Делительный диск своими руками — Металлы, оборудование, инструкции
Увеличение функциональных возможностей производственного оборудования возможно после установки делительной головки. Она необходима для производства сложных деталей и заготовок. Зачастую этот компонент входит в комплектацию по умолчанию. Если же он отсутствует – необходимо правильно подобрать оптимальную модель.
Назначение делительной головки
Для формирования детали нужной формы может потребоваться ее смещение относительно оси станка. Сделать это можно с помощью делительной головки. Она может быть как отдельной частью конструкции, так и ее составляющей.
Компонент крепится на станине оборудования. У него предусмотрены различные варианты фиксации изделия, которые зависят от типа насадки. Регулировка положения происходит с помощью нескольких рукоятей и диска. На последнем расположены отверстия, которые фиксируют положение делительного компонента.
Подобный инструмент может понадобиться для выполнения следующих процессов:
- фрезерование канавок на поверхности. Для этого не понадобится большая точность. Важно контролировать глубину и ширину заготовки;
- формирование граней на деталях. Это актуально для нестандартных гаек, инструментов, хвостовиков. Операция требует высокой точности;
- фрезерование шлицев и пазов. Нередко для этого необходимы существенные смещения заготовки. Поэтому следует выбирать модели делительного диска с минимальным показателем погрешности.
Для увеличения скорости выполнения работы деталь не должна постоянно демонтироваться. Изменение ее положения относительно фрезы станка происходит с помощью вышеописанного инструмента. Особую сложность представляет собой формирование винтовых канавок. Эту операцию можно выполнить только с помощью точной модели.
Перед приобретением делительной головки для конкретного типа оборудования необходимо проверить ее совместимость со станком. Любая самостоятельная переделка монтажной части может отразиться на качестве продукции.
Виды делительной головки
Многофункциональная делительная головка
Учитывая специфику применения, следует детально ознакомиться с типами и общей классификацией делительных головок. Они являются обязательными для универсальных фрезерных станков. Комплектация горизонтально-фрезерных выполняется только при надобности выполнения сложных работ.
Прежде всего необходимо определиться с типов проводимых работ на станке. Особое внимание уделяется точности их реализации. Следующим параметром является сложность и точность настройки оборудования для эксплуатации. В зависимости от этих факторов можно выбрать модели с высокой точностью, и допустимыми показателями погрешности. В некоторых случаях подобное устройство делают самостоятельно.
Существует следующая классификация фрезерных делительных головок:
- простые. Особенностью является несложная настойка и легкость управления. Основным компонентом является шпиндель, на который с одной стороны крепится заготовка, а вторая соединена со специальным диском (лимбом). На поверхности последнего нанесены отверстия (от 2-х до 24-х). С их помощью происходите смещение детали относительно оси фрезерования;
- комбинированные. Управление происходит с помощью рукоятки. Чем больше число нажатий – тем значительнее удаление центральной оси заготовки от режущего инструмента. Применяется для изготовления сложных деталей;
- универсальные. Представляют собой сложный технологический комплекс, настройка которого выполняется как с помощью числа переключения рукояти, так и при движении самого диска. Это осуществляется системой зубчатых колес. Этот тип ДГ называют дифференциальными.
Также рекомендуется ознакомиться с принятой маркировкой. Она поможет определить оптимальную модель, узнать ее параметры. В качестве примера можно рассмотреть расшифровку наименования УДГ-40-Д250:
- УДГ. Это обозначение устройства – Универсальная Делительная Головка;
- 40 – значение передаточного числа. Оно показывает, за какое количество оборотов ручки шпиндель развернется на 360°;
- Д250 – максимально допустимый размер обрабатываемой заготовки.
Модели класса УДГ чаще всего применяются для формирования сложных кромок и поверхностей. Они изготавливаются по индивидуальному заказу или являются компонентами универсальных фрезерных станков.
Редко встречающиеся оптические виды имеют маркировку ОДГ-5, где 5 – цена одного деления в секундах.
