Модели протяжных станков различаются по нескольким признакам:
- назначение — внутренняя или наружная протяжка;
- универсальность — общее и узкоспециализированное назначение;
- направление рабочего движения — горизонтальное или вертикальное;
- характер рабочего движения — круговое, движение протяжки, движение заготовки;
- число кареток — одна или несколько;
- позиция — обычные станки (однопозиционные), с поворотными столами (многопозиционные);
- наличие ЧПУ.
Отечественный горизонтальный протяжной станок
Основными типами являются:
- горизонтально протяжной станок (для внутренней обработки отверстий);
- вертикально протяжный станок (для внутреннего и наружного протягивания);
- ЧПУ центры, которые имеют устройства автоматической установки/снятия заготовок и смену инструмента.
К рабочим характеристикам относятся такие показатели как тяговая сила — от 50 до 1000 кН, и длина хода протяжки — от 1000 до 2000 мм.
1.1 Горизонтально протяжные станки
Используются для обработки внутренних и внешних поверхностей деталей в линейном направлении при помощи протяжек, которые имеют различные профили.
При работе используется только прямолинейное движение инструмента (протяжки) или заготовки (детали) в горизонтальном направлении. Выборка (срезание) материала происходит за счет равномерного подъема зубьев на протяжке по всей ее длине. Рабочий процесс может быть автоматизирован за счет установки систем ЧПУ.
1.2 Процесс работы г оризонтально-протяжного станка СГП12 (видео)
1.3 Вертикально протяжные станки
Принцип работы вертикально протяжного станка такой же, как и у горизонтального варианта, но имеется несколько преимуществ:
- ось протяжки не провисает и не искривляется;
- при модернизации по увеличению производительности, проще устанавливаются дополнительные протяжки;
- небольшая занимаемая производственная площадь, так как рабочее движение происходит вертикально.
Поперечно-строгальные станки
Рассмотрим технические характеристики и конструктивные особенности поперечно-строгального станка мод. 7Е35, предназначенного для обработки плоских и фасонных поверхностей на заготовках деталей небольших размеров в условиях единичного или мелкосерийного производства, например в инструментальных и ремонтных цехах.
Технические характеристики станка мод. 7Е35
Наибольшая длина хода ползуна, мм ……………………..520
Числа двойных ходов ползуна в 1 мин………………………… 13,2; 19; 26,5; 37,5; 53; 75; 106; 150
Горизонтальные подачи стола за один двойной ход
ползуна, мм ……….. 0,2; 0,4; 0,6; 0,8; 1,0; 1,2; 1,4; 1,6; 1,8; 2,0; 2,2; 2,4; 2,6; 2,8; 3,0; 3,2; 3,4; 3,6; 3,8; 4,0
Вертикальные подачи суппорта за один двойной ход
ползуна, мм …………………………………………………………. 0,16; 0,33; 0,50; 0,66; 0,83; 1,0
Мощность двигателя, кВт …………………………………………. 5,5
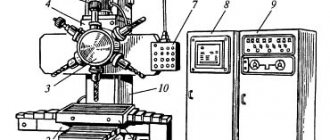
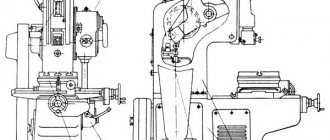
Основными частями поперечно-строгального станка мод. 7Е35 (рис. 1) являются:
- станина 6 — массивная чугунная отливка, имеющая внутри ребра и перегородки для прочности и жесткости; внутри помещены привод станка, коробка скоростей и кулисный механизм;
- ползун 5 — чугунная пустотелая отливка, передвигающаяся по верхним горизонтальным направляющим станины; для обеспечения прочности внутри расположены ребра жесткости; от плавности и точности перемещения по направляющим зависит качество обработки;
- суппорт 4 с резцедержателем 3, в котором крепят резец, размещен в передней части ползуна;
- стол 2 закреплен на передней стенке станины и поддерживается кронштейном.
