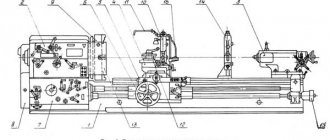
Описание конструкции токарного станка 1Н65
Станина
Станина является базовой сборочной единицей, на которой монтируются все остальные сборочные единицы и механизмы станка.
На верхней части станины расположены три призматические направляющие, из которых передняя и задняя являются базой каретки, а средняя — базой задней бабки.
Внутри станины имеются наклонные люки для отвода стружки и охлаждающей жидкости в сторону, противоположную рабочему месту.
Под левой головной частью станины имеются ниши, в одной из которых смонтирован электродвигатель главного привода, а в другой — электронасос охлаждения с резервуаром для охлаждающей жидкости. Корыто для сбора охлаждающей жидкости выполнено монолитным с корпусом станины.
В правой части станины на передней стенке смонтирован кронштейн со встроенными в него опорами ходового винта и ходового вала.
Для предотвращения провисания ходового винта и ходового вала в станке с РМЦ = 5000 мм имеются две подвески. Для станков моделей 1Н65Г и 1Н65ГФ1 в станине имеется выемка, в которой установлен съемный мостик.
Бабка передняя
Бабка передняя устанавливается на левой головной части станины, фиксируется штифтами и крепится болтами. В корпусе ее смонтированы: электромагнитная муфта для торможения шпинделя, шпиндельный узел, звено увеличения шага в 8 раз, механизм изменения направления перемещения каретки или нарезании резьб, механизм настройки скоростей шпинделя, вилки перемещения, рукоятки и другой детали, система смазки и электрошкаф.
Шпиндель смонтирован на трех опорах качения, из которых передняя и задняя регулируемые.
Бабка задняя
Бабка задняя перемещается по направляющим станины от редуктора ручного перемещения вращением валика.
В пиноль бабки встроен вращающийся шпиндель, у которого подшипники передней опоры регулируются с помощью гаек.
В шпинделе бабки задней имеется прорезь для лапок хвостового режущего инструмента.
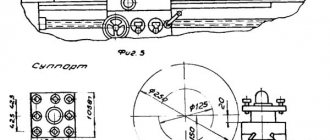
Суппорт
Суппорт крестовой конструкции имеет продольное перемещение вместе с кареткой по направляющим станины, а поперечное по направляющим каретки.
Оба перемещения осуществляются механически при помощи крестового переключателя и вручную вращением маховика и рукоятки каретки.
Резцовые салазки, несущие четырехпозиционную резцедержку, перемещаются вручную и механически по направляющим поворотной части, которую можно повернуть вокруг оси на любой угол.
Каретка станков с устройством цифровой индикации снабжена преобразователем линейных перемещений, который соединяется с винтом поперечных перемещений с помощью сильфонной муфты.
Отсчет поперечного перемещения может осуществляться по лимбу и по табло УЦИ.
Фартук станка
Фартук станка выполнен закрытого типа со съемной передней крышкой. Движение суппортной группе передается механизмом фартука от ходового вала или ходового винта.
Благодаря наличию в фартуке четырех электромагнитных муфт управление механическим перемещением суппортной группы сосредоточено в одной рукоятке, причем направление включения рукоятки совпадает с направлением подачи.
Возможно включение быстрого хода суппорта в направлении наклона рукоятки управления.
Благодаря обгонной муфте, вмонтированной в фартук, включение быстрого хода возможно при включенной подаче. Электродвигатель ускоренного хода установлен на фартуке.
В фартуке смонтирован механизм предохранительной муфты, исключающий поломку станка при перегрузках.
Коробка подач
Коробка подач закрытого типа со съемной передней крышкой.
Механизм коробки подач позволяет получить первый ряд подач и все нарезаемые на станке резьбы, не прибегая к изменению настройки сменных шестерен.
Для получения второго ряда подач устанавливаются сменные колеса: а = 42, b = c = l26.
Комплектация станка
В состав станка входит патрон четырехкулачковый несамоцентрирующий диаметром 1000 мм.
