Сведения о производителе токарно-винторезного станка ИЖ-250П
Производитель токарно-винторезного станка модели ИЖ-250П — Ижевский машиностроительный , основанный в 1807 году.
История станкостроения на Ижевском машиностроительном начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- 1И611П
— станок токарно-винторезный повышенной точности универсальный, Ø 270 - 1И611ПМФ3
— станок токарный повышенной точности с ЧПУ, Ø 320 - 1ИС611В
— станок токарно-винторезный высокой точности универсальный, Ø 270 - 95-ТВ (95ТВ)
— станок токарно-винторезный, Ø 250 - 95ТС-1 (ИС1-1)
— станок токарно-винторезный повышенной точности универсальный, Ø 250 - 161-А, 161-АМ (Удмурт-2)
— станок токарно-винторезный универсальный, Ø 350 - 250-ИТВ (ИЖ 250-ИТВ)
— станок токарно-винторезный высокой точности универсальный, Ø 300 - 250-ИТП (ИЖ 250-ИТП)
— станок токарно-винторезный повышенной точности универсальный, Ø 300 - 250ИТВМ (ИЖ 250ИТВМ)
— станок токарно-винторезный высокой точности универсальный, Ø 300 - 250ИТВМ.01, 250ИТВМ.03, 250ИТВМ Ф1
— станок токарно-винторезный высокой точности, Ø 300 - 250ИТВМ Ф2
— станок токарный высокой точности с оперативной системой управления ОСУ, Ø 320 - 1711ИФФ3
— станок фрезерный вертикальный с ЧПУ и АСИ, 300 х 230 - 1715ИФФ3
— станок фрезерный горизонтальный с ЧПУ и АСИ, Ø 320 - 1336м
— станок токарно-револьверный, Ø 420, Ижевск, Киев - ИЖ-Т-400 (1623)
— станок токарно-винторезный универсальный, Ø 400 - ИЖ-250
— станок токарно-винторезный универсальный, Ø 250 - ИЖ-250П
— станок токарно-винторезный повышенной точности, Ø 250 - ИТ-42
— станок токарный с ЧПУ, Ø 320 - ТП500Ф3, ТП1000Ф3
— станок токарный с наклонной станиной с ЧПУ, Ø 250, Ø 500
ИЖ-250П Токарно-винторезный станок повышенной точности. Назначение, область применения
Токарно-винторезный станок повышенной точности ИЖ-250П создан на базе модели ИЖ-250 — станка нормальной точности.
Основным отличием станка ИЖ-250П от базовой модели — конструция подшипников шпинделя: вместо роликовых шпиндельных подшипника на станке установлены бронзовые разрезные регулируемые подшипники скольжения.
Станки токарно-винторезные моделей ИЖ-250П предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250ПП имеет повышенный класс точности и применяется для выполнения более точных работ.
Особенности конструкции токарно-винторезного станка ИЖ-250П
Шпиндель токарно-винторезного станка ИЖ-250П установлен на бронзовые разрезные регулируемые подшипники скольжения и имеет 22 скорости вращения: 12 чисел оборотов от редуктора через клиноременную передачу и 10 скоростей через коробку скоростей в передней бабке.
Конец шпинделя резьбовой М68х6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250П:
- Электродвигатель привода главного движения асинхронный, двухскоростной — 1420/2800 об/мин, мощностью — 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором — 1400 об/мин, мощностью — 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения — 2800 об/мин, мощностью — 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
Основные технические характеристики токарно-винторезного станка ИЖ-250П
Изготовитель — Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска — 1963 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 125 мм
- Расстояние между центрами — 500 мм
- Высота центров — 150 мм
- Мощность электродвигателя — 2,6/3 кВт
- Вес станка полный — 1,5 т
Шпиндель токарно-винторезного станка ИЖ-250П
- Конец шпинделя — резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя — Морзе 5
- Диаметр сквозного отверстия в шпинделе — Ø 33 мм
- Наибольший диаметр обрабатываемого прутка — Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) — 16..2000 об/мин
Подачи и резьбы токарно-винторезного станка ИЖ-250П
- Пределы продольных подач — 0,07..2,17 мм/об
- Пределы поперечных подач — 0,01..1,08 мм/об
- Пределы шагов резьб метрических — (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных — 0,2..6 модулей
- Пределы шагов резьб дюймовых — 24..3,5 ниток на дюйм
Видео
Особенности эксплуатации
Рассматриваемое оборудование оборудовано клиновыми и поликлиновыми ремнями. Для обеспечения максимальной производительности выполнения работ установлен электрический трехфазный двигатель, мощность которого составляет три киловатта.
