Сварка — это технологический процесс, в котором необходимо учитывать большое количество параметров и факторов. Наибольший контроль за сварочными характеристиками необходим при аргонодуговой сварке TIG неплавящимся электродом в среде защитных инертных газов. Поэтому для упрощения контроля за рядом параметров в сварочных инверторах используется циклограмма.
С помощью циклограммы сварщик задает необходимые параметры сварки, чтобы процесс не вызывал сложностей, а также для предотвращения различных дефектов. Рассмотрим циклограмму сварочного аппарата ПТК МАСТЕР TIG 200 P AC/DC D92.
Каждый параметр циклограммы важен, поэтому для получения качественных сварных соединений необходимо понимать, для чего он нужен и как его настроить. Давайте поподробнее разберем каждый из них.
Время подачи газа перед сваркой
Это параметр, при котором увеличивается время задержки срабатывания высокочастотного осциллятора, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Обычно имеет диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет выгнать из всех каналов аргонодуговой горелки лишний кислород для того, чтобы он не попал в зону сварки и не наполнил сварочный шов парами, т.к. инертные газы тяжелее воздуха и вытесняют кислород из зоны сварки.
Совет. Рекомендованное значение времени подачи газа от 1,0 до 2,0 секунд. Этого вполне достаточно, чтобы выгнать воздух из всех каналов и не расходовать защитный газ понапрасну.
Настройка аргонового аппарата
Сначала настраивается расход газа в диапазоне 6 — 12 л/мин по манометру, который ближе к шлангу. Работая в помещении, значение устанавливается в 1,5 раза меньше чем на улице. Завышенный расход создает турбулентные завихрения, которые газ смешивают с воздухом, снижая тем самым надежность защиты зоны сварки.
В зависимости от толщины заготовок настройку аппарата для сварки аргоном по току проводят по таблице:
Толщина металла, мм
Величина тока, А
Диаметр электрода из вольфрама, мм
Для алюминия устанавливается полярность 50/50. Однако при работе с чистым металлом для получения тонкого шва и меньшего разогрева электрода регулятор баланса тока сдвигают в сторону отрицательных значений. Для сплавов лучше пользоваться положительным диапазоном, но не увлекаясь. Переменный ток с большой положительной полуволной губителен для электрода.
Время затухания дуги при заваривании кратера, в зависимости от толщины заготовок устанавливается 2 — 4 секунды. Продолжительность подачи аргона после завершения сварки 3 — 5 секунд.
Пиковый ток
Или основной ток для сварки дугой без импульса — это основной сварочный параметр, который формирует сварочную ванну и сварочный шов. При сварке импульсной дугой – это верхний предел сварочного тока, так же формирующий сварочной шов. Обычно имеет диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата.
Совет. Стартовый ток лучше установить больше пикового (основного) тока на 10–20 Ампер, чтобы быстро сформировать сварочную ванну без дальнейшего перегрева основного металла. Время спада тока лучше установить от 1,5 до 2,0 секунд, чтобы долго не греть металл и не получить прожог.
Процесс сварки алюминия аргоном: пошаговая инструкция
Главным для начинающих, осваивающих эту технологию, является строгое выполнение несложных правил:
- Для создания ровного шва заготовки предварительно прихватываются с обеих сторон.
- Присадочную проволоку подают после появления сварочной ванны. Важно не промедлить, чтобы не прожечь в металле дырку.
- При сваривании алюминия аргоном длину дуги выдерживают на уровне 3 мм.
- Электрод располагают под углом 80⁰, а проволоку перпендикулярно к нему. Для предотвращения разбрызгивания алюминия ее подают плавно, без рывков.
- Если сваривается тонкий алюминий, электрод ведут вдоль стыка без поперечных движений. При работе с заготовками толще 3 мм допускаются зигзагообразные колебания.
- Технология сваривания аргоном предусматривает движение проволоки перед электродом.
- Шов завершается нажатием кнопки на аппарате, которая включает таймер затухания дуги.
- Положение горелки не меняют до окончания продувки аргоном.
- У правильно сделанного шва поверхность получается ребристой без пор и трещин.
Освоив технологию аргонодуговой сварки алюминия можно неплохо зарабатывать. За 1 см такого соединения платят 45 и более рублей. Но чтобы стать востребованным специалистом придется сначала потренироваться, чтобы научиться создавать надежные швы.
Источник: svarkaprosto.ru
Базовый ток
Показатель, который в сочетании с пиковым током дает импульсную дугу с определенной частотой, которую можно регулировать. Базовый ток устанавливает нижний предел импульса. Используется при сварке тонколистового металла для предотвращения перегрева, выгорания легирующих элементов, прожогов и короблений. Базовый ток позволяет удержать сварочную ванну от провала и от прожога. Стандартный диапазон регулировки от 5–15 Ампер до максимального значения сварочного тока аппарата.
Этот параметр будет активен только в режиме AC Pulse и DC Pulse, т.е. при сварке импульсной дугой, в других режимах данный параметр работать не будет.
Режимы аргонодуговой сварки – выбор основных параметров
Различные изъяны в сварочных швах понижают устойчивость сварных металлоконструкций и при неблагоприятной ситуации могут приводить к разрушению отдельных швов или даже всей металлоконструкции. Следует отметить, что прочность сварного шва должна быть не ниже прочности основного металла. Именно поэтому, проверка сварочных швов является очень ответственным моментом после завершения сварки. Из этой статьи вы узнаете про нормы на сварные швы, особенности и виды контроля.
Сварочное производство плотно укоренилось в жизни человека, и теперь работа сварщика необходима практически во всех отраслях общественной жизни. В последнее время приобрело важность условное обозначение сварочных швов на чертеже. Это важно для того, чтобы сварщик качественно осуществил свою работу и не нарушил технологию производства. В данной статье Вы узнаете основные обозначения сварочных швов на бумаге.
Сварка плавящимся электродом в защитных газах благодаря своей универсальности и возможности практически полной автоматизации все чаще используется в современном мире. Статья знакомит с общими особенностями и описывает основные типы и преимущества этого метода сварки.
stalevarim.ru
Аппараты для TIG сварки
Артикул: 005.100.302 ПТК МАСТЕР TIG 200A F55
Аппарат для аргонодуговой сварки постоянным током (DC). Наличие дополнительной функция ручной дуговой сварки. Гарантия 2 года.
Цена: 36 004 р
Гарантия 5 лет Артикул: 005.300.471 ПТК RILON TIG 200 P AC/DC GDM
Аппарат для аргонодуговой сварки постоянным (DC) и переменным током (AC). Сварка в импульсном режиме. Функция ручной дуговой сварки (MMA). Гарантия 5 лет.
Цена: 106 836 р
Гарантия 5 лет Артикул: 005.300.371 ПТК RILON TIG 200 P GDM
Аппарат для аргонодуговой сварки постоянным током (DC). Импульсный режим для сварки металла малых толщин. Функция ручной дуговой сварки (MMA). Гарантия 5 лет.
Цена: 55 978 р
Гарантия 5 лет Артикул: 005.300.301 ПТК RILON TIG 200 CT
Аппарат для аргонодуговой сварки постоянным током (DC). Функция ручной дуговой сварки (MMA). Гарантия 5 лет.
Цена: 49 575 р
Гарантия 5 лет Артикул: 005.300.406 ПТК RILON TIG 315 P AC/DC
Промышленный сварочный аппарат TIG 315 AC/DC, который идеально подходит для сварки алюминия и его сплавов, а также для всех видов стали, никеля и меди. Сварка на постоянном и переменном токе с импульсом. Дополнительная функция MMA сварки. Гарантия 5 лет.
Цена: 156 882 р
Артикул: 005.100.373 ПТК МАСТЕР TIG 200 P AC/DC D92
Аппарат для аргонодуговой сварки постоянным (DC) и переменным током (AC). Сварка в импульсном режиме и наличие дополнительной функции ручной дуговой сварки (MMA). Гарантия 2 года.
Цена: 84 273 р
Артикул: 005.100.372 ПТК МАСТЕР TIG 200 PULSE D91
Аппарат для аргонодуговой сварки постоянным током (DC). Импульсный режим для сварки металла малых толщин. Возможна ММА сварка с настройками горячего старта и форсажа дуги. Гарантия 2 года.
Цена: 43 255 р
Артикул: 005.200.403 ПРОФИ TIG 315 P AC/DC
Сварочный инвертор для промышленного использования от сети 380±15%. Используется для аргонодуговой сварки постоянным током (DC) и для сварки алюминия на переменном токе (AC). Наличие MMA сварки. Подключение к ПДУ. Горелка подключается к БЖО.
Цена: 142 688 р
Артикул: 005.200.401 ПРОФИ TIG 200 P AC/DC
Аппарат для промышленного использования от сети 220±15%. Используется для аргонодуговой сварки постоянным током (DC) и для сварки алюминия на переменном токе (AC). Наличие MMA сварки. Подключение к ПДУ.
Цена: 96 279 р
Одежда для сварки и средства защиты
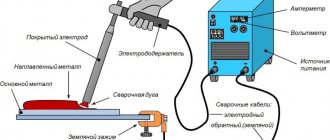
Для безопасного осуществления дугового процесса сварки аргоном, необходимо одеть специальную одежду и средства защиты. К таким средствам защиты относится: щиток, маска сварщика, очки сварщика, защитные стекла и светофильтры. Маска сварщика является одной из важнейших составляющих средств защиты сварщика. Ведь именно от этого зависит, как его здоровье, так и жизнь.
Маска сварщика не зря считается важнейшей составляющей средств защиты при осуществлении дуговой сварки аргоном. Это связано с тем, что она предохраняет от нескольких типов негативных воздействий на здоровье сварщика в процессе выполнения сварки. К таким негативным последствиям относят: повреждения органов дыхания, поражение роговицы глаз.
Сваривание металла в среде аргона дает, прочный, красивый шев
Маска сварщика изготовляется из легкого токонепроводящего, жаростойкого и нетоксичного материала. В корпус такой маски встроен затемненный экран, который защищает от излучения и обеспечивает необходимую видимость при проведении аргонодуговой сварки. Экран должен состоять из обычного защитного стекла, светофильтра и пластиковой пленки. Внешнее стекло способствует предотвращению попадания на светофильтр брызг метала. Изнутри светофильтр должен быть покрыт бесцветными небьющимся стеклом, чтобы предохранить глаза и лицо сварщика от поражения осколками.
Технология проведения сварки аргоном говорит о том, что сварщик должен быть одет в специальную одежду. Как правило, это брезентовый костюм: брюки, куртка, фартук и нарукавники.
Специальная обувь у сварщика (сапоги) должна предохранять его от контакта с нагретыми поверхностями. Перчатки сварщика защищают кожу рук от брызг и искр при осуществлении сварки аргоном. Также у сварщика должен быть противогаз или противопылевой респиратор, который необходимо использовать при повышении максимально допустимой концентрации газа и пыли.
Дополнительное оборудование для осуществления аргонодуговой сварки
Очень часто аргонная сварка производится на нестандартном оборудовании. Для того чтобы обеспечить качество работ, необходимо применять два дополнительных аппарата. Благодаря данному оборудованию можно осуществить качественный процесс сварки.
Осциллятор представляет собой устройство, при помощи которого происходит бесконтактное зажигание электрической дуги. Данное устройство поддерживает стабильный разряд дуги при работе на режимах переменного тока.
Осциллятор для дуговой сварки состоит из: коммутатора, релаксатора с накопительной емкостью, разрядника.
Через осциллятор на электрод подаются высокочастотные высоковольтные импульсы. Данные импульсы ионизируют дуговой промежуток и обеспечивают зажигание дуги после отключения тока. Если работа осуществляется на переменном токе, то после зажигания осциллятор начинает работать в режиме стабилизации. Он передает импульсы при смене полярности. Благодаря этому достигается устойчивое горение и устраняется деионизация дугового промежутка.
Для ремонта деталей, где необходима прочность и красота, подходит сварка аргоном
Технология сварки в среде аргона предполагает использования в качестве дополнительного оборудования балластный реостат. Его используют для осуществления регулировки силы тока и подборки оптимальных параметров при сварке изделий из разного материала.
Балластный реостат характеризуется долговечностью и высокой надежностью, а также он очень удобен при ремонте и эксплуатации.
Более подробно о сварке аргоном с использованием данных устройств можно посмотреть в специальном видео.
Источник: zavarimne.ru
Оборудование для аргонодуговой сварки их характеристика
Сварка в защитных газах часто применяется на производствах. В отличие от обычной дуговой сварки, сварка в среде защитных газов требует дополнительного оборудования. О том, какое оборудование применяется при этом способе сваривания металлоизделий и его особенностях пойдет речь в данной статье.
Рабочее место сварщика – сварочный пост – должно соответствовать ряду требований и стандартов, которые применяются не только собственно кабине и рабочему столу, но и оборудованию для сварки. Об основных требованиях к оборудованию сварочных постов: и стационарных, и передвижных, мы расскажем в этой статье.
От того насколько качественно на любом производстве налажено выполнение работ по выполнению планово-предупредительных ремонтов, будет зависеть насколько длительной и успешной станет эксплуатация сварочного оборудования в целом. Эту истину должны понимать и простой рабочий и руководитель предприятия.
stalevarim.ru
Что требуется предусмотреть перед началом сварочных работ
При подготовке аппарата для сварки алюминия к работе желательно учитывать следующие рекомендации.
- Если для сварки необходимо использовать удлиненные кабели, то они должны иметь больший диаметр своего поперечного сечения.
- После подключения к устройству для сварки газового баллона следует проверить, нет ли утечек в системе шлангов и их соединений.
- Аппарат для сварки деталей из алюминия перед началом использования необходимо заземлить. Для этого используется электрический кабель, сечение которого должно быть не меньше 0,6 кв. сантиметров.
- Особое внимание следует уделить надежности мест соединения кабеля, идущего к сварочной горелке, а также обратного кабеля, подсоединяемого к свариваемым деталям из алюминия.
Подготовка сварочного аппарата к работе
Любой сварочный аппарат – как самодельный, так и серийных моделей – для эффективного и безопасного функционирования необходимо правильно подготовить к дальнейшему использованию.
Подключение рукава к гнезду инвертора
Рассмотрим порядок такой подготовки применительно к инверторному устройству.
- К аппарату подсоединяются токоподводящие кабели. Затем подсоединяются выходные кабели в правильной последовательности: к минусовой клемме – токоведущий кабель, соединяемый с горелкой, к плюсовой – кабель, подключаемый к соединяемым деталям (обратка).
- К розетке подключается кабель управления.
- Шланг, по которому будет подаваться защитный газ, подключается к соответствующему штуцеру – «ГАЗ».
- В том случае, если аппарат предусматривает управление при помощи специальной педали, то ее посредством кабеля подключают к разъему дистанционного управления.
- Если сварочные работы выполняются при помощи горелки с водяным охлаждением, то к штуцеру аппарата «ВОДА» необходимо подключить подводящий шланг.
- После выполнения подготовительных работ следует проверить надежность фиксации всех разъемов.
Установка катушки с проволокой