Технические характеристики УДГ
| Головка | УДГ 400 | УДГ 320 | УДГ 250 | УДГ 160 | УДГ 125 |
| Диаметр заготовки, мм | 400 | 320 | 250 | 160 | 125 |
| Червячная пара | 1 к 40 | 1 к 40 | 1 к 40 | 1 к 40 | 1 к 40 |
| Диаметр сменных колес | 32 x f9 | 32 x f9 | 20 x f9 | 20 x f9 | 20 x f9 |
| Диаметр шпинделя, мм | 38,2 | 38,2 | 26,5 | 14,9 | 20,2 |
| Цена деления лимба | 15 | 15 | 15 | 15 | 15 |
| Диаметр патрона, мм | 200 | 160 | 160 | 100 | 125 |
| Ширина шпонок, мм | 22 | 18 | 18 | 12 | 14 |
| Масса, кг | 106 | 101 | 536,6 | 25 | 28 |
УДГ 400 УДГ 320 УДГ 250 УДГ 160 УДГ 125
Расчетная таблица делений
| Части деления | Количество оборотов | Отсчитываемые отверстия | Всего отверстий |
| 2 | 20 | — | — |
| 3 | 13 | 11 | 33 |
| 4 | 13 | 9 | 39 |
| 5 | 13 | 13 | 39 |
| 6 | 19 | — | — |
| 7 | 8 | — | — |
| 8 | 6 | 22 | 33 |
| 9 | 6 | 20 | 30 |
| 10 | 6 | 26 | 39 |
| 11 | 5 | 35 | 49 |
| 12 | 5 | 15 | 21 |
| 13 | 5 | — | — |
| 14 | 4 | 24 | 54 |
| 15 | 4 | — | — |
| 16 | 3 | 10 | 30 |
| 17 | 3 | 3 | 39 |
| 18 | 2 | 42 | 49 |
| 19 | 2 | 18 | 21 |
| 20 | 2 | 22 | 33 |
| 21 | 2 | 20 | 30 |
| 22 | 2 | 28 | 39 |
Самостоятельное изготовление
Самодельная делительная головка
Одним из недостатков заводских моделей является их высокая стоимость. Поэтому для выполнения несложных операций изготавливается самодельная конструкция. Для практической реализации потребуются определенные компоненты.
В первую очередь потребуется червячный редуктор. Его можно подобрать из б/у станков или выточить самостоятельно. Также необходимо использовать токарный патрон (оптимальный диаметр- 65 мм) и лимб. Последний можно взять из старых чертежных кульманов. Для ограничения обработки рекомендуется установить стопорящий винт.
Прежде чем приступить к изготовлению деталей, необходимо выполнить настройку делителя. Для этого можно взять любую стандартную деталь и выточить какую-либо фигуру. После сравнения ее с аналогичной, выполняется дополнительная юстировка.
Сведения о производителе делительных головок УДГ-200 (УДГ-Д-200)
Разработчиком и изготовителем делительных головок УДГ-200 (УДГ-Д-200) до 1990 года было Ленинградское оптико-механическое объединение ЛОМО.
В настоящее время производство и реализацию универсальных делительных головок УДГ-160 (УДГ-Д-160), УДГ-200 (УДГ-Д-200), УДГ-250 (УДГ-Д-250), УДГ-320 (УДГ-Д-320) осуществляет Производственная , которая была основана в 1990 году на базе — ОАО «ЛОМО».
Продукция, выпускаемая Ленинградским оптико-механическим объединением ЛОМО
- УДГ-100 (УДГ Н-100)
— универсальная делительная головка 100 (Ø 200) - УДГ-135 (УДГ Н-135)
— универсальная делительная головка 135 (Ø 270) - УДГ-160 (УДГ-Д-160)
— универсальная делительная головка Ø 160 - УДГ-200 (УДГ-Д-200)
— универсальная делительная головка Ø 200 - УДГ-250 (УДГ-Д-250)
— универсальная делительная головка Ø 250
Делительный диск своими руками
Делительная головка – это устройство периодического поворота заготовки для последующей фиксации её поверхности в зоне обработки под расчётным углом.
