19.08.2020 Автор: VT-METALL
Вопросы, рассмотренные в материале:
- Технологию токарной обработки металла
- Оборудование для токарной обработки металла
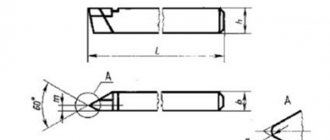
- Режущие инструменты для токарной обработки металла
- Виды и причины появления дефектов после токарной обработки металла
- Технику безопасности при токарной обработке металла
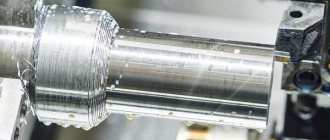
Токарная обработка металла – это одна из наиболее популярных технологий изготовления деталей на специальном оборудовании. В ее основе лежит метод удаления с заготовки лишних слоев для придания ей соответствия заданным параметрам.
Токарная обработка позволяет получить различные детали из большинства известных металлов: стали, меди, титана, бронзы и многих других. В нашей статье мы расскажем про основные принципы данной технологии, опишем оборудование и инструмент, а также разберем виды дефектов и способы их предотвращения.
Технология токарной обработки металла
Для токарной обработки металла необходимо оборудование, оснащенное такими режущими инструментами, как сверла, резцы, развертки и пр. Воздействуя на заготовку, они снимают с нее слои металла заданной толщины. Технология токарных работ предписывает выполнение как главного движения, то есть вращения детали, которая установлена на планшайбу (патрон), так и движения подачи. Режущий инструмент продолжает совершать последнее (то есть подачу) до получения изделия с заданными размерами (формой, качеством обработки поверхности).
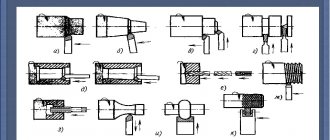
Существует большое количество приемов, которые позволяют совместить два описанных движения (главное и подачи). Это дает возможность обрабатывать на токарных станках заготовки разной конфигурации. Кроме того, токарное оборудование позволяет выполнять такие технологические операции, как:
- нарезка разной резьбы;
- работа с отверстиями (сверление, растачивание, зенкерование, развертывание);
- разрезание заготовки;
- создание канавок разной конфигурации по поверхности детали.
Оборудование обладает большими функциональными возможностями, что позволяет выполнять различные виды токарной обработки металла, в том числе работать со следующими изделиями:
- гайками;
- валами различной конфигурации;
- втулками;
- кольцами;
- зубчатыми колесами;
- муфтами;
- шкивами.
Производство изделий на токарном оборудовании предполагает получение качественных изделий. Качество при этом подразумевает соответствие заданным формам, размерам, точности расположения и степени шероховатости всех поверхностей готовой продукции.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
От чего зависит срок выполнения токарных работ под заказ
Время исполнения заказа на токарное обтачивание складывается из времени подготовительного этапа и непосредственно машинного времени обработки на токарном станке. Продолжительность подготовки может быть гораздо больше самой отделки металла. Она включает следующие этапы:
- разработку технологии по чертежам заказчика (чем сложнее, тем дольше);
- закупку материала (если это не складская позиция);
- если необходим специнструмент, то его заказ и ожидание поставки (может занять несколько недель);
- обрабатывающий токарные центр дополнительно нуждается в разработке программы с последующим «прогоном» пробной детали.
В конечном итоге срок токарной обработки зависит от следующих причин:
- сложность детали;
- размер партии;
- наличие заготовки на складе;
- потребность в специнструменте;
- загруженность токарного производства.
Оборудование для токарной обработки металла
Токарная обработка металла должна проводиться на станках, которые можно разделить на группы в зависимости от выпускаемых ими изделий и их точности:
- Токарно-винторезное оборудование. Данная группа включает наиболее распространенную аппаратуру, с помощью которой создают конусообразные изделия, поверхности цилиндрической формы разнообразных диаметров, делают резьбу, обрабатывают цветные и черные металлы.
- Токарно-карусельное оборудование. Это станки, которые способны изготавливать детали больших диаметров, а также, аналогично предыдущим, работать с цветными и черными металлами.
- Лоботокарное оборудование. Подходит для создания цилиндрических и конических изделий. В отличие от других, на таких станках заготовка устанавливается горизонтально.
- Токарно-револьверное оборудование. Применяется в случае работы с калиброванным прудком.