Рис. 1. Устройство поперечно-строгального станка модели 7Е35: 1 — кронштейн; 2 — стол; 3 — резцедержатель; 4 — суппорт; 5 — ползун; 6 — станина; 7, 8 — механизмы горизонтальной и вертикальной подач соответственно
Движение резца в направлении заготовки, при котором снимается стружка, называют рабочим ходом, а движение в обратном направлении (работа не производится) — холостым ходом.
Технические характеристики поперечно-строгальных станков промышленной группы «АСВ» приведены в табл. 1.
Таблица 1. Поперечно-строгальные станки
Обзор металлообрабатывающего станка модели 7Б56
С 1981 года для промышленной области стал выпускаться протяжной станок модели 7Б56. Обрабатывают на протяжном станке данной модели методом правильной горизонтальной протяжки через сквозные отверстия детали. Сама же проводимая обработка является черновой, а состав обрабатываемых деталей — черные и цветные металлы, а также различные сплавы.
В случае применения дополнительных инструментов появлялась возможность проводить и наружную обработку деталей. Данный аппарат обладал высокой точностью обработки и достаточно большой производительностью, чтобы использоваться для промышленных масштабов. Ниже приведено описание конструктивных особенностей и характеристик протяжного горизонтального станка 7Б56.
К его особенностям относятся:
- плавная регулировка скорости как рабочего, так и возвратного движения;
- гидравлический привод имеющегося протяжного механизма;
- хорошее качество обработанной поверхности, связанное с повышенной устойчивостью станка к вибрациям. Данное условие было достигнуто за счет повышенного уровня жесткости и позволяет одинаково работать во всем диапазоне тяговых усилий на любой скорости;
- автоматическая подача смазочного материала ко всем трущимся поверхностям, а также качественная фильтрация находящегося в гидравлической системе масла;
- срабатывание имеющейся сигнализации в случае, когда режущий инструмент затупится;
- наличие бесконтактных путевых переключателей, а также электромагнитов постоянного тока позволяет добиться высокой степени надежности и безопасности всего электрооборудования;
- возможность модернизации данного станка для последующей установки на автоматическую линию;
- точность обработки горизонтально протяжного станка 7Б56 относится к нормальному классу (H);
- общая длина рабочего хода имеющихся горизонтальных салазок составляет 160 см.;
- скорость движения протяжного механизма варьируется в диапазоне 1,5 – 11,5 метров в минуту;
- усилие гидравлической тяги равно 200 кН;
- наличие мощного электродвигателя в 30 киловатт, осуществляющего движение основного привода.
Гидравлическая схема протяжного станка 7Б56
Технические характеристики
Особенности конструкции сказываются на всех основных технических характеристиках. На подвижном рабочем столе имеются Т-образные пазы, в которых фиксируются заготовки при помощи прихватов.
Габариты и масса
Масса станка – 900 кг. Размеры таковы, что данное оборудование легко становится в помещение практически любого размера:
- длина – 115 см;
- ширина – 110 см;
- высота – 160 см.
Вертикальный стол имеет размеры рабочей поверхности 550х195 мм.
Вертикальный шпиндель
Вертикальный шпиндель рассчитан на хвостовики фрез, имеющих конус Морзе 4. Регулируемое расстояние между торцом и столом – 22–312 мм. Другие технические характеристики вертикального шпинделя:
- расстояние от оси до торца – 100 мм;
- угол поворота головки – 45°;
- наибольшее перемещение по оси – 60 мм.
Скорость вращения вертикального шпинделя – 56–2450 об/мин.
Тиски
Тиски также имеют свои технические характеристики в зависимости от конструктивных особенностей:
- ширина х высоту губ – 150 х 140 мм;
- наибольший развод губок – 50 мм;
- максимальный угол поворота – 360°;
- деление шкалы – 1 градус.
Техника обработки деталей
Описание процесса проведения обработки на протяжных станках заключается в следующем: деталь, которая подлежит обработке, закрепляется на стандартную планшайбу рабочего стола с соблюдением всех мер безопасности. Через отверстие этой детали пропускается протяжное приспособление, фиксируемое непосредственно в тяговом патроне. После включения пусковой кнопки, во внутрь цилиндра осуществляется подача масла, давящего на шток, заставляя перемещаться протяжной элемент.