Производство зубчатых колёс, придание деталям плоских, фасонных и других конфигураций с требуемой точностью, осуществляется фрезерованием заготовок, периодически смещаемых относительно оси обработки.
Виды
Рабочими функциями устройств являются:
- закрепление заготовки;
- её периодическое вращение и фиксация.
Назначения элементов конструкции разных видов установок одинаковы и состоят из:
- металлического корпуса;
- поворотной части головки;
- механизма зажима и фиксации деления.
Полнота объёма задач определяется элементами конструкции и бывают трёх видов:
- упрощённая (или непосредственного деления);
- универсальная делительная головка;
- оптическая головка.
Делительные головки упрощенного типа
Непосредственного деления. Обладают конструкцией малой сложности, применяются при изготовлении стандартных деталей в большом количестве: фрезерование прорезей, канавок, шлицев и граней деталей. Опыта и навыков эксплуатации и обслуживания не требуют.
Универсальные делительные головки (УДГ)
Устройство (УДГ) предназначено для производства деталей, требующих больший предел делений, чем в упрощённых механизмах. Подбирается по размеру фрезерного станка. Например: при ширине стола в 400 мм применяется УДГ-Д320. Индекс (Д320) означает, что размер диаметра детали не может превышать 320 мм.
В промышленности распространены модели УДГ:
- Д160 и Д200 с диаметрами заготовок до 160 и 200 мм, соответственно.
- Д250 – для обработки массивных деталей с диаметром до 250 мм.
- Д320 – диаметр заготовки до 320 мм. С комплектом сменных зубчатых колёс и двумя гитарами для них.
- Д400 – Делительный диск с количеством отверстий от 16 до 31, с одной стороны, и от 33 до 54 – с другой.
Оптические делительные головки
Востребованы при обработке режущего инструмента с большим количеством лезвий. На шпинделе закреплён стеклянный диск с 360° градуировкой. Визуально, по окуляру, угол поворота устанавливается с требуемой точностью.
Вращением маховика на валу червячного колеса, приводится во вращение шпиндель. Сопряженный с червячным колесом, он поворачивается на расчётный угол и фиксируется рукояткой, расположенной на панели корпуса.
Модели, оборудованные экраном, облегчают нанесение делений и разметок на заготовку, а также проверку правильности ранее нанесённых штриховок.
Преимущества использования УДГ
Незаменимы при обработке массивных деталей инструментальными, ремонтно-восстановительными и экспериментальными цехами в условиях штучного производства. Применение в массовом или серийном производстве затратно и, часто, технологически не оправдано.
Устройство позволяет:
- фрезерование поверхностных канавок и кромок любой сложности;
- с обеспечением точности создавать грани на заготовках, на гайках с нестандартными параметрами, на хвостовиках режущих инструментов;
- нарезать пазы, шлицы и многогранники;
- фрезеровать звёздочки, а также впадины между зубьями колёс.
Как пользоваться?
При непосредственном способе деления:
- Червячная пара выводится из зацепления рукоятью управления.
- Освобождается фиксатор остановки лимба.
- Шпиндель поворачивается на угол, отсчитанный по нониусу лимба, и фиксируется.
При простом способе деления:
- Делительный диск фиксируется в одном положении.
- Установкой рукоятки фиксатора в отверстие на делительном диске,
- Устройство перемещается на расчётный угол.
Дифференциальный способ деления:
- Шпиндель выставляется в горизонтальное положение.
- Проверяется плавность поворота шестерней.
- Отключается стопор диска.
- Дальнейшие действия как в простом способе деления.
Какую лучше выбрать?
При выборе рассматриваются условия, диктующие критерии выбора:
- Параметры головки и элементов крепежа на станине.
