Цели и назначение
Накатывание — холодный способ обработки изделий. Под воздействием инструмента на поверхности получается различный узор — сеточка, рифление, риски, насечки. Особых требований к подготовке поверхности нет. Деталь обтачивают до нужного диаметра, после накатывают рифление.
Назначение накатки:
- Повышение эксплуатационных свойств.
- Удаление трещин и других дефектов.
- Повышение устойчивости к коррозии.
- Усовершенствование рабочих характеристик изделий.
Для некоторых деталей накатка необходима из-за их эксплуатационных особенностей. Рифление делают на головках винтов, рукоятках. Для удобства пользования накатывание делают ручке на станках и других механизмах.
Виды накатывания
В металлообработке применяется два вида накатки. Но смысл процесса не меняется.
Формообразующая
Применяется для формирования зубьев и резьбы на цилиндрических деталях, а также для нанесения шкалы при производстве измерительных приборов. На некоторых производствах данный способ называют зубонакаткой.
Упрочняющая
Применяется для повышения износостойкости и прочности изделия. При накатывании на поверхности детали образуется наклеп, благодаря которому повышаются эксплуатационные качества. Используется при изготовлении втулок, валов, шестеренок и других деталей.
Накатка плашками
Смотреть галерею
Данная технология, напротив, успешно применяется на метизных производствах при серийном выпуске крепежных изделий с обычной точностью. Применение плоских плашек отличается высокой производительностью, при этом требуя подключения простого по своему устройству оборудования. Это обеспечивает и надежность рабочего процесса, и универсальность при изготовлении разных по типоразмеру деталей. Например, диапазон диаметров под накатку резьбы в данном случае будет составлять 1,7-33 мм. Максимум по длине резьбы составит 100 мм, а шаговый отступ находится в рамках 0,3-3 мм. Из негативных сторон применения плашек можно назвать низкие показатели твердости деталей, поскольку оснастка работает только с материалами, предел прочности которых не превышает 900 МПа. С другой стороны, плашки специальных модификаций дают возможность выполнения накатки на самонарезающихся шурупах и винтах за один резьбовой проход.
Какие инструменты необходимы?
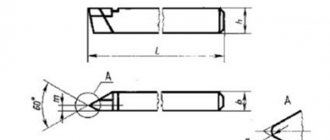
Приспособления изготовлены преимущественно из инструментальной стали. Инструмент состоит из держави, к которой крепятся ролики. В зависимости от размера зубцов на ролике получается мелкий, средний и крупный узор.
Накатные ролики
Применяются для получения рифленой поверхности на детали. Ролик крепится к державке, которая вставляется в резцедержатель. Ролики бывают односторонними и двусторонними. Для получения прямого узора используется один ролик. Если нужно сетчатое рифление, применяется двусторонний инструмент с противоположным направлением узора.
Важно!
Ширину и диаметр ролика выбирают исходя из размера детали.
Зубчатые
Используются для формирования зубьев на цилиндрических деталях. инструмент в большинстве случаев обеспечивает нужные параметры поверхности за один проход.
Универсальные
Применяются для формирования рифлений на ручках, винтах, а также образования рисок и насечек на цилиндрических изделиях.
Стандартные шарики
Изготовлены преимущественно из твердых сплавов, либо из закаленной стали. Шариковые накатки дополнительно оснащены пружиной, которая обеспечивает равномерный нажим на деталь. Отрегулировать силу давления шарика на поверхность можно при помощи специального винта. Применяются шарики для обработки не жестких деталей.
Накатывание резьбы
Производится путем выдавливания металла из заготовки. В качестве инструмента используются специальные накатные ролики. Их профиль и шаг соответствует будущей резьбе. Ролики закрепляют в пиноль задней бабки, либо держат за рукоятки вручную, как при работе с плашками.
Особенности круглой резьбы
Такой тип нарезки можно встретить на санитарно-технической арматуре (регулируется государственным стандартом под номером 13536-68) и на осветительных приборах, а также на цоколях и патронах для них. Эта разновидность дает возможность получения соединений, периодически подлежащих разбору. Профиль для круглых резьбовых соединений получается путем сопряжения двух дуг с одним и тем же радиусом. Резьбовый шаг всегда измеряется в миллиметрах, а в качестве обозначения используются буквы “Кр”.
Детали, используемые в бытовых целях, оснащаются обычной круглой резьбой
Конструктивные особенности круглой накатки обеспечивают ей длительный эксплуатационный срок и значительную сопротивляемость нагрузкам. Профиль не стирается даже при частом использовании. Также такая резьба может вполне успешно применяться в системах, работающих в условиях загрязненной среды. Круглый тип резьбовых соединений применяется, например, при сцепке железнодорожных вагонов.
Как происходит сам процесс?
Выполнять накатывание можно на любом токарном станке с мощным резцедержателем. Данный вид оборудования обеспечивает быстрый и максимально точный перенос нужного узора на деталь.