Для обработки нежестких деталей станок снабжен двумя люнетами — подвижным и неподвижным.
Люнет подвижный крепится на каретке и поддерживает деталь непосредственно около резца. Диаметр охвата сухарями обеспечивается в пределах от 70 до 250 мм.
Люнет неподвижный устанавливается на направляющих станины в любом месте и закрепляется болтом, с помощью прихвата.
Он снабжен сухарями и роликами, которые устанавливаются в зависимости от условий обработки.
Диаметр охвата обрабатываемой детали в люнете неподвижном обеспечивается в пределах от 70 до 380 мм.
СТАНОК MACHINE TOOLS © ™
| Наибольший диаметр устанавливаемой заготовки, мм | |
| — над станиной | 700 |
| — над суппортом | 350 |
| — над выемкой в станине | 900* |
| Наибольший диаметр обрабатываемой заготовки, мм | |
| — над станиной | 630 |
| — над суппортом | 350 |
| Наибольшая длина обрабатываемой заготовки, мм | 750; 1500; 2000; 3000; 4000; 5000; 8000; 10000 |
| Длина выемки в станине от торца фланца шпинделя, мм | 450* |
| Наибольший вес устанавливаемой заготовки, кг | 3500 |
| Высота резца, устанавливаемого в резцедержателе, мм | 32 |
| Размер конца шпинделя передней бабки по DIN | 11М |
| Внутренний конус в шпинделе бабки шпиндельной (метрический) | 115 |
| Количество ступеней частот вращения шпинделя | 22 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
| Пределы частот вращения шпинделя, об/мин | 10—1250 |
| Пределы рабочих подач, мм/об | |
| — продольных | 0,033—5,6 |
| — поперечных | 0,013—2,064 |
| — резцовых салазок | 0,010—1,76 |
| Пределы шагов нарезаемых резьб | |
| — метрических, мм | 1— 224 |
| — дюймовых, ниток/дюйм | 28—0,25 |
| — модульных, модуль | 0,25—56 |
| — питчевых, питч диам. | 112—0,5 |
| Ускоренное перемещение суппорта, мм/мин | |
| — продольное | 5200 |
| — поперечное | 2000 |
| Наибольшее усилие резания, кН | 20 |
| Наибольший крутящий момент на шпинделе, кНм | 3 |
| Мощность главного привода, кВт | 15 |
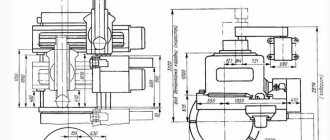
| Габаритные размеры (вместе с электрооборудованием), мм | |
| — длина | 3000; 3740; 4230; 5240; 6240; 7240; 10300; 12420 |
| — ширина | 1780 |
| — высота | 1550 |
| Масса, кг | 4200; 4840; 5100; 5750; 6900; 9000; 11800; 13200 |
www.stanok-machinetools.com
Модификации
Время и растущие потребности несут за собой необходимость вносить усовершенствования. Без них не обошелся и наш агрегат. К его основным модификациям относят следующие модели:
- 1М63Ф306, выпускаемая с 73-го года, отличалась наличием ЧПУ (данное отличие также присутствует у 1М63ФЗ и 1М63РФЗ);
- 1М63Ф101, вышедшая в 76-ом году, имела устройство цифровой индикации (УЦИ), которое отсчитывало поперечное движение суппорта;
- 1М63Б, отличавшаяся своей быстроходностью и увеличенной мощностью (это относится и к модификациям 1М63БГ и 1М63БФ101);
- 1М63М с повышенной мощностью, как и у 1М63МФ101 и 16Р30;
- 1М63Н, выпущенная в 92-ом году и завершившая серию, отличалась нормальной точностью (1М63НФ1 и 1М63НФ101, к тому же, были дополнены системой УЦИ, которая отсчитывала перемещения в 3-х мерной системе координат);
- 1М63Н-1, имевшая нормальную точность и более короткую станину (1М63НФ10М обладала еще и УЦИ);
- 1М63НГ, отличавшаяся выемкой на станине;
- 1М63НП, преимуществом которой была повышенная точность.