- Для каких работ нужна головка:
- для штучного ремонта или реставрации – нужна УДГ;
- для высокоточной – оптическая головка;
- для работы на поток – головка упрощённой конструкции.
Соотношение цены и качества. Окупаемость затрат. Новая или БУ. Выбор страны и бренда предприятия изготовителя.
Примерная стоимость, б/у
В октябре 2022 года цена новых головок объявлена в пределах 40000–45000 руб. УДГ диаметра 400 мм–133000 руб. Бывшие в употреблении головки советского производства, но не использованные (как правило, складского хранения) — 35000 руб. Их можно купить и за относительно приемлемую цену. Цены на бывших в эксплуатации в полтора — два раза дешевле.
УДГ-200 (УДГ-Д-200) головка делительная универсальная. Назначение, область применения
Делительная головка УДГ-200 (УДГ-Д-200) дает возможность производить различные фрезерные, зубофрезерные, расточные, сверлильные, разметочные и другие работы, связанные с поворотом детали на заданный угол.
Обработку деталей с помощью делительной головки УДГ-200 можно производить в центрах, в патроне или на шпиндельной оправке.
С помощью универсальной делительной головки УДГ-200 можно производить следующие операции:
- непосредственное деление окружностей на число, кратное 24, т.е. на 2, 3, 4, 6, 8, 12, 24
- простое деление окружностей на число частей от 2 до 400 и на некоторые числа свыше 400
- дифференциальное деление окружностей на число частей от 43 до 400 без интервала
- фрезерование спиралей с шагом от 25 до 400 мм
- фрезерование зубчатых колес
- установка оси обрабатываемой заготовки под требуемым углом относительно стола станка
- различные работы на фрезерных станках, связанные с делением окружности на неравные части в градусном выражении, нарезание спиралей и т.д.
Делительные головки. Общие сведения
Делительные головки — это приспособление для широкоуниверсальных и консольно-фрезерных станков, которое значительно расширяют их технологические возможности. Их используют при изготовлении различных инструментов (фрез, разверток, зенкеров, метчиков), нормализованных деталей машин (головки болтов, грани гаек, корончатые гайки), при фрезеровании зубчатых колес, звездочек, прорезании пазов и шлицев на торцах (зубчатые муфты) и других деталей.
Делительные головки служат для закрепления и деления обрабатываемых деталей на равные части при фрезеровании квадратов, шестигранников, нарезания зубчатых колес, звездочек и других подобных работ и для поворота обрабатываемых деталей на заданный угол. Универсальные делительные головки служат также и для сообщения вращения обрабатываемой детали при нарезании винтовых канавок на универсальных фрезерных станках.
В зависимости от конструкции головки окружность заготовки может быть разделена на равные или неравные части. При нарезании винтовых канавок заготовке сообщаются одновременно непрерывное вращательное и поступательное движения, как, например, при обработке стружечных канавок у сверл, фрез, метчиков, разверток и зенкеров.
Делительные головки служат:
- для установки оси обрабатываемой заготовки под требуемым углом относительно стола станка
- для периодического поворота заготовки вокруг ее оси на определенный угол (деление на равные и неравные части)
- для непрерывного вращения заготовки при нарезании винтовых канавок или винтовых зубьев зубчатых колес
Делительные головки бывают:
- Лимбовые с делительными дисками:
- универсальные
- полууниверсальные
- простого деления
- непосредственного деления
Обычно делительные головки изготовляют одношпиндельными. Иногда применяют многошпиндельные (двух- и трехшпиндельные) для одновременной обработки соответственно двух или трех заготовок, Безлимбовые делительные головки позволяют производить процесс деления посредством сменных зубчатых колес. При этом рукоятку делительной головки поворачивают на один или несколько полных оборотов. Однако конструкция и кинематическая схема безлимбовых делительных головок значительно сложнее чем лимбовых.
