Что делать, если часто возникает необходимость обработать ту или иную металлическую деталь нужного качества, а под рукой нет станка, который, будучи простым в эксплуатации, выдавал бы качественный результат? — Не думайте, что это несбыточные мечты! Конечно, новое оборудование стоит дорого (или очень дорого), приобретение может и не окупиться даже в отдаленной перспективе. Но выход есть! — Авито предлагает ассортимент токарных станков, уже бывших в употреблении, но еще работоспособных.
Покупка б/у ТВ 320, испытанного временем и доказавшего свою полезность, — реальная возможность из-за существенной разницы в цене. Доступно и достижимо.
Описание
ТВ 320 — это станок высоких оборотов специального назначения. От подобных агрегатов выгодно отличается тем, что ТВ 320 дает возможность максимально использовать свои технологические параметры при обработке металлических запчастей на высоких скоростях. Можно точить и выполнять несколько операций одновременно. Скоростной режим — главный секрет эффективности (максимум производительности и чистоты обработки) станка ТВ 320.
Есть два ряда резцов на двух резцедержателях — впереди и сзади. Допустима установка заднего на суппорт. Чтобы обточить конус, центральная часть задней бабки поперечно смещается.
ТВ 320 можно использовать для выполнения обширного перечня действий:
- производство инструментов;
- производство приборов;
- операции;
- нарезка метрической и другой резьбы;
- обточка конусов…
Для эксплуатации ТВ 320 установлены границы мощности и силовых нагрузок, превышение которых недопустимо:
- предел мощности (электродвигателя главного движения) — 2,8 кВт;
- предел прочности точения зависит от способа: продольное — 220 кг, поперечное — 612 кг.
На станке ТВ 320 будет приятно трудиться тем, кто довольствуется только высокоточной работой. Все его конструктивные элементы выполнены согласно высоким требованиям. Основные части: станина,
- ходовой винт,
- шпиндельный узел,
- передний подшипник,
- зубчатые колеса.
Правила эксплуатации
Перед тем как начать работать, нужно выставить обороты шпинделя, в зависимости от выполняемой работы меняют шестерни подач в гитаре станка, по специальной таблице. На шпиндель устанавливается патрон и планшайба, также в патрон станка устанавливается обрабатываемая заготовка и затягивается. При обработке детали в центрах подводят заднюю бабку. В резцедержатель устанавливаются и закрепляются нужные резцы для обработки детали. Далее выполняется запуск агрегата кнопкой «пуск», завершается работа нажатием кнопки «стоп».
Чтобы обороты шпинделя были в обратном направлении, рукоятку переключателя перемещают назад. После окончания работы нужно обязательно ставить ручку в нейтральное «выключенное» положение, так как кнопка «стоп» не снимает напряжение станка, а только выключает электродвигатель. Для продольных подач, а также для нарезания резьбы включается маточная гайка с помощью рукоятки.
Нельзя допускать чрезмерного нагревания шпинделя, если такое происходит, значит, необходимо сменить смазку. Очень важно следить за нагревом подшипников, чтобы в дальнейшем своевременно устранить неполадки.
Устройство
Станина.
Фото 1: станина.
К станку весом в 900 кг, на котором проводится высокоточная обработка металлических деталей, предъявляются обоснованные требования к устойчивости как залогу безопасной работы. С этой точки зрения, к чугунной станине коробчатой формы ТВ 320 ни один потребитель претензий не выдвигал. Жесткость станины внутри дополнительно усилена мощными диагональными ребрами. Держат ее пара чугунных стоек. Вверху — четыре направляющие: три из них — призматические, а последняя — плоская. Рассмотрим главные узлы.
Передняя (шпиндельная) бабка.
Фото 2: передняя бабка.
Цельнолитая из чугуна.
Шпиндель — это шейка конусной формы на пустой трубе. В его передней опоре находится подшипник скольжения, а сзади — другой подшипник — высокоточный радиально-упорный. И есть еще третий — упорный подшипник. Переключатель скоростей расположен впереди шпиндельной бабки, а сзади нее поместили узловую коробку подач. Есть два рабочих направления. Изменение направления (прямое — обратное и наоборот) не влияет на установленную величину вращения и осуществляется механизмом слева в передней бабке, работу подшипников которой регулируют специальные гайки.