Когда движущаяся каретка своим упорным элементом наедет на специальный упор для перестановки, произойдет срабатывание концевого выключателя, вследствие чего осуществится остановка рабочего хода каретки. На следующем этапе эксплуатации произойдет включение ее движения в противоположном направлении.
На завершающем этапе происходит задействование оператором кнопки включения холостого хода протяжки, после чего она вернется в свое исходное положение и на этом рабочий цикл аппарата закончится.
Непосредственно от модели протяжного станка зависят и варианты фиксации элемента протяжки в патроне, которые могут быть не только обычными и быстросъемными, но и полностью автоматическими.
Благодаря тому, что на хвостовике корпуса станка имеется специальная резьба — происходит соединение патрона с рабочей кареткой.
Горизонтально-протяжные станки для внутреннего протягивания. Станок 7Б510
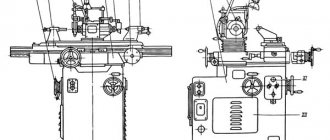
Отечественное станкостроение выпускает горизонтальные протяжные станки с наибольшей тяговой силой 25-980 кн, при наибольшем ходе каретки 1-2 м. На рис. 52 показан станок 7Б510. Он предназначен для протягивания сквозных отверстий. Применив специальные приспособления, на станке можно обрабатывать также и наружные поверхности.
Номинальная тяговая сила 100 кн; наименьшая и наибольшая скорости рабочего хода 1,5-9 м/мин, обратного хода 25 м/мин, подвода и отвода протяжки 15 м/мин; мощность электродвигателя поршневого насоса 17 кВт. При оснащении станка автоматической системой загрузки и выгрузки он может работать с автоматическим циклом.
Рис. 52. Горизонтальный протяжной станок 7Б510
Конструкция
В полой части сварной станины 1 коробчатой формы смонтированы основные агрегаты гидравлического привода, являющегося основным для этого вида станков. Слева расположен силовой цилиндр 2. Шток поршня связан с рабочими салазками, которые, перемещаясь в направляющих вдоль оси станка, служат дополнительной опорой. На конце штока насажена втулка с патроном для закрепления левого конца протяжки 3, а правый конец ее зажат во вспомогательном патроне 4. Приспособление для установки детали и сама деталь упирается в неподвижный корпус станины 5.
Правая часть станины приставная и служит для монтажа узлов автоматического подвода и отвода протяжки. Необходимые движения осуществляются вспомогательным силовым цилиндром, смонтированным в правой части станка. Происходит это следующим образом. При рабочем ходе влево салазки вспомогательного патрона 4 сопровождают протяжку до тех пор, пока они не коснутся жесткого упора. При этом связь между протяжкой и патроном нарушается с помощью подпружиненного кулачка. После этого происходит рабочий ход, осуществляемый силовым цилиндром 2. При обратном ходе задний хвостовик протяжки снова входит во вспомогательный патрон и толкает его вправо в исходное положение.
Станок работает с полным и простым циклом. При полном цикле прямого хода осуществляется подвод протяжки, замедленный рабочий ход, настроенный рабочий ход-замедленный рабочий ход при работе калибрующих зубьев и стоп. При обратном ходе: замедленный ход и отвод протяжки. Простой цикл отличается от полного отсутствием подвода и отвода протяжки.
Гидросхема
Принципиальная гидравлическая схема станка показана на рис. 53. Поршневой насос высокого давления 30 типа НП4М на рисунке показан условно. Трубопровод 28 связан со всасывающей полостью, а трубопровод 29 — с нагнетательной. Насос обеспечивает работу станка, осуществляя рабочий и обратный ходы рабочих салазок при помощи гидроцилиндра 19. Вспомогательный гидропривод состоит из шестеренного насоса 1, встроенного в корпус поршневого насоса, и из вспомогательного гидроцилиндра 12 для подвода и отвода протяжки.
