Какие сложности возникают в процессе гибки профильной трубы
Под гибкой профильной трубы подразумевается её загиб частично или полностью. Как известно, у профтруб степень прочности высокая, поэтому согнуть их можно лишь под давлением или при нагревании сгибаемого участка. В процессе, на деталь оказывают действие две силы:
- сжатия — внутри;
- расширения — снаружи.
Именно в противоположности направленности этих сил и заключается сложность работы при закруглении патрубка:
- В различных местах профтрубы может по-разному реагировать на изгиб, что приведёт к потере соосности, то есть, отдельные участки заготовки будут располагаться на разных поверхностях.
- Труба не всегда способна выдержать процесс растягивания и может сомнутся или лопнуть. Чаще такие моменты возникают при неправильном способе сгибания.
- У изделия могут появиться складки, которые напоминают гофру.
- Снижается степень прочности при перегреве, нарушается структура.
- Сминаются боковые стенки — это происходит при чрезмерном давлении, при прохождении заготовки через гибочную конструкцию.
Для избежания данных проблем, следует учитывать материал изготовления труб и их размер: толщину стен, диаметр, угол загиба.
Как согнуть трубу посредством трубогиба
1 Тип станка предназначен для радиусной гибки профильных труб.
Характеристики стандартного станка :
Максимальное сечение трубы #8212; 40 х40х2, 50х25х2 мм.
Минимальные диаметры круга:
- 20х20х2, 25х25х2, 15х15х1,5 –560 мм
- 30х30х2 #8212; 650 мм,
- 40х20х2 #8212; 650 мм,
- 40х40х2 #8212; 1800 мм,
- 50х25х2 #8212; 800 мм.
Максимальный диаметр дуги неограничен.
Тип привода ручной.
Ролики закаленные – все 3 шт.
Цена: 25000 рублей .
2 Тип станка предназначен для радиусной гибки профильных труб, круглой трубы и полосы.
Характеристики универсального станка :
Максимальное сечение трубы #8212; 40х40х2, 50х25х2 мм.
Максимальное сечение круглой трубы 32х2.8 мм.
Минимальные диаметры круга профильных труб:
- 20х20х2, 25х25х2, 15х15х1,5 –560 мм
- 30х30х2 #8212; 650 мм,
- 40х20х2 #8212; 650 мм,
- 40х40х2 #8212; 1800 мм,
- 50х25х2 #8212; 800 мм.
Максимальный диаметр дуги неограничен.
Тип привода ручной.
Ролики закаленные – все 3 шт.
Цена: 30000 рублей .
По желанию Заказчика за дополнительную плату станок комплектуется индикатором часового типа для изготовления более точных всех последующих заготовок.
За дополнительную плату станок может быть укомплектован электроприводом 220-380В
Гарантия 2 года
Саратовская обл. г. Энгельс
Профильную конструкцию можно изогнуть, предварительно прогрев место изгиба газовой горелкой или паяльной лампой. Однако данный метод имеет свои минусы: трудоемкость работы, плохой внешний вид сгиба.
Куда разумней выполнить работу с профильной конструкцией для теплицы посредством трубогиба. Изгиб происходит за счет давления валика. При этом можно контролировать угол изгиба. Трубогиб можно выполнить своими руками.
Для этого потребуются:
- Три ролика;
- Стол из металла;
- Кронштейн;
- Раствор из бетона;
- Сварочный аппарат;
- Стальные конструкции размерами от 70 до 150 мм;
- Ходовой винт;
- Швеллер.
Конструкция выполняется из двух труб из стали. Они фиксируются в плите посредством раствора, а затем прикрепляются, при помощи сварочного аппарата, к швеллеру. Между конструкциями должно быть соблюдено расстояние в 600 мм.
Ролики монтируются на осях на одной линии. Между ними должно быть не менее 50 см. Третий ролик устанавливается в середине. Монтируется он выше двух уже установленных роликов на 100 мм. Такой ролик приподнимается домкратом и отвечает за угол выполняемого изгиба.