Некоторым, из перечисленных станков, можно уделить немного больше внимания. К примеру, рассматривая одну из последних модификаций (1М63Н) можно выделить несколько конструктивных особенностей модели:
- буква «Н» в названии указывает на нормальную точность обработки, которую обеспечивали три фактора: температурная стабильность, устойчивость к вибрациям и жесткость конструкции;
- внушительный срок службы токарной машины, обеспеченный двумя призматическими направляющими, расположенными на станине, и другими высоконадежными узлами;
- ускоренная обработка резьбы за счет того, что реверсивное вращение шпинделя имеет на 30% большую частоту, чем прямое;
- зубчатые колеса, которые выполнены из легированной стали;
- повышенная безопасность эксплуатации, гарантированная системами блокировки станка, а также ограждающими зонами резки;
- более мощный, по отношению к оригинальной модели, двигатель;
- возможность обрабатывать заготовки длиною до 10 м и массой до 3,5 т.
Рассмотренный нами станок 1М63 имеет достаточно особенностей, которые обеспечили ему популярность и признание не только на родине, но и за рубежом. На его базе было создано огромное количество модификаций, добавляющих этой машине еще больше достоинств. Не смотря на то, что в новом веке уже создано огромное количество современных станков, превосходящих во многом полувекового трудягу, он и его улучшенные модели продолжают стоять в строю, каждый день обрабатывая тысячи новых деталей.
Назначение и область применения токарно-винторезного станка по металлу
Токарный станок 1К62 — универсальный и используется для чистовых, получистовых токарных задач. Им нарезают левые и правые резьбы: метрические, дюймовые.
Используется для обработки закаленных заготовок, потому что шпиндель обеспечивает жесткость аппарата. На нём высококачественно режут твердосплавным инструментом из-за большого диапазона скоростей 1К62.
Аппарат — лобовой и на нем обрабатывают короткие заготовки, большого диаметра. На аппарате обрабатывают пологие конуса, потому что его задняя балка может смещаться.
Схема электрическая принципиальная станка 1М63Б
Электрическая схема токарно-винторезного станка 1м63Б
Управление главным приводом
Пуск электродвигателя осуществляется нажатием одной из кнопок “пуск” 1КУ или 2КУ (расположенных на пультах каретки и около коробки подач) при выключенном фрикционе. При этом н.з. контакт конечного выключателя ВК замкнут. Пускатель КШ получает питание и подключает электродвигатель главного движения к сети. Одновременно с пускателем КШ получают питание реле времени РВ и 1РВ.
Управление вращением шпинделя осуществляется с помощью фрикциона, включаемого от рукоятки.
При отключенном фрикционе н.з. контакт ВК остается замкнутым, реле времени РВ, 1РВ и тормозная муфта включены. При этом загорается сигнальная дампе 2ЛС. При работе двигателя главного движения на холостом ходу, реле времени РВ, настроенное на выдержку 2,5-3 мин, отключает катушку магнитного пускателя и соответственно двигатель от сети. Одновременно, реле времени 1РВ, настроенное на выдержку 25 сек потеряет питание и отключит тормозную муфту.
При включении фрикциона н.з. контакт ВК разрывается, отключает реле времени РВ и обеспечивает работу станка. Останов двигателя осуществляется нажатием на одну из кнопок “стоп” 3КУ или КУ. При этом через н.з. контакт КШ включается реле РВ и тормозная муфта 5ЭМ. Контроль за нагрузкой электродвигателя осуществляется по амперметру.
Значение тока электродвигателя главного привода в зависимости от напряжения:
380В = 29А
400В = 27А
415В = 26,5А
440В = 25А
500В = 22А
Управление приводом подач
Рабочие подачи осуществляются от двигателя главного привода, ускоренные хода от двигателя ускоренного хода типа АOЛ2-21-4 (4Ах80А4УЗ) 1,1 кВт (1,475 л.с.) 1400 об/мин при 50 Гц, 1690 об/мин при 50 Гц.