Универсальные делительные головки УДГ-Д
Ранее нашей промышленностью выпускались универсальные делительные головки УДГ Н-100, УДГ Н-135 и УДГ Н-160 с высотой центров H = 100, H = 135 и H = 160 мм.
По стандарту ГОСТ 8615-69 за основной размер делительных головок принят наибольший диаметр обрабатываемой заготовки D. По стандарту принят ряд из шести типоразмеров головок D = 160; 200; 250; 320; 400 и 500 мм. Наименование моделей УДГ-Д-160, УДГ-Д-200, УДГ-Д-250, УДГ-Д-400, УДГ-Д-500.
Передаточное отношение червячной пары этих головок 1 : 40 (N=40), т. е. шпиндель головки поворачивается на полный оборот за 40 оборотов рукоятки.
Диапазон деления окружности заготовки до 400 частей, включая простые числа.
Универсальные делительные головки позволяют производить деления обрабатываемых деталей тремя методами: непосредственным, простым и дифференциальным и используются для комплектации фрезерных станков отечественного и зарубежного производства.
Каждому размеру станка (по ширине стола) должен соответствовать определенный типоразмер делительной головки. Так, к консольно-фрезерным станкам № 2 (с шириной стола 320 мм) рекомендуется делительная головка с наибольшим диаметром обрабатываемой заготовки D = 250 мм, а к фрезерным станкам № 3 (с шириной стола 400 мм) — делительная головка УДГ-Д-320 и т. д.
Обозначение делительных головок повышенной (П) точности:
- УДГ-Д-160 — 7036-0051П
- УДГ-Д-200 — 7036-0052П
- УДГ-Д-250 — 7036-0053П
- УДГ-Д-320 — 7036-0054П
- УДГ-Д-400 — 7036-0055П
Обозначение делительных головок нормальной (Н) точности:
- УДГ-Д-160А — 7036-0051
- УДГ-Д-200А — 7036-0052
- УДГ-Д-320А — 7036-0054
- УДГ-Д-250А — 7036-0053
- УДГ-Д-400А — 7036-0055
Универсальная делительная головка токарного и фрезерного станка: как ее сделать своими руками
Токарное и фрезерное оборудование предназначается для проведения работ, связанных с механическим удалением металла с заготовки для придания требуемой формы и размеров. Для выполнения некоторых работ требуется дополнительная оснастка, к примеру, универсальная делительная головка, устанавливаемая на фрезерном оборудовании.
Сегодня она встречается довольно часто, так как позволяет проводить обработку сложных поверхностей. Как правило, поворотная головка для фрезерного станка изготавливается и устанавливается на момент выпуска самого оборудования, так как подобрать наиболее подходящий тип оснастки достаточно сложно. Рассмотрим это устройство подробнее.
Классификация устройства
Делительная головка для фрезерного станка таблица технических параметров определяет то, какие именно работы можно проводить на той или иной оснастке. Рассматривая классификацию делительной головки, отметим следующие разновидности устройства.
- Простая модель. Ее отличительными чертами можно назвать небольшой вес и простоту управления. часть конструкции представлена шпинделем, который соединен с дисковым лимбом.
- Совмещенная модель. Подобный вариант исполнения можно регулировать специальной рукояткой. Путем увеличения количества нажатий можно увеличить удаление центровой оси обрабатываемой заготовки от установленного режущего инструмента.
- Универсальные образцы, представленные комплексными моделями. Настройка в этом случае проводится при помощи дискового элемента и рукоятки. Сложность конструкции обуславливается наличием дифференциальных зубчатых шестерен.
Ремонт практически каждого варианта исполнения сложен, так как нужно знать принцип работы и проводить изготовление всех деталей.
Изготовление своими руками
Стоимость подобной оснастки может быть весьма велика. Именно поэтому многие задаются вопросом, как сделать делительный диск своими руками. Чертеж будущего изделия создается в зависимости от особенностей оборудования, на котором будет проводиться установка делительной головки. Кроме этого, понадобятся следующие компоненты.