Токари считают шпиндель технически удовлетворительным узлом.
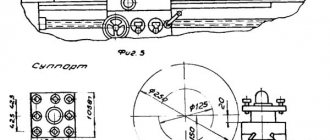
Суппорт.
Фото 3: суппорт.
Суппорт — место фиксации режущего механизма, каретку которого после крепления можно перемещать продольно и поперечно.
Продольное перемещение бывает механическим или ручным. Внутренние два паза в форме буквы Т предусмотрены для установки дополнительного резца. Поперечное перемещение выполняют резцовые салазки, а его величину регулируют двумя упорами: шариковый и поперечный. Первый облегчает проверку показателей, а второй — обработку серии деталей.
Фартук.
Фото 4: фартук.
Находится впереди. Приспособление, исключающее угрозу поломки при неожиданном одновременном включении ходовых винта и валика, помещено в суппорт. Маточная гайка включается только, когда переключающая рукоятка находится посередине.
Перегрузки в фартуке вызывают автоматическое отключение: вводится в действие «падающий червяк».
Коробка скоростей.
Фото 5: коробка скоростей
Благодаря этому конструктивному механизму (три вала и два блока шестерен) вращается шпиндельный узел (девять скоростей). Можно отрегулировать натяжение ремней, которые передают вращение, за счет перемещения корпуса коробки по предусмотренным пазам.
Ослабив фиксирующие болты, можно переместить коробку.
Зазоры подшипников, размещенных в опорах валов коробки, регулируют винты и гайки. Так валы легче переносят нагрузки (осевые, радиальные).
Стандартная комплектация оборудования предназначена наносить метрическую резьбу. А дополнительные шестерни — другую резьбу. Подобрать нужную можно, воспользовавшись инструкцией. Для этого понадобится таблица на крышке гитары.
Задняя бабка
Единственный способ ее продольного перемещения — вручную. Бывает нужно при обработке длинной заготовки, правый край которой таким образом можно поддержать и закрепить режущий инструмент эксцентриковым механизмом.
Поперечно перемещая бабку, обрабатывают конусные поверхности. А продольное перемещение обеспечивается винтом, соединенным с гайкой, который вращается маховиком. Перемещающуюся внутри бабки пинолю, фиксируют два зажимных сухаря, соединенных с управляющей рукояткой.
Если понадобится ремонтировать заднюю бабку самостоятельно, стоит предварительно посмотреть видео:
Дополнительные приспособления.
Что и как можно установить, стоит посмотреть на видео:
Токарный станок ТВ-16: схемы/описание + характеристики
Рассматриваемое оборудование относится к истокам советского союза. Его массовая сборка приходится на 50-е года 20-го века. В современное время найти новые модели агрегата нереально. При желании приобрести бывший в употреблении станок, придется облазить площадки объявлений вдоль и поперек.
1) Назначение токарного станка ТВ-16 + технические характеристики
Изначальная задумка при разработке оборудования – упор на обучение. Станок токарный ТВ-16 школьным называют не просто так. В советское время агрегатом обеспечивались все учебные заведения среднего и высшего звена, а для профессиональных училищ со специализацией токарь, фрезеровщик – станок был попросту незаменим.
Важно: станок рассчитан на степень сложность проводимых работ среднего и ниже уровней. Получить детали с высоким классом точности на оборудовании не удастся даже при участии высококвалифицированного специалиста.
Базовые операции, на которые способен токарный станок ТВ-16 – это точение, растачивание, нарезка резьбы и сверление различных отверстий. Цель создания оборудования – промышленное образование.
Чтобы не создавать неудобств при размещении в мастерских, станок разрабатывался с упором на компактность. Габариты оборудования 115х60х120 сантиметров, а вес составляет всего 180 килограмм. Детальнее по характеристикам станка в таблице ниже.