В фартуке станка имеется четыре электромагнитные фрикционные муфты, две из которых используются для управления перемещением каретки в продольном направлении и две – для управления перемещением суппорта в поперечном направлении.
Управление муфтами производится рукояткой крестового переключателя, установленного на фартуке станка, имеющего 5 положений: одно – вертикальное нейтральное и 4 наклонных, соответствующих направлению перемещения суппорта и каретки.
Включение электродвигателя ускоренного хода при любом положении рукоятки переключателя обеспечивается пусковой толчковой кнопкой, встроенной в головку рукоятки крестового переключателя.
Во избежание одновременного включения маточной гайки и электромагнитных муфт, предусмотрен блокировочный конечный выключатель ВКФ, установленный внутри фартука, который обрывает цепь питания муфт при включении маточной гайки.
Для предотвращения пробоя электромагнитных муфт и уменьшения искрообразования на контакте при отключении катушки, предусмотрены разрядные сопротивления R1…R5.
На фартуке станка имеется переключатель режимов работы на три положения, который включает муфты соответственно на:
- токарную работу;
- конусное точение (внутреннее), замыкаемые контакты 53,57(1-2), 55-59(5-6)
- конусное точение (наружное), замыкаемые контакты 53-59(3-9), 55-57(7-2)
Привод охлаждения
Привод охлаждения осуществляется от электронасоса типа ПА-22, 0,12 квт (0,163 л.с.) 2800 об/мин при 50 Гц, 3350 об/мин, при 60 Гц. Пуск и останов электродвигателя осуществляется включением переключателя, установленного на фартуке станка.
Конструкция
Основу токарно-винторезного станка 1М63Н составляет литая чугунная станина с двумя или тремя тумбами для установки на опорной поверхности (в зависимости от длины станка). Две призматические рабочие направляющие, расположенные на станине, служат для передвижения каретки суппорта, а также регулировки положения задней бабки.
Кинематическая схема токарно-винторезного станка 1М63Н
Внутри корпуса станины под рабочей областью выполнены люки для удаления стружки и вывода охлаждающей жидкости. Охлаждающе-смазывающая жидкость используется многократно, благодаря возвращению в емкость через систему фильтров.
Крайние (передняя и задняя) тумбы станины полые. В передней (левой) расположен двигатель основного привода, в задней (правой) располагается электродвигатель насоса и бак с охлаждающей эмульсией.
На задней стенке передней бабки находится блок сменных шестерен (гитара) для передачи и регулировки вращения от передней бабки на вал подач. Наборы сменных шестерен позволяют перестраивать станок на выполнение нарезки резьб допустимых типов.
Гитара токарно-винторезного станка 1М63Н
Смазка шестерен токарно-винторезного станка 1М63Н и его опорных подшипников производится автоматически при помощи механического масляного насоса с приводом от главного вала передней бабки.
Применяемая для изготовления шестерен высококачественная легированная сталь, термообработанная после изготовления деталей, позволяет сохранять точность обработки заготовок на протяжении всего срока службы станка.
Коробка подач токарно-винторезного станка 1М63Н
Коробка скоростей токарно-винторезного станка 1М63Н
Рекомендации по обслуживанию электрооборудования станка 1М63.01.
Необходимо периодически проверять состояние пусковой и релейной аппаратуры станка 1М63.01. Все детали электроаппаратов должны быть очищены от пыли и грязи. При образовании на контактах нагара последний должен быть удален при помощи бархатного напильника или стеклянной бумаги. Во избежание появления ржавчины поверхность стыка сердечника с якорем пускателя нужно периодически смазывать машинным маслом с последующим обязательным протиранием сухой тряпкой (для предохранения от прилипания якоря к сердечнику). При осмотрах релейной аппаратуры особое внимание следует обращать на надежность замыкания и размыкания контактных мостиков.
- Периодичность технических осмотров электродвигателей устанавливается в зависимости от производственных условий, но не реже одного раза в два месяца.
- При технических осмотрах проверяется состояние вводных проводов обмотки статора, произво¬дится очистка двигателей от загрязнения, контролируется надежность заземления и соединения вала с приводным механизмом.