При выполнении работы ролик крепится к столу из металла. К оси фиксируется кронштейн с прижимной осью. На нее монтируется ролик, аналогичный профилю конструкции. Сама конструкция, при работе, проходит через ролики. При этом она придерживается руками. По окончанию работы требуется проверить угол профильной трубы для теплицы, приложив ее к шаблону.
Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.
Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Профессионалы предлагают к трубопрокатному материалу с диаметром менее 10 мм применять «холодный» метод, а от 40 мм и выше гнуть под нагревом.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.
Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно. Важно лишь обратить внимание на следующие аспекты.
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.
Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Как гнуть профильную трубу при помощи сварки
Трубные изделия квадратного или прямоугольного сечения, высота стенки которых 30 – 40 мм и более, с трудом поддаются сгибанию, особенно при малых радиусах. Чтобы сформировать своими руками из такого материала красивый отвод в 90 градусов, без болгарки и сварочного аппарата не обойтись.
Порядок действий:
- Сделать шаблон изгиба, по которому проще изготовить несколько одинаковых деталей;
- Вдоль трубы болгаркой сделать надсечки трех стенок, оставив одну цельной. Чем больше надсечек, тем округлей будет изгиб;
- Один конец профиля надежно зафиксировать;
- Применив усилие, взявшись за второй конец постепенно согнуть трубу по шаблону так, чтобы пропилы образовали вогнутую часть изгиба. Плоскость сгибания не должна нарушиться, можно применить киянку;
- Пропилы заварить, места сварки отшлифовать.
Возможно ли согнуть профильную трубу без трубогиба?
Появление в середине прошлого века сварных профилированных видов проката натолкнуло многих мастеров на самые разные идеи его применения. При этом у многих возникает вопрос, как согнуть профильную трубу в домашних условиях без трубогиба?
Особые свойства выгодно выделяют этот полуфабрикат перед обычным металлопрокатом (катаные уголки, швеллеры, тавры и двутавры, рельсы), хотя они продолжительное время был основой для создания металлокаркасов. Сварная прямоугольная конструкция оказалась гораздо легче при той же прочности.
При изготовлении разных конструкций приходится часто изгибать заготовки. В зависимости от конструктивных особенностей возникает необходимость гнуть по радиусу или без них. В каждом случае прорабатывается своя технология исполнения процесса.
В чем проблема гибки профиля
Металлический прокат, имеющий прямоугольное сечение, удобен в работе, заготовки можно стыковать под различными углами. Трудности возникают, когда есть необходимость придать деталям конструкции криволинейную форму. Связано это с тем, что на внешнюю стенку изделия действует сила растяжения, а внутренняя сторона подвергается сжатию.
Попытки согнуть профильную трубу без трубогиба сопряжены с такими проблемами:
- Появление трещин на материале. Если толщина стенок мала, то возможен разрыв металла.
- Сминание боковых сторон. Подобный эффект возникает при прикладывании чрезмерного давления во время пропуска заготовок сквозь гибочные приспособления.
- Возникновение внутренних складок. Чем больше высота профиля изделия и меньше радиус правки, тем больше вероятность появления такого дефекта.
- Излом секции. Происходит при резком прикладывании усилия на заготовку.
- Изменение конфигурации сечения. При нарушении технологии происходит смещение плоскостей, продольной оси, искривление детали в виде спирали.
- Снижение прочности металла. Подобный изъян является следствием перегрева и нарушением из-за этого кристаллической структуры железа.
Избежать подобных осложнений нетрудно. Достаточно подойти к делу грамотно и продуманно.
Изгибание труб без радиуса
Создавая пространственный каркас, проектировщики сталкиваются с необходимостью изготовления элементов, в которых нужно создать детали, где участки труб соединяются между собой под прямым углом (90 градусов) или под острым углом (45 градусов, например). Можно нарезать отрезки, а потом сварить их между собой. Однако вопрос можно решить и иначе:
- Произвести разметку для будущего выреза.