Приемлемые размеры по заготовкам для обработки на ТВ-16 – 16 сантиметров над станиной и 9 сантиметров над суппортом. Если сравнивать агрегат с моделью ТВ-4, то отверстие в шпинделе имеет больший размер (1.8 сантиметра).
Какие упрощения были внедрены в ТВ-16:
- нет коробки скоростей. Переключение производится за счет ручной смены расположения ремня;
- нет коробки скорости. Контроль скорости или шага резьбы осуществляется за счет смены шестеренок;
- нет ходового вала. Подачу суппорта осуществляется исключительно за счет ходового винта.
Максимальная допустимая длина по обтачиванию заготовок не превышает 25 сантиметров. В движение станок приходит от двигателя асинхронного типа, имеющего мощность в 0.4 кВт, и питающегося от сети в 380 Вольт. Для работы от обычной розетки требуется наличие 2-х ступенчатого шкива контрпривода + 3-х ступенчатого шкива для шпинделя.
2) Конструкция агрегата
Токарное оборудование с ручным управлением на 80% схоже по своему устройству. Обучающее направление ТВ-16 удалило из его сборки пару-тройку конструктивных узлов, что снизилось на точности обработки деталей, но даже так, станок все еще пригоден для использования среднестатистическим умельцем у себя в гараже.
| Узел | Функционал + описание |
| Станина | Основа станка, на которой расположены другие элементы сборки. Материал исполнения – литой чугун. Форма – по типу коробки, что обеспечивает для станка необходимый запас прочности по углам. На станине располагается паз прямоугольной формы, куда будет направляться суппорт по продольной оси. В дополнение идет еще 2 паза по типу призмы и буквы «Т» для фиксации/указания направления бабки в задней части станка. Впереди станины имеется рейка + винт ходового типа. |
| Бабка впереди | В состав узла входит 3 компонента – шпиндель, трензеля рукояти и непосредственно корпус с крышкой. Функционал узла – вращение заготовки в процессе обработки. |
| Привод | Смонтирован в левой части оборудования на салазках с креплениями винтами к деревянной крышке стола, где располагается станина. Запуск производится за счет асинхронного электрического двигателя с 3-мя фазами тока. Мощность варьируется от 0.4 до 0.5 кВт, а скорость вращения до 1 350 оборотов в минуту. Движение передается через вал за счет клиноременных передач. Натяжение ремня производится вручную через виты. Во время переброски ремня используется эксцентриковый механизм. Шкивы электрического двигателя обеспечивают станок шестью скоростями вращения. |
| Подающий механизм | Задача элемента сборки – отправка двигательной силы на ходовой винт. Тут же производится настройка продольного поступления во время точки и нарезки резьбы. «Внутренности» подающего механизма располагаются в литой коробке с люком. Для повышения безопасности эксплуатации ТВ-16, на поверхности коробки расположены кнопки вкл/выкл электродвигателя. |
| Фартук | Элемент производит перемещение держателя резца от винта ходового типа к суппорту. Корпус фиксируется болтами к каретке суппорта. Внутренняя гайка ходового винта включается и выключается через рукоятку, крайнее положение которой определяется за счет фиксатора шарикового типа. Передвижение фартука обеспечивается маховиком и лимбом. Для смазывания резцов и других компонентов фартука используется ванна на верхней части детали. |
| Суппорт | Задача узла – крепеж + смещение резцов по оси. В группу входит 3 компонента – каретка, держатель резца и салазки. Первый компонент является несущим и выполняет транспортную роль по осям. Салазки поперечного типа имеют ход под 90 градусов к оси ТВ-16 по направляющим сверху. Продольное смещение производится за счет рейки с шестерней, которые смещают винт хода. |
| Бабка сзади | Задача узла – фиксация больших заготовок, в которых будут протачиваться отверстия. Группа состоит из 5 элементов – плита, винт, маховик, пиноль и корпус. Чтобы бабка не косилась, используются направляющие призматического типа. Крепление узла в задней части станины происходит за счет эксцентрика. При заточке конусообразных заготовок, смещение поперек идет за счет винта. |
Станину располагают на деревянном столе (который также шел ранее в комплектации). Для фиксации используются 6 болтов крупного диаметра. В 2022 году тяжело найти полную сборку ТВ-16 со всеми компонентами заводской поставки. Столы из дерева уже отжили свое, потому, придется искать крепежную площадку для станка собственными силами.
