Делительная головка – это устройство периодического поворота заготовки для последующей фиксации её поверхности в зоне обработки под расчётным углом.
Производство зубчатых колёс, придание деталям плоских, фасонных и других конфигураций с требуемой точностью, осуществляется фрезерованием заготовок, периодически смещаемых относительно оси обработки.
9) Набор сменных зубчатых колес для настройки гитары:
25, 30, 35, 40, 50, 55, 60, 70, 80, 90, 100
УСТРОЙСТВО ДЕЛИТЕЛЬНОЙ ГОЛОВКИ
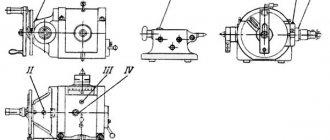
Универсальная делительная головка (рис. 1) состоит из червячной пары и ряда зубчатых колес. Корпус 1 своими цапфами установлен на основании 2 и крепится к нему накидными хомутиками 3 от проворачивания. В подшипниках корпуса вращается шпиндель 4, на котором закреплены лобовой диск 5 для непосредственного отсчета поворота шпинделя, червячное колесо 6 и стопорное колесо 7.
На переднем конце шпинделя рядом с лобовым диском устанавливаются патроны для закрепления заготовок.
Поворот заготовки на определенный угол осуществляется вращением рукоятки 8 с пружинным фиксатором 9, который фиксирует рукоятку относительно делительного диска 10. От рукоятки 8 вращение через валик 11 передается зубчатыми колесами 12 и 13. Последнее соединено с валом 14, изготовленным за одно целое с падающим червяком 15. Червяк 15 вводится в зацепление с червячным колесом 6 вращением эксцентрика 16, который поднимает коробку червяка 17.
Рис. 1 Устройство делительной головки
Назначение делительной головки
Делительная головка
Для формирования детали нужной формы может потребоваться ее смещение относительно оси станка. Сделать это можно с помощью делительной головки. Она может быть как отдельной частью конструкции, так и ее составляющей.
Компонент крепится на станине оборудования. У него предусмотрены различные варианты фиксации изделия, которые зависят от типа насадки. Регулировка положения происходит с помощью нескольких рукоятей и диска. На последнем расположены отверстия, которые фиксируют положение делительного компонента.
Подобный инструмент может понадобиться для выполнения следующих процессов:
- фрезерование канавок на поверхности. Для этого не понадобится большая точность. Важно контролировать глубину и ширину заготовки;
- формирование граней на деталях. Это актуально для нестандартных гаек, инструментов, хвостовиков. Операция требует высокой точности;
- фрезерование шлицев и пазов. Нередко для этого необходимы существенные смещения заготовки. Поэтому следует выбирать модели делительного диска с минимальным показателем погрешности.
Для увеличения скорости выполнения работы деталь не должна постоянно демонтироваться. Изменение ее положения относительно фрезы станка происходит с помощью вышеописанного инструмента. Особую сложность представляет собой формирование винтовых канавок. Эту операцию можно выполнить только с помощью точной модели.
Перед приобретением делительной головки для конкретного типа оборудования необходимо проверить ее совместимость со станком. Любая самостоятельная переделка монтажной части может отразиться на качестве продукции.
Преимущества нашей компании
- У нас вы найдете все виды делительных головок высокого качества.
- Для изготовления таких элементов мы используем инновационное оборудование проверенное собственным опытом.
- Благодаря высокой мощности производства и наличию огромных складов, мы в максимально короткие сроки можем выполнить самые большие оптовые заказы.
- Наше соотношение цен и качества производимых деталей наилучшее в городе. Такую ценовую политику мы достигли благодаря качественно налаженному процессу производства и наличию крупных оптовых заказов.
- Наши квалифицированные консультанты помогут Вам оформить свой заказ.
План простого деления
Эти методы в отношении устройства, на котором создаётся обсуждаемое снабжение.