- Произвести вырез лишнего металла.
- Выполнить гиб, соединяя кромки произведенного реза. Сварить металл по кромкам.
Схема техпроцесса изгиба под прямым углом с подрезкой: 1 – разметка; 2 – вырезание излишков металла; 3 – сгибание и сварка кромок
Такой способ позволит получить достаточно прочную деталь, в ней часть металла остается целой.
Если не выполнять подрезание, то излишкам металла деваться некуда. Получается непривлекательный вид изделия.
Прямой гиб профильной трубы без подрезки
В чем причина подобного явления? Чтобы понять, как происходит простое изгибание, следует рассмотреть схему.
Схема формирования изгиба в трубах
Если имеется подходящая оправка, выполняется гиб:
- Один конец закрепляется неподвижно.
- Поверхность заготовки прислоняется к базовой поверхности, относительно которой будет производиться перемещение второго конца.
- Прилагается усилие, и выполняется формирование новой поверхности.
Гибка труб по определенному радиусу с предварительным пропилом пазов
Часто можно услышать пожелание производить изгибание профильной трубы методом пропила и заваривания пазов. Процесс производится в следующей последовательности.
- Выполняется поперечный пропил трех сторон трубы. Четвертая сторона не повреждается.
- Выполняется смещение внутреннего слоя до соприкосновения крайних точек пропилов.
- После завершения изгибания по пропилам выполняют сварку.
Схема технологического процесса изгибания по пропилам
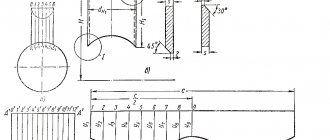
Как выполняется расчет?
Чтобы разобраться с количеством пропилов, нужно выполнить простой расчет. Предположим, что требуется выполнить следующие условия:
- имеется труба размером 30·50 мм;
- необходим разворот под углом 180 ⁰;
- радиус полного разворота R = 100 мм;
- движение производится по стенке b = 30 мм.
Нужно определить наружную длину образующей половины окружности.
здесь π = 3,14 отношение длины окружности к радиусу.
Попутно определяется половина образующей по внутреннему радиусу.
Разница между значениями определяет общую ширину пропилов.
Зная толщину пильного диска (h = 2 мм), нетрудно определить количество пропилов.
Остается подставить все данные в расчетную формулу и определить количество пропилов для поворота на 90 ⁰. Полное количество можно определить в виде.
Расчетная схема для определения параметров пропилов
Расчет лучше оформить в виде таблицы 1
Таблица 1. Определение количества пропилов для начальных условий
| Ширина трубы b, мм | 30 |
| Радиус внутреннего слоя R, мм | 100 |
| Наружный радиус R нар, мм | 130 |
| Длина половины окружности по наружному слою Lнар, мм | 408,2 |
| Длина половины окружности по внутреннему слою Lвн, мм | 314 |
| Разница между длиной наружного и внутреннего слоя С, мм | 94,2 |
| Ширина пропила h, мм | 2 |
| Количество пропилов n | 47 |
| Полное количество пропилов N | 94 |
Часто вопрос о сгибании труб с помощью резов обращаются желающие построить теплицу. Их интересует: «Сколько раз нужно пропилить стенки для получения гиба с определенным радиусом образующей?» Пользуясь предложенными зависимостями, можно легко рассчитать пазы трубы для теплицы. В таблице 2 приведены расчеты для труб разного диаметра и радиусов внутренней образующей.
Таблица 2. Расчет для профильных труб теплицы
| № | Ширина трубы b, мм | Радиус внутреннего слоя R, мм | Наружный радиус R нар, мм | Длина половины окружности по наружному слою Lнар, мм | Длина половины окружности по внутреннему слою Lвн, мм | Разница между длиной наружного и внутреннего слоя С, мм | Ширина пропила h, мм | Количество пропилов n | Полное количество пропилов N |
| 1 | 20 | 1000 | 1020 | 3202,8 | 3140 | 62,8 | 2,4 | 26 | 52 |
| 2 | 25 | 1000 | 1025 | 3218,5 | 3140 | 78,5 | 2,4 | 33 | 66 |
| 3 | 30 | 1000 | 1030 | 3234,2 | 3140 | 94,2 | 2,4 | 39 | 78 |
| 4 | 35 | 1000 | 1035 | 3249,9 | 3140 | 109,9 | 2,4 | 46 | 92 |
| 5 | 40 | 1000 | 1040 | 3265,6 | 3140 | 125,6 | 2,4 | 52 | 104 |
| 6 | 20 | 1250 | 1270 | 3987,8 | 3925 | 62,8 | 2,4 | 26 | 52 |
| 7 | 25 | 1250 | 1275 | 4003,5 | 3925 | 78,5 | 2,4 | 33 | 66 |
| 8 | 30 | 1250 | 1280 | 4019,2 | 3925 | 94,2 | 2,4 | 39 | 78 |
| 9 | 35 | 1250 | 1285 | 4034,9 | 3925 | 109,9 | 2,4 | 46 | 92 |
| 10 | 40 | 1250 | 1290 | 4050,6 | 3925 | 125,6 | 2,4 | 52 | 104 |
| 11 | 20 | 1500 | 1520 | 4772,8 | 4710 | 62,8 | 2,4 | 26 | 52 |
| 12 | 25 | 1500 | 1525 | 4788,5 | 4710 | 78,5 | 2,4 | 33 | 66 |
| 13 | 30 | 1500 | 1530 | 4804,2 | 4710 | 94,2 | 2,4 | 39 | 78 |
| 14 | 35 | 1500 | 1535 | 4819,9 | 4710 | 109,9 | 2,4 | 46 | 92 |
| 15 | 40 | 1500 | 1540 | 4835,6 | 4710 | 125,6 | 2,4 | 52 | 104 |
Чтобы оценить эффективность подобной технологии, желательно оценить трудоемкость и затраты материалов (таблица 3).
Таблица 3. Затраты труда и стоимость расходных материалов для изгибания дуг для теплицы
| Количество пропилов | Длительность одного пропила, мин | Общая длительность пропиливания трубы, мин | Расход отрезных дисков диаметром 125 мм, шт. | Общий расход отрезных кругов, шт. | Длительность сгибания по пазам, мин | Длительность заварки шва по пропилу, мин |
| 52 | 0,3 | 15,6 | 0,2 | 10,4 | 0,3 | 1,3 |
| 66 | 0,3 | 19,8 | 0,2 | 13,2 | 0,3 | 1,3 |
| 78 | 0,3 | 23,4 | 0,2 | 15,6 | 0,3 | 1,3 |
| 92 | 0,3 | 27,6 | 0,2 | 18,4 | 0,3 | 1,3 |
| 104 | 0,3 | 31,2 | 0,2 | 20,8 | 0,3 | 1,3 |
| – | – | – | – | – | – | – |
| Количество пропилов | Общая длительность заварки пазов, мин | Расход электрода 3 мм на один паз с трех сторон | Всего требуется электродов, шт. | Общая длительность процесса, мин | Общая длительность процесса, час | Приведенные затраты на приобретение дисков и электродов, руб. |
| 52 | 67,6 | 0,25 | 13 | 83,5 | 1,39 | 322,4 |
| 66 | 85,8 | 0,25 | 16,5 | 105,9 | 1,77 | 409,2 |
| 78 | 101,4 | 0,25 | 19,5 | 125,1 | 2,09 | 483,6 |
| 92 | 119,6 | 0,25 | 23 | 147,5 | 2,46 | 570,4 |
| 104 | 135,2 | 0,25 | 26 | 166,7 | 2,78 | 644,8 |
Сколько стоит одна стальная, профильная труба размером 20·20 мм? По последним данным шестиметровый отрезок можно приобрести по цене 320…360 руб. Получается, что стоимость процесса обойдется примерно столько же, сколько стоит сама труба. При этом придется затратить более полутора часов на одну дугу. Внешний вид готовых изделий далек от совершенства. Для придания товарного вида необходимо производить шлифование, применяя абразивный инструмент. Эта операция по времени сопоставима с затратами на выполнения сварочных работ. Лепестковые круги еще больше увеличат прямые эксплуатационные затраты.
Вид гнутых изделий, полученных методом пропила пазов с последующей сваркой
Из представленных расчетов видно, что технология гибки труб по радиусу может быть оправдана только для выполнения изгибов профильных заготовок только в ограниченном количестве. Если требуется создать сложную пространственную конструкцию, то следует воспользоваться специальными приспособлениями для промышленной гибки.
Технологии гибки труб
На практике используют специальные гибочные станки. Их делят по принципу действия:
- прокатные. Выполняется прокат по направляющим роликам. В процессе выполнения приходится прокатывать между опорными валиками;
- профилирующие. В инструментах этого типа трубы гнут по определенным профилям;
- натяжными. Используются пластичные свойства материала. Такой способ возможен только для длинномерных заготовок.
Прокатные станки для гибки профильных и круглых труб
Гибочный станок промышленного производства
В конструкции прокатного оборудования используются ряды валиков. Два из них располагаются снизу. Еще один устанавливается сверху. Процесс происходит в следующей последовательности.
- Средний ролик поднимается в верхнее положение.
- Заводится труба и укладывается на два нижних ролика.
- Верхний ролик поджимает трубу.
- Вращая рукоять, заставляют трубу прокатиться по ролика вперед и назад.
- Поджимают верхний ролик. Теперь труба начинает двигаться не по прямой, а по определенному радиусу.
- Прокатывая многократно, постоянно поджимают верхний ролик до заданной отметки.
- Когда доходят до определенного положения, процесс прекращают.
- Согнутую трубу вынимают со станка и укладывают на шаблон, чтобы проверить соответствие размеров и радиуса гиба.
- При необходимости снова ставят на станок и доводят изделие до требуемой нормы.
Конструкции некоторых самодельных станков самодельного производства используют дополнительные цепи. Изготовители подобных станков утверждают, что при работе тяга на всех роликах происходит с одинаковым усилием.
Нажимной прокатный трубогиб нажимного действия
Большинство самодельщиков идут по иному пути. Стоят станки изгибающего действия. В них радиус задается одним из нижних роликов, который приподнимается с помощью домкрата механического или гидравлического действия.
Трубогиб изгибающего действия
Практика показывает, что подобные станки изготавливаются гораздо проще. Достаточно использовать несколько швеллеров и роликов, установленных на мощных подшипниках.
Для прокатывания круглых труб нужно изготавливать ролики, которых ручей имеет профиль, соответствующий профилю заготовки. Для изделий из нержавейки валики вытачивают из текстолита. Подобный материал не наносит на поверхность насечку. Многие могут видеть гнутые изделия во входных группах в торговой сети, а также в ограждениях на лестницах (ограждения из нержавеющих труб диаметром 50 мм).
Профилирующие станки
Изготавливать гнутые изделия приходится при производстве сушилок для полотенца. Эти настенные изделия выполняются по разным схемам. В них циркулирует горячий теплоноситель. Повешенное на трубки белье, сохнет значительно быстрее, чем развешенное на обычных веревках. Поэтому в большинстве ванных комнат устанавливают подобное теплотехническое оборудование.
Для изготовления полотенцесушитилей используют нержавеющие трубы. Чтобы гнуть по заданным размерам применяют простейшие гибочные станки.
Гибочный профильный станок
- профилирующий ролик. Он стоит неподвижно, закреплен на оси;
- упор для фиксации одного конца заготовки;
- обкатывающий ролик, который располагается на рычаге. Сам рычаг вращается относительно той же оси.