Помимо перечисленного, существует оборудование, имеющее узкую специализацию. Его лишь условно можно отнести к токарным станкам, поскольку резка заготовок на них происходит с использованием резцов.
- Внедрение ЧПУ в работу станков.
Применение системы числового программного управления (ЧПУ) дало существенный толчок развитию станкостроения. Токарная обработка металла на станках с ЧПУ предоставила возможность снизить себестоимость получаемых изделий, возросла точность и чистота обработки материала.
ЧПУ позволяет достигнуть следующих результатов:
- рост производительности работ при использовании резцов, снабженных режущим краем из твердого сплава;
- возможность обработки изделий из цветных, черных металлов и инструментальных сталей при правильной оснастке;
- автоматизация процесса с минимальным вмешательством мастера;
- возможность включения в программу ЧПУ любых видов резания, причем с заранее заданной скоростью резания и подачи;
- повышение безопасности процесса, поскольку использование оборудования без защитного кожуха блокируется программой станка;
- увеличение точности выполнения работ благодаря проведению резки с определенной скоростью, вследствие чего снижается объем брака ответственных частей конструкций.
На станках, изготавливаемых в Китае и США, широко используется числовое программное управление. ЧПУ возможно установить только на то оборудование, точность позиционирования частей которого достаточно высока.
Как выбрать выгодный баланс качества и стоимости?
Смысл показателей качества токарной обработки и анализ причин, которые их вызывают, позволяют сделать простой и логичный вывод: можно сделать настолько качественную деталь, насколько это позволяют существующие сегодня технологии – если взять для этого самые современные станки, самый лучший инструмент и самых высококлассных профессионалов токарного дела.
И если вам требуется действительно образцовое качество, именно мы можем вам его предоставить. Потому что мы располагаем передовым оборудованием, используем инструменты лучших мировых фирм, а работу выполняют мастера, чей уровень подтвержден и опытом, и квалификацией.
Мы можем сделать для вас идеальную деталь – но такая деталь далеко не всегда будет вам нужна. Потому что с ростом качества растут и затраты на выполнение работы. А значит, качество не всегда должно быть запредельным – но оно всегда должно быть таким, которое нужно именно вам. И всегда можно отыскать разумный баланс между качеством изготавливаемых нашим предприятием деталей и стоимостью этого изготовления – ведь приемлемое качество у нас можно получить на более простом станке и за меньшую цену.
Виды и причины появления дефектов после токарной обработки металла
В ходе токарной обработки деталей может возникнуть брак. Это может быть:
- Несоответствие шероховатости поверхности, установленной в конструкторской документации.
- Овальность формы обработанной поверхности.
- Коническая форма получившейся поверхности.
- Искажение габаритов детали в ходе токарной обработки.
- Наличие частично необработанной поверхности изделия.
Теперь подробнее о перечисленных видах.
- Шероховатость поверхности отличается от установленной.
Причин возникновения такого дефекта несколько:
- Подача излишне большая.
- Заготовка достаточно сильно дрожит по причине плохого крепления или из-за того, что подшипник шпинделя изношен.
- Зазор между разными элементами суппорта увеличен.
- Недостаточно закреплен резец.
- Излишне маленький радиус закругления резца.
- Плохая заточка инструмента.
- Большая вязкость обрабатываемого материала.
- Неправильная геометрия резца.
Все ранее перечисленные разновидности брака исправляют снятием тончайших слоев материала с деталей.
- Овальность формы обработанной поверхности.
Поверхность детали становится овальной из-за биения шпинделя. Это может произойти по причине того, что:
- Подшипник вырабатывается неравномерно.
- Шейка шпинделя изнашивается неровно.
- В коническое отверстие шпинделя попадает грязь и/или мелкая стружка.
Описанные проблемы исключается при:
- регулярном проведении проверок оборудования;
- своевременном обслуживании и ремонте;
- очищении отверстий конической формы и передних центров.
- Коническая форма получившейся поверхности.
Возникновение такого дефекта связано со смещением заднего центра по отношению к переднему. Происходит это из-за проникновения в заднее отверстие пиноли грязи и мелких отходов. Избавиться от брака можно с помощью:
- корректной установки заднего центра;
- очищения конического отверстия пиноли и центра;
- изменения расположения оболочки задней бабки на плите, где она находится (если это нужно).