2 варианта сборки токарного станка по металлу своими руками
3) Эксплуатация оборудования + техника безопасности
Перед установкой токарного станка ТВ-16 требуется прочистить и смазать шестерни + скорректировать просветы, имеющихся между направляющими каретки суппорта. Далее, идет его полная сборка и фиксация на деревянной крышке стола + выравнивание по горизонтали за счет уровня. После, на шкив устанавливается и натягивается ремень.
Важные эксплуатационные моменты:
- обрабатываемая заготовка фиксируется центром или планшайбой. В первом случае требуется подведение задней бабки;
- запуск и выключение станка производится кнопками «Пуск» и «Стоп»;
- монтаж инструментов производится на резцовом держателе;
- нельзя обслуживать узлы станка без предварительного отключения от электросети;
- периодичность очистки оборудования – 1 раз в 30 дней;
- контакты станка имеют серебряное напыление, потому зачищать их нельзя. После механического воздействия произойдет почернение, а это приведет к проблемам в работе станка с вероятностью 90%;
- во избежание появления коррозии металла, якорь и сердечник смазывают автомобильным маслом и протирают ветошью;
- полная проверка оборудования обязана проводиться не реже раза в 12 месяцев;
- замена смазочных материалов проводится каждые 30 000 часов работы станка;
- перед точением заготовки следует отрегулировать обороты станка, подбирая их под конкретный тип материала;
- для нормального функционирования резервуар под масло следует заполнять на 66% от общего объема.
С целью профилактики осмотр токарного станка ТВ-16 проводится хотя бы 1 раз в 4-5 месяцев. При чрезмерном нагревании шпинделя требуется заменить смазку + проверить надежность соединения. Подшипники подвергаются проверке чаще остальных элементов конструкционных узлов – это обусловлено эксплуатационными особенностями станочного оборудования как такового.
Важно: во избежание коротких замыканий пару раз в месяц чистите от паутины и пыли коробку проводного шкафа станка.
Помимо профилактических мер, следует проверять на факт неполадок выключатель, гайки и места стыков. Удаление засорений, подтяжка ослабевших болтов и удаление нагара – 3 базовых условия бесперебойной работы оборудования, в особенности б/у.
Придерживайтесь техники безопасности:
- не занимайтесь смазкой и очисткой узлов станка при включенном электродвигателе;
- при уходе с рабочего места всегда выключайте станок;
- не забывайте о качественном освещении рабочей области;
- проблемы в процессе работы обязательно должны приводить мгновенной остановке станка и его отключению от электросети;
- перед началом работы всегда проверяйте заземление оборудования.
При поломках станочного оборудования тяжело решить проблему самостоятельно. Устройство станка имеет множество нюансов, а потому заниматься обслуживанием механизмов обязан высококвалифицированный специалист.
4) Аналоги токарного школьного станка ТВ-16
Тв-16 не единственная модель станочного оборудования, которая стоит внимания мастеров и гаражных умельцев. Постсоветское пространство готово предложить множество аналогичных моделей с более широким функционалом и меньшей стоимостью. Мы выделили наиболее очевидных претендентов в отдельный рейтинг.
А) ТВ-9
| Стоимость | ★★★★ (4.0 из 5.0) | Общая привлекательность ★★★★★ 4.0 |
| Доступность | ★★★★★ (5.0 из 5.0) | |
| Отзывы по работе | ★★★★ (4.0 из 5.0) |
Очередная вариация учебного оборудования. Стоимость агрегата составляет от 450 000 рублей. Страна-производитель – Россия. Важным отличием от ТВ-16 является факт серийного производства в 2022 году. Человек может приобрести новую модель станка в большинстве крупных городов РФ.