Он отвечает за обеспечение главного движения. Также имеется редуктор, предлагающий 12 скоростей вращения резца. Если токарю надо повернуть маховик, в селекторных дисках образуется определенная комбинация отверстий. В эти отверстия входят пальцы, расположенные на корпусе рычагов.
Главной задачей этих пальцев является правильное и своевременное переключение блоков шестерен. После этого шестерни, на которые воздействует вращательный момент, приостанавливаются, так как рычаг оттягивается «на себя». Так возникает возможность переключить режим работы.
В модели ИЖ 250 устанавливается фартук закрытого типа. Его наличие позволяет токарному аппарату нарезать резьбу с помощью ходового винта. Кроме того, подача суппорта возможна в продольном и поперечном направлении.
Запомните! Подача может производиться механическим или ручным способом с помощью ходового валика. При этом полностью исключается вероятность одновременной подачи в различных направлениях. За безопасность от подобного эффекта отвечает блокировочное приспособление. Блокировка дополнительно предотвращает включение винта и валика в одно и то же время.
К другим особенностям работы данного токарного станка можно отнесли следующие:
- производитель предлагает станки, в которых можно настраивать скорость вращения шпинделя. В таких моделях отсутствует редуктор;
- подключение к электрической сети осуществляется с помощью пакетного выключателя;
- электрическая аппаратура и силовое оборудование работает от трехфазной электросети, напряжение которой составляет 380 Вольт.
Как выглядит станок в наше время?
Даже несмотря на то, что ИЖ-250 выпускается в наше время, на протяжении нескольких десятков лет производства конструкция не претерпела существенных конструктивных изменений.
Компании, занимающиеся выпуском металлических изделий в промышленных масштабах, могут получить модели с более качественной электрикой и комплектующими с повышенным уровнем надежности. Применение компьютерного метода создания станин, увеличенный класс точности — это далеко не полный перечень достоинств, которыми обладает рассматриваемое оборудование.
Другие особенности
Станок данной модели разрабатывался инженерами «ИЖМАШа» для комплексной обработки металлических изделий, которые имеют небольшие размеры. Именно поэтому они пользовались популярностью в приборостроительной и инструментальной промышленности.
Несмотря на то, что с момента выпуска первого экземпляра прошло несколько десятилетий, на производственных предприятиях до сих пор можно встретить данную технику.
Токарный станок ИЖ 250 выгодно отличается от конкурентов благодаря тому, что с его помощью можно добиться повышенной точности обработки в случаях, если нужно выполнить финишные или получистовые токарные операции. В случае, когда надо выполнить более грубые технологические операции, в процессе которых узлы агрегата испытывают повышенную нагрузку, производитель рекомендует обзавестись модернизированной версией — ИЖ 250 ИТП.
В модернизированной версии ИТВМФ1 имеется возможность обрабатывать детали с повышенной производительностью, поскольку здесь установлена цифровая индикация. Оператору приходится тратить меньше времени на измерение геометрических параметров изделий и выполнение пробных проходов.
Наличие цифровой индексации позволяет воспользоваться рядом других преимуществ:
- отсутствие необходимости запоминать количество оборотов лимба, а также вести расчеты других параметров;
- оператору не нужно тратить свое время и рассеивать внимание на линейную компенсацию неточностей.
Благодаря техническим возможностям токарного станка ИЖ 250 возникает возможность более точно и оперативно нарезать различные типы резьбы. Это основная причина, по которой большое количество производственных предприятий до сих пор пользуется данным оборудованием.
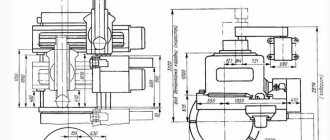
Габариты рабочего пространства токарного станка ИЖ-250П
Габариты рабочего пространства токарного станка ИЖ-250П
Шпиндель токарного станка ИЖ-250П
Станина токарного станка ИЖ-250П
Технические характеристики
Токарный станок ИЖ 250 – это многофункциональное оборудование, что подтверждается не только отзывами мастеров, но и цифрами. Предельный диаметр прутка в патроне составляет 24 миллиметра. При этом диаметр обработки над станиной и суппортом составляет 240 и 168 миллиметров соответственно. Предельное сечение резца – 16х16 миллиметров.
Конец шпинделя, предусмотренного конструкцией ИЖ 250, соответствует ГОСТ. ИЖ 250 демонстрирует интенсивность вращения шпинделя, измеряемую 2500 оборотами в минуту, благодаря мощному 3-киловаттному мотору главного движения.