- Искажение габаритов детали в ходе токарной обработки.
Несоответствие габаритов происходит из-за того, что:
- глубина резания была выставлена неточно;
- измерения пробной стружки были сделаны неверно.
К сожалению, исправить деталь при диаметре, который меньше требуемого, невозможно. Если же он больше, то необходимо снять высчитанный слой материала с заготовки.
Точность обработки
- Главная /
- Точность в машиностроении /
- Точность обработки
Качество обработки деталей машин определяется двумя критериями: точностью обработки и шероховатостью обработанных поверхностей.
Под точностью обработки понимают степень соответствия изготовленной детали заданным размерам и форме. В большинстве случаев форма деталей определяется комбинацией известных геометрических тел: цилиндрических, конических, плоскостей и т. д. Можно установить следующие основные критерии соответствия детали заданным требованиям:
- точность формы, т. е. степень соответствия отдельных поверхностей детали тем геометрическим телам, с которыми они отождествляются;
- точность размеров поверхностей детали;
- точность взаимного расположения поверхностей
Отклонения формы и расположения поверхностей
Отклонение формы реальной поверхности от номинальной, т. е. заданной чертежом, оценивается наибольшим расстоянием D между точками реальной поверхности и номинальной, измеренным по нормали к последней. Отклонения формы и расположения поверхностей регламентируются ГОСТом. Наиболее часто встречающиеся из них:
Отклонения от плоскостности:
- Выпуклость — отклонение от прямолинейности, при котором удаление всех точек реального профиля от прилегающей прямой уменьшается от края к середине (рис. 1, а, в);
- Вогнутость — отклонение от прямолинейности, при котором удаление всех точек реального профиля от прилегающей прямой увеличивается от края к середине (рис. 1,б,г).
Отклонения от круглости:
- Овальность — отклонение от круглости при котором реальный профиль представляет собой овалообразную фигуру, наибольший и наименьший диаметры которой находятся во взаимно перпендикулярных направлениях (рис.1, д);
- Огранка — отклонение от круглости при котором реальный профиль представляет собой многогранную фигуру (рис.1,е).
Рисунок 1. Определение величины отклонения формы
Отклонения профиля продольного сечения — характеризуются непрямолинейностью и непараллельностью образующих:
- Конусообразность – отклонение профиля, при котором образующие прямолинейны, но не параллельны (рис. 2,а);
- Бочкообразность — отклонение профиля, при котором образующие непрямолинейны, а диаметры увеличиваются от краёв к середине сечения (рис. 2,б);
- Седлообразность — отклонение профиля, при котором образующие непрямолинейны, а диаметры уменьшаются от краёв к середине сечения (рис. 2,в).
Рисунок 2. Отклонения профиля продольного сечения
Рисунок 3. Отклонения расположения
Отклонения расположения характеризуется отклонением реального расположения поверхностей (осей) от их номинального расположения:
- Торцовое биение – разность D наибольшего и наименьшего расстояний от точек реальной торцовой поверхности, до плоскости, перпендикулярной базовой оси вращения (рис. 3,а);
- Радиальное биение – разность наибольшего и наименьшего расстояний от точек реальной поверхности до базовой оси вращения в сечении, перпендикулярном этой оси;
- Неперпендикулярность осей или оси и плоскости – расстояние D (Рис. 3,в) между осями или осью и плоскостью на заданной длине; Например: =0,025 мм на 100 мм длины.
- Непараллельность оси вращения и плоскости – разность А-В наибольшего и наименьшего расстояний между осью и прилегающей плоскостью на заданной длине (Рис. 3,г);
- Несоосность – наибольшее расстояние D (Рис. 3,е) между осью рассматриваемой поверхности и осью базовой поверхности на всей длине рассматриваемой поверхности или расстояние между этими осями в заданном сечении.
Факторы, определяющие точность обработки
Погрешность обработки — Отклонение параметров реальных поверхностей детали от заданных на чертеже ещё называется погрешностью. В результате несоответствия действительных движений заготовки и инструмента движениям, предусмотренным кинематической схемой станка, возникает погрешность обработки.
В состав погрешности обработки входят:
- погрешность работы станка, возникающая вследствие неточности кинематической схемы станка и его отдельных узлов;
- погрешность настройки, возникающая от неправильности взаимного расположения инструмента и заготовки, а также от неточности регулировки упоров и остановов.
Погрешность настройки складывается из:
- неточности настройки режущего инструмента;
- износа режущего инструмента;
- упругих деформаций технологической системы станок—приспособление—инструмент—деталь (СПИД);
- температурных деформаций узлов станка, обрабатываемой заготовки и режущего инструмента.
Рисунок 4.
Точность настройки станка и режущего инструмента
При смещении резца на размер а вверх-вниз относительно оси станка (рис. 4) диаметр D заготовки увеличивается.
Биение вращающихся центров станка приводит к биению обрабатываемых поверхностей заготовки относительно оси центральных отверстий. При перестановке обработанной заготовки на другой станок с другим биением центров может возникнуть отклонение от соосности у заготовок, обрабатываемых в разных условиях.
Жёсткость технологической системы
Жёсткостью технологической системы называют отношение радиальной силы резания Py, направленной перпендикулярно обрабатываемой поверхности, к смещению y режущей кромки инструмента относительно обрабатываемой поверхности заготовки в том же направлении:
Под влиянием силы резания возникает упругая деформация элементов технологической системы СПИД (изгиб и сжатие резца, изгиб заготовки и т.п.). Если бы под действием сил резания заготовка и инструмент не деформировались, то обработанная поверхность имела бы форму цилиндра диаметром d (рис.5).
Рисунок 5.
Однако, в результате упругих деформаций резца и заготовки диаметр обработанной поверхности будет отличаться от заданного на величину погрешности — . Эта погрешность тем больше, чем больше величины сил , чем больше вылет резца. В различных точках обрабатываемой поверхности жёсткость технологической системы различна. Например, при консольном закреплении в 3-х кулачковом патроне жёсткость детали будет уменьшаться по мере удаления от патрона. Следовательно, при обработке с продольной подачей стрелка прогиба детали от действия сил резания будет изменяться по длине обработанной поверхности, и мы получим погрешность формы детали — конус вместо цилиндра (см. рис. 6).
Рисунок 6.
Деформации режущего инструмента, зависящие от величины его вылета из резцедержателя, особенно сказываются при растачивании глубоких отверстий (рис. 8).
Рисунок 8.
Повышение жёсткости технологической системы — непременное условие применения высокопроизводительных режимов резания и повышения точности обработки.
Влияние на точность обработки температуры и других факторов
В процессе резания звенья технологической системы нагреваются, что приводит к возникновению температурных погрешностей. Так, вследствие нагрева инструмента удлиняется его режущая часть, что приводит к возникновению погрешности формы и размеров при обработке длинных поверхностей.
Выделение тепла при резании приводит к нагреву обрабатываемой заготовки, причём — чем длиннее заготовка, тем неравномернее она нагревается. Следовательно, изменяется её форма и размеры, что вносит дополнительную погрешность обработки.
Температура нагрева обрабатываемой заготовки зависит от количества теплоты, поступающей в заготовку, которая в свою очередь зависит от массы заготовки, теплоёмкости её материала, режима резания. Чем больше масса заготовки, тем меньше она подвержена температурным деформациям.
При работе станка выделяется теплота из-за трения в узлах и подшипниках, вследствие чего нагреваются детали станка и его механизмы. У токарно-винторезного станка главным образом нагревается передняя бабка. Задняя бабка, суппорт и станина нагреваются незначительно. Ввиду больших масс частей станка происходят медленные температурные деформации, которые незначительно влияют на точность обработки.
Большое влияние на точность обработки оказывает размерный износ режущего инструмента в направлении нормали к обрабатываемой поверхности. Величина износа зависит от пути, пройденного резцом за период его стойкости, т.е. пути резания:
[м], где скорость резания, м/мин.
Характеристикой интенсивности размерного износа является относительный износ (мкм), т.е. размерный износ приходящийся на 1000 м пути резания:
Рисунок 9.
Рисунок 10.
Относительный износ имеет сложную зависимость от скорости резания (см. рис. 9). В зоне низких скоростей (50 м/мин) он довольно велик; при возрастании скорости резания он уменьшается, достигая минимума при оптимальном значении . Дальнейшее возрастание скорости резания приводит к увеличению относительного износа.
Зависимость скорости изнашивания от времени работы инструмента имеет следующий вид (см. рис. 10). В начале работы резец