16К20 — базовый станок нормальной точности;
Следует помнить, что в процессе технического совершенствования токарных станков 16К20 в их конструкцию могут быть внесены некоторые изменения. Поэтому при заказе запасных частей необходимо указать следующие данные:
- Модель и заводской номер станка указаны на табличке, помещенной на шпиндель¬ной бабке;
- Комплектующие изделия (подшипники, электроаппаратуру и т. п.) целесообразно приобретать по типу или номеру, нанесенному непосредственно на них с указанием основных данных.
- При отсутствии такой возможности тип или номер можно установить по схемам и таблицам руководства.
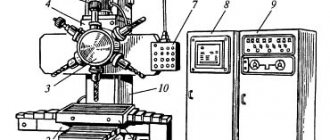
Органы управления станка 16К20
Органы управления станка 16К20.
- Таблица скоростей подач
- Рукоятка выбора вида резьбы
- Рукоятка выбора скорости вращения шпинделя
- Кнопка аварийной остановки
- Кнопка запуска главного электродвигателя
- Защитный экран патрона
- Трёхкулачковый патрон
- Рукоятка выбора скорости подачи
- Маслоуказатель коробки подач
- 4-х позиционный резцедержатель
- Лампа
- Маховик перемещения верхней каретки
- Задняя бабка
- Маховик подачи пиноли задней бабки
- Педаль экстренной остановки
- Маховик продольной подачи суппорта
- Механизм поперечной подачи резцедержки
- Фартук суппорта
- Ручка продольной и поперечной подачи с кнопкой быстрой подачи
- Рычаг включения вращения шпинделя.
Зарубежные аналоги станка 16К20
CA6140A, CA6140B, CA6240A, CA6240B — производитель: Shenyang Machine Tool (Group) Co., Ltd. SMTCL Китай. Ø 400
CD6140A, CD6240A — производитель: Dalian Machine Tool Group DMTG Китай. Ø 400
CS6140, CS6140A, CS6240, CS6240A, BJ1630G, BJ1630GD — производитель: Bochi Machine Tool Group Co.,ltd. Китай. Ø 400
C6240 — производитель: Anhui Chizhou Household Machine Tool Китай. Ø 400
GH-1840 ZX — производитель: Jet Швейцария, Китай. Ø 460
C11MS — производитель: Zmm-Bulgaria Holding Ltd., ЗММ Болгария Холдинг. Ø 510
CU402 — производитель: ZMM Vratsa, ЗММ Враца, Болгария. Ø 400
Установка и снятие патрона станка 16К20:
- При установке и снятия патрона защитите направляющие и станину при помощи деревянных досок, подложенных под патрон. Удерживайте патрон, пока ослабляете 3 кулачковых затвора зажимного эксцентрика посредством вращения на ¼ оборота против часовой стрелки. Выровняйте метки А относительно друг друга. Осторожно снимите патрон.
- Перед началом монтажа следует убедиться в отсутствии забоин на сопрягаемых поверхностях и тщательно протереть их салфеткой, не остав¬ляющей ворса. Установите патрон на передний конец шпинделя. Зажмите кулачковый затвор зажимного эксцентрика вращением по часовой стрелке. Метка зажимного эксцентрика А (Рис.5) должна находится между 2-мя метками В (Рис.5). Точность посадки патрона на шпиндель проверяется индикатором по контрольному пояску, рас положенному на наружной цилиндрической поверхности корпуса патрона. Радиальное биение не должно превышать 0,02 мм. Рис.5 Установка и снятие патрона станка 16К20 .
- Неподвижный люнет служит преимущественно для поддержки длинных заготовок и обеспечивает их надёжную обработку без вибраций, крепится на станине при помощи крепёжной планки. *
- Установите сухари люнета так, чтобы не было зазора между ними и заготовкой и они не зажимали её. Во время обработки детали необходимо хорошо смазывать сухари.
- Подвижный люнет устанавливается на продольных салазках суппорта и таким образом повторяет движение токарного резца. Он предотвращает упругие деформации длинных и тонких заготовок под давлением токарного резца. Во время обработки детали сухари необходимо установить сухари так же как и на неподвижном люнете.
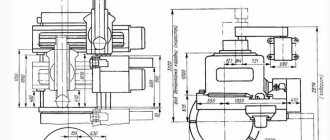
Распаковка и транспортирование токарного станка 16К20
Рис 1. Схема транспортирования токарного станка 16К20.