Этот станок имеет серьезные габариты, равные 1790х810х1400 миллиметров. При этом его масса достигает 1180 кг, что заметно затрудняет его перемещение из цеха в цех.
Место модели в современном мире
Несмотря на то, что токарный станок ИЖ 250 был спроектирован еще в СССР, он выпускается и в наши дни без существенных изменений. Это – довольно бюджетное техническое решение, которое, тем не менее, активно вытесняется современными дорогими аналогами. Сегодня мастеру доступны более качественные и надежные агрегаты, укомплектованные системой компьютерного проектирования и рядом других полезных функций. По классу точности ИЖ 250 отстает от современных машин, равно как и по параметрам эргономичности, производительности и т.п.
Мастеру нужно понимать, что возможностей этого агрегата будет достаточно для выполнения ряда токарных работ, не требующих предельной точности. Но не стоит ожидать от ИЖ 250 высокой производительности из расчета на единицу времени. Если же вам нужен обыкновенный надежный агрегат, который стоит смешные деньги, то обратить внимание на ИЖ 250, все-таки, стоит.
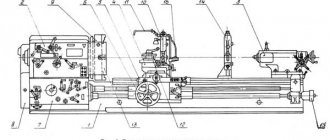
Общий вид токарно-винторезного станка ИЖ-250П
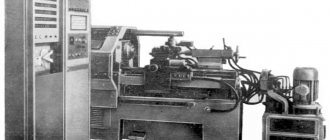
Фото токарного станка ИЖ-250П
Фото токарного станка ИЖ-250П
Фото токарного станка ИЖ-250П
Расположение органов управления токарно-винторезным станком ИЖ-250П
Расположение органов управления токарно-винторезным станком ИЖ-250П
Перечень органов управления станком ИЖ-250П
- Рукоятка включения и выключения фрикциона редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения — винт/ валик
- Рукоятка включения/ выключения перебора
- Маховик продольного перемещения суппорта вручную
- Рукоятка включения/ выключения продольной подачи суппорта
- Рукоятка включения/ выключения поперечной подачи суппорта
- Рукоятка включения реверса подачи
- Рукоятка включения/ выключения ходового винта
- Маховик поперечного перемещения суппорта вручную
- Рукоятка перемещения верхней части суппорта (резцовых салазок)
- Рукоятка поворота и зажима резцовой головки
- Маховик перемещения пиноли задней бабки
- Рукоятка перемещения задней бабки по станине станка
- Рукоятка зажима пиноли задней бабки
- Включение освещения
- Переключатель скорости
- Кнопка пуска «Назад»
- Кнопка пуска «Вперед»
- Кнопка «Стоп»
- Включение станка в сеть
- Включение охлаждения
Схема смазки токарно-винторезным станком ИЖ-250П
Конструкция основных узлов токарного станк ИЖ-250П
ИЖ-250П Передняя бабка токарного станка
Передняя бабка токарно-винторезного станка ИЖ-250П
ИЖ-250П Фрикционная муфта и тормоз редуктора токарного станка
Фрикционная муфта и тормоз редуктора токарного станка ИЖ-250П
ИЖ-250П Коробка подач токарного станка
Коробка подач токарно-винторезного станка ИЖ-250П
Расположение основных узлов токарного станка 250-ИТП
Расположение основных узлов токарного станка 250-ИТП (иж 250-ИТП)
- Станина — 250ИТП.10.000-01
- Редуктор — 250ИТП.17.000
- Коробка подач — 250ИТП.30.000-01
- Гитара — 250ИТП.25.000
- Бабка передняя — 250ИТП.20.000-01
- Электрооборудование — 250ИТП.90.000
- Электрошкаф — 250ИТП.91.000
- Разводка СЦИ —
- Резцедержатель 4-х позиционный — 250ИТП.61.000
- Суппорт — 250ИТП.60.000-01
- Бабка задняя — 250ИТП.40.000
- Фартук — 250ИТП.50.000
Технические характеристики токарно-винторезного станка ИЖ-250П
| Наименование параметра | ИЖ-250 | ИЖ-250П | 1И611п | 250итвм |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | П | П | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 | 250 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 125 | 125 | 125 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 | 500 |
| Высота оси центров над плоскими направляющими станины, мм | 150 | 150 | 130 | 150 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 20 | 16 | 16 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 130 | 127 | ||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 33 | 33 | 27 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 30 | 30 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 22 | 22 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 16..2000 | 16..2000 | 20..2000 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | резбовой | резбовой | 4 | 4 |
| Торможение шпинделя | Есть | есть | есть | |