- Периодичность профилактических ремонтов устанавливается в зависимости от производственных условий, но не реже одного раза в год.
- При профилактических ремонтах должна производиться разборка электродвигателей, очистка внутренних и наружных поверхностей и замена смазки подшипников.
- Замену смазки подшипников при нормальных условиях эксплуатации следует производить через 4000 ч работы, а при работе электродвигателя в пыльной и влажной средах — по мере необходимости.
- Перед набивкой свежей смазкой подшипники должны быть тщательно промыты бензином. Камеру заполнить смазкой на 2/3 ее объема. Рекомендуемые смазочные материалы приведе¬ны в табл. 5.
- Профилактический осмотр автоматических выключателей необходимо производить не реже одного раза в шесть месяцев, а также после каждого отключения при коротком замыкании, в том числе и повторном.
- При осмотре нужно очистить выключатель от копоти и нагара металла, проверить затяжку винтов, целостность пружин и состояние контактов. Шарниры механизма выключателя следует периодически (примерно через 2 000—3 000 включений) смазывать приборным маслом.
ВНИМАНИЕ! Не следует проводить какую-либо регулировку выключателей в условиях эксплуатации. Она выполнена заводом-изготовителем!
Расположение органов управления токарным станком 163
Расположение органов управления токарным станком 163
Список органов управления токарным станком 163
- Рукоятка для установки метрических или дюймовых резьб и подач
- Рукоятки для настройки чисел оборотов шпинделя
- Рукоятка для установки нормального или увеличенного шага резьбы
- Рукоятки для установки правой или левой резьбы
- Рукоятки для настройки чисел оборотов шпинделя
- Вытяжная кнопка для включения или выключения шестерни реечной передачи продольного перемещения суппорта
- Рукоятка для поворота, фиксации и закрепления резцовой головки
- Рукоятка для включения или выключения автоматического перемещения верхних салазок суппорта
- Кнопка на рукоятке 10 для включения быстрого перемещения суппорта
- Рукоятка для управления быстрыми и рабочими перемещениями суппорта во всех направлениях
- Рукоятка для закрепления пиноли задней бабки
- Маховичок для перемещения пиноли задней бабки
- Рукоятка для ручного перемещения верхних (резцовых) салазок суппорта
- Рукоятки для включения, останова и реверсирования шпинделя
- Рукоятки для включения гайки ходового винта
- Кнопочные станции пуска и останова главного привода
- Переключатель электромагнитных муфт фартука для обычной работы или конусного точения
- Рукоятки для ручного поперечного перемещения суппорта
- Вытяжная кнопка для включении или выключения механического поперечного перемещения верхних салазок суппорта
- Маховичок для ручного продольного перемещения суппорта
- Кнопочные станции пуска и останова главного привода
- 22 Рукоятки для включения, останова и реверсирования шпинделя
- Рукоятка для включения ходового винта или ходового валика
- Рукоятка для установки величины подачи шага резьбы
- Рукоятка для установки величины подачи шага резьбы
Смазка станка 1М63.01.
Правильная и регулярная смазка токарного станка 1М63.01 имеет большое значение для нормальной его эксплуатации и долговечности. Поэтому необходимо строго придерживаться ниже приведенных рекомендаций.
При подготовке станка к пуску необходимо промыть сетку фильтра в керосине, затем в соответствии с «Картой смазки» и схемой смазки (Рис. 3) заполнить резервуары смазкой и смазать указанные в карте механизмы.
Смазку производить смазочными материалами, указанными в карте смазки, или их заменителями, приведенными в «Перечне рекомендуемых смазочных материалов» (п. 6.3).