Станок токарный 16К20 поставляется на поддоне. При распаковке надо следить за тем, чтобы не повредить станок распаковочным инструментом. Если при распаковке обнаружены повреждения произошедшие при транспортировке, немедленно сообщите об этом продавцу. Не эксплуатируйте станок в таком случае.
Упаковочные листы на принадлежности и инструмент находятся в отдельном ящике, помещенным на поддоне станка.
Перед транспортированием токарного станка 16К20 в распакованном виде необходимо убедиться в том, что перемещающиеся узлы надежно закреплены на станине. Задняя бабка закрепляется в правом крайнем положении, а каретка — в средней части станины между стропами каната.
Транспортирование станка осуществляется согласно схеме транспортирования (Рис.1) при помощи четырех-стропного каната, концы 1 и 2которого надеваются на две стальные штанги 60 мм. 3(Рис.1), вставляемые в специально предусмотренные отверстия основания станка.
В местах прикасания каната к станку нужно установить деревянные прокладки 4(Рис.1). При транспортировании к месту установки и при опускании на фундамент необходимо следить за тем, чтобы станок не подвергался сильным толчкам и сотрясениям.
Установка станка 16К20
Продолжительность сохранения точности станка во многом зависит от правильности его установки. Станок следует установить на фундаменте согласно установочного чертежа (Рис. 2).
Рис. 2 Установочный чертеж фундамента токарного станка 16К20
Глубина заложения фундамента принимается в зависимости от грунта, но должна быть не менее 150 мм.
Если станок 16К20 предназначен для финишных операций, глубина фундамента должна быть не менее 500 мм.
Станок крепится к фундаменту четырьмя фундаментными болтами с резьбой М24.
При установке токарного станка 6К20 следует предусмотреть наличие свободных зон для открывания дверцы шкафа электрооборудования и поворота подмоторной плиты электродвигателя главного привода, а также для возможности демонтажа щитков ходового вала и ходового винта для чистки и смазки последних.
Как вариант может быть предложена установка, станка под углом 10° к стене цеха или линии размещения оборудования.
Российские аналоги станка 16К20
16ВТ20, 16ВТ20П — Производитель: Витебский станкостроительный . Ø 500
16В20, 16В20П — Производитель: Астраханский станкостроительный завод. Ø 445
МК6056, МК6057, МК6058 — Производитель: Красный пролетарий г. Москва. Современная модель, пришедшая на смену базовой модели 16К20. Ø 500
16Б16, 16Б16П, 16Б16В, 16Б16А — Производитель: Средневолжский станкостроительный завод СВЗС, г. Самара. Ø 360
Samat 400L, Samat 400M, Samat 400S — Производитель: Средневолжский станкостроительный завод СВЗС, г. Самара. Ø 400
МСТ1620М — Производитель: Минский станкостроительный завод им. Октябрьской революции МЗОР. Ø 400 КА-280 — Производитель: Киевский станкостроительный . Ø 400
ЖА-805 — Производитель: Житомирский завод станков автоматов «ВерстатУниверсалМаш». Ø 400
Подготовка станка 16К20 к пуску.
Выверка установки станка в горизонтальной плоскости осуществляется при помощи уровня, устанавливаемого в средней части суппорта параллельно и перпендикулярно оси центров (фундаментные болты должны быть не затянуты). В любом положении каретки отклонение уровня не должно превышать 0,04 мм на 1000 мм.
Ознакомившись с указаниями, изложенными в разделах, следующих непосредственно за этим, можно в соответствии с рекомендуемой ниже последовательностью приступить к подготовке токарного станка 16К20 к пуску.
Выполнить все операции, связанные с подготовкой станка 16К20 к пуску, изложенные в разделе 6 «Смазка станка», и в стружкосборник основания размещенный под станиной, залить охлаждающей жидкости.
В соответствии с указаниями раздела 7 «Электрооборудование» подсоединить. станок к цепи заземления и, проверив соответствие напряжения сети и электрооборудования станка, подключить к электросети.
После ознакомления с назначением органов управления (раздел проверить от руки работу всех механизмов станка. Рычаг переключения вращения шпинделя должен быть установлен в нейтральное положение.
Следует знать, что из-за наличия блокировочных устройств станок 16К20 не может быть включен:
- при открытой дверце электрошкафа управления;
- при открытом кожухе сменных шестерен;
- при откинутом кожухе ограждения патрона.
Описание блокировочных устройств помещено в разделе 7 «Электрооборудование».
Нажатием черной кнопки «Пуск» 5(Рис. 4) включить электродвигатель главного привода.
ВНИМАНИЕ! Обязательно нужно проверить по маслоуказателю действие системы централизованной смазки шпиндельной бабки станка 16К20 и коробки подач. При не вращающемся маслоуказателе работа на станке недопустима.
Работу смазочного насоса можно контролировать через глазок, расположенный спереди на передней бабке.
При помощи выключателя проверить работу электродвигателя насоса подачи охлаждающей жидкости.
После выполнения указанных операций станок готов к пуску.
Технические характеристики станка 16К20Т1
| Наименование параметра | 16К20Т1 | 16К20Т1.01 | 16К20Т1.02 |
| Основные параметры станка | |||
| Тип системы ЧПУ | НЦ-31 | НЦ-31 | НЦ-31 |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 500 | 500 | 500 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 215 | 215 | 220 |
| Наибольшая длина обрабатываемого изделия, мм | 1000 | 1000 | 1000 |
| Наибольшая длина обработки, мм | 900 | 900 | 905 |
| Наибольший диаметр обрабатываемого прутка, мм | 53 | 53 | 53 |
| Шпиндель | |||
| Мощность двигателя главного движения, кВт | 11 | 11 | 11 |
| Количество рабочих скоростей шпинделя | 24 | 22 | б/с |
| Диаметр отверстия в шпинделе, мм | 55 | 55 | 55 |
| Пределы чисел оборотов шпинделя, об/мин | 10,0…2000 | 12,5…2000 | 22,4…2240 |
| Количество автоматически переключаемых скоростей | 2 | 9 | б/с |
| Диапазон скоростей шпинделя, устанавливаемый вручную, об/мин | Ряд I — 10..1000 Ряд II — 20..2000 | Ряд I — 12,5..200 Ряд II — 50..800 Ряд III — 125..2000 | Ряд I — 22,4..355 Ряд II — 63..900 Ряд III — 160..2240 |
| Центр шпинделя передней бабки по ГОСТ 13214-67 | 7032 — 0043 Морзе №6 | 7032 — 0043 Морзе №6 | 7032 — 0043 Морзе №6 |
| Центр пиноли задней бабки по ГОСТ 13214-67 | 7032 — 0045 Морзе №5 | 7032 — 0045 Морзе №5 | 7032 — 0045 Морзе №5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К | 6К |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | 1000 | 1000 |
| Предельный диаметр сверления по стали/ чугуну, мм | 25/ 28 | 25/ 28 | 25/ 28 |
| Подачи | |||
| Наибольшее перемещение суппорта продольное / поперечное, мм | 900/ 250 | 900/ 250 | 905/ 275 |
| Максимальная скорость продольной/ поперечной рабочей подачи, м/мин | 2,0/ 1,0 | 2,0/ 1,0 | 2,0/ 1,0 |
| Пределы шагов нарезаемых резьб, мм | 0,01..40,959 | 0,01..40,959 | |
| Диапазон скоростей продольных подач, мм/мин | 0,01..2,8 | 0,01..2,8 | 0,01..20,47 |
| Диапазон скоростей поперечных подач, мм/мин | 0,005..1,4 | 0,005..1,4 | 0,005..10,23 |
| Скорость быстрых продольных/ поперечных ходов, м/мин | 6/ 5 | 6/ 5 | 7,5/ 5 |
| Дискретность продольного/ поперечного перемещения | 0,01/ 0,005 | 0,01/ 0,005 | 0,01/ 0,005 |
| Количество позиций на поворотной резцедержке (число инструментов в револьверной головке) | 6 | 6 | 6 |
| Параметры системы ОСУ | |||
| Обозначение системы ОСУ | НЦ-31 | НЦ-31 | НЦ-31 |
| Число координат | 2 | 2 | 2 |
| Количество одновременно управляемых координат | 2 | 2 | 2 |
| Разрешающая способность в продольном направлении (дискретность задания по оси Z), мм | 0,01 | 0,01 | 0,01 |
| Разрешающая способность в поперечном направлении (дискретность задания по оси X), мм | 0,005 | 0,005 | |
| Тип датчика обратной связи | ВЕ-178 | ВЕ-178 | ВЕ-178 |
| Тип резьбонарезного датчика | ВЕ-178 | ВЕ-178 | ВЕ-178 |
| Электрооборудование. Привод | |||
| Количество электродвигателей на станке | 5 | 6 | 7 |
| Электродвигатель привода главного движения, кВт | 11 | 11 | 11 |
| Электродвигатель привода продольных подач, кВт | 2,2 | 2,2 | 2,2 |
| Электродвигатель привода поперечных подач, кВт | 1,1 | 1,1 | 1,1 |
| Электродвигатель револьверной головки, кВт | — | 0,18 | 0,37 |
| Электродвигатель станции смазки каретки, кВт | 0,12 | 0,12 | 0,18 |
| Электродвигатель станции смазки шпиндельной бабки, кВт | — | — | 0,27 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,18 |
| Суммарная мощность электродвигателей, кВт | 14,54 | 14,72 | 16 |
| Суммарная мощность станка, кВт | 24 | 24 | 25 |
| Габариты и масса станка | 3175 х 1700 х 1700 | 3175 х 1700 х 1700 | 3230 х 1700 х 1700 |
| Масса станка с ЧПУ, кг | 3800 | 4100 | 3800 |
Смазка станка 16К20.
Правильная и регулярная смазка токарного станка 16К20 имеет большое значение для нормальной его эксплуатации и долговечности. Поэтому необходимо строго придерживаться ниже приведенных рекомендаций.
При подготовке станка к пуску необходимо промыть сетку фильтра в керосине, затем в соответствии с «Картой смазки» и схемой смазки (Рис. 3) заполнить резервуары смазкой и смазать указанные в карте механизмы.
Смазку производить смазочными материалами, указанными в карте смазки, или их заменителями, приведенными в «Перечне рекомендуемых смазочных материалов» (п. 6.3).
Ремонт токарно-винторезного станка 16К20
Ниже приведены ссылки на три альбома посвященные ремонту токарно-винторезного станка 16К20. Эта документация была разработана «Государственным Проектно-Конструкторским и Технологическим Институтом по Модернизации и Автоматизации, Ремонту Металлорежущих Станков и Техническому Обслуживанию Металлообрабатывающего Оборудования с Програмным Управлением» — «ГПКТИ СТАНКОСЕРВИС».
Содержание
- Общее описание станка
- Назначение и краткая техническая характеристика
- Органы управления
- Спецификация основных узлов
- Основные параметры зубчатых колес, червяков, винтов, гаек, реек
- Кинематическая схема
- Спецификация подшипников качения
- Смазка станка
- Карта смазки
- Описание электросхемы
- Схема электрическая принципиальная
- Спецификация электрооборудования станка
- Чертежи узлов станка
- Станина 16К20.010.001; 16К20.011.001; 16К20.012.001; 16К20.016.001
- Бабка шпиндельная 16К20.020.001
- Задняя бабка 16Б20.030.001; 16Б20П.030.001
- Резцедержатель четырехпозиционный 16К20.041.001
- Каретка и суппорт 16К20.040.001 и 16К20.050.001
- Фартук 16Б20П.061.000
- Каробка подач 16Б20П.070.000
- Каробка передач 16К20.080.001
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20. Альбом 1. Общее описание» в нормальном качестве (70 страниц) можно по ссылке расположенной ниже:
Содержание «Ремонт токарно-винторезного станка 16К20. Альбом 2. Технологическмй процесс капитального ремонта»
- Маршрут прохождения токарно-винторезного станка 16К20 при капитальном ремонте
- Перечень оснастки, применяемой при капитальном ремонте станка
- Маршрутный технологический процесс разборки станка на узлы
- Рекомендации по дефектации и восстановлению деталей
- Марщрутные технологические процессы ремонта деталей
- Требования предъявляемые к качеству сборки станка
- Маршрутный технологический процесс сборки узлов станка
- Маршрутный технологический процесс сборки и отладки станка
- Испытание станка после капитального ремонта
- Протокол проверки станка на жесткость и точность по ГОСТ 18097-72
- Нормы уровня шума и методы испытаний
- Приложения
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20. Альбом 2.Технологический процесс капитального ремонта» в хорошем качестве (100 страниц) можно по ссылке расположенной ниже:
Содержание «Ремонт токарно-винторезного станка 16К20. Альбом 3. Сменяемые детали»
- Временные нормы расхода сменяемых деталей при ремонте станка 16К20
- Рабочие чертежи сменяемых деталей
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20. Альбом 3. Сменяемые детали» в хорошем качестве (196 страниц) можно по ссылке расположенной ниже:
Карта смазки станка 16К20
| Шпиндельная бабка | Авто | И-20А ГОСТ 20799-75 | Ежегодно (примерно 700 часов работы) | Заливка—1; слив—2 |
| Коробка подач | Авто | И-20А ГОСТ 20799-75 | Ежегодно (примерно 700 часов работы) | Заливка—3; слив—4 |
| Фартук суппорта | Авто | И-30А ГОСТ 20799-75 | Ежегодно (примерно 700 часов работы) | Заливка—5; слив—6 |
| Направляющие станины | Авто, при помощи системы смазки фартука | И-30А ГОСТ 20799-75 | 11 | |
| Поперечные салазки, верхние салазки | Ручная | И-30А ГОСТ 20799-75 | Еженедельно | 8,10 |
| Задняя бабка | Ручная | И-30А ГОСТ 20799-75 | Еженедельно | 9 |
| Сменные шестерни | Ручная | ЦИАТИМ-203 ГОСТ 8773-73 | Ежедневно | 12 |
| Резцедержатель | Ручная | И-30 АГОСТ 20799-75 | 1 раз в смену | 7 |
Перечень смазочных материалов рекомендуемых для смазки станка 16К20
| И—20А ГОСТ 20799—75 | И—30А ГОСТ 20799—75 | ЦИАТИМ-203 ГОСТ 8773-73 |
| Вязкость при 50°С 17—23 сСт | Вязкость при 50°С 27—33 сСт | Эффективная вязкость при -30°С — не более 1000 Пз |
| Температура вспышки (в открытом тигле) — не ниже 165°С | Температура вспышки (в открытом тигле) — не ниже 180°С | Испытание коррозионного действия — выдерживает |
| Температура застывания — 30°С | Температура застывания — 15°С | Содержание свободных щелочей в пересчете 0,1% |
| Кислотное число — не более 0,14 мг КОН/1 г масла | Кислотное число — не более 0,2 мг КОН/1 г масла | |
| Зольность —не более 0,007% Содержание механических примесей — отсутствуют | Зольность — не более 0,007% Содержание механических примесей — отсутствуют | Содержание свободных органических кислот — отсутствуют Содержание воды — не более 2,5% |
| Содержание водорастворимых кислот и щелочей — отсутствуют | Содержание водорастворимых кислот и щелочей — отсутствуют | Содержание механических примесей —не более 0,25% |
| Содержание воды — отсутствует | Содержание воды — отсутствует | |
| Допускается замена на ИГП-18 ТУ38-1-273—69 | Допускается замена на ИГП-30 ТУ38-1-273—69 |
При отсутствии, указанных в перечне смазочных материалов допускается применение только тех масел, основные характеристики которых соответствуют приведенным.
Описание системы смазкистанка 16К20
В станке 16К20 применена автоматическая централизованная система смазки шпиндельной бабки и коробки подач.
Насос приводимый от электродвигателя главного привода через ременную передачу, засасывает масло из масленой ванны и подает его через сетчатый фильтр к подшипникам шпинделя и на маслораспределительные лотки. Примерно через минуту после включения электродвигателя начинает вращаться диск маслоуказателя на шпиндельной бабке. Его постоянное вращение свидетельствует о нормальной работе системы смазки.
В процессе работы необходимо следить за вращением диска маслоуказателя на шпиндельной бабке станка 6К20. При его остановке необходимо тут же выключить станок и проверить фильтр. Снять фильтрующие сетчатые элементы в пластмассовой оправе. Каждый элемент промыть в керосине до полной очистки. Нельзя продувать фильтрующие элементы сжатым воздухом, так как это может привести к повреждению мелкой сетки. После очистки фильтр собрать и установить.
ВНИМАНИЕ! Фильтры необходимо обязательно чистить перед и после каждой замены масла. В новом станке целесообразно в течение первых двух недель чистить сетчатый фильтр не реже двух раз в неделю, а затем — раз в месяц.
Ежедневно перед началом работы нужно проверять по указателю уровень масла в резервуаре и при необходимости доливать его через отверстие заливного фильтра. При замене масла слив из резервуара осуществляется через пробку. Перед тем, как заполнить резервуар маслом, его надо очистить и промыть керосином.
Смазка механизма фартука автоматическая, осуществляется от индивидуального плунжерного насоса. Масло заливается в корпус через отверстие 5 (Рис.3), закрываемое пробкой, а сливается через отверстие 6 (Рис.3).Уровень масла контролируется по маслоуказателю на лицевой стороне фартука.
Направляющие станины смазываются при помощи централизованной системы смазки фартука суппорта (многократно, зависимости от интенсивности эксплуатации).
Направляющие поперечной каретки, верхней каретки, а также их ходовые винты должны смазываться при помощи маслёнки.
Смазку направляющих каретки и поперечных салазок производят в начале и середине смены до появления масляной пленки на направляющих.
Ежедневно в конце смены нужно снять с токарного станка 16К20 резцовую головку, очистить ее рабочие поверхности и смазать конусную ось резцедержателя.
Сменные шестерни и ось промежуточной сменной шестерни 12(Рис.3)смазываются вручную консистентной смазкой ЦИАТИМ-203 ГОСТ 8773-73.
Опорные втулки сменных шестерён смазываются при помощи маслёнки.
Остальные точки смазываются вручную при помощи масленки, поставляемой со станком.
ВНИМАНИЕ! Первую замену масла производить через месяц после пуска станка 16К20 в эксплуатацию, вторую — через три месяца, а далее строго руководствуясь указаниями карты смазки.
Технические возможности и характеристики 16К20
Токарно-винторезные станки 16К20 (а также их аналоги) отличаются следующими характеристиками.
- Шпиндель может вращаться в диапазоне частот 12,5–1600 об/мин.
- Допускается обработка деталей, максимальное сечение которых составляет 310 мм над выемкой, 400 мм над станиной и 220 мм над суппортом.
- Быстрые перемещения в поперечном направлении могут совершаться со скоростью 1,9 м/мин, продольные – 3,8 м/мин.
- Технические возможности токарно-винторезного станка 16К20 позволяют получать на нем резьбы с различными параметрами. Их шаг может находиться в диапазоне: 0,5–56 (модульные и питчевые), 0,5–112 ниток на дюйм (дюймовые), 0,5–112 мм – для метрических.
- Длина заготовки может составлять до 2000 мм.
- Количество продольных и поперечных подач – 22 и 24 соответственно. Диапазон продольных подач составляет 0,05–2,8 мм/об, поперечных – 0,025–1,4 мм/об.
- Характеристики станка 16К20 позволяют обрабатывать заготовки весом до 1300 кг.
- Для вращения шпинделя можно выбрать одну из 22 скоростей (прямых).
- Отверстие в шпинделе имеет диаметр 52 мм.
С кинематической схемой станка можно ознакомиться на фото ниже:
Кинематическая схема станка 16К20 (нажмите, чтобы увеличить)
В зависимости от длины, указываемой в паспорте оборудования, вес станка 16К20 может составлять:
- 3685 кг (для модели с длиной 3795 мм);
- 3225 кг (3195 мм);
- 3005 кг (2795 мм);
- 2835 кг (2505 мм).
Мощность двигателя гидравлической станции и главного привода станка 16К20 (по паспорту и фактическая) составляет 11 кВт. Соответственно, этот показатель и принимают за мощность данной модели.
Органы управления станка 16К20
Для запуска токарно-винторезного станка 16К20 оператору необходимо нажать кнопку, при помощи которой в контакторной катушке замыкается электрическая цепь. Кроме основной кнопки, в устройстве станка предусмотрен еще ряд элементов, посредством которых осуществляется управление следующими опциями оборудования:
- перемещение суппорта оборудования и каретки на высоких скоростях (управление этой опцией осуществляется посредством так называемой толчковой кнопки);
- остановка вращения двигателя оборудования;
- запуск и прекращение работы насоса для подачи охлаждающей жидкости.
В электрической схеме токарно-винторезного станка 16К20 также имеется специальное реле, которое служит для ограничения величины холостого хода двигателя. С самой схемой можно ознакомиться ниже:
Принципиальная электрическая схема токарного станка 16К20 (нажмите, чтобы увеличить)
Рукоятки, расположенные на корпусе станка, служат для решения таких задач, как:
- выбор вида выполняемых работ: тип нарезаемой резьбы и характеристики подачи;
- фиксация пиноли;
- управление фрикционной муфтой;
- перемещение каретки и продольное передвижение салазок;
- задание шага резьбы и значения подачи для ее выполнения;
- отключение коробки подач – для тех случаев, если резьба нарезается напрямую;
- выбор режима вращения шпинделя – количество оборотов;
- включение и отключение гайки ходового винта;
- кнопка запуска вводного автоматического выключателя;
- выбор направления нарезания резьбы;
- выбор режима для нарезания резьбы с нормальным или увеличенным шагом.
На станках 16К20 может использоваться люнет, который призван предотвращать прогибание заготовки в ходе работы, а также помогает зафиксировать ее, тем самым повышая точность обработки. Выглядит люнет следующим образом:
Люнет для токарно-винторезного станка 16К20
Электрооборудование станка 16К20
Для обеспечения высокой надежности в работе и обслуживания электрооборудования станка 16К20 специалистами средней квалификации вся релейно-контакторная аппаратура и другие электроаппараты имеют простую конструкцию и испытаны многолетней эксплуатацией в различных условиях.
Электроаппаратура станка 16К20 (за исключением нескольких аппаратов) смонтирована в шкафу управления, расположенном с задней стороны станка.
Электрооборудование станка 16К20 предназначено для подключения к трехфазной сети переменного тока с глухо заземлённым или изолированным нейтральным проводом.
Подключение к электросети, а также используемые силовые кабели должны соответствовать предписаниям. Напряжение и частота в электросети должны соответствовать данным на шильдике станка. Предохранитель должен быть на 25А.
Применяйте соединительные кабели только с обозначением Н07RN-F.
Подключение к электросети и ремонт должны проводить квалифицированные электрики.
Электрическое подключение производится к клеммным колодкам в электрошкафу сзади станка.
Указания по технике безопасности
Станок 16К20 должен быть надежно подключен к цеховому заземляющему устройству (контуру).
Электрическое сопротивление, измеренное между винтом заземления и любой металлической частью станка, которая может оказаться под напряжением в результате пробоя изоляции, не должно превышать 0,1 Ом.
КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ работать с открытыми клеммной коробкой и шкафом управления!
В шкафу управления установлено предохранительное светосигнальное устройство, показывающее наличие напряжения между выходными клеммами вводного автоматического выключателя и нейтральным проводом.
Спецификация электрооборудования
- Р – Указатель нагрузки Э38022 на номинальный ток 20 А
- F1 – Выключатель автоматический АЕ-2043-12, 1PОO, расцепитель 32 А, с катушкой независимого расцепителя 110 В, 50 Гц, отсечка 12 (Ag—9,489 г)
- F2 – Автомат АЕ-20-33-10
- F3, F4 – Е2782—6/380 – плавкая вставка в предохранитель
- F5 – ТРН-40 – реле тепловое
- F6, F7 – ТРН-10 – реле тепловое
- Н1 – устройство предохранительное светосигнальное УПС-3
- Н2 – НКСО1Х100/П00-09 – лампа накаливания С24-25.
- Н3 – КМ24-90 – коммутаторная лампа накаливания
- К1 – ПАЕ-312 – магнитный пускатель
- К2 – ПМЕ-012 – магнитный пускатель
- КЗ – РВП72-3121-00У4 – реле времени пневматическое (Лимит работы электромотора главного движения без нагрузки)
- К4 – РПК-1—111 – пускатель двигателя
- М1 – Электродвигатель главного движения 4А132 М4, номинальной мощностью 11 кВт
- М2 – 4А71В4 – электродвигатель (ускоренное смещение суппорта)
- М3 – электронасос типа ПА-22 (подача эмульсии)
- М4 – 4А80А4УЗ – асинхронный электродвигатель
- S1 – ВПК-4240 – выключатель путевой (Дверца распределительного устройства)
- S2 – ПЕ-041 – поворотный переключатель управления (деблокирующий S1)
- S3 и S4 – ПКЕ-622-2 – пост управления кнопочный
- S5 – МП-1203 – микровыключатель
- S6 – ВПК-2111 – концевой выключатель нажимной
- S7 – ПЕ-011 – поворотный переключатель управления
- S8 – ВПК-2010 выключатель путевой нажимной
- Т – ТБСЗ-0,16 – трансформатор однофазный понижающий
Блокировочные устройства электрооборудования станка 16К20
В электросхеме предусмотрена блокировка, отключающая вводный автоматический выключатель при открывании двери шкафа управления.
При включенном вводном автоматическом выключателе открывание двери шкафа приводит к срабатыванию путевого выключателя, который отключает электрооборудование станка от сети.
При открывании кожуха сменных шестерен срабатывает микропереключатель,отключая электродвигатель главного привода.
Путевой выключательсмонтирован в шкафу управления, микропереключатель — на корпусе коробки подач.
Для осмотра и наладки электроаппаратуры под напряжением (при открытой двери шкафа) в схеме предусмотрен деблокирующий переключатель, установленный в шкафу управления. Этим переключателем должны пользоваться только специалисты электрики.
Инструкция по первоначальному пуску станка 16К20
При первоначальном пуске станка 16К20 необходимо путем внешнего осмотра проверить надеж¬ность заземления и качество монтажа электрооборудования. После осмотра отключить на клеммных наборах в шкафу управления провода питания всех электродвигателей и при помощи вводного автоматического выключателя станок подключить к цеховой сети. Проверить действие всех блокировочных устройств
- Проверить при помощи органов ручного управления четкость срабатывания магнитных пускателей и реле.
- При достижении четкой работы всех электроаппаратов, расположенных в шкафу управления, подсоединить ранее отключенные провода к клеммным наборам.
- Поочередным включением электродвигателей главного привода, быстрых перемещений суппорта проверить правильность направле¬ния их вращения .
- Убедившись в правильности вращения электродвигателей, можно приступить к опробованию станка в работе.
Описание электрической схемы
Пуск электродвигателя главного привода M1 и гидростанции М4 осуществляется нажатием кнопки S4 (рис. 1), которая замыкает день катушки контактора К1, переводя его на самопитание. Останов электродвигателя главного привода Ml осуществляется нажатием кнопки S3. Управление электродвигателем быстрого перемещения каретки и суппорта М2 осуществляется нажатием толчковой кнопки, встроенной в рукоятку фартука и воздействующей на конечный выключатель S8. Пуск и останов электронасоса охлаждения М3 производятся переключателем S7. Работа электронасоса сблокирована с электродвигателем главного привода M1, и включение его возможно только после замыкания контактов пускателя К1.
Для ограничения холостого хода электродвигателя главного привода в схеме имеется реле времени КЗ. В средних (нейтральных) положениях рукояток включения фрикционной муфты главного привода замыкается нормально закрытый контакт конечного выключателя S6 и включается реле времени К3, которое через установленную выдержку времени отключит своим контактом электродвигатель главного привода. Производить перестройку выдержки времени в рабочем состоянии реле категорически запрещается.
Защита электродвигателей главного привода, привода быстрого перемещения каретки и суппорта, электронасоса охлаждения и трансформатора от токов коротких замыканий производится автоматическими выключателями и плавкими предохранителями.
Защита электродвигателей (кроме электродвигателя М2) от длительных перегрузок осуществляется тепловыми реле.
Нулевая защита электросхемы станка, предохраняющая от самопроизвольного включения электропривода при восстановлении подачи электроэнергии после внезапного ее отключения, осуществляется катушками магнитных пускателей.
Рекомендации по обслуживанию электрооборудования станка 16К20.
Необходимо периодически проверять состояние пусковой и релейной аппаратуры станка 16К20. Все детали электроаппаратов должны быть очищены от пыли и грязи. При образовании на контактах нагара последний должен быть удален при помощи бархатного напильника или стеклянной бумаги. Во избежание появления ржавчины поверхность стыка сердечника с якорем пускателя нужно периодически смазывать машинным маслом с последующим обязательным протиранием сухой тряпкой (для предохранения от прилипания якоря к сердечнику). При осмотрах релейной аппаратуры особое внимание следует обращать на надежность замыкания и размыкания контактных мостиков.
- Периодичность технических осмотров электродвигателей устанавливается в зависимости от производственных условий, но не реже одного раза в два месяца.
- При технических осмотрах проверяется состояние вводных проводов обмотки статора, произво¬дится очистка двигателей от загрязнения, контролируется надежность заземления и соединения вала с приводным механизмом.
- Периодичность профилактических ремонтов устанавливается в зависимости от производственных условий, но не реже одного раза в год.
- При профилактических ремонтах должна производиться разборка электродвигателей, очистка внутренних и наружных поверхностей и замена смазки подшипников.
- Замену смазки подшипников при нормальных условиях эксплуатации следует производить через 4000 ч работы, а при работе электродвигателя в пыльной и влажной средах — по мере необходимости.
- Перед набивкой свежей смазкой подшипники должны быть тщательно промыты бензином. Камеру заполнить смазкой на 2/3 ее объема. Рекомендуемые смазочные материалы приведе¬ны в табл. 5.
- Профилактический осмотр автоматических выключателей необходимо производить не реже одного раза в шесть месяцев, а также после каждого отключения при коротком замыкании, в том числе и повторном.
- При осмотре нужно очистить выключатель от копоти и нагара металла, проверить затяжку винтов, целостность пружин и состояние контактов. Шарниры механизма выключателя следует периодически (примерно через 2 000—3 000 включений) смазывать приборным маслом.
ВНИМАНИЕ! Не следует проводить какую-либо регулировку выключателей в условиях эксплуатации. Она выполнена заводом-изготовителем!