План дифделения:
План на нарезку винтовых канавок:
Устройство и принцип работы делительной головки
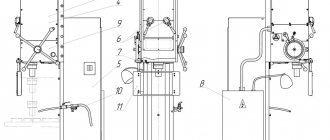
Чтобы разобраться, как работает делительная головка, нужно знать, из чего она состоит. В основу ее входит корпус №4, который закрепляется на столе станка. Также у нее имеется шпиндель №11, который ставится на подшипниках №13, №10 и головке №3. Червяк №12 приводит в движение червячное колесо №8. Он связан с маховиком №1. Рукоятка №2 служит для закрепления шпинделя, а следовательно и червячного колеса. Она связана с прижимной шайбой №9. Червячное колесо и червяк могут выполнять только поворот шпинделя, а погрешность их работы ни как не влияет на общую точность.
В эксцентрической втулке посажен один из концов валика, что позволяет опускать вниз их вместе. Если расцепить колесо шпинделя и червяка, то можно произвести поворот головки шпинделя. Внутри корпуса располагается стеклянный диск №7, который жестко закрепляется на шпинделе №11. Диск расчерчен шкалой на 360 градусов. Окуляр №5 располагается сверху головки. Чтобы повернуть шпиндель на нужно количество градусов и минут, используется маховик.
Порядок выполнения работ
Когда операция выполняется непосредственным способом, то сначала отключается из зацепа червячная передача, для чего достаточно только повернуть рукоять управления до соответствующего упора. После этого следует освободить фиксатор, останавливающий лимб. Поворот шпинделя осуществляется от патрона или от детали, которая подвергается обработке, что позволяет поставить устройство под нужным углом. Угол поворота определяется при помощи нониуса, что расположен на лимбе. Завершается операция закреплением шпинделя при помощи зажима.
Когда операция выполняется простым способом, то здесь сначала нужно зафиксировать делительный диск в одном положении. Основные операции производятся при помощи рукоятки фиксатора. Поворот рассчитывается согласно отверстиям, сделанным на делительном диске. Для фиксации конструкции имеется специальный стержень.
Когда операция выполняется дифференциальным способом, то первым делом нужно проверить плавность поворота шестерней, что установлены на самой головке. После этого следует произвести отключение стопора диска. Порядок настраивания здесь полностью совпадает с порядком настраивания при простом способе. Основные рабочие операции выполняются только при горизонтальном положении шпинделя.
Таблица делений для делительной головки
| Количество частей деления | Количество оборотов ручки | Количество отсчитываемых отверстий | Общее количество отверстий |
| 2 | 20 | ||
| 3 | 13 | 11 | 33 |
| 4 | 13 | 9 | 39 |
| 5 | 13 | 13 | 39 |
| 6 | 19 | ||
| 7 | 8 | ||
| 8 | 6 | 22 | 33 |
| 9 | 6 | 20 | 30 |
| 10 | 6 | 26 | 39 |
| 11 | 5 | 35 | 49 |
| 12 | 5 | 15 | 21 |
| 13 | 5 | ||
| 14 | 4 | 24 | 54 |
| 15 | 4 | ||
| 16 | 3 | 10 | 30 |
| 17 | 3 | 3 | 39 |
| 18 | 2 | 42 | 49 |
| 19 | 2 | 18 | 21 |
| 20 | 2 | 22 | 33 |
| 21 | 2 | 20 | 30 |
| 22 | 2 | 28 | 39 |
Расчет делительной головки
Деление на УДГ осуществляется не только по таблицам, но и по специальному расчету, который можно сделать самостоятельно. Это сделать не так уж и сложно, так как при расчете используется всего несколько данных. Здесь требуется умножить диаметр заготовки на особый коэффициент. Он рассчитывается путем деления 360 градусов на количество частей деления. Потом из этого угла нужно взять синус, который и будет коэффициентом, что требуется умножить на диаметр для получения расчета.
Сфера применения и преимущества
УДГ применяется в работе на фрезерных, координатно-расточных, долбежных, строгальных и сверлильных станках при операциях, где необходим поворот детали на определенную, точную величину. Также универсальная головка применяется при проведении разметочных и других работ.
Универсальная головка может применяться при:
- нарезании зубьев;
- фрезеровании впадин между зубьями;
- фрезеровании многогранников;
- нарезке канавок режущих инструментов;
- точном позиционировании стола;
- фрезеровании косозубых колес;
- нарезке шлицов;
- беспрерывном вращении заготовки согласованно с её осевой подачей.
Операции деления могут проводиться в патроне или в центрах станка, а также при выполнении работ на шпиндельной оправке. Конструкция универсальной головки обеспечивает широкий спектр возможностей:
- простое деление;
- прямое деление;
- деление дифференцированное без интервала;
- фрезерование спиралей, зубчатых колес;
- обработка спиральных гипоидных канавок;
- установка оси заготовки под заданным углом относительно станка.
Помимо значительного расширения возможностей металлорежущего оборудования, универсальные делительные головки имеют и другие преимущества:
- Возможность проведения обработки заготовок различного размера.
- Обработка поверхностей деталей в требуемом положении относительно вертикальной плоскости.
- Простота в установке и эксплуатации.
- Доступная стоимость.
- Удобство применения в единичном и массовом производстве.
Преимущества использования УДГ
Незаменимы при обработке массивных деталей инструментальными, ремонтно-восстановительными и экспериментальными цехами в условиях штучного производства. Применение в массовом или серийном производстве затратно и, часто, технологически не оправдано.
Устройство позволяет:
- фрезерование поверхностных канавок и кромок любой сложности;
- с обеспечением точности создавать грани на заготовках, на гайках с нестандартными параметрами, на хвостовиках режущих инструментов;
- нарезать пазы, шлицы и многогранники;
- фрезеровать звёздочки, а также впадины между зубьями колёс.
Конструкция детали и принцип работы
Вообще, расточная головка позволяет разместить как один, так и сразу несколько режущих элементов, однако советуют прибегать к оптимальной конструкции с двумя радиально расположенными зубьями, так как это:
- Способствует уравновешиванию радиальной составляющей силы нарезки, что положительно сказывается на точности;
- Значительно сокращает поток идущей от инструмента вибрации;
- В принципе положительно сказывается на динамике процесса расточки.
При этом увеличение зубьев положительно на работе не скажется, так как это влечёт за собой усложнение всей конструкции, плюс, лишает возможности оператора за станком работать на больших скоростях (чревато появлением брака).
Крепление расточной головки осуществляется в шпинделе станка(на основном исполнительном органе фрезерного станка, то есть, по сути, вращающем валу, который передаёт усилие от двигателя станка), при этом корпус детали накрепко фиксируется при помощи гайки (или группы гаек, или с помощью микрометрических винтов).
Основными же компонентами конструкции такого оборудования являются следующие детали:
- Ступица – центральная часть оборудования с небольшим отверстием, которое необходимо для насадки на крутящий элемент. Место крепления данной детали – это хвостовик, описанный ниже, крепёж осуществляется через четыре винта, два из которых дополнительно соединяют пиноль;
- Пиноль, который закрепляет уже режущий элемент;
- Ползун, который представляет собой перемещающуюся деталь внутри пиноли по двум направляющим с помощью ходового винта. С его помощью можно осуществлять регулировку положения режущего компонента относительно центра имеющегося отверстия;
- Конусовидный хвостовик, точно соответствующий по размерам переднему отверстию шпинделя. Через данную деталь передаётся вращение инструменту.
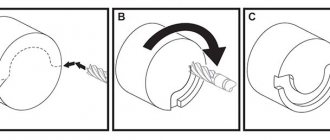
Процесс работы с расточной головкой заключается в следующем:
- Хвостовик вставляется в шпиндель (в конусовидное отверстие), после чего затягивается винтом для обеспечения герметичности;
- После этого деталь накрепко должна быть установлена в тисках или каком-либо другом подобном оборудовании;
- Если необходимо расточить отверстие менее 40 мм, то регулировка положения режущего компонента осуществляется только с помощью ползуна;
- В случае расточки отверстия большего диаметра (до 85 мм) следует сначала повторить описанное в пункте выше, после чего ползун переместить в его начальное положение, ослабить крепящие винты и перевести пиноль в ступицу до упора.
Ниже представленно видео подготовки расточной головки к работе и непосредственное ее использование.