Инструкция по эксплуатации
Паспорт оборудования содержит полный перечень правил работы со станком 1м63. Кратко можно упомянуть:
- к работе не допускается персонал, не имеющий достаточной квалификации, не ознакомленный с документацией к оборудованию, не прошедший инструктажи по технике безопасности;
- перед началом работы обязательно проводится проверка ограждений, сменных шестерен, автоматов включения, блокировки выброса стружки, выключателей подачи;
- делать в суппорте должна надежно фиксироваться;
- при работе с длинными заготовками — применение люнетов обязательно;
- непосредственно после пуска и в течение некоторого времени — не переключать коробку скоростей в режим максимальных оборотов шпинделя;
- переключать направление вращения шпинделя следует только в состоянии полного его останова;
- не допускается переключать режимы колес передней бабки, работы коробки подач на ходу.
Необходимо соблюдать общие правила безопасности. Спецодежда, кроме брюк, спецовки с длинным рукавом и плотно застегиваемыми манжетами — должна включать защитные очки и берет. Во время работы нельзя прикасаться к движущимся деталям, следить, чтобы одежда была тщательно заправлена, не рекомендуется близко наклоняться к рабочей зоне.
Все параметры обработки должны настраиваться до пуска станка согласно инструкциям к оборудованию. Активация главного привода должна производиться после установки резца в начальную позицию. По окончании работ – нужно очистить поверхности станка от остатков охлаждающей жидкости, грязи, удалить стружку.
Описание системы смазкистанка 1М63.01
В станке 1М63.01 применена автоматическая централизованная система смазки шпиндельной бабки и коробки подач.
Насос приводимый от электродвигателя главного привода через ременную передачу, засасывает масло из масленой ванны и подает его через сетчатый фильтр к подшипникам шпинделя и на маслораспределительные лотки. Примерно через минуту после включения электродвигателя начинает вращаться диск маслоуказателя на шпиндельной бабке. Его постоянное вращение свидетельствует о нормальной работе системы смазки.
В процессе работы необходимо следить за вращением диска маслоуказателя на шпиндельной бабке станка 6К20. При его остановке необходимо тут же выключить станок и проверить фильтр. Снять фильтрующие сетчатые элементы в пластмассовой оправе. Каждый элемент промыть в керосине до полной очистки. Нельзя продувать фильтрующие элементы сжатым воздухом, так как это может привести к повреждению мелкой сетки. После очистки фильтр собрать и установить.
ВНИМАНИЕ! Фильтры необходимо обязательно чистить перед и после каждой замены масла. В новом станке целесообразно в течение первых двух недель чистить сетчатый фильтр не реже двух раз в неделю, а затем — раз в месяц.
Ежедневно перед началом работы нужно проверять по указателю уровень масла в резервуаре и при необходимости доливать его через отверстие заливного фильтра. При замене масла слив из резервуара осуществляется через пробку. Перед тем, как заполнить резервуар маслом, его надо очистить и промыть керосином.
Смазка механизма фартука автоматическая, осуществляется от индивидуального плунжерного насоса. Масло заливается в корпус через отверстие 5 (Рис.3), закрываемое пробкой, а сливается через отверстие 6 (Рис.3).Уровень масла контролируется по маслоуказателю на лицевой стороне фартука.
Направляющие станины смазываются при помощи централизованной системы смазки фартука суппорта (многократно, зависимости от интенсивности эксплуатации).
Направляющие поперечной каретки, верхней каретки, а также их ходовые винты должны смазываться при помощи маслёнки.
Смазку направляющих каретки и поперечных салазок производят в начале и середине смены до появления масляной пленки на направляющих.
Ежедневно в конце смены нужно снять с токарного станка 1М63.01 резцовую головку, очистить ее рабочие поверхности и смазать конусную ось резцедержателя.
Сменные шестерни и ось промежуточной сменной шестерни 12(Рис.3)смазываются вручную консистентной смазкой ЦИАТИМ-203 ГОСТ 8773-73.
Опорные втулки сменных шестерён смазываются при помощи маслёнки.
Остальные точки смазываются вручную при помощи масленки, поставляемой со станком.
ВНИМАНИЕ! Первую замену масла производить через месяц после пуска станка 1М63.01 в эксплуатацию, вторую — через три месяца, а далее строго руководствуясь указаниями карты смазки.