Рис. 53. Гидравлическая схема станка 7Б510
Масло от насоса 1 подается в подпорный цилиндр 31, к центральному золотнику 33 и к механизму управления, в котором расположены четыре золотника-пилота, управляемые соленоидами 24, 25, 26 и 27. Центральный золотник 33 вместе с закрепленным на его конце диском 35, под действием пружины 34 отжимается влево. В диске 35 имеется пять отверстий для прохода винтов 37, которые регулируют производительность насоса 30 (смещение статора). При подаче давления под поршень 36 он упрется штоком в регулировочный винт 37 и ограничит продвижение диска 35 с центральным золотником 33, который соединен с поршнем 32 цилиндра.
Рассмотрим работу гидросхемы для полного цикла. В исходной позиции рабочие салазки находятся в крайнем правом положении, протяжка — в отведенном положении. Нажатием кнопки «Пуск» на пульте управления включаются насосы. При этом все четыре электромагнита (24, 25, 26 и 27) выключены, а поршневой насос 30 не качает масло, так как ротор и статор концентричны.
Подвод протяжки
Подвод протяжки осуществляется нажатием кнопки управления на пульте. При этом включается электромагнит 9. Вспомогательный золотник 7 передвигается влево и соединяет трубопроводы 3 и 8. Масло от шестеренного насоса 1 по трубопроводу 2, через расточку в корпусе золотника, трубопровод 3-8 поступает под правый торец основного золотника 4 и перемещает его в крайнее левое положение, соединяя трубопроводы 2 и 6. Масло поступает в бесштоковую полость вспомогательного цилиндра и перемещает протяжку. В конце подвода протяжки срабатывает путевой выключатель 13, который выключает электромагнит 9 и включает электромагнит 27. В результате этого масло идет под поршень 36 и смещает влево статор насоса в положение, отрегулированное винтом 37 (как показано на схеме). Одновременно с этим левый конец протяжки своим хвостовиком попадает в автоматический патрон, установленный на правом конце штока поршня рабочего цилиндра 19.
Замедленный рабочий ход
В результате указанного выше перемещения полость I становится нагнетательной, полость II — всасывающей. Масло по трубопроводу 29 поступает под правый торец дифференциального золотника 23 и смещает его влево до упора. Трубопровод 29 сообщается с трубопроводом 21, и масло поступает в штоковую полость рабочего цилиндра 19 и смещает его влево до упора. Масло, вытесняемое из бесштоковой полости, по трубопроводам 20-28 поступает во всасывающую полость поршневого насоса 30. Излишки масла, обусловленные разностью площадей штоковой и бесштоковой полостей, сливаются через золотник 22, который поддерживает постоянный подпор в полости рабочего цилиндра.
Быстрый рабочий ход
Быстрый рабочий ход осуществляется при нажатии кулачка на путевой выключатель 17. При этом включается электромагнит 25. Происходит дальнейшее смещение статора насоса 32 влево, увеличивается производительность насоса и скорости перемещения рабочих салазок. В конце рабочего хода, при входе первых калибрующих зубьев протяжки в заготовку, кулачок нажимает на путевой выключатель 16, который выключает электромагнит 25. Начинается замедленный рабочий ход в результате снижения производительности насоса, так как эксцентриситет блока насоса уменьшается. В конце рабочего хода срабатывается путевой выключатель 15 и выключает электромагнит 27 — происходит останов.
Обратный ход
Обратный ход осуществляется при включении электромагнита 26. Блок поршневого насоса смещается влево, трасса 28 становится нагнетательной, а трасса 29 — всасывающей. Масло по трубопроводу 28 поступает под левый торец дифференциального золотника 23 и перемещает его в крайнее правое положение. Трубопровод 28 соединяется с трубопроводами 20-21 и обе полости рабочего цилиндра 19 сообщаются таким образом с линией нагнетания насоса. Ввиду неодинаковых площадей, находящихся под давлением, поршень перемещается вправо. При дальнейшем перемещении рабочих салазок кулачок нажимает на путевой выключатель 17, который включает электромагнит 24. При этом начинается замедленный ход вследствие уменьшения производительности насоса. В конце обратного хода срабатывает путевой выключатель 18, выключающий электромагниты 26 и 24. Происходит остановка салазок, автоматическое освобождение левого конца протяжки и зажим правого конца в патроне 4 (см. рис. 52), находящегося у корпуса 5.