| Подачи | ||||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 23,5 | 23,5 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 150 | 150 | 180 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,02 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 | 3 |
| Пределы рабочих подач продольных, мм/об | 0,07..2,17 | 0,07..2,17 | 0,01..1,8 | 0,01..1,8 |
| Пределы рабочих подач поперечных, мм/об | 0,01..1,08 (1/2 от прод.) | 0,01..1,08 (1/2 от прод.) | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..6 | 0,2..6 | 0,2..48 | 0,2..48 |
| Пределы шагов нарезаемых резьб дюймовых | 24..3,5 | 24..3,5 | 24..0,5 | 24..0,5 |
| Пределы шагов нарезаемых резьб модульных | 0,2..6 | 0,2..6 | 0,2..30 | 0,2..12 |
| Выключающие продольные упоры | есть | есть | есть | есть |
| Выключающие поперечные упоры | нет | нет | есть | есть |
| Быстрое перемещение суппорта | нет | нет | нет | нет |
| Резцовые салазки | ||||
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 | 120 |
| Цена деления лимба, мм | 0,1 | 0,1 | 0,05 | 0,05 |
| Наибольшие размеры державки резца, мм | 20 х 20 | 20 х 20 | 16 х 16 | 16 х 16 |
| Цена деления шкалы поворота, град | 1 | 1 | 1 | 1 |
| Задняя бабка | ||||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 90 | 90 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | ||
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 | ±10 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт | 2,6/ 3 | 2,6/ 3 | 3 | 3 |
| Электродвигатель станции смазки, кВт | 0,18 | 0,18 | 0,08 | 0,09 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,12 | 0,18 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 | ПА-22 |
| Габаритные размеры и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2030 х 875 х 1220 | 2030 х 875 х 1220 | 1770 х 970 х 1300 | 1790 х 810 х 1400 |
| Масса станка, кг | 1570 | 1570 | 1180 | 1180 |
- Токарно-винторезный станок повышенной точности ИЖ250П. Руководство к станку, Ижмаш, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Заводы производители токарных станков
- Заводы производители металлорежущих станков
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Станок ИЖ 250 ИТП, 1983 г.в. Привожу в порядок. Нуждаюсь в ответах на некоторые вопросы.
Здравствуйте!
К великому счастью удалось таки приобрести серьезный станок. Искал конкретно ИЖ-ы (в приоритете, хоть какой-нибудь), или как вариант — 1П611. Смотрел еще варианты, схожие по габаритам и мощности (ОТ-5, 16Б05П).
В наших краях такие станки в продаже выстреливают несколько раз в год. Конкретно ИЖ (в принципе) в продаже появлялся от силы раз 5 за год, по всему Казахстану. (не считая десятков мошеннических объявлений). В Алма-Ате, так вообще только раз. Упустил летом один круглый 611й, как выяснилось он попал в хорошие руки к достойному человеку. Станки «для гаража» разлетаются как горячие пирожки))
Попалась хорошая П-шка, но по соответствующей цене. Не рискнул. Попался один 16Б05П — но с отпескоструенной станиной. Ну Вы поняли….
В итоге мне все-таки перепал станок. ИЖ250ИТП, 83 г.в., «условно комплектный». Станок списан из учебного заведения. Как изъяснялся по этому поводу (происхождения оборудования) кто-то, кто именно не вспомню на ютубе — станок, похоже, работал не столь много, но, за ним не то-чтобы не ухаживали, скорее ему слегка вредили. Из плюсов — только то, что его не красили (хоть за это спасибо).
Станок «условно» комплектный — в комплекте поставки «как есть», (Брал почти в слепую, из другого города на другом конце страны, по Ватсапу — только видео и фото. Хороший знакомый человек в том городе меня подстраховал, в плане «кидалово-не кидалово» — на деле продавец хороший парень, сам по-моему переживал не меньше меня)) ).
Так вот. Условно комплектный — это все, кроме (согласно паспорта): Станции СОЖ (есть только бак), защитных щитков патрона и суппорта, лампы, сменных шестерен гитары, обратных кулачков, кронштейна для индикатора на поперечку и поводкового патрона. Ключ для болтов резцедержки так-же не приложили. «как есть» — бери или беги))
Бабка, фартук, маслонасос, мотор, шестерни гитары(оказался дюймовый вариант набора), крышки (кроме одной) — все на месте. Бонусом установочные шпильки, патрон сверлильный с хвостом КМ3 (жил в пиноли), пара резцов в держателе (металлолом в общем-то). В недрах обнаружено (в куче грязи) приличное сверло 4.5, обрезки кругляка, и горы грязи. Чекушки не обнаружил.