- Токарный патрон с лимбом.
- Ограничительный винт.
- Червячный редуктор, который можно получить при разборе старых станков или изготовить своими руками.
После изготовления изделия проводится настройка делительной части. Для этого можно использовать любую ранее изготовленную деталь. После получения определенных результатов выполняется финишная калибровка, позволяющая существенно повысить точность обработки.
Непосредственный процесс настройки элемента можно описать следующим образом.
- Проводится трансформация 360 градусов диска на требуемое число делений, за счет чего происходит выделение секторов.
- Выводится расчетное значение синуса угла.
- Диск выставляется согласно полученному результату. Важно соблюдать высокую точность при установке рассматриваемой оснастки.
- Проводится фиксация корпуса при помощи специального механизма или рукоятки.
После этого можно проводить монтаж основной рабочей части инструмента.
Промышленные делительные головки могут обойтись более чем в 100 000 рублей. Самодельные устройства стоят около 40−50 тысяч рублей, однако обладают сравнительно меньшей универсальностью и надежностью, точностью в применении. Как ранее было отмечено, важно учитывать правильность установки.
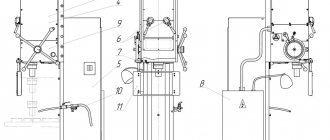
Перечень органов управления делительной головки УДГ-200
- Рукоятка-фиксатор. Фиксация отверстий на делительной окружности делительного диска
- Гайка. Крепление корпуса головки в основании
- Стопор. Стопорение шпинделя
- Гайка. Крепление эксцентриковой втулки с червяком
- Рукоятка эксцентриковой втулки. Включение и выключение червяка
- Винт. Крепление поводка
- Гайка. Крепление рукоятки-фиксатора
- Фиксатор. Фиксация лимба непосредственного деления
- Винт. Крепление штифта-стопора делительного диска
- Штифт-стопор. Стопорение делительного диска
- Втулка привода. Крепление гитары
- Маховик. Перемещение полуцентра задней бабки
- Гайка. Крепление полуцентра задней бабки
- Цилиндрическое. Перемещение задней бабки колесо в вертикальном направлении
- Болт. Крепление корпуса задней бабки
- Ограничитель. Выставление отверстий на делительном диске при делении
- Гайка. Крепление планки с рукояткой и фиксатором
Делительные головки своими руками
Существенно повысить функциональность фрезерного станка можно при использовании специальной оснастки, которую называют делительной головкой.
Она используется при производстве сложных деталей, так как позволяет проводить поворот заготовки на определенный градус, который устанавливается оператором станка.
При покупке токарного или фрезерного станка можно рассчитывать на то, что в комплекте есть оснастка. В некоторых случаях можно сделать ее своими руками.
Самодельная делительная головка
УДГ-200 Точки смазки универсальной делительной головки
Точки смазки универсальной делительной головки УДГ 160
- I — Вал диска и коническая шестерня. Смазка ежедневно
- II — Цилиндрические и конические шестерни. Заливка 100 г масла через крышку
- III — Передний подшипник шпинделя. Смазка ежедневно
- IV — Червячная пара. Заливка 200 г масла в корпус
- V — Задний подшипник шпинделя. Смазка ежедневно
- VI — Пиноль и винт задней бабки. Смазка раз в два дня
- VII — Вал привода делительной головки. Смазка раз в два дня
Головка делительная F1-5C.
ТИП 5024.
Головка делительная F1-5C предназначена для использования с фрезерными, шлифовальными, сверлильными и прочими станками.
- Проста в конструкции, легка в работе и надежна при эксплуатации.
- С ее помощью можно производить не только деление на 2, 3, 4, 6, 9, 12, 18, 36 частей, а также используя делительный диск и лимб на корпусе, производить деление от 1 до 360 градусов, с минимальным шагом 1 градус.
- В головке используются цанги (Тип 0100) 5C, которые позволяют зажимать материалы круглого, квадратного и шестигранного сечения.
- При необходимости, можно дополнительно использовать при работе заднюю бабку (Тип 5059) WZ70.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ делительных головок F1-5C:
| Высота центра, мм | 70 |
| Деление на части | 2, 3, 4, 6, 9, 12, 18, 36 |
| Минимальная величина деления, град. | 1 |
| Минимальная градуировка, град. | 5 |
| Индивидуальная погрешность, сек. | ±4 |
| Тип применяемых цанг | 5С |
| Масса, кг | 7 |
| ЦЕНА на делительную головку F1-5C, руб. |
Технические характеристики головки УДГ-200
| Наименование параметра | УДГ-160 | УДГ-200 | УДГ-250 | УДГ-320 |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | П | П | П | П |
| Высота центров, мм | 85 | 105 | 130 | 165 |
| Наибольший диаметр обрабатываемой детали, мм | 160 | 200 | 250 | 320 |
| Расстояние от основания делительной головки до торца шпинделя в его вертикальном положении: не более, мм | 180 | 235 | 280 | 350 |
| Угол поворота шпинделя в вертикальной плоскости вниз от линии центров: не менее, град | 5 | 5 | 5 | 5 |
| Угол поворота шпинделя в вертикальной плоскости вверх от линии центров: не менее, град | 95 | 95 | 95 | 95 |
| Диаметр такарного патрона, мм | 100 | 125 | 160 | 160 |
| Конус шпинделя | Морзе №2 | Морзе №3 | Морзе №4 | Морзе №5 |
| Резьба рабочего конца шпинделя | М33 | М39 | М52 | М60 |
| Диаметр отверстия шпинделя, мм | 14,9 | 20,2 | 26,5 | 38,2 |
| Передаточное отношение червячной пары | 1 : 40 | 1 : 40 | 1 : 40 | 1 : 40 |
| Диапазон деления, включая простые числа | 2..400 | 2..400 | 2..400 | 2..400 |
| Диаметр отверстий сменных колес, мм | 20х19 | 20х19 | 20х19 | 32х19 |
| Число отверстий делительного диска | 16,19,23 30,33,39 49 | 16,17,19 21,23,29 30,31 | 16,17,19 21,23,29 30,31 | 16,17,19 21,23,29 30,31 |
| Число отверстий делительного диска на другой стороне | 17,21,29 31,37,41 54 | 33,37,39 41,43,47 49,54 | 33,37,39 41,43,47 49,54 | 33,37,39 41,43,47 49,54 |
| Цена деления лимба непосредственного деления, град | 15 | 15 | 15 | 15 |
| Модуль сменных шестерен | 1,5 | 1,5 | 1,5 | 2,5 |
| Ширина направляющих шпонок, мм | 12 | 14 | 18 | 18 |
| Габариты и масса делительной головки | ||||
| Габаритные размеры основания головки, мм | 212 х 156 | 260 х 180 | 260 х 180 | 290 х 234 |
| Масса делительной головки, кг | 35,5 | 50 | 53,5 | 101 |
- Головки делительные универсальные УДГ Н-100, УДГ Н-135, УДГ Н-160 Инструкция к пользованию, 1970
- Универсальные делительные головки УДГ Д-160, УДГ Д-200, УДГ Д-250, УДГ Д-320, УДГ Д-400 Техническое описание и инструкция по эксплуатации, 1983
- Головка делительная универсальная УДГ-Д-160А Паспорт, (ТУ2-024-4475-75)
- Теплицкий Б.М. Мазо Г.И. Делительные механизмы, 1974
Список литературы
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш
- Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
- Технология ремонта фрезерных станков
- Регулировка фрезерных станков
- Фрикционная муфта. Фрикционный вал. Муфты фрикционные в металлорежущих станках
- Автоматические циклы фрезерных станков (6Р12)
- Испытания и проверка металлорежущих станков на точность
- Справочник универсальных фрезерных станков
- Заводы производители металлорежущих станков в России
- Производители фрезерных станков в России
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Порядок работы
Непосредственное деление
Непосредственное деление применяется при делении окружности на 2, 3, 4, б, 8, 12 и 24 части в тех случаях, когда не требуется большой точности.