Подготовительные работы
Подготовка начинается непосредственно с установки накатки в резцедержатель. Сам процесс аналогичен креплению резца — державка полностью фиксируется болтами, вылет рабочей части минимальный. Перед началом работы ролики чистят специальной щеткой. Это необходимо для удаления металлической пыли.
Важно!
Устанавливать инструмент нужно строго по центру.
Под накатку не нужно оставлять припуск. Размер и форма детали после рифления не меняется.
Непосредственно накатка
Деталь крепится в трехкулачковый патрон. Ролик располагается параллельно обрабатываемой поверхности. Оптимальная частота вращения шпинделя — от 40 до 100 об/мин.
На ручной поперечной подаче инструмент подводится к заготовке, слегка ее касаясь. Далее, накатка вдавливается в поверхность детали на 0,5-0,8 мм (отмечать нужно на лимбе поперечной подачи). После выполняется продольная подача инструмента на скорости 1-2 мм/об. Подавать ролик можно автоматически или вручную.
Когда инструмент пройдет заданную длину, необходимо снова углубиться на 0,5-0,8 мм, и включить продольную подачу в обратном направлении. Предварительно нужно убедиться, что зубчики инструмента попадают в уже сделанные насечки.
Количество подходов зависит от обрабатываемого материала. В большинстве случаев необходимо прогнать ролик 4-7 раз. Иногда нужный узор получается с первого или второго раза.
Справка! После каждого прохода заготовку смазывают веретенным или машинным маслом, это обеспечивает лучшее качество поверхности.
Заключительные доработки и проверка
Проверить правильность и качество накатки можно только на глаз. Если рифление получилось равномерное, без дефектов — деталь можно снимать.
Нюансы использования
Для выполнения процедуры требуется токарное оборудование – станок. Перед тем как приступить к работе, необходимо выставить на оборудовании обороты – не чаще 100 в минуту. Мощные модели и профессиональные станки способны справиться с поставленной задачей за раз. В домашних условиях потребуется прокатать изделие несколько раз.
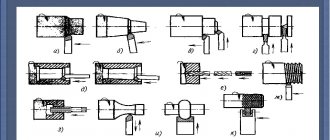
Накатывание бывает четырех видов:
- прямое;
- угловое;
- перекрестное;
- полукруглое.
Первые два варианта подразумевают использование одного накатного ролика. Для выполнения перекрестного накатывания потребуется две детали.
Особенность роликов, выполняющих полукруглое накатывание – особая канавка полукруглой формы с радиусом, где происходит нарезка. Чтобы деталь во время процедуры не выходила за края, радиус канавки должен превышать радиус закругления детали примерно на половину шага накатки.
Другие особенности использования накаток.
- При прямой и перекрестной накатке необходимо учитывать размеры фасок, иначе на поверхности образуются заусенцы.
- При накатывании диаметр изделия увеличивается в среднем на 0,5 шага накатки. Это необходимо учитывать при выборе роликов.
- Шаг накатки рассчитывается исходя из нескольких параметров: диаметра и характеристик материала, а также длины поверхности, которую нужно обработать. Например, для твердых материалов стоит выбирать крупный шаг. То же самое касается деталей с отверстиями больших диаметров.
К процедуре по накатыванию резьбы стоит приступать до того, как будет выполнена чистовая обработка поверхностей детали. Объясняется это возникновением больших напряжений, вызванных роликами, из-за чего размеры элементы могут измениться.
- Для выполнения задачи подойдет практически любой станок, оборудованный резцедержателем высокой мощности.
- Ролики перед проведением процедуры стоит тщательно очистить щеткой, чтобы не навредить поверхности обрабатываемого материала.
Накатка представляет собой сложный процесс, перед проведением которого необходимо позаботиться о подготовке инструментов, материалов и сборке конструкции. Чтобы приступить к процедуре, потребуется установить ролик в державку. Выделяют следующие виды:
- державка с плавающей головкой;
- одно- или двухсторонняя;
- U-образная;
- V-образная.
Универсальные модели станков делают возможной работу сразу с парой роликов, за счет чего удается добиться крестового узора. Другие устройства позволяют менять глубину канавок, расширяя возможности оборудования.
Техника безопасности
Во избежание травматизма необходимо прочно закреплять накатку в резцедержателе. При сильном надавливании инструмента не жесткие детали могут отжиматься. Для таких изделий лучше применять больше проходов. По краям изделия должны быть фаски достаточного размера, чтобы не оставались заусенцы.
Длинные детали фиксируются задним центром. Вылет пиноли должен быть минимальный.
Накатывание применяется для формирования рифленой поверхности на детали. Операция выполняется на токарном станке с минимальными затратами времени, поэтому данный метод целесообразно применять в серийном производстве. Шаг накатки выбирается в зависимости от материала, размера, и назначения изделий.