Станок по бирке 250ИТП, год выпуска 1983й. Модель, как я понимаю — переходная, между 611м и ИТВМ01. Я не шибко разбираюсь в ИЖ-ах, но как удалось понять — основные узлы у него ближе к 611-му, но отличия (я так понял, это уже узлы «от» ИТВМ?) есть:
Высота центров 150мм.
Резцедержка со «спиральной шестерней».
Электрический шкаф за передней бабкой.
Коробка передач с диапазоном 25-2500.
Передняя бабка — верно ли, что «своя» — ?
Я имею в виду, что высота центров отличается от 611го, но шпиндель «длинный», ремни «посередине», отдельного ремня на привод КП — нет.
(У товарища на работе есть доступ к 250ИТВ 88г.в. — на нем уже «другая» бабка, с коротким шпинделем).
Паспорт на него скачал здесь-же (пока станок ехал).
Кстати, насчет доставки — замолвлю слово за JET Logistics — дали самое выгодное предложение по цене — на треть дешевле других, привезли Очень быстро на мой взгляд. За них уже пару раз слыхал положительные отзывы от знакомых и не очень людей. С JET можно работать. Колл-центр перезванивает, если не удалось связаться. Оплата через банкинг работает. На терминале помогли погрузить в пикап. Груз отслеживается на сайте, по изменению статуса приходят СМС сообщения.
Ни в коем случае не реклама, просто может кому пригодится — достойный партнер по логистике.
Так вот — насчет паспорта. В нем (который 250ИТП-ИТВ-ИТВФ1)
— описывается станок, с бабкой под короткий шпиндель и коробкой на диапазон 63-3150.
Соответственно, вопрос: нет ли случаем у кого паспорта на именно мой вариант станка (252ИТП, 83 ГОД), в электронном виде? (паспорта на 611й, и на 611й круглый в т.ч. скачал и изучил.) Буду благодарен
Решено станок отмыть по-человечески, частично подразобрать с целью выявления потенциальных проблем (в процессе). Есть проблемы, вопросы ниже.
У меня к сожалению нет возможности провести 3 фазы (как у всех, основная причина отказа от станка «крупнее»). Есть намерение соединять через ПЧ (частотник). Об этом ниже постараюсь сформулировать вопрос.
Уже выявлено:
Патрон хлам. Это факт. Патрон на планшайбе, она на 3х шпильках. Это вроде как — хорошо ()?
Выработка на продольных есть. Это факт. На сколько сильно — пока не берусь судить.
Отсутствовали винты клина поперечки (выточил на ТВ-шке.) Поперечка потрепана. Насколько — не берусь судить. Клин (уроды) забивали молотком. Край ластохвоста выломан со стороны дальнего болта(вроде как не смертельно).
Был удар в малую продольную (кулачком наверное), да так, что винт там замяло, пришлось бормашиной на месте придать ему форму цилиндра — чтобы выкрутить. Выточил другой. Собрал — ходит.
Над резцедержкой издевались, но вроде — не смертельно. В нее похоже въезжали фрезой. Забоины убрал напильником. Резьбы в порядке, кроме одной, не беда.
Бабка задняя: пиноль снаружи покоцана, но ходит плавно. Конус внутри на ощупь не без проблем. Есть развертка КМ3 — нет уверенности в себе)) Это решим позже.
Передняя бабака — внутри есть ржавчина. Не на шестернях, Боже упаси. На валах привода вилок, на ванночке, на дисках выбора ходов вилок. пока не знаю, как быть. Разбирать н хочется — очкую. Залил солярой..
Масленки. Много таких, по которым по-моему били молотком (зачем?)
Фартук. Тут больше всего вопросов.
Первое — большая шестерня на валу, на котором сидит шестерня рейки задевает (терла всю дорогу, много мелкой пыли) за одну из шестерен привода хода поперечки. Визуально — люфтит в посадке подшипник (только осевой). Еще не разбирался.
Не ясно, исправен ли плунжерный насос — думаю его снять.
Не могу разобрать корпуса маточной гайки. О должном отношении к станку у прежних пользователей мыслей не возникало. Маточная гайка (гайка поперечки тоже) в густом говне пластичной смазке, соответственно — вся в грязи. Нужно ее разобрать и отмыть. Как это сделать? поискал здесь и на ютубе — не нашел. НГашел здесь ьех, кто задавал аналогичный вопрос. Написал. Еще не ответили.
Поддон фартука частично выломан спереди, справа. Масло не течет. Отсутствует часть с канавкой. Насколько это критично?
Заметил, что как и у многих (на видео) звенит лимб продольной — это «болезнь»?))
Изменено 24 января пользователем Ртуть капс лок (БОЛЬШИЕ буквы)