При непосредственном делении необходимо:
- выключить червяк из зацепления с червячным колесом поворотом рукоятки 24 (см. рис. 3) до упора
- освободить от зацепления фиксатор лимба непосредственного деления
Поворот шпинделя осуществляется от руки вращением обрабатываемой детали или патрона. Отсчет угла поворота производится по градусной шкале, нанесенной на лимбе непосредственного деления, и по штриху на передней втулке шпинделя.
Закрепить шпиндель в требуемом положении с помощью зажима 23 (см. рис. 2).
При делении на части или грани расчет производить по формуле
N = 360°/a(1)
где n — число частей или граней; а
a — угол поворота шпинделя.
Простое деление
Простое деление окружности на равные и неравные части производится при неподвижном делительном диске с помощью рукоятки с фиксатором. Величина поворота рукоятки отсчитывается по отверстиям на делительном диске и фиксируется стержнем фиксатора.
Дифференциальное деление
Деление окружности на число частей свыше 42, не кратное числу отверстий на делительном диске, можно производить дифференциальным методом, сущность которого заключается в том, что угол поворота шпинделя определяется величиной поворота рукоятки с фиксатором относительно делительного диска и величиной поворота диска, получающего вращение от шпинделя через сменные шестерни гитары.
Гитара устанавливается на цилиндрический хвостовик, на котором она может быть повернута и закреплена в требуемом положении. Для установки сменных шестерен гитара укомплектована передвижными пальцами и переходными втулками. Для передачи вращения сменным шестерням в задний конус шпинделя вставляется оправка, на цилиндрическую шейку которой устанавливается сменная шестерня.
До начала работы следует поворотом рукоятки проверить плавность вращения всех установленных шестерен.
При выполнении дифференциального деления стопор делительного диска должен быть выключен.
Порядок настройки при дифференциальном делении такой же, как и при простом делении.
Дифференциальное деление возможно только при горизонтальном положении шпинделя.
Фрезерование спиральных канавок
Фрезерование спиральных канавок производится при продольном перемещении стола фрезерного станка и одновременном вращении детали, закрепленной в делительной головке, относительно своей оси. Для согласованного вращения детали с продольным перемещением стола устанавливается гитара с набором сменных шестерен, которые передают вращение от ходового винта станка шпинделю делительной головки.
УДГ-200 Кинематическая схема универсальной делительной головки
Кинематическая схема универсальной делительной головки УДГ-200
При простом делении вращение шпинделю 1 передается от рукоятки 2 с фиксатором через пару цилиндрических шестерен 3, червяк 4 и червячное колесо 5, расположенное в средней части шпинделя. При этом делительный диск 6 должен быть закреплен с помощью стопора 7, а фиксатор 8 лимба 9 непосредственного деления выключен.
При дифференциальном делении угол поворота шпинделя определяется величиной поворота рукоятки с фиксатором относительно делительного диска и величиной поворота самого диска, который получает вращение от шпинделя через сменные шестерни 10 гитары 11 и пару конических шестерен 12. Для передачи вращения от шпинделя сменным шестерням гитары применяется оправка 13, на цилиндрической шейке которой устанавливается сменная шестерня 14. При этом делительный диск должен быть освобожден от стопора, а фиксатор лимба непосредственного деления выключен.
При нарезании спирали шпиндель получает вращение от ходового винта фрезерного станка через сменные шестерни гитары, пару конических шестерен 12, промежуточный вал 15, цилиндрические шестерни 3, червяк 4 и червячное колесо 5. Делительный диск при этом должен быть освобожден от стопора, а фиксатор лимба непосредственного деления выключен.