Технические характеристики:
- выдаваемый класс точности «Н»;
- максимально допустимый диаметр детали над станиной составляет 22 сантиметра;
- максимально допустимый диаметр детали над суппортом составляет 10 сантиметров;
- максимум по допустимой массе – 10 кг;
- диапазон оборотов от 60 до 1000 в минуту;
- электродвигатель выдает 1.1 кВт мощности и работает от сети в 380 Вольт.
Габариты станка ТВ-9 составляют 140х62х73 сантиметра, а масса не превышает 230 килограмм. Мелкота оборудования никак не сказывает на его производительности. Машина может посоперничать в качестве обработки чугуна, меди алюминия и стали с полноценными напольными типами станков.
Иван Заволожин — эксперт по токарной обработке
Б) PROMA SM-300E
| Стоимость | ★★★★★ (5.0 из 5.0) | Общая привлекательность ★★★★★ 4.5 |
| Доступность | ★★★★★ (5.0 из 5.0) | |
| Отзывы по работе | ★★★★ (4.0 из 5.0) |
Мини-станок производится в Чехии. Основное достоинства перед конкурентами – компактность. По размерам агрегат имеет 77х33х33 сантиметров, а вес в 40 килограмм позволяет поднять оборудование даже одному человеку.
Базовые технические характеристики:
- мощность потребления составляет 300 Вт;
- напряжение 230 В;
- диаметр по обточке над станиной составляет 18 сантиметров, а над суппортом 11 сантиметров;
- длина обточки 30 сантиметров;
- выдаваемые обороты с 2-х ступеней от 100 до 2 500 в минуту.
Особая привлекательность станка базируется на его ценнике в 60 000 рублей за новый комплект поставки. Мелкие габариты позволят использовать и хранить оборудование как в гараже, так и дома. Сравнивая с бытовыми приборами, станок по размерам сопоставим с крупногабаритной швейной машинкой.
Демонстрация возможностей станка ТВ-16:
В) JET BD-11W
| Стоимость | ★★★★★ (5.0 из 5.0) | Общая привлекательность ★★★★★ 4.5 |
| Доступность | ★★★★ (4.0 из 5.0) | |
| Отзывы по работе | ★★★★★ (5.0 из 5.0) |
Еще один иностранец, который уже снят с производства, но все еще популярен в профессиональных кругах среди токарей. Выпускается одноименной компанией JET. Из достоинств – небольшие габариты, адекватный ценник и работа о сети в 220 Вольт. К минусам отнесем труднодоступность некоторых деталей оборудования из-за его заграничного происхождения и отсутствие серийного производства на текущий момент.
К прочим альтернативам можно отнести также другие агрегаты серии ТВ: ТВ-4, ТВ-6, ТВ-7 и ТВ7М. Большинство из них располагают техническими характеристиками токарного станка ТВ-16, а некоторые модели даже превосходят рассматриваемого кандидата в разы.
Тонкости регулировки: настройка оборудования
Стабильность и функциональность 1Е61МТ зависит от предварительной настройки каждого отдельного модуля для определенной операции.
Регулировка подходящей жесткости передвижных салазок производится путем настройки клина, дополнительных деталей токарного агрегата. Подтяжки клина обеспечивается следующими действиями:
- Предварительно немного отпускается винт.
- Клин поджимается другим винтом, он расположен поблизости, при этом мастер добивается плавного хода салазок.
- Окончательная фиксация обеспечивается первым винтом, после регулировки его необходимо завернуть максимально сильно.
Следует перед каждым запуском проверять состояние натяжки клиновых ремней, они могут сильно растягиваться, такая ситуация выступает нарушением безопасности точения.
Необходимо проверять состояние натяжки клиновых ремней
Подтягивание ремней осуществляется:
- Передняя тумба полностью оголяется от крышек.
- Салазки подтягиваются, проходя по продольным пазам при помощи специального винта, так подбирается оптимальная натяжка.
- Окончательная фиксация выполняется гайками.
Специализированной настройке подвергаются шпиндельные ремни токарного агрегата, проверяется даже подшипник основного шпинделя.