
Расстояние между двумя Т-образными пазами по ГОСТ 6569-75, мм 80 Количество скоростей 12 Пределы частоты вращения шпинделя, 1/мин 45-2000 Количество подач 9 Пределы подач, мм/об 0.1-1.6 Наибольшее количество нарезаемых отверстий в час 60 Управление циклами работы Ручное Род тока питающей сети Трехфазный Напряжение питающей сети, В 380/220
Габаритные размеры, мм:
— высота 2350 — ширина 785 — длина 915
Масса станка, кг 880
2н125 предназначены для сверления, рассверливания, зенкования, развертывания, нарезания резьбы; применяется в условиях единичного и серийного производства
Класс точности Н Наибольший диаметр сверления в стали 45 ГОСТ 1050-74, мм 25 Размеры конуса шпинделя по ГОСТ 25557-82 Морзе 3 Расстояние от оси шпинделя до направляющих колонны, мм 250 Наибольший ход шпинделя, мм 200
Расстояние от торца шпинделя 2Н125, мм:
— до стола 60-700 — до плиты 690-1060
Наибольшее (установочное) перемещение сверлильной головки, мм 170 Перемещение шпинделя за один оборот штурвала, мм 122.46 Рабочая поверхность стола, мм 400×450 Наибольший ход стола, мм 270
Установочный размер Т-образных пазов в столе по ГОСТ 1574-75:
— центрального 14H9 — крайних 14H11
Расстояние между двумя Т-образными пазами по ГОСТ 6569-75, мм 80 Количество скоростей 12 Пределы частоты вращения шпинделя, 1/мин 45-2000 Количество подач 9 Пределы подач, мм/об 0.1-1.6 Наибольшее количество нарезаемых отверстий в час 60 Управление циклами работы Ручное Род тока питающей сети Трехфазный Напряжение питающей сети, В 380/220
Габаритные размеры, мм:
— высота 2350 — ширина 785 — длина 915
Масса станка, кг 880
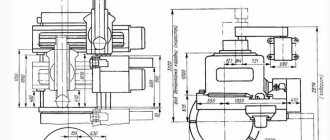
Габарит рабочего пространства сверлильного станка 2Н125
Чертеж рабочего пространства сверлильного станка 2Н125
| Модель станка | Конус Морзе | А | Б | В | D | D1 | М |
| 2Н125 | 3 | 250 | 700 | 60 | 45 | 23,825 | 400 |
| 2Н135 | 4 | 300 | 750 | 30 | 60 | 31,267 | 450 |
| 2Н150 | 5 | 350 | 800 | 0 | 80 | 44,399 | 500 |
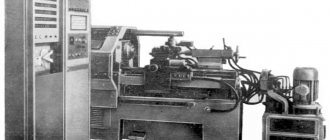
Общий вид сверлильного станка 2Н125
Фото сверлильного станка 2Н125
Фото сверлильного станка 2Н125
Фото сверлильного станка 2Н125
Фото сверлильного станка 2Н125
Фото сверлильного станка 2Н125
Расположение основных частей сверлильного станка 2Н125
Расположение основных узлов сверлильного станка 2Н125
Обозначение основных частей сверлильного станка 2Н125
- Привод сверлильного станка — 2Н125.21.000
- Коробка скоростей станка — 2Н125.20.000
- Насос плунжерный масляный — 2Н125.24.000 для станка 2Н125
- Насос плунжерный масляный — 2Н135.24.000
- Коробка подач — 2Н125.30.000
- Колонна, стол, плита — 2Н125.10.000
- Механизм управления скоростями и подачами — 2Н125.25.000
- Электрошкаф — 2Н125.72.000
- Электрооборудование — 2Н125.94.000
- Шпиндель в сборе — 2Н125.50.000
- Система охлаждения станка — 2Н125.80.000
- Сверлильная головка — 2Н125.40.000
Расположение органов управления сверлильным станком 2Н125
Расположение органов управления сверлильным станком 2Н125
Перечень органов управления сверлильного станка 2Н125
- Табличка — «Заполнение» СОЖ
- Табличка — «Слив»
- Кран включения охлаждения
- + 19 Болты для регулировки клина стола и сверлильной головки
- Рукоятка перемещения стола
- Винты зажима стола и сверлильной головки
- Табличка — «Заземление»
- Вводный выключатель
- Табличка — «Главный переключатель»
- Сигнальная кнопка СТАНОК ВКЛЮЧЕН
- Кнопка включения правого вращения шпинделя
- Кнопка включения левого вращения шпинделя
- Кнопка включения качательного движения шпинделя при переключении скоростей и подач
- Рукоятка переключения скоростей
- Кнопка СТОП
- Табличка — «Частота вращения»
- Табличка — «Менять скорость только при остановке»
- Винты зажима стола и сверлильной головки
- +4 Болты для регулировки клина стола и сверлильной головки
- Табличка — «Подача, мм за одни оборот»
- Рукоятка переключения подач
- Кнопка включения ручной подачи
- Штурвал механизма подач
- Лимб для отсчета глубины обработки
- Выключатель освещения
- Табличка — «Охлаждение»
- Выключатель насоса охлаждения
- Кулачок для настройки глубины обработки
- Кулачок для настройки глубины нарезаемой резьбы
- Рычаг автоматического реверсирования главного привода при достижении заданной глубины нарезаемой резьбы
- Рычаг отключения механической подачи при достижении заданной глубины обработки
- Квадрат для ручного перемещения сверлильной головки
Перечень графических символов, указанных на табличках сверлильного станка 2Н135
Перечень графических символов, на табличках сверлильного станка 2н135
Порядок работы сверлильного станка 2Н135
Механическая подача шпинделя
Наладка станка на обычную работу с механической подачей шпинделя заключается в установке стола и сверлильной головки в необходимые для работы положения, в зажиме их на колонне, в установке необходимых частот вращения и подач шпинделя.
При наладке станка на работу с ручной подачей шпинделя колпак с накаткой, расположенный в центре крестового штурвала, следует отжать от себя до отказа.
Выключение подачи шпинделя на заданной глубине
При наладке на работу с выключением подачи шпинделя на заданной глубине необходимо соблюдать следующую последовательность:
- установить инструмент в шпинделе;
- закрепить обрабатываемую деталь на столе;
- опустить шпиндель до упора инструмента в деталь;
- винтом отжать и установить лимб сверлильной головки так, чтобы против указателя находилась цифра, соответствующая глубине обработки с учетом угла заточки инструмента.
- Закрепить лимб. Кулачок с буквой «П» закрепить так, чтобы его риска совпала с соответствующей риской на лимбе.
После включения вращения и подачи шпинделя начинается обработка детали. По достижении нужной глубины обработки подача шпинделя прекратится, а шпиндель будет продолжать вращаться. Для его остановки нужно нажать кнопку СТОП.
Наладка станка на нарезание резьбы
При наладке станка на нарезание резьбы с реверсом шпинделя на определенной глубине необходимо соблюдать следующую последовательность:
- установить патрон с метчиком в шпинделе;
- установить обрабатываемую деталь на столе станка;
- опустить шпиндель до упора инструмента в деталь;
- лимб на сверлильной головке установить так, чтобы против указателя находилась цифра, соответствующая глубине обработки. Совместить риску кулачка «П» с соответствующей риской на лимбе и закрепить кулачок.
- Выключить механическую подачу. После включения вращения шпинделя метчик вручную ввести в отверстие. Через 2-3 оборота шпинделя надобность в ручной подаче отпадает.
- По достижении заданной глубины нарезания шпиндель автоматически реверсируется и метчик выходит из отверстия. Чтобы шпиндель принял вновь правое вращение, нужно нажать на соответствующую кнопку.
После установки, смазки и подключения станка к электросети никаких дополнительных регулировок не требуется. В процессе эксплуатации первоначальная регулировка может быть нарушена.
Указания по эксплуатации
Предохранительная муфта механизма подачи отрегулирована по осевому усилию на шпинделе на 15% больше допускаемого. Для регулировки муфты необходимо снять правую верхнюю крышку сверлильной головки и гайкой на червяке уменьшить или увеличить натяжение пружины.
Направляющие стола регулируются винтами на правой стороне стола. Зажим стола осуществляется винтом с квадратом, расположенным с правой стороны стола, и рукояткой подъема стола.
Направляющие сверлильной головки регулируются винтами, расположенными на правой боковой поверхности направляющих, сама головка зажимается винтом с квадратом на этой же стороне рукояткой подъема стола.
Для подтяжки пружины противовеса нужно отвернуть пробку на дне сверлильной головки, слить масло из резервуара, поворотом винта подтянуть пружину.
Для удобства зажима обрабатываемой детали в тисках станочных, поставляемых со станком, можно использовать рукоятку 5 (см.рис.4).
Кинематическая схема сверлильного станка 2Н125
Кинематическая схема сверлильного станка 2Н125
Схема расположения подшипников сверлильного станка 2Н125
Схема расположения подшипников сверлильного станка 2Н125
Современные модификации оборудования
За длительный период своего существования вертикально-сверлильный станок модели 2Н125 был подвергнут нескольким модификациям, что было вызвано необходимостью сделать устройство более удобным в работе. Однако, если изучить технические паспорта модифицированных моделей, можно обратить внимание на то, что их кинематические схемы незначительно отличаются друг от друга. Это свидетельствует о том, что все модифицированные устройства так же надежны, как и базовая модель.
Передняя панель станка 2Н125, выпущенного полвека назад и до сих пор работающего в инструментальном цехе
На современном рынке можно встретить следующие модификации вертикально-сверлильного станка 2Н125.
2Н125А
Это модель, в которой разработчики попытались автоматизировать процесс выполнения ряда технологических операций. Перед началом обработки детали оператор станка может выставить рабочие параметры, что осуществляется при помощи регулировки специальных кулачков и манипуляций с органами управления оборудования. После того как требуемые параметры выставлены, оператору остается только включить станок и контролировать ход выполнения обработки.
2Н125С
Характеристики этого вертикально-сверлильного станка позволяют устанавливать на нем шпиндельный узел, в котором предусмотрено несколько гнезд для фиксации инструмента, что значительно повышает эффективность использования такого устройства и производительность обработки.
2Н125Н
На данных вертикально-сверлильных станках, согласно паспорту, устанавливаются не только многошпиндельные сверлильные головки, но и поворотные рабочие столы, что значительно расширяет функциональность этих аппаратов и делает работу на них более удобной и производительной.
2Н125К
Рабочий стол таких вертикально-сверлильных станков имеет крестовую конструкцию.
Крестовой стол-тиски, размещаемый на стандартном столе станка 2Н125
2Н125Ф2
Это наиболее высокотехнологичная модификация станка, оснащенная рабочей головкой револьверного типа, крестовым столом. Управление технологическими процессами обработки осуществляется при помощи системы ЧПУ.
Существует еще одна модификация рассматриваемого станка – 2Н135. В паспорте данного аппарата указано, что он позволяет сверлить отверстия диаметром до 35 мм (об этом говорят и цифры в конце маркировки).
Описание основных узлов сверлильного станка 2Н125
Коробка скоростей сверлильного станка 2Н125
Чертеж коробки скоростей сверлильного станка 2Н125
Коробка скоростей и привод. Коробка скоростей сообщает шпинделю 12 различных частот вращения с помощью передвижных блоков 5 (рис.7), 7, 8. Опоры валов коробки размещены в двух плитах — верхней и нижней 4, скрепленных между собой четырьмя стяжками 6. Коробка скоростей приводится во вращение вертикально расположенным электродвигателем через эластическую муфту 10 и зубчатую передачу 9. Последний вал 2 коробки — гильза — имеет шлицевое отверстие, через которое вращение передается.
Через зубчатую пару 3 вращение передается на коробку подач.
Смазка коробки скоростей, как и всех сборочных единиц сверлильной головки, производится от плунжерного насоса, закрепленного на нижней плите 4. Работа насоса контролируется специальным маслоуказателем на лобовой части подмоторной плиты.
Механизм управления скоростями и подачами сверлильного станка 2Н125
Механизм управления скоростями и подачами сверлильного станка 2Н125
Механизм переключения скоростей и подач сверлильного станка 2Н125
Механизм переключения скоростей и подач сверлильного станка 2Н125
Механизм переключения скоростей и подач. Переключение скоростей производится рукояткой 2 (рис.8), которая имеет четыре положения по окружности и три вдоль оси, переключение подач осуществляется рукояткой 3, имеющей три положения по окружности для станков моделей 2Н135 и четыре для 2Н150, и три положения вдоль оси. Рукоятки расположены на лобовой стороне сверлильной головки. Отсчет включаемых скоростей и подач производится по табличкам 1 и 4.
Коробка подач сверлильного станка 2Н125
Чертеж коробки подач сверлильного станка 2Н125
Коробка подач. Механизм смонтирован в отдельном корпусе и устанавливается в сверлильной головке. За счет перемещения двух тройных блоков шестерен осуществляются девять различных подач на станках 2Н125, 2Н135 и двенадцать подач на станке 2Н150. На станках 2Н125 и 2Н135 коробки подач отличаются только приводом, который состоит на станке 2Н125 из зубчатых колес 1 (рис.9), на станках 2Н125, 2Н135 — из зубчатых колес 2, 3 — соответственно. Коробка подач смонтирована в расточке верхней опоры червяка механизма подач. На последнем валу коробки посажена муфта 4, передающая вращение червяку.
Сверлильная головка станка 2Н125
Чертеж сверлильной головки сверлильного станка 2Н125
Сверлильная головка представляет собой отливку коробчатого сечения, в которой монтируются все основные сборочные единицы станка: коробка скоростей, коробка подач, шпиндель, механизм подачи, противовес шпинделя и механизм переключения скоростей и подач.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба, кулачковой и храповой обгонных муфт, штурвала, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач и предназначен для выполнения следующих операций:
- ручного подвода инструмента к детали;
- включения рабочей подача;
- ручного опережения подачи;
- выключения рабочей подачи;
- ручного отвода шпинделя вверх;
- ручной подача, используемой при нарезании резьбы.
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 14 (рис.10) на себя поворачивается кулачковая муфта 8, которая черев обойму-полумуфту 7 вращает вал-шестерню 3 реечной передачи, происходит ручная подача шпинделя. Когда инструмент подойдет к детали, на валу-шестерне 3 возникает крутящий момент, который не может быть передан зубцами кулачковой муфты 8, и обойма-полумуфта 7 перемещается вдоль вала до тех пор, пока торцы кулачков деталей 7 и 8 не встанут друг против друга. В этот момент кулачковая муфта 8 поворачивается относительно вала-шестерни 3 на угол 20°, который ограничен пазом в детали 8 и штифтом 10. На обойме — полумуфте 7 сидит двухсторонний храповой диск 6, связанный с полумуфтой собачками 13. При перемещении обоймы-полумуфты 7 зубцы диска 6 входят в зацепление с зубцами диска, выполненного заодно с червячным колесом 5. В результате вращение от червяка передается на реечную шестерню и происходит механическая подача шпинделя. При дальнейшем вращении штурвала 14 при включенной подаче собачки 13, сидящие в обойме-полумуфте 7, проскакивают по зубцам внутренней стороны диска 6; происходит ручное опережение механической подачи.
При ручном включении подачи штурвалом 14 (после поворота его на себя на угол 20°) зуб муфты 8 встает против впадины обоймы-полумуфты 7. Вследствие осевой силы и специальной пружины 12 обойма-полумуфта 7 смещается вправо и расцепляет зубчатые диски 5 и 6; механическая подача прекращается.
Механизм подач допускает ручную подачу шпинделя. Для этого необходимо выключить штурвалом 14 механическую подачу и колпачок 9 переместить вдоль оси вала-шестерни 3 от себя. При этом штифт II передает крутящий момент от кулачковой муфты 8 на горизонтальный вал. На левой стенке сверлильной головки смонтирован лимб 4 для визуального отсчета глубины обработав и настройки кулачков.
Для ручного перемещения сверлильной головки по направляющим колонны имеется механизм, который состоит из червячной пары 2 и реечной пары I. Для предохранения механизма подачи от поломки имеется предохранительная муфта 15. Гайка 16 и винт 17 служат для регулирования пружинного противовеса.
Особенности конструкции станка
Описание конструкции агрегата включает в себя:
- коробку скоростей;
- привод;
- коробку подач;
- сверлильную головку;
- шпиндель;
- поворотные тиски;
- электрическое оборудование.
Принцип работы коробки скоростей:
- сообщение шпинделю оборотов при помощи двух передвижных тройчаток;
- опоры валов коробки находятся в верхней и нижней плитах, стянутых 4 стяжками;
- через зубчатую передачу и муфту электрический двигатель приводит в движение коробку скоростей;
- последний вал коробки имеет вид полой гильзы, ее шлицевое отверстие передает вращение станочному шпинделю;
- шестерни коробки переключаются при помощи рукоятки.
Регулировка сверлильного станка 2Н125
Шпиндель в сборе вертикально-сверлильного станка 2Н125
Шпиндель в сборе вертикально-сверлильного станка 2Н125
Шпиндель 2 (рис.11) смонтирован на 4-х шарикоподшипниках. Осевое усилие подачи воспринимается нижним упорным подшипником, а усилия выбивке инструмента — верхним. Подшипники расположены в гильзе 3, которая с помощью реечной пары перемещается вдоль оси. Регулировка подшипников шпинделя осуществляется гайкой 1.
Для выбивки инструмента служит специальное приспособление на головке шпинделя. Выбивка происходит при подъеме шпинделя штурвалом. Обойма приспособления упирается в корпус сверлильной головки, и рычаг 4, поворачиваясь вокруг оси; выбивает инструмент.
Шпиндель сверлильного станка 2Н125 смонтирован на 4-х подшипниках:
- 21. Верхний подшипник № 5-206, шариковый радиальный однорядный, 30х62х16 мм, 5 класса точности
- 20. Подшипник № 5-8106, шариковый упорный, 30х47х11 мм, 5 класса точности
- 24. Подшипник № 5-8306, шариковый упорный, 30х60х21 мм, 5 класса точности
- 25. Нижний подшипник № 5-206, шариковый радиальный однорядный, 50х80х16 мм, 5 класса точности
При сборке станка в процессе ремонта необходимо соблюдать условия, которые влияют на точность его работы.
Так, зазор между направляющими втулками сверлильной головки и пинолью шпиндельного узла должен быть не более 0,01 мм.
При монтаже сверлильной головки и стола на направляющих колонны щуп 0,03 мм не должен проходить в стык, а также должны выполняться все требования ГОСТ 7599-73 раздел 4.
Также подлежат регулировке упорные подшипники шпинделя.
Для регулирования упорного подшипника шпинделя необходимо:
- отвернуть пробку на лицевой части сверлильной головки станка 2Н125 или крышку на 2Н135 и 2Н150;
- шпиндель установить так, чтобы стопор в гайке был совмещен с отверстием;
- отпустить стопор и, повертывая шпиндель, совместить отверстие в гайке с отверстием сверлильной головки;
- вставив в отверстие гайки цилиндрический стержень, провернуть шпиндель против часовой стрелки до ликвидации осевого люфта и завернуть стопор гайки.
Технические характеристики подшипника № 5-206
Подшипник № 5-206 — шариковый радиальный однорядный, 50х80х16 мм
Этот тип подшипника применяется повсеместно во всех отраслях промышленности, сельском хозяйстве. По количеству продаваемых единиц этот подшипник уступит разве что точно такому же, но на размер меньше — 205. В основном такой подшипник покупают закрытого типа — 180206 и именно он производится на подшипниковых заводах в больших объемах. Конструкция — шариковый радиальный — предназначена для восприятия радиальных нагрузок и в очень незначительной степени осевых.
Помимо этих двух модификаций существуют 80206 (закрытый с двух сторон металлическими шайбами), 60206 (закрытый с одной стороны) и 50206 — с проточкой по внешней обойме под стопорное кольцо (последняя разновидность применяется достаточно редко). Подшипники производятся в основном 6 класса точности, они предназначены для массового потребителя. Для нужд отдельных отраслей промышленности выпускаются различные модификации с дополнительными требованиями по эксплуатации (требования к шумности, точности, устойчивости к температурным или химическим воздействиям), повышенной грузоподъемностью (обозначается буквой А справа от основного обозначения).
Основные заводы изготовители в нашей стране — ОАО «СПЗ» (Саратов, 3 ГПЗ), VBF (Вологда, 23 ГПЗ), ООО «СПЗ-4″ (Самара) и 2 ГПЗ (Москва). Два последних завода собирают подшипники из китайских комплектующих, произведенных с контролем качества из нормального металла (в отличие от таких брендов, как CRAFT, SZPK, hb и прочих), что обуславливает их меньшую цену при достойных рабочих характеристиках. Подшипники для массового потребителя производятся согласно ГОСТ 520-2002, специальные модификации производятся по ТУ и ЕТУ и поставляются непосредственно с одного завода на другой, минуя дилерскую сеть.
Купить подшипник этого типа по минимальным ценам можно у официальных дилеров заводов.
Ориентировочная цена изделия очень сильно зависит от производителя и составляет от 34 — 35 (Китай) до 280 — 300 рублей (SKF). Подшипники с защитными шайбами и заглушками немного дороже открытых. Российские подшипники по цене ближе к китайским, но по качеству значительно лучше их.
Подшипник имеет следующие характеристики (подшипник 6-180206 — закрытый с обеих сторон резиновыми уплотнениями, основного конструктивного исполнения, сепаратор из стали ШХ-15):
Импортные подшипники данного типоразмера обозначаются как 6206 /Рх (где х — класс точности изготовленного подшипника и варьирует от 2 до 6) с дополнительными обозначениями защитных шайб и заглушек как Z, ZZ или 2RS. Например, 6206 2RS — обозначение для подшипника 180206, принятое у производителя FAG.
Применяемость подшипника 180206 (закрытый, аналог — 6206 2RS) в отечественной автомобильной и сельскохозяйственной технике:
Размеры и характеристики подшипника 206 (50206, 60206, 80206, 180206, 6206)
- Внутренний диаметр (d): – 30 мм;
- Наружный диаметр (D): – 62 мм;
- Ширина (высота) (Н): – 16 мм;
- Масса: – 0,21 кг;
- Диаметр шарика: – 9,525 мм;
- Количество шариков в подшипнике: – 9 шт.;
- Грузоподъемность динамическая: – 25,35 кН;
- Номинальная частота вращения: – 7500 об/мин.
Схема подшипника 206 сверлильного станка 2Н125
Технические характеристики подшипника № 8306
Подшипник 8306 — это шариковый упорный однорядный подшипник, состоящий из трех частей — двух колец (диаметр одного из них меньше на 1 мм, того который крепится непосредственно на вал) и сепаратора, на котором расположены тела качения. Применяется в промышленном оборудовании в узлах с осевой нагрузкой.
Это шариковый упорный подшипник (их легко отличить по номеру: четвертая от конца цифра в нем — 8), одинарный, основного конструктивного исполнения. Находит применение в узлах машин и механизмов, которые подвергаются осевым нагрузкам. Состоит упорник из двух плоских колец (которые отличаются по внутреннему диаметру примерно на 1 мм) и ряда шаров на стальном штампованном или латунном сепараторе.
Производится этот тип на 2 ГПЗ (Москва), СПЗ-4 (Самара), 20 ГПЗ, или КЗУП (Курск). Модификация с латунным сепаратором и шестым классом точности — 6-8306 НЛШ1 — производится в Вологде на 23 ГПЗ (бренд VBF).
В автомобильной технике комплектует спецоборудование грузового автомобиля ЗИЛ 137.
Импортные подшипники 8306 (а также московские и вологодские) маркируются по международной системе обозначений — 51306.
Размеры и характеристики подшипника 8306 (51306)
- Внутренний диаметр (d): – 30 мм;
- Наружный диаметр (D): – 60 мм;
- Ширина (высота) (Н): – 21 мм;
- Масса: – 0,268 кг;
- Диаметр шарика: – 11,112 мм;
- Количество шариков в подшипнике: – 11 шт.;
- Грузоподъемность динамическая: – 40,3 кН;
- Грузоподъемность статическая: – 66,5 кН;
- Номинальная частота вращения: – 3800 об/мин.
Схема подшипника 8306 (51306) сверлильного станка 2Н125
Фото подшипника 8306 (51306)
Электрооборудование и электрическая схема сверлильного станка 2Н125
Электрическая схема сверлильного станка 2Н125
Перечень элементов к электрической схеме сверлильного станка 2Н125
Принципиальная электрическая схема одинакова для всей серии станков 2н125, 2н135, 2н150. Однако комплектующие, входяющие электросхему, имеют разные параметры в связи с тем, что модели имеют главные двигатели разной мощности (2н125 — 2,2 кВт, 2н135 — 4,0 кВт, 2н150 — 7,5 кВт)
Таким образом, все элементы электрической схемы, связанные с главными двигателями, на разных моделях станков имеют разные параметры, см. таблицу 2.
Таблица переменных данных к электрической схеме сверлильного станка 2Н125
Краткая характеристика электрооборудования
Электрооборудование станков включает в себя трехфазный короткозамкнутый асинхронный электродвигатель вращения и рабочей подачи шпинделя, электронасос охлаждения, электроаппаратуру управления.
Величины напряжений переменного тока могут быть следующие:
- силовая цепь 3 ~ 50 Гц, 220, 380, 400, 415, 440 и 500 В;
- цепь управления ~ 110 В;
- цепь местного освещения ~ 24 В;
- цепь сигнализации ~ 5 В.
Напряжение силовой цепи определяется заказчиком.
Описание работы электросхемы станка
Сведения о первоначальном пуске
При первоначальном пуске станка необходимо освободить магнитные пускатели от клиньев, проверить надежность зажима проводов и заземления, целостность монтажа электрооборудования внешним осмотром.
После осмотра в электрошкафу управления вводным автоматом Q1 станок подключить к цеховой сети, при помощи кнопок и выключателей проверить четкость срабатывания магнитных пускателей и реле, правильность направления вращения электродвигателя М1. Проверку необходимо производить на холостом ходу.
Описание режимов работы
Включением вводного автомата Q1 подается напряжение на главные и вспомогательные цепи, на пульте загорается сигнальная лампа Н2. Если необходимо охлаждение и освещение, то соответствующие выключателя ставятся в положение ВКЛЮЧЕНО.
Нажатием кнопки S2 ВПРАВО катушка пускателя К1 получает питание, главные контакты включают электродвигатель Ml на правое вращение шпинделя. Через блок-контакты K1 включается пускатель К2, включающий электродвигатель М2 и реле задержки К7.
При нажатии кнопки S3 ВЛЕВО происходит отключение пускателя К1,электродвигателя Ml, реле К7. После разряда конденсатора С3 контакты реле К7 (28-26) замыкаются, и происходит включение пускателя К3 и электродвигателя Ml на левое вращение шпинделя. Реле К7 включается снова.
При автоматическом реверсе эти переключения происходят при срабатывании микропереключателя S6 от кулачка, установленного на лимбе.
Останов осуществляется нажатием на кнопку S1 СТОП. При этом отключаются пускатели К1 или К3, К2, отключающие электродвигатели M1, M2. Через контакты реле К7 (7-9) включается реле К6 с последующим включением пускателей К4 и К5. Обмотки электродвигателя Ml подключаются через выпрямитель VI, V2 к трансформатору T1. Происходит электродинамическое торможение шпинделя.
После разряда конденсаторов C1, C2 отключается реле К6, отключающее пускатели К4, К5.
При переключении скоростей, если зубчатые колеса не входят в зацепление, применяют качательное движение ротора двигателя Ml. Нажатием кнопки S4 КАЧАТЕЛЬНОЕ ДВИЖЕНИЕ включается пускатель К4, подающий по фазам IС2-IC3 пониженное выпрямленное напряжение.
Через сопротивление R2 с задержкой включается реле К6, отключающее пускатель К4 и включающее пускатель К5. При этом пониженное напряжение протекает по фазам ICI-IC2. Такие переключения обеспечивают качание ротора, что облегчает переключение скоростей.
Указания по эксплуатации электрооборудования
Необходимо периодически проверять состояние пусковой и релейной аппаратуры. Контакты электроаппаратов должны быть очищены от пыля, грязи и нагара.
При осмотрах релейной аппаратуры особое внимание следует обращать на надежность замыкания и размыкания контактных мостиков.
Периодичность технических осмотров двигателей устанавливается в зависимости от производственных условий, но не реже одного раза в два месяца.
Сведения о блокировках, системе сигнализации, защите и заземлении
На вводной автомате установлен специальный замок, запирающий вводной выключатель в отключенном состоянии.
При включенном вводном выключателе на пульте горит специальная лампа с белой линзой. Защиту от токов короткого замыкания обеспечивают автоматический выключатель и предохранители.
Защиту от перегрузки двигателей Ml, М2 обеспечивают тепловые реле. Нулевую защиту обеспечивают катушки и контакты электромагнитных пускателей.
Станок должен быть надежно подключен к цеховому заземляющему устройству.
С клемм заземления электрошкафа защитные цепи проложены к корпусам двигателей и панели пульта управления.
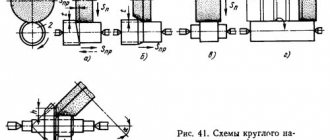
Приемы сверления легких сплавов
Многие виды и марки легких сплавов характеризуются меньшим сопротивлением резанию, чем черные металлы. Поэтому их обрабатывают на повышенных скоростях резания инструментами из быстрорежущих сталей, оснащенными твердыми сплавами. При обработке отверстий, например в магниевых сплавах (МЛ4, МЛ5 и др.), на сверлильных станках следует учитывать, что экономичная величина скоростей при пользовании указанными инструментами значительно выше той, которую могут обеспечить сверлильные станки. Кроме того, при обработке магниевых сплавов на больших скоростях возникает опасность их самовоспламенения.
Учитывая специфику обработки легких сплавов, сверление их рекомендуется производить, соблюдая следующие правила:
- 1. Отверстия в заготовках из магниевых сплавов надо сверлить сверлами из углеродистых или легированных иструментальных сталей. На передней поверхности сверла делать фаску с передним углом, равным 5° (рис. 87), и шириной 0,2..0,6 мм в зависимости от диаметра сверла (фаски тем шире, чем больше диаметр сверла).
- 2. Для уменьшения осевой силы резания и получения дробленой стружки у этих же сверл следует подтачивать перемычку до толщины 0,08..1,0 диаметра сверла D; угол φ делать равным 45°, задний угол α ~ 15°.
- 3. У сверл для сверления отверстий в дюралевых сплавах марок Д1, Д16 и др. должна быть хромирована режущая часть. Это предохраняет от прилипания к сверлу мелких частиц металла, которые усложняют сход стружки, увеличивают шероховатость обработанной поверхности и ускоряют износ сверла.
- 4. Для сверления алюминиевых сплавов необходимо применять сверла с большими углами φ и ω, чем для сверления черных металлов; угол φ должен быть равен 66..70°, а угол наклона винтовых канавок ω равен 35..45°, задний угол α = 8..10°.
Зубофрезерный станок 53а50
Наибольший наружный диаметр нарезаемого колеса 500 мм. Наибольший модуль нарезаемого колеса 8 мм. Мощность двигателя N
д = 8 кВт; КПД станка n = 0,65. Частота вращения шпинделя, мин -1 ; 40; 50; 63; 80; 100; 125; 160; 200; 240; 315; 405. Вертикальная подача суппорта (фрезы) за один оборот заготовки, мм/об: 0,75; 0,92; 1,1; 1,4; 1,7; 2,0; 2,2; 2,5; 2,8; 3,1; 3,4; 3,7; 4,0; 5,1; 6,2; 7,5. Радиальная подача, мм/об: 0,22; 0,27; 0,33; 0,4; 0,48; 0,55; 0,66; 0,75; 0,84; 1,0; 1,2; 1,53; 1,8; 2,25.
Технические характеристики станка 2Н125
| Наименование параметра | 2Н125 | 2Н135 | 2Н150 |
| Основные параметры станка | |||
| Наибольший диаметр сверления в стали 45, мм | 25 | 35 | 50 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 60…700 | 30…750 | 0…800 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 690…1060 | 700…1120 | 700…1250 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 250 | 300 | 350 |
| Рабочий стол | |||
| Максимальная нагрузка на стол (по центру), кг | |||
| Размеры рабочей поверхности стола, мм | 400 х 450 | 450 х 500 | 500 х 560 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | 3 |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 270 | 300 | 360 |
| Перемещение стола на один оборот рукоятки, мм | |||
| Шпиндель | |||
| Наибольшее перемещение (установочное) шпиндельной головки, мм | 170 | 170 | 250 |
| Наибольшее перемещение (ход) шпинделя, мм | 200 | 250 | 300 |
| Перемещение шпинделя на одно деление лимба, мм | 1,0 | 1,0 | 1,0 |
| Перемещение шпинделя на один оборот маховичка-рукоятки, мм | 122,46 | 122,46 | 131,68 |
| Частота вращения шпинделя, об/мин | 45…2000 | 31,5…1400 | 22,4…1000 |
| Количество скоростей шпинделя | 12 | 12 | 12 |
| Наибольший допустимый крутящий момент, Нм | 250 | 400 | 800 |
| Конус шпинделя | Морзе 3 | Морзе 4 | Морзе 5 |
| Механика станка | |||
| Число ступеней рабочих подач | 9 | 9 | 12 |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм | 0,1…1,6 | 0,1…1,6 | 0,05…2,24 |
| Управление циклами работы | Ручное | Ручное | Ручное |
| Наибольшая допустимая сила подачи, кН | 9 | 15 | 23,5 |
| Динамическое торможение шпинделя | Есть | Есть | Есть |
| Привод | |||
| Электродвигатель привода главного движения, кВт | 2,2 | 4,0 | 7,5 |
| Электронасос охлаждающей жидкости Тип | Х14-22М | Х14-22М | Х14-22М |
| Габарит станка | |||
| Габариты станка, мм | 2350 х 785 х 915 | 2535 х 825 х 1030 | 2930 х 890 х 1355 |
| Масса станка, кг | 880 | 1200 | 1870 |
- Станки универсальные вертикально-сверлильные 2Н125, 2Н135, 2Н150. Руководство по эксплуатации 2Н125.00.000 РЭ, 1987
- Барун В.А. Работа на сверлильных станках,1963
- Винников И.З., Френкель М.И. Сверловщик, 1971
- Винников И.З. Сверлильные станки и работа на них, 1988
- Лоскутов B.В Сверлильные и расточные станки, 1981
- Панов Ф.С. Работа на станках с ЧПУ, 1984
- Попов В.М., Гладилина И.И. Сверловщик, 1958
- Сысоев В.И. Справочник молодого сверловщика,1962
- Тепинкичиев В.К. Металлорежущие станки, 1973
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики сверлильно-фрезерно-расточной группы станков
- Выбор подходящего станка для металлообработки
- Технология ремонта станков
- Методика проверки и испытания сверлильных станков на точность и жесткость
- Справочник сверлильных станков
- Заводы производители сверлильных станков в России
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Технические характеристики вертикально-сверлильного станка 2Н125.
| Величины | ||
| Наибольший диаметр сверления в стали 45 ГОСТ 1050-74 | мм | 25 |
| Размеры конуса шпинделя по ГОСТ 25557-82 | Морзе 3 | |
| Расстояние от оси шпинделя до направляющих колоны | мм | 250 |
| Наибольший ход шпинделя | мм | 200 |
| Расстояние от торца шпинделя до стола | мм | 60-700 |
| Расстояние от торца шпинделя до плиты | мм | 690-1080 |
| Наибольшее (установочное) перемещение сверлильной головки | мм | 170 |
| Перемещение шпинделя за один оборот штурвала | мм | 122, 46 |
| Рабочая поверхность стола | мм | 400х450 |
| Наибольший ход стола | мм | 270 |
| Установочный размер центрального Т-образного паза в столе по ГОСТ 1574-75 | мм | 14H9 |
| Установочный размер крайних Т-образных пазов в столе по ГОСТ 1574-75 | мм | 14H11 |
| Расстояние между двумя Т-образными пазами по ГОСТ 6569-75 | мм | 180 |
| Количество скоростей шпинделя | 12 | |
| Пределы чисел оборотов шпинделя | об/мин | 45-2000 |
| Количество подач | 9 | |
| Пределы подач | мм/об | 0,1-1,6 |
| Наибольшее количество нарезаемых отверстий в час | 60 | |
| Управление циклами работы | ручное | |
| Род тока питающей сети | трёхфазный | |
| Напряжение питающей сети | В | 380/220 |
| Тип двигателя главного движения | 4АM90L4 | |
| Мощность двигателя главного движения | кВт | 2,2 |
| Тип электронасоса охлаждения | Х14-22М | |
| Мощность двигателя электронасоса охлаждения | кВт | 0,12 |
| Производительность электронасоса охлаждения | л/мин | 22 |
| Высота станка | мм | 2350 |
| Ширина станка | мм | 785 |
| Длина станка | мм | 915 |
| Масса станка | кг | 880 |