Схема электрическая принципиальная станка 1М63Д
Электрическая схема токарно-винторезного станка 1М63Д
Управление главным приводом
Пуск электродвигателя осуществляется нажатием одной из кнопок “пуск” 1КУ или 2КУ (расположенных на пультах каретки и около коробки подач) при выключенном фрикционе. При этом н.з. контакт конечного выключателя ВК замкнут. Пускатель КШ получает питание и подключает электродвигатель главного движения к сети. Одновременно с пускателем КШ получают питание реле времени РВ и 1РВ.
Управление вращением шпинделя осуществляется с помощью фрикциона, включаемого от рукоятки.
При отключенном фрикционе н.з. контакт ВК остается замкнутым, реле времени РВ, 1РВ и тормозная муфта включены. При этом загорается сигнальная дампе 2ЛС. При работе двигателя главного движения на холостом ходу, реле времени РВ, настроенное на выдержку 2,5-3 мин, отключает катушку магнитного пускателя и соответственно двигатель от сети. Одновременно, реле времени 1РВ, настроенное на выдержку 25 сек потеряет питание и отключит тормозную муфту.
При включении фрикциона н.з. контакт ВК разрывается, отключает реле времени РВ и обеспечивает работу станка. Останов двигателя осуществляется нажатием на одну из кнопок “стоп” 3КУ или КУ. При этом через н.з. контакт КШ включается реле РВ и тормозная муфта 5ЭМ. Контроль за нагрузкой электродвигателя осуществляется по амперметру.
Значение тока электродвигателя главного привода в зависимости от напряжения:
380В = 29А
400В = 27А
415В = 26,5А
440В = 25А
500В = 22А
Управление приводом подач
Рабочие подачи осуществляются от двигателя главного привода, ускоренные хода от двигателя ускоренного хода типа АOЛ2-21-4 (4Ах80А4УЗ) 1,1 кВт (1,475 л.с.) 1400 об/мин при 50 Гц, 1690 об/мин при 50 Гц.
В фартуке станка имеется четыре электромагнитные фрикционные муфты, две из которых используются для управления перемещением каретки в продольном направлении и две – для управления перемещением суппорта в поперечном направлении.
Управление муфтами производится рукояткой крестового переключателя, установленного на фартуке станка, имеющего 5 положений: одно – вертикальное нейтральное и 4 наклонных, соответствующих направлению перемещения суппорта и каретки.
Включение электродвигателя ускоренного хода при любом положении рукоятки переключателя обеспечивается пусковой толчковой кнопкой, встроенной в головку рукоятки крестового переключателя.
Во избежание одновременного включения маточной гайки и электромагнитных муфт, предусмотрен блокировочный конечный выключатель ВКФ, установленный внутри фартука, который обрывает цепь питания муфт при включении маточной гайки.
Для предотвращения пробоя электромагнитных муфт и уменьшения искрообразования на контакте при отключении катушки, предусмотрены разрядные сопротивления R1…R5.
На фартуке станка имеется переключатель режимов работы на три положения, который включает муфты соответственно на:
- токарную работу;
- конусное точение (внутреннее), замыкаемые контакты 53,57(1-2), 55-59(5-6)
- конусное точение (наружное), замыкаемые контакты 53-59(3-9), 55-57(7-2)
Привод охлаждения
Привод охлаждения осуществляется от электронасоса типа ПА-22, 0,12 квт (0,163 л.с.) 2800 об/мин при 50 Гц, 3350 об/мин, при 60 Гц. Пуск и останов электродвигателя осуществляется включением переключателя, установленного на фартуке станка.
— все, что нужно знать о схеме подключения
Что такое схема подключения?
Электрическая схема — это простое визуальное представление физических соединений и физической схемы электрической системы или цепи. Он показывает, как электрические провода связаны между собой, а также показывает, где устройства и компоненты могут быть подключены к системе.
Когда и как использовать схему соединений
Используйте монтажные схемы, чтобы помочь в создании или изготовлении схемы или электронного устройства.Они также полезны для ремонта.
DIY энтузиасты используют электрические схемы, но они также распространены в домашнем строительстве и ремонте автомобилей.