- Труба устанавливается в упор.
- Обкатывающий ролик поджимается к наружной стенке заготовки.
- Перемещая рычаг, изгибают заготовку.
- Готовое изделие снимается со станка.
Производители часто имеют в своем арсенале несколько гибочных станков, чтобы комбинировать изготовление по разным радиусам.
Чтобы не происходило смятие стенок, предварительно заполняют песком, а потом в торцы забивают пробки. Внутренний объем остается неизменным. Поэтому качество изделия остается довольно высоким.
Для уменьшения усилий на рычагах, используют сложную рычажную конструкцию. Здесь за счёт повышения радиуса приложения силы добиваются уменьшения значений сил, на концах рычага. Подобную работу могут выполнять даже женщины. Величина прилагаемого усилия не превышает 4…6 кг.
Гибка длинномерных заготовок
На практике изготавливают навесные конструкции. Для навеса нужно использовать шаблон, по которому будет изогнута труба, а потом приварена к опорным столбикам.
Навес из профильной трубы
Громадные площади могут защищаться пространственными радиусными опорами. Каждый может попробовать приложить усилие к квадратной трубе. Она гнется и довольно легко. Остается подобрать подходящий шаблон для придания конечной формы изделию.
Заготовки из труб
Чтобы получить жесткую конструкцию строят эквидистантную согнутую поверхность. Получается арка с внутренним усилителем. Она способна выдерживать высокую снеговую нагрузку в зимний период. Летом атмосферная влага будет стекать по сторонам.
Усиленная ферма для навеса
Как приготовить квадратную дугу
Благодаря тому, что металлоконструкция намного тоньше по сравнению с деревом, естественного света в теплице оказывается больше. Также этот материал более технологичен. Занимаясь возведением арочной теплицы, профиль нужно согнуть. Сгибается он для арки, идущей вертикальным способом от основания вверх, и посередине, дугообразным способом. Например, если вы выбираете теплицу Митлайдер, прочность каркаса будет обеспечена за счет соединения стоек и балок. В куполообразных парниках конструкции состоят из многоугольных рам (алюминия/металла), но собирать их самостоятельно достаточно трудно.
Сам же каркасный материал выбирается «под конструкцию» всего сооружения и его размеров. Если вы собираетесь строить теплицу арочного плана, каркас которой из металла, а не из гипсокартона, подготовьте:
- гибкие прутья (для полудуг) – длиной полтора метра, в количестве 12 штук;
- для строения высотой 1.8 м – 10 штук прутьев, длина которых 2 метра, а диаметр 30 миллиметров;
- изготавливать каркас необходимо начинать с того, чтобы определить отверстия для прутьев, иногда бывает нужно согнуть квадратную трубу, в которой сечение 20 на 20, а диаметр будет три метра.
Вам понадобятся такие инструменты:
- гибочный станок;
- профильные трубы;
- рулетка, простой карандаш;
- болгарка;
- сварка.
Гибочный станок можете сделать самостоятельно, на нем собственно и необходимо гнуть профильную трубу. Прокручивайте его рукояткой. Потребуется приложить немало сил, даже когда толщина стенки материала около двух миллиметров, ведь это не то что гипсокартон сложить! Если станка у вас нет, можете согнуть и руками. Скрепите трубы, идущие параллельно. Нужного радиуса дугу изобразите прямо на земле, приложите изделие и подогните таким образом, чтобы оно стало точно таким же, как и на чертеже. Следующую дугу нужно гнуть по образцу первой.
Трубу заранее нужно подпилите на равные части при помощи Болгарки, и дальше уже гнуть по образцу. В тех местах, где были подпилы, обработайте при помощи точечной сварки. Легкий и крепкий профиль достаточно легко соединить с плоскостями. К тому же он способен выдержать достаточно большую поперечную нагрузку.