Обзор станка модели 7Б55
Технические характеристики протяжных станков для работы по металлу включают в себя следующие важные показатели — силу рабочей тяги и максимальную величину движения протяжки. Отечественными производителями выпускаются различные модели протяжных станков для металлообработки, способных удовлетворить все необходимые потребности заказчика. К одному из таких станков относится модель 7Б55.
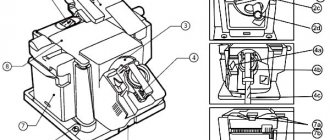
Внешний вид протяжного станка 7Б55
Техническое устройство данного станка имеет следующее описание:
- основной частью технологической оснастки является сварная, полая внутри станина, в середине которой располагается мощный гидравлический привод;
- сам привод состоит из силового цилиндра и штока, горизонтально перемещающегося по специальным направляющим салазкам;
- на штоке установлен патрон, в котором происходит фиксация протяжки;
- схема станка имеет и специальный вспомогательный патрон, предназначенный для крепления конца режущего инструмента.
Во время рабочего процесса происходит перемещение вспомогательного патрона по горизонтально расположенным салазкам совместно с протяжкой до самого упора. В конечной точке движения происходит разрыв их связи при помощи специального пружинного кулачка. После выполнения отрезным станком всей операции резки протяжка возвращается в свое первоначальное положение и вновь присоединяется к вспомогательному патрону. Как и большинство станков такого класса, 7Б55 поддерживает лишь полуавтоматический режим обработки деталей. Однако, технические характеристики протяжных станков позволяют осуществлять усовершенствование путем установки ЧПУ, которое доводит весь рабочий процесс до полного автоматизма.
Вертикальная фрезерная головка
Рассчитана под хвостовики фрез, имеющих конус Морзе №4. Размеры посадочного места: глубина (включая цилиндрическую часть) – 107 мм, внешний диаметр – 55 мм, диаметр посадочного места под хвостовик – 31,267 мм. Продольная жесткость обеспечивается соответствующим посадочным местом вверху, а также опорой на два подшипника качения внизу. Характеристики головки, следующие:
- Регулируемое расстояние между торцом и столом, мм – 22…312.
- Наименьшее расстояние от оси до торца, мм – 100.
- Угол поворота головки, град – 45.
- Максимальное перемещение по оси, мм – 60.
Размер головки по вертикали не может быть более 370 мм.
Уровни автоматизации
Виды токарных станков, а также устройства любого другого назначения, которые используются в условиях массового и крупносерийного производства, называют агрегатными. Такое название они получили по причине того, что их комплектуют из однотипных узлов (агрегатов): станин, рабочих головок, столов, шпиндельных узлов и других механизмов. Совершенно другие принципы используются при создании станков, которые необходимы для мелкосерийного и единичного производства. Конструкция таких устройств, отличающихся высокой универсальностью, может быть совершенно уникальной.
Токарный станок с ЧПУ
Классификация токарных станков (а также оборудования любых других категорий) по уровню автоматизации подразумевает их разделение на следующие виды:
- ручные модели, все операции на которых осуществляются в ручном режиме;
- полуавтоматические, в которых часть технологических операций (установка заготовки, запуск устройства, снятие готовой детали) выполняется в ручном режиме (все остальные операции, относящиеся к вспомогательным, проходят в автоматическом режиме);
- автоматические, для работы которых необходимо только задать параметры обработки, все остальные операции они выполняют самостоятельно, в соответствии с заданной программой;
- металлорежущие агрегаты с ЧПУ (всеми процессами на таких станках управляет специальная программа, которая содержит закодированную систему числовых значений);
- металлорежущее оборудование, относящееся к категории гибких автоматизированных модулей.
Наиболее яркими представителями металлорежущих станков являются устройства с ЧПУ, работой которых управляет специальная компьютерная программа. Такой программой, которую в память станка вводит его оператор, определяются практически все параметры работы агрегата: частота вращения шпинделя, скорость обработки и др.
Системой ЧПУ могут оснащаться даже самые компактные настольные станки
Все виды металлообрабатывающих станков, оснащенные системой ЧПУ, содержат в своей конструкции следующие типовые элементы.
- Пульт (или консоль) оператора, посредством которого в память станка водится компьютерная программа, управляющая его работой. Кроме того, с помощью такого пульта можно выполнять и ручное управление всеми параметрами работы агрегата.
- Контроллер — важный элемент системы ЧПУ, с помощью которого не только формируются управляющие команды, передаваемые на рабочие элементы оборудования, и контролируется правильность их выполнения, но также производятся все необходимые расчеты. В зависимости от степени сложности модели агрегата в качестве контроллера для его оснащения может быть использован как мощный компрессор, так и обычный микропроцессор.
- Экран или дисплей, выступающие в роли управляющей и контрольной панели для оператора. Такой элемент позволяет в режиме реального времени наблюдать за работой металлорежущего станка, контролировать процесс обработки, а при необходимости оперативно менять параметры и настройки.
Принцип работы металлообрабатывающих станков, оснащенных системой ЧПУ, несложен. Предварительно пишется программа, учитывающая все требования к обработке конкретной заготовки, затем оператор вводит ее в контроллер станка, используя специальный программатор. Команды, заложенные в такую программу, подаются на рабочие элементы оборудования, а после их выполнения станок автоматически отключается.
Использование металлорежущих станков, оснащенных числовым программным управлением, позволяет выполнять обработку с высокой точностью и производительностью, что и является причиной их активного использования для оснащения промышленных предприятий, выпускающих изделия крупными сериями. Такие агрегаты благодаря высокому уровню своей автоматизации отлично встраиваются в крупные автоматизированные линии.
Устройство токарно-винторезного станка
Горизонтальная протяжка
Горизонтальный протяжной станок применяется когда появляется необходимость проведения обработки внутренней или наружной части детали, главное движение которого будет происходить в линейном горизонтальном направлении. Правильное движение осуществляется за счет специальных протяжек, имеющих различные профили.
Рабочий цикл такого станка осуществляется в строго горизонтальном направлении. Снятие со всей площади обрабатываемой детали стружки, в процессе эксплуатации, осуществляется благодаря равномерному движению зубьев по всей величине имеющейся протяжки. Чтобы весь процесс был полностью автоматизированным и безопасным — имеет смысл использовать аппарат для обработки и резки металла с установленным ЧПУ.
Станки с вертикальной протяжкой рассчитаны на проведение точной обработки поверхностей деталей различной формы, сделанных как из черных, так и из цветных металлов. Протяжной станок вертикальной конфигурации используется в различных отраслях промышленности — машиностроение, с целью массового производства деталей всевозможной формы.
Общая классификация
Оборудование для обработки металла подразделяются на 11 групп:
- Токарные станки по металлу. Обрабатывают внешние и внутренние поверхности вращения. Их объединяет одно: вращение детали вокруг своей оси.
- Сверлильные станки. В эту группу входят и расточные станки. Используются для прохода сквозных и глухих отверстий. Их объединяет вращение рабочего инструмента с одновременной его подачей. В горизонтально-расточных механизмах подача происходит благодаря перемещению рабочего стола с закрепленной деталью.
- Шлифовальные станки. У всех подобных станков в качестве рабочего инструмента выступает абразивный шлифовальный круг.
- Полировальные и доводочные станки. Общий признак — использование абразивных кругов, полировальных пастообразных материалов.
- Зубообрабатывающие станки. Предназначены для нарезки зубьев шестерен и колес. Сюда же входят и шлифовальные станки.
- Фрезерные станки. В этой группе рабочим инструментом выступает многолезвийная фреза.
- Строгальные станки. У этих станков рабочим ходом является возвратно-поступательное перемещение резца или заготовки.
- Разрезные станки. Служат для деления на части способом разрезания металлического профиля (уголок, швеллер, пруток и т. д.).
- Протяжные станки. Рабочим инструментом служат специальные многолезвийные протяжки.
- Резьбообрабатывающие станки. Сюда входит оборудование, специально предназначенное для нарезания резьбы. К этой группе не относятся токарные станки.
- Вспомогательные и разные станки. Относятся к отдельной группе, выполняют различные вспомогательные операции.
Классификация по типам
Оборудование одного типа может иметь разную компоновку. Фрезерный станок может называться горизонтальным или вертикальным — по расположению оси шпинделя. Различаются кинематические схемы передачи перемещений, системы управления, параметры точности резания.
Однотипные станки со схожей компоновкой, кинематикой, но имеющие различные размеры, объединятся в размерный ряд. Например, зубофрезерные станки делятся на 12 типоразмеров в зависимости от изготавливаемых деталей (от 80 мм до 12000 мм). Каждый типоразмер станка, предназначенный для определенной обработки деталей, называется моделью. Каждая модель имеет свои обозначения: сочетание цифр и букв, указывающие на группу станка, предельные размеры заготовки, отличие от базовой модели.
Краткий обзор станка модели 7523
Еще одним, довольно распространенным, можно назвать горизонтальнопротяжной станок серии 7523. Данный полуавтоматический агрегат имеет широкое применение при проведении работ со сквозными отверстиями на деталях всевозможных размеров и форм. Данная модификация введена в эксплуатацию в 1987 году, придя на смену модели горизонтального протяжного полуавтомата 7Б57. Назначение данного полуавтоматического горизонтально протяжного станка заключается в обработке круглых и шлицевых отверстий, а также шпоночных пазов.
Осуществляя обработку по металлу отрезной станок 7523 имеет следующие параметры:
- нормальный класс точности (H);
- длина рабочего хода салазок, расположенных в горизонтальном направлении, составляет 125 см.;
- наличие у станка электрического привода, мощность которого равна 11 кВт;
- номинальный вес станка порядка 4100 кг.;
- сила горизонтальной тяги составляет 100 кН.
Радиально сверлильный станок 2Л53
- Органы управления радиально-сверлильного станка
- Устройство радиально-сверлильного станка
- Кинематическая схема радиально-сверлильного станка
- Электрическая схема радиально-сверлильного станка
- Сверлильная головка радиально-сверлильного станка
- Механизм включения подач
- Техническая характеристика данного радиально-сверлильного станка
Радиально сверлильный станок 2л53 предназначен для выполнения сверлильных операций с максимальным диаметром сверления 35 мм. Кроме этого на станке можно выполнять и другие операции, такие как рассверливание, зенкерование, развертывание.
Станок оснащается приспособлениями и специальным инструментом, что позволяет расширить область применения и увеличить производительность труда.
Органы управления радиально-сверлильного станка 2Л53
- Ручной поворот стола;
- Зажим бочки на колоне;
- Гайки зажима поворотного стола;
- Зажим рукава на колоне;
- Электрическая кнопочная станция;
- Ручка набора скоростей;
- Ручка переключения скоростей;
- Ручка переключения подач;
- Перемещения сверлильной головки по рукаву;
- Ручка включения подач;
- Зажим лимба механизма подач;
- Зажим сверлильной головки на рукаве;
- Тонкая ручная подача шпинделя;
- Поворот шпиндельной головки;
- Ручка набора подач;
- Зажим сверлильной головки
Устройство радиально-сверлильного станка 2Л53
Радиально сверлильный станок 2л53 состоит из следующих узлов:
- Рукав и плита;
- Бочка;
- Сверлильная головка;
- Механизм включения подачи;
- Салазки;
- Поворотный стол;
- Система охлаждения;
- Резьбонарезная головка;
- Электрооборудование, для монтажа которого требуется частный электрик
Кинематическая схема радиально-сверлильного станка 2Л53
Электрическая схема радиально-сверлильного станка 2Л53
Сверлильная головка радиально-сверлильного станка 2Л53
Сверлильная головка радиально сверлильного станка изготовлена из чугунной отливки, в которую монтируется коробка скоростей и коробка подач.
Коробка скоростей обеспечивает шпинделю восемь скоростей. Через коническую передачу 1, вал 2 получает крутящий момент от горизонтального вала 1.Шестерни 3, 5 и 7 передают крутящий момент валу 3. Вал 3 будет получать разный крутящий момент в зависимости от того, какие из пар шестерен 2 и 3, 4 и 5 или 6 и 7 будут в зацеплении. На валу 3 расположенный подвижный блок обеспечивающий включение колес 8 и 9, 10 и 11 или 11 и 12, что дает возможность получить на шпиндели восемь скоростей с диапазоном от 35,5….1400 об/мин.
Вал 5 коробки подач получает вращение через шестерни 16 и 19. При включении шестерен 18 и 24 и 25,29 и 30 крутящий момент передается на вал 7.Вал получает три разные скорости, в зависимости от того, какая из пар шестерен 25 и 26, 27 и 29 или 28 и 30 будет в зацеплении.
Переключение скоростей коробки подач и коробки скоростей осуществляется при помощи рукояток, расположенных в корпусе сверлильной головки.
Механизм включения подач
Механизм включения подач предназначенный для механической и ручной (ускоренной) подачи шпинделя и расположенный в нижней части сверлильной головки.
Механическая подача осуществляется,рукояткой 2 в положение “ от себя”, тогда зубчатые пальцы 3 входят в зацепление с деталью 4, связанным с червячным колесом 5.
Ручная подача осуществляется рукояткой 1 в положение “на себя”.
Для стабильной глубины сверления при ручной подаче, служит упор 1.
Техническая характеристика радиально-сверлильного станка 2Л53
| Основные параметры | 2Л53 |
| Наибольший диаметр сверления,мм | 35 |
| Вылет шпинделя: | |
| наибольший | 1000 |
| наименьший | 290 |
| Наибольшее расстояние от нижнего торца шпинделя до плиты,мм | 1160 |
| Наибольший ход шпинделя,мм | 325 |
| Конус шпинделя | Морзе 4 |
| Механика станка | |
| Количество скоростей вращения шпинделя | 8 |
| Пределы чисел оборотов, об/мин | 35,5. 1400 |
| Количество подач | 6 |
| Пределы подач, мм/об | 0,1. 1,1 |
| Габариты станка,мм: | |
| длина | 2000 |
| ширина | 790 |
| высота | 2390 |
| Вес станка,кг | 2300 |
Станок оснащается приспособлениями и специальным инструментом, что позволяет расширить область применения и увеличить производительность труда.
Требования по мерам безопасности
В процессе работы на протяжных станках необходимо строго соблюдать меры личной безопасности, которые имеют общие принципы в отношении всего металлообрабатывающего оборудования.
Существует специализированный документ, содержащий набор условий и требований, предъявляемых к протяжным станкам, устанавливающимся на производстве. Так, к примеру, безопасность при осуществлении резки на металлообрабатывающих станках с вертикальным протяжением обеспечивается за счет установки специального ограждающего элемента, защищающего оператора от получения травм при выпадении из патрона возвратного механизма тяжелой протяжки.
В период проведения работ на горизонтально-протяжных станках обязательным является установка защитного откидывающегося экрана со стеклом для слежения за процессом по всей территории выезда протяжного элемента.
Стоит отметить, что в целях безопасности категорически запрещается устанавливать, а также снимать протяжку во время работы металлообрабатывающего станка.
В случае эксплуатации протяжки, чей вес составляет более восьми килограмм, обязательным требованием является использование специального подъемника.