Например, домашний строитель захочет подтвердить физическое расположение электрических розеток и осветительных приборов, используя схему электрических соединений, чтобы избежать дорогостоящих ошибок и нарушений строительных норм и правил.
Как нарисовать принципиальную схему
SmartDraw поставляется с готовыми шаблонами электрических схем. Настройте сотни электрических символов и быстро добавьте их в свою электрическую схему.Специальные ручки управления вокруг каждого символа позволяют быстро изменять их размер или поворачивать их по мере необходимости.
Чтобы нарисовать провод, просто нажмите на опцию Draw Lines в левой части области рисования. Если вы щелкнете правой кнопкой мыши по линии, вы можете изменить цвет или толщину линии и добавить или удалить стрелки по мере необходимости. Перетащите символ на линию, и он вставится и встанет на место. После подключения он останется подключенным, даже если вы перемещаете провод.
Если вам нужны дополнительные символы, щелкните стрелку рядом с видимой библиотекой, чтобы открыть раскрывающееся меню, и выберите Еще .Вы сможете искать дополнительные символы и открывать любые соответствующие библиотеки.
Нажмите на Установите переходы линии в SmartPanel, чтобы показать или скрыть переходы линии в точках пересечения. Вы также можете изменить размер и форму ваших линий хмеля. Выберите Показать размеры , чтобы показать длину ваших проводов или размер вашего компонента.
Нажмите здесь, чтобы прочитать полное руководство SmartDraw о том, как рисовать принципиальные схемы и другие электрические схемы.
Чем схема подключения отличается от схемы?
Схема показывает план и функцию для электрической цепи, но не касается физической схемы проводов.Электрические схемы показывают, как соединяются провода и где они должны находиться в реальном устройстве, а также физические соединения между всеми компонентами.
Чем электрическая схема отличается от графической?
В отличие от графической схемы, схема соединений использует абстрактные или упрощенные формы и линии для отображения компонентов. Наглядные диаграммы часто представляют собой фотографии с этикетками или подробные чертежи физических компонентов.
Стандартные символы монтажной схемы
Если линия, касающаяся другой линии, имеет черную точку, это означает, что линии соединены.Когда несвязанные линии показаны пересекающимися, вы увидите переход строки.
Большинство символов, используемых на электрической схеме, выглядят как абстрактные версии реальных объектов, которые они представляют. Например, переключатель будет разрывом в линии с линией под углом к проводу, как выключатель света, который можно включать и выключать. Резистор будет представлен серией заглушек, символизирующих ограничение тока. Антенна — это прямая линия с тремя маленькими линиями, разветвляющимися на ее конце, очень похожая на настоящую антенну.
- Провод, токопроводящий
- Предохранитель, отключите, когда ток превышает определенное значение
- Конденсатор, используемый для хранения электрического заряда
- Тумблер, останавливает ток при открытии
- Кнопочный переключатель, мгновенно пропускает ток при нажатии кнопки, прерывает ток при отпускании
- Батарея, накапливает электрический заряд и генерирует постоянное напряжение
- Резистор, ограничивающий ток
- Провод заземления, используемый для защиты
- Автоматический выключатель, используемый для защиты цепи от перегрузки по току
- Индуктор, катушка, которая генерирует магнитное поле
- Антенна, передает и принимает радиоволны
- Сетевой фильтр, используемый для защиты цепи от скачка напряжения
- , генерирует свет при прохождении тока через
- Диод, позволяет току течь в одном направлении, указанном стрелкой или треугольником на проводе
- Микрофон, преобразует звук в электрический сигнал
- Электродвигатель
- Трансформатор, изменяет переменное напряжение с высокого на низкое или наоборот
- Наушники
- Термостат
- Электрическая розетка
- Распределительная коробка
Лампа
Примеры электрических соединений
Лучший способ понять электрические схемы — взглянуть на некоторые примеры электрических схем.
Нажмите на любую из этих электрических схем, включенных в SmartDraw, и отредактируйте их:
Просмотрите всю коллекцию примеров и шаблонов электрических соединений SmartDraw
,