Станок 1М63Н — проверенный временем.
Данный токарно-винторезный станок нормальной точности 1м63Н предназначен для выполнения различных токарных работ, таких как обтачивание цилиндрических поверхностей, подрезание торцов, протачивание канавок, отрезание обработанной детали, растачивание внутренних цилиндрических поверхностей, сверление, зенкерование, развертывание, обработка конических поверхностей, а также для нарезания метрической, дюймовой и питчевой резьб. Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможность прогрессивных инструментов при обработке различных матералов.
Технические характеристики 1М63Н Наибольший диаметр обрабатываемой заготовки, мм:
устанавливаемой над станиной 700 обрабатываемой над станиной 630 обрабатываемой над суппортом 350 устанавливаемой над выемкой станины 900*
Наибольшая длина обрабатываемой заготовки, мм 1500,2000,3000,4000,5000,8000,10000 Длина выемки в станине от торца фланца шпинделя, мм 450* Размер конца шпинделя передней бабки по DIN 11М Количество ступеней частот вращения шпинделя 22 Диаметр цилиндрического отверстия в шпинделе, мм 105 Пределы частоты вращения шпинделя, об/мин 10…1250
Пределы рабочих подач суппорта, мм/об:
продольных 0,033…5,6 поперечных 0,013…2,064 резцовых салазок 0,010…1,76
Пределы шагов нарезаемых резьб:
метрических, мм 1…224 дюймовых, число ниток на 1″ 28-0,25 модульных, модуль 0,25-56 питчевых, питч 112…0,5
Ускоренное перемещение суппорта, мм/мин:
продольное 5,2 поперечное 2
Наибольший вес устанавливаемой заготовки, кг 3500 Мощность привода главного движения, кВт 15
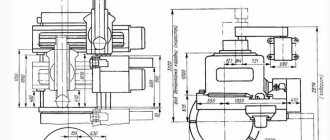
Габаритные размеры станка 1М63Н, мм:
длина 3750,4200,5250,6230,7250,10300,12470
ширина 1780 высота 1550
Масса токарно-винторезного станка 1М63Н, кг 4840,5100,5750,6530,9000,11800,13200 * Для станков с ГАПОМ.
Особенности конструкции
- Жесткость, виброустойчивость и температурная стабильность технологической системы позволяют получать необходимую точность обработки.
- Двух призменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности.
- Частота обратного вращения шпинделя в 1,3 раза выше чем прямого, что сокращает время обработки резьб.
- Точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте.
- Точение коротких конусов производится механической подачей резцовых салазок, развёрнутых на нужный угол.
- Коробка подач обладает высокой жесткостью кинематической цепи, все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы.
- Ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке.
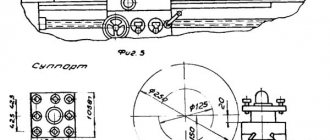
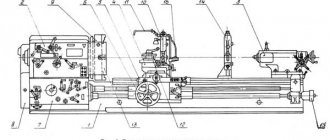
Устройство и работа основных узлов станка
Станок состоит из следующих основных узлов: Станины 1, коробки подач 2, гитары сменных колес 3, передней бабки 4 со шпинделем 6, электрошкафа 5, фартука 7 и суппорта 9, подвижного 8 и неподвижного 10 люнетов, задней бабки 11, электродвигателя для ускоренного перемещения суппорта 13, механизма поддержки ходового винта и вала 14. Станина. Станина является базовой сборочной единицей, на которой монтируются остальные сборочные единицы.
Станина цельнолитая с тумбами, имеет две призматические направляющих для каретки и две для задней бабки, из которых одна плоская. Внутри станины имеются наклонные люки (окна) для отвода стружки и охлаждающей жидкости. В правой тумбе помещается бак с эмульсией и электронасос. На левой тумбе сзади крепится электродвигатель главного привода. Передняя бабка. Передняя бабка установлена на левой головной части станины. Все зубчатые колеса кинематической цепи смонтированы на валах и шпинделе, изготовлены из хромистой стали, закалены и прошлифованы. Валы установлены на подшипниках качения. Шпиндель со сквозным отверстием и внутренними конусами имеет две опоры. Передняя опора – двухрядный подшипник с короткими цилиндрическими роликами. Задняя опора – радиально-упорный подшипник, работающий в паре с упорным шарикоподшипником. Изменение частоты вращения шпинделя достигается перемещением блоков шестерен по шлицевым валам при помощи двух рукояток, выведенных на переднюю стенку. Прямое и обратное вращение шпинделя осуществляется фрикционной механической муфтой, а торможение – электромагнитной муфтой. Задняя бабка. Задняя бабка перемещается по направляющим станины на четырех радиальных шарикоподшипниках, установленных в мостике. На направляющих станины бабка закрепляется при помощи двух планок четырьмя болтами. Поперечное смещение корпуса бабки относительно мостика производится с помощью двух винтов и гайки, установленной в мостике. Перемещение пиноли производится маховичком. Суппорт. Суппорт крестовой конструкции имеет продольное перемещение по призматическим направляющим станины и поперечное по направляющим каретки. Перемещение можно осуществлять вручную и механическим приводом. Имеется механизм для быстрого перемещения суппорта. Поворотная часть суппорта имеет направляющие для перемещения верхней части суппорта с резцовой головкой. Фартук. Фартук закрытого типа со съемной передней стенкой (крышкой). Движение суппорту передается через фартук от ходового винта или ходового вала. Механизм фартука снабжен четырьмя электромагнитными муфтами, что позволило сосредоточить управление на одной рукоятке, причем направления включения рукоятки совпадают с направлением движения подачи. В эту же рукоятку встроена кнопка быстрого хода суппорта. Благодаря наличию в фартуке обгонной муфты включение быстрого хода возможно при включенной подаче. Коробка подач. Коробка подач имеет две продольные расточки, в которых на подшипниках качения смонтированы валы. Зубчатые колеса изготовлены из хромистой стали и закалены. Коррегированные зубчатые колеса дают возможность нарезания двух типов резьб, метрической и дюймовой, без перестановки сменных зубчатых колес. При перестановке сменных зубчатых колес имеется возможность нарезания еще двух типов резьб – модульной и питчевой. Сменные зубчатые колеса. Расположенные на стенке корпуса передней бабки сменные зубчатые колеса позволяют осуществлять подачу и нарезание метрической, дюймовой, модульной и питчевой резьб в соответствии с паспортными данными. Люнеты. Для обработки нежестких деталей диаметром от 20 до 150 мм станок оснащен подвижным и неподвижным люнетами. Люнеты снабжены сменными роликами и сухарями, устанавливаемыми в зависимости от условия работы. Охлаждение. От электронасоса, установленного в правой тумбе станины, охлаждающая жидкость через трубопровод и шланг подается к инструменту, а затем стекает в два корыта, установленные спереди и сзади станка, откуда возвращается в бак электронасоса. Очистку корыт и бака необходимо производить не реже одного раза в месяц. Получить более подробную информацию можно тут https://www.td-osz.ru/
beconected.com
Схема электрическая принципиальная станка 1М63БФ101
Электрическая схема токарно-винторезного станка 1м63Бф101
Управление главным приводом
Пуск электродвигателя осуществляется нажатием одной из кнопок “пуск” 1КУ или 2КУ (расположенных на пультах каретки и около коробки подач) при выключенном фрикционе. При этом н.з. контакт конечного выключателя ВК замкнут. Пускатель КШ получает питание и подключает электродвигатель главного движения к сети. Одновременно с пускателем КШ получают питание реле времени РВ и 1РВ.
Управление вращением шпинделя осуществляется с помощью фрикциона, включаемого от рукоятки.
При отключенном фрикционе н.з. контакт ВК остается замкнутым, реле времени РВ, 1РВ и тормозная муфта включены. При этом загорается сигнальная дампе 2ЛС. При работе двигателя главного движения на холостом ходу, реле времени РВ, настроенное на выдержку 2,5-3 мин, отключает катушку магнитного пускателя и соответственно двигатель от сети. Одновременно, реле времени 1РВ, настроенное на выдержку 25 сек потеряет питание и отключит тормозную муфту.
При включении фрикциона н.з. контакт ВК разрывается, отключает реле времени РВ и обеспечивает работу станка. Останов двигателя осуществляется нажатием на одну из кнопок “стоп” 3КУ или КУ. При этом через н.з. контакт КШ включается реле РВ и тормозная муфта 5ЭМ. Контроль за нагрузкой электродвигателя осуществляется по амперметру.
Значение тока электродвигателя главного привода в зависимости от напряжения:
380В = 29А
400В = 27А
415В = 26,5А
440В = 25А
500В = 22А
Управление приводом подач
Рабочие подачи осуществляются от двигателя главного привода, ускоренные хода от двигателя ускоренного хода типа АOЛ2-21-4 (4Ах80А4УЗ) 1,1 кВт (1,475 л.с.) 1400 об/мин при 50 Гц, 1690 об/мин при 50 Гц.
В фартуке станка имеется четыре электромагнитные фрикционные муфты, две из которых используются для управления перемещением каретки в продольном направлении и две – для управления перемещением суппорта в поперечном направлении.
Управление муфтами производится рукояткой крестового переключателя, установленного на фартуке станка, имеющего 5 положений: одно – вертикальное нейтральное и 4 наклонных, соответствующих направлению перемещения суппорта и каретки.
Включение электродвигателя ускоренного хода при любом положении рукоятки переключателя обеспечивается пусковой толчковой кнопкой, встроенной в головку рукоятки крестового переключателя.
Во избежание одновременного включения маточной гайки и электромагнитных муфт, предусмотрен блокировочный конечный выключатель ВКФ, установленный внутри фартука, который обрывает цепь питания муфт при включении маточной гайки.
Для предотвращения пробоя электромагнитных муфт и уменьшения искрообразования на контакте при отключении катушки, предусмотрены разрядные сопротивления R1…R5.
На фартуке станка имеется переключатель режимов работы на три положения, который включает муфты соответственно на:
- токарную работу;
- конусное точение (внутреннее), замыкаемые контакты 53,57(1-2), 55-59(5-6)
- конусное точение (наружное), замыкаемые контакты 53-59(3-9), 55-57(7-2)
Привод охлаждения
Привод охлаждения осуществляется от электронасоса типа ПА-22, 0,12 квт (0,163 л.с.) 2800 об/мин при 50 Гц, 3350 об/мин, при 60 Гц. Пуск и останов электродвигателя осуществляется включением переключателя, установленного на фартуке станка.
1м63н технические характеристики | Станок токарный винторезный
| Наименование характеристики | Ед. измерения | Значение |
Обрабатываемые заготовки | ||
| Наибольший диаметр устанавливаемой заготовки | ||
| над станиной | мм | 700 |
| над суппортом | мм | 350 |
| над выемкой в станине | мм | 900* |
| Наибольший диаметр обрабатываемой заготовки | ||
| над станиной | мм | 630 |
| над суппортом | мм | 350 |
| Наибольшая длина обрабатываемой заготовки | мм | 750; 1500; 2000; 3000; 4000; 5000; 8000; 10000 |
| Длина выемки в станине от торца фланца шпинделя | мм | 450* |
| Наибольший вес устанавливаемой заготовки | кг | 3500 |
| Высота резца, устанавливаемого в резцедержателе | мм | 32 |
Шпиндель | ||
| Размер конца шпинделя передней бабки по DIN | 11М | |
| Внутренний конус в шпинделе бабки шпиндельной (метрический) | 115 | |
| Количество ступеней частот вращения шпинделя | 22 | |
| Диаметр цилиндрического отверстия в шпинделе | мм | 105 |
| Пределы частот вращения шпинделя | об/мин | 10—1250 |
| Пределы рабочих подач | ||
| продольных | мм/об | 0,033—5,6 |
| поперечных | мм/об | 0,013—2,064 |
| резцовых салазок | мм/об | 0,010—1,76 |
Параметры нарезаемых резьб | ||
| Пределы шагов нарезаемых резьб | ||
| метрических | мм | 1—224 |
| дюймовых | ниток/дюйм | 28—0,25 |
| модульных | модуль | 0,25—56 |
| питчевых | питч диам | 112—0,5 |
Суппорт | ||
| Ускоренное перемещение суппорта | ||
| продольное | мм/мин | 5200 |
| поперечное | мм/мин | 2000 |
Привод | ||
| Наибольшее усилие резания | кН | 20 |
| Наибольший крутящий момент на шпинделе | кНм | 3 |
| Мощность главного привода | кВт | 15 |
Габариты и масса | ||
| Габаритные размеры (вместе с электрооборудованием) | ||
| длина | мм | 3000; 3740; 4230; 5240; 6240; 7240; 10300; 12420 |
| ширина | мм | 1780 |
| высота | мм | 1550 |
| Масса | кг | 4200; 4840; 5100; 5750; 6900; 9000; 11800; 13200 |
www.stanoktehpasport.ru
Станок токарно-винторезный 1М63Н — ЮЖСТАНКОМАШ
Станок 1М63 (1М63н) предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых. Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Технические характеристики 1М63н
| Параметр | Значение |
| max диам. устанавливаемой детали, мм | 700 |
| max диам. обработки над суппортом, мм | 350 |
| Диаметр отверстия в шпинделе, мм | 82 |
| max момент на шпинделе, кН/м | 3,0 |
| max усилие резания Pz, кН | 20 |
| max вес детали, устанавливаемой на станке в центрах, кг | 4000 |
| Класс точности станка | H |
| Ширина станины, мм | 580 |
| Мощность двигателя, кВт | 18,5 |
Базовая комплектация 1М63н
- 3-х кулачковый самоцентр. патрон диаметр 400 мм;
- 4-х позиционный резцедержатель;
- Комплект сменных зубчатых колес.
- Межцентровое расстояние 3000 мм;
- Межцентровое расстояние 5000 мм;
- Межцентровое расстояние 8000 мм.
Опциональные расширения или исполнения 1М63Н
- люнет неподвижный диам. 20-350 мм;
- люнет неподвижный диам. 210-390 мм;
- люнет неподвижный диам. 40-215 мм;
- люнет подвижный диам. 30-200 мм;
- люнет подвижный диам. 20-150 мм;
- встройка ГАП-а;
- конусная линейка;
- резьбоуказатель;
- устройство цифровой индикации на 1 или 2 оси;
- патрон 4-х кулачковый диам. 400 мм с независимым перемещением кулачков;
- патрон 4-х кулачковый диам. 670 мм с независимым перемещением кулачков;
- патрон 4-х кулачковый диам. 800 мм с независимым перемещением кулачков;
- центр вращающийся в пиноль задней бабки;
- опоры клиновые;
- диаметр отверстия в шпинделе 105 мм;
- частотно-регулируемый привод главного движения;
- класс точности станка П;
- max вес детали, устанавливаемой на станке в центрах 6000 кг;
- max вес детали, устанавливаемой на станке в люнетах 8000 кг;
- межцентровое расстояние 2000 мм;
- межцентровое расстояние 4000 мм;
- межцентровое расстояние 10000 мм.
Токарно-винторезные Вистан (Беларусь), Газовая и нефтяная, Россия), Химическая. permalink.
pvusm.com
Технические характеристики и паспорт станка 1М63
Конструкцию станка 1М63 разработали специалисты Рязанского станкостроительного завода, которым удалось создать надежное и производительное оборудование. Этот токарный станок быстро завоевал популярность и стал использоваться многими производственными предприятиями.
Основные технические характеристики токарно-винторезного станка 1М63 представлены ниже в формате таблиц:
Станок 1М63 на момент его создания отличался рядом конструктивных особенностей, которые выделяли его среди другого оборудования данной категории.
- Эта модель дает возможность использования инструментов из быстрорежущих сталей и специальных сплавов.
- Шаг резьбы на заготовке при нарезании регулируется благодаря сменным колесам гитары станка, а также зубчатым колесам настраиваемой коробки подач.
- Повышенная жесткость нижней части суппорта, станины и шпиндельного узла агрегата позволяет выполнять обработку на высоких скоростях.
- В конструкции 1М63 предусмотрен специальный двигатель, обеспечивающий ускоренное движение суппорта в продольном и поперечном направлениях.
- Верхняя часть станка также имеет возможность перемещаться, что позволяет выполнять обработку длинных и коротких деталей, имеющих коническую форму.
В соответствии с требованиями стандарта, утвержденного в 1982 году, данный токарный станок причислен к устройствам с классом точности «Н». Максимальный диаметр обрабатываемых на нем заготовок составляет 35 см над суппортом и 63 см – над станиной.
Высота центров у станка данной модели – 31,5 см, на нем можно работать с заготовками, длина которых не превышает 140 см. При обработке длинных и нежестких деталей необходимо использовать люнет неподвижный 1М63. В комплекте со станком люнет неподвижный 1М63 не поставляется, его необходимо приобретать дополнительно.
В соответствии с характеристиками, указанными в паспорте, шпиндель станка 1М63 может вращаться с частотой в интервале 10–1250 об/мин на прямом ходе и 18–1800 об/мин – на обратном. При помощи устройств управления на станке выставляют 22 прямых и 11 обратных скоростей вращения шпинделя, оснащенного системой торможения. В этом конструктивном элементе токарного станка 1М63 имеется сквозное отверстие, диаметр которого составляет 7 см.
Органы управления станка
Чтобы иметь представление о технических возможностях рассматриваемого станка, необходимо описать характеристики, которым обладает его суппорт.
- Величины максимальных перемещений составляют 126 см в продольном направлении и 40 см – в поперечном.
- Одновременно в резцовую головку может быть установлено 4 токарных инструмента.
- Расстояние между осью центров оборудования и кромкой резцедержателя – 32 см.
- Суппорт может совершать ускоренные продольные движения по направляющим станины (4,5 м/мин) и поперечные – по направляющим каретки (1,6 м/мин).
- Одно деление на лимбе соответствует передвижению суппорта на 1 мм в продольном и на 0,05 мм – в поперечном направлении.
- Когда лимб совершает полный оборот, суппорт перемещается на 300 мм в продольном направлении и на 5 мм – в поперечном.
Конструкция суппорта станка
Сам суппорт и его верхняя часть передвигаются благодаря ручному и механическому приводу, но его ускоренное перемещение обеспечивает только используемый в качестве привода специальный электродвигатель. Основные усилия, которые воспринимают продольный и поперечный ходовой винт при перемещении суппорта и его верхних салазок, принимают на себя шарикоподшипники упорного типа. Чтобы компенсировать люфт, возникающий при поперечном перемещении суппорта, на его винте установлена специальная гайка.
СТАНОК MACHINE TOOLS © ™
| Наибольший диаметр устанавливаемой заготовки, мм | |
| — над станиной | 700 |
| — над суппортом | 350 |
| — над выемкой в станине | 900* |
| Наибольший диаметр обрабатываемой заготовки, мм | |
| — над станиной | 630 |
| — над суппортом | 350 |
| Наибольшая длина обрабатываемой заготовки, мм | 750; 1500; 2000; 3000; 4000; 5000; 8000; 10000 |
| Длина выемки в станине от торца фланца шпинделя, мм | 450* |
| Наибольший вес устанавливаемой заготовки, кг | 3500 |
| Высота резца, устанавливаемого в резцедержателе, мм | 32 |
| Размер конца шпинделя передней бабки по DIN | 11М |
| Внутренний конус в шпинделе бабки шпиндельной (метрический) | 115 |
| Количество ступеней частот вращения шпинделя | 22 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
| Пределы частот вращения шпинделя, об/мин | 10—1250 |
| Пределы рабочих подач, мм/об | |
| — продольных | 0,033—5,6 |
| — поперечных | 0,013—2,064 |
| — резцовых салазок | 0,010—1,76 |
| Пределы шагов нарезаемых резьб | |
| — метрических, мм | 1— 224 |
| — дюймовых, ниток/дюйм | 28—0,25 |
| — модульных, модуль | 0,25—56 |
| — питчевых, питч диам. | 112—0,5 |
| Ускоренное перемещение суппорта, мм/мин | |
| — продольное | 5200 |
| — поперечное | 2000 |
| Наибольшее усилие резания, кН | 20 |
| Наибольший крутящий момент на шпинделе, кНм | 3 |
| Мощность главного привода, кВт | 15 |
| Габаритные размеры (вместе с электрооборудованием), мм | |
| — длина | 3000; 3740; 4230; 5240; 6240; 7240; 10300; 12420 |
| — ширина | 1780 |
| — высота | 1550 |
| Масса, кг | 4200; 4840; 5100; 5750; 6900; 9000; 11800; 13200 |
www.stanok-machinetools.com
Токарно винторезный станок 1М63Н (1М63)
| Характеристика | 1М63Н (1М63) |
| Наибольший диаметр заготовки: | |
| устанавливаемой над станиной, мм | 700 |
| обрабатываемой над станиной, мм | 630 |
| обрабатываемой над суппортом, мм | 350 |
| Наибольшая длина обрабатываемой заготовки, мм | 750, 1500, 2000, 3000, 4000, 5000, 8000, 10000 |
| Наибольшая длина детали, устанавливаемой в выемке станины, мм | 900 |
| Длина выемки от торца фланца шпинделя, мм | 450 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
| Фланцевой конец шпинделя по DIN | 11М |
| Количество ступеней частот вращения шпинделя | 22 |
| Пределы частот вращения шпинделя, об/мин | 10 — 1250 |
| Величина подач: | |
| продольных, мм/об | 0,06 — 1,4 |
| поперечных, мм/об | 0,024 — 0,518 |
| резцовых салазок, мм/об | 0,019 — 0,434 |
| Величина шагов нарезания резьб: | |
| метрических, мм | 1 — 224 |
| дюймовых, ниток/дюйм | 28 — 0,25 |
| модульных, модуль | 0,25 — 56 |
| питчевых, питч диам. | 112 — 0,5 |
| Ускоренное перемещение суппорта, м/мин: | |
| продольное | 5,2 |
| поперечное | 2 |
| Мощность главного привода, кВт | 15 |
| Наибольший вес обрабатываемой детали в центрах,кг | 3500 |
| Масса 1М63Н (1М63) , кг | 4200, 4840, 5100, 5750, 6530, 9000, 11800, 13200 |
| Габариты: | |
| длина, мм | 2950, 3750, 4200, 5250, 6230, 7250, 10300, 12470 |
| ширина, мм | 1780 |
| высота, мм | 1550 |
www.russtanko.ru
Токарно винторезный станок 1М63Н-1
| Характеристика | 1М63Н-1 |
| Наибольший диаметр заготовки: | |
| устанавливаемой над станиной, мм | 700 |
| обрабатываемой над станиной, мм | 630 |
| обрабатываемой над суппортом, мм | 350 |
| Наибольшая длина обрабатываемой заготовки, мм | 1500 |
| Наибольшая длина детали, устанавливаемой в выемке станины, мм | 900 |
| Длина выемки от торца фланца шпинделя, мм | 450 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
| Фланцевой конец шпинделя по DIN | 11М |
| Количество ступеней частот вращения шпинделя | 22 |
| Пределы частот вращения шпинделя, об/мин | 10 — 1250 |
| Величина подач: | |
| продольных, мм/об | 0,06 — 1,4 |
| поперечных, мм/об | 0,024 — 0,518 |
| резцовых салазок, мм/об | 0,019 — 0,434 |
| Величина шагов нарезания резьб: | |
| метрических, мм | 1 — 224 |
| дюймовых, ниток/дюйм | 28 — 0,25 |
| модульных, модуль | 0,25 — 56 |
| питчевых, питч диам. | 112 — 0,5 |
| Ускоренное перемещение суппорта, м/мин: | |
| продольное | 5,2 |
| поперечное | 2 |
| Мощность главного привода, кВт | 15 |
| Наибольший вес обрабатываемой детали в центрах,кг | 3500 |
| Масса 1М63Н-1 , кг | 4840 |
| Габариты: | |
| длина, мм | 3750 |
| ширина, мм | 1780 |
| высота, мм | 1550 |
www.russtanko.ru
Описание
Токарно‐винторезный станок модели 1М63Н (аналог РЗТС 1Р63) эксплуатируется для своевременной замены нужных деталей. Заготовки из черынх и цветных металлов с помощью станочного оборудования вытачиваются в быстром режиме с высоким уровнем качества. Токарный станок имеет коробку подач с высокой жесткостью кинематической цепи. Все ее зубчатые колеса изготовлены из легированной стали. Их отличная отшлифовка и закаленность способствует долговечной работы станка без поломки. Из видов токарных работ возможны многие операции, в том числе и точение конусов, нарезание метрической, дюймовой, модульной, питчевой резьбы. Нормальная точность деталей достигается благодаря работе станка при постоянной температуре, не позволяющей нарушить геометрию детали.
Описание основных узлов
|
Важные преимущества
|
Рязанский Завод Токарных Станков производит аналог данного станка 1Р63Н. По вопросам заказа, консультации, ремонта станочного оборудования обращайтесь к нашим специалистам.