Сведения о производителе токарно-винторезного станка 16Б16Ф3
Производитель универсального токарного станка 16Б16Ф3 — Средневолжский станкостроительный завод СВСЗ, основанный в 1876 году.
Производство металлорежущих станков на Средневолжском станкостроительном заводе впервые началось в конце января 1926 года. Первым выпущенным станком на предприятии был токарно-винторезный станок со ступенчатым шкивом модели ТВ-155В.
В 1934 году на заводе был создан оригинальный токарно-винторезный станок модели СП-162 с числом скоростей — 8, числом оборотов шпинделя в минуту — от 24 до 482. На станке впервые был установлен индивидуальный электродвигатель мощностью в 1,5 квт.
В годы войны завод освоил выпуск токарно-винторезного станка 1615
и вскоре модернизировал его, доведя скорость шпинделя до 1000 оборотов в минуту.
В 1949 году запущен в серийное производство станок 1616
, в шестидесятых годах модели —
1В616 и 1А616
, а с начала семидесятых годов начался выпуск серии
16Б16.
С 90х годов прошлого века предприятие СВСЗ выпускает токарные станки под торговой маркой SAMAT.
Станки производства Средневолжского станкостроительного завода, СВСЗ, г. Самара
- 1А616
станок токарно-винторезный универсальный, Ø 320 - 1А616к
станок токарно-винторезный с АКП, Ø 320 - 1А616П
станок токарно-винторезный повышенной точности, Ø 320 - 1Б811
станок токарно-затыловочный, Ø 250 - 1Е811
станок токарно-затыловочный, Ø 250 - 1П611
станок токарно-винторезный универсальный, Ø 250 - 16Б16
станок токарно-винторезный универсальный, 320 - 16Б16А
станок токарно-винторезный особо высокой точности, Ø 320 - 16Б16КА
станок токарно-винторезный особо высокой точности с АКП, Ø 320 - 16Б16П
станок токарно-винторезный повышенной точности, Ø 320 - 16Б16КП
станок токарно-винторезный повышенной точности с АКП, Ø 320 - 16Б16Ф3
станок токарный патронно-центровой с ЧПУ, Ø 320 - 16Б16Т1
станок токарный с ЧПУ, Ø 320 - 16Д16АФ1
станок токарно-винторезный особо высокой точности с УЦИ, Ø 320 - 561
станок резьбофрезерный, Ø 400 х 700 - 1615
станок токарно-винторезный универсальный, Ø 320 - 1616
станок токарно-винторезный универсальный, Ø 320 - 1716ПФ3
станок токарный с ЧПУ, Ø 320 - 5350А
станок шлицефрезерный полуавтомат, Ø 150 - Samat 400
станок токарно-винторезный повышенной точности, Ø 400 - Умелец
станок токарный настольный, Ø 175
Станок 16Б16. Токарно-винторезный. Руководство по эксплуатации. Электрооборудование
Данное «Руководство по эксплуатации электрооборудования станка 16Б16» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Руководство (инструкция) по эксплуатации электрооборудования токарно-винторезного станка модели 16Б16.
СОДЕРЖАНИЕ
- Общие сведения
- Описание работы
- Защита и блокировки
- Первоначальный пуск
- Указания по монтажу и эксплуатации
- Рекомендуемые смазочные материалы для подшипников качения электродвигателей
- Указания мер безопасности
- Приложения. Электросхема станка
Скачать руководство по эксплуатации электрооборудования токарно-винторезного станка 16Б16 в хорошем качестве можно по ссылке расположенной ниже.
16Б16Ф3 Станок токарный патронно-центровой с ЧПУ. Назначение, область применения
Cтанок с ЧПУ 16Б16Ф3 сконструирован в начале 70-х на базе универсального станка 16Б16
и заменил в производстве устаревший на тот момент токарный станок с ЧПУ 16А16Ф3. В 1978 станок 16Б16Ф3 был заменен на более совершенную модель —
16Б16Т1 (Samat 135NC)
.
Токарный станок с числовым программным управлением 16Б16Ф3 предназначен для токарной обработки в патроне или центрах всевозможных тел вращения с канавками, фасками и поверхностями с криволинейной образующей в один или несколько проходов по замкнутому автоматическому циклу; используется в мелкосерийном и серийном производстве.
Технологические возможности станка 16Б16Ф3 при центровой и патронной обработке практически равноценны. Использование для силового резания только четырех инструментов, устанавливаемых в передний резцедержатель, несколько ограничивает технологические возможности станка.
Принцип работы и особенности конструкции станка
Станина коробчатой формы с поперечными П-образными ребрами устанавливается на пустотелой тумбе. По двум закаленным направляющим станины перемещается суппорт, а две другие направляющие служат для перемещения задней бабки.
Привод главного движения станка 16Б16Ф3 состоит из двухскоростного асинхронного фланцевого электродвигателя А02-52-8/4, с вала которого движение передается плоскозубчатым ремнем на автоматическую коробку скоростей (АКС) АКС209-6,3.
Шпиндель станка 16Б16Ф3 получает вращение от АКС через плоскозубчатую ременную передачу с кинематическим включением напрямую или через перебор, смонтированный в шпиндельной бабке, 17 ступеней различных частот вращения шпинделя. Автоматическое переключение частот вращения шпинделя возможно в двух диапазонах, определяемых включением шпинделя напрямую или через перебор.
Станок оснащен датчиком резьбонарезания, установленным на левом торце шпиндельной бабки.
Привод продольной и поперечной подач — электрогидравлический шаговый с беззазорной шариковой передачей винт — гайка (с разрезным колесом для устранения люфта зацепления). Привод продольных перемещений имеет понижающую зубчатую передачу, люфт в зацеплении выбирается за счет сближения осей шестерен.
Привод поперечной передачи аналогичен приводу продольной подачи и включает электрогидравлический двигатель. Только вместо цилиндрической передачи используется червячная пара.
Четырехпозиционный резцедержатель смонтирован на поперечной ползушке, в передней ее части. В автоматическом цикле работы станка он управляется от программы и обеспечивает последовательный выход каждого из четырех инструментов в исходное рабочее положение. Поворот и зажим резцедержателя осуществляются гидроцилиндром, прикрепленным к поперечной ползушке. Инструменты устанавливаются в инструментальные блоки, у которых базовая установочная поверхность выполнена в виде цилиндрической прямозубой шестерни. Такая конструкция позволяет устанавливать резцы для наружной обработки и расточные в одинаковые резцовые блоки.
Гайка шариковой пары продольных перемещений суппорта монтируется в кронштейне-фартуке, крепящемся к каретке впереди, винт защищен гармошкой и щитком:
Сдвоенным насосом, приводящимся во вращение с первого вала автоматической коробки скоростей, осуществляется централизованная смазка АКС, привода продольных подач, шпиндельной бабки, винтовых пар качения и направляющих суппорта.
Станок оснащается гидрофицированной задней бабкой с ручным крановым золотником, за отдельную плату поставляется гидроцилиндр зажима детали с педальным управлением.
Охлаждающая жидкость из резервуара, расположенного в правой части тумбы, подается к быстросменным резцовым блокам резцедержателя в рабочей позиции.
Рабочее место от стружки и охлаждающей жидкости надежно закрывает устройство с прозрачным экраном.
Освещение — люминисцентное.
По особому заказу станок может быть оснащен оптическим приспособлением для установки резцов вне станка, изготовленным на базе прибора БВ-2011.
Станок оснащен устройством ЧПУ типа ЭМ-907, который сконструирован для управления токарными станками, работающими с шаговым электрогидравлическим приводом. В дальнейшем станок комплектовался устройством ЧПУ Н22-1М.
Класс точности станка Н по ГОСТ 8—77.
Разработчик и изготовитель станка — Средневолжский станкостроительный завод.
Несколько модификаций станка: 16Б16Ф3-21 выпускал Ереванский станкостроительный завод им. Дзержинского (Ереванское станкостроительное ПО).
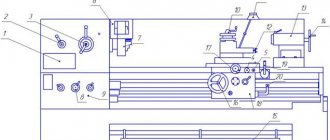
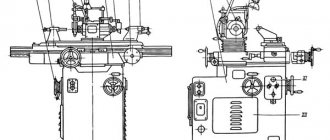
16Б16Ф3 Общий вид токарного станка
Фото токарного станка с ЧПУ 16Б16Ф3
Пульт оператора ЧПУ Н22-1М токарного станка 16Б16Ф3
Пульт коррекции ЧПУ Н22-1М токарного станка 16Б16Ф3
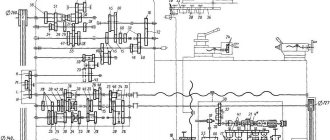
Схема станка 16Б16. Токарно-винторезного. Электрическая принципиальная
Ниже приведен эскиз схемы электрической принципиальной токарного станка 16Б16
Скачать бесплатно электрическую схему станка 16Б16 токарно-винторезного в хорошем качестве можно по ссылке расположенной выше. Она содержится в «Руководстве по электрооборудованию»
Технические характеристики станка 16Б16Ф3
| Наименование параметра | 16Б16Т1 | 16Б16Ф3 |
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | Н |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 320 | 320 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 125 | 160 |
| Наибольшая длина обрабатываемого изделия, мм | 750 | 710 |
| Высота резца, мм | 25 | 25 |
| Количество инструментов в резцедержателе | 4 | 4 |
| Шпиндель | ||
| Количество рабочих скоростей шпинделя | 18 | 17 |
| Число ступеней автоматически переключаемых частот вращения шпинделя | 12 | |
| Диаметр отверстия в шпинделе, мм | 37 | |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 36 | 34 |
| Диапазон скоростей шпинделя, переключаемых по программе, об/ми | 40..500, 160..2000 | 45..560, 140..1800 |
| Диапазон скоростей шпинделя, устанавливаемый вручную, об/мин | 40..2000 | 45..1800 |
| Центр шпинделя передней бабки по ГОСТ 13214-67 | Морзе 5 | Морзе 5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Наибольший крутящий момент на шпинделе, Нм | 350 | |
| Предельный диаметр сверления по стали/ чугуну, мм | ||
| Подачи | ||
| Наибольшее перемещение суппорта продольное, мм | 700 | 700 |
| Дискретность перемещения суппорта продольная / поперечная на один шаг, мм | 0,01/ 0,005 | 0,01/ 0,005 |
| Наибольшее перемещение суппорта поперечное, мм | 210 | 240 |
| Диапазон скоростей продольных подач, мм/мин | 2..1200 | 1..1200 |
| Диапазон скоростей поперечных подач, мм/мин | 1..1200 | 1..600 |
| Скорость быстрых продольных/ поперечных ходов, м/мин | 6/ 5 | 4,8/ 2,4 |
| Пределы шагов нарезаемых цилиндрических резьб, мм | 0,05..40,95 | 0,2..10 |
| Точность позиционирования по оси X, мм | 0,02 | |
| Точность позиционирования по оси Z, мм | 0,035 | |
| Среднеквадратичное отклонение от заданного перемещения по оси X, мм | 0,0025 | |
| Среднеквадратичное отклонение от заданного перемещения по оси Z, мм | 0,006 | |
| Точность обработки в партии деталей из 5 шт. (допуск на размах) по диаметру (Ø = 84 мм), мм | 0,025 | |
| Точность обработки в партии деталей из 5 шт. (допуск на размах) по длине (L = 30 мм), мм | 0,032 | |
| Наибольшее усилие резания, Н | 6000 | |
| Задняя бабка | ||
| Ход пиноль задней бабки, мм | 120 | |
| Центр пиноли задней бабки по ГОСТ 13214-67 | Морзе 3 | |
| Параметры системы ЧПУ | ||
| Обозначение системы ЧПУ | Электроника НЦ-31 NC-201(M) | Н22-1М |
| Система отсчета | В абсолютн.зн. В приращениях | В приращениях |
| Число координат/ одновременно управляемых координат | 2/ 2 | 2/ 2 |
| Разрешающая способность в продольном направлении (дискретность задания по оси Z), мм | 0,01 | 0,01 |
| Разрешающая способность в поперечном направлении (дискретность задания по оси X), мм | 0,005 | 0,005 |
| Тип датчика обратной связи | ||
| Тип резьбонарезного датчика | ИГР | |
| Электрооборудование. Привод | ||
| Количество электродвигателей на станке | 7 | |
| Электродвигатель привода главного движения, кВт (об/мин) | 4,2/ 7,1 (720/ 1440) | 3,8/ 6,3 (750/ 1500) |
| Электродвигатель привода продольных подач, Н*м | 100 | |
| Электродвигатель привода поперечных подач, Н*м | 70 | |
| Электродвигатель револьверной головки, кВт | 0,18 | — |
| Электродвигатель привода пиноли, кВт | 0,18 | — |
| Электродвигатель гидростанции, кВт | ||
| Электродвигатель станции смазки, кВт | 0,09 | |
| Электродвигатель насоса охлаждения, кВт | 0,18 | |
| Суммарная мощность электродвигателей, кВт | ||
| Суммарная потребляемая мощность станка, кВт | 13,0 | |
| Габариты и масса станка | 3100 х 1390 х 1870 | 3065 х 2395 х 1860 |
| Масса станка с ЧПУ, кг | 2860 | 2500 |
- Панов Ф.С., Травин А.И. Работа на токарных станках с числовым программным управлением, 1984. Стр.76
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Графические знаки для токарных станков
- Методика проверки и испытания токарно-винторезных станков на точность
- Заводы производители токарных станков
- Заводы производители металлорежущих станков
- Справочник токарных станков
- Поколения систем ЧПУ. Термины и понятия систем ЧПУ
- Российские производители современных систем ЧПУ
- Обзор систем ЧПУ Российского производства
- Рекомендации при выборе устройств ЧПУ
- Неполадки модернизированных станков с ЧПУ: советы и рекомендации профессионалов
- Требования по обеспечению устойчивости и безопасности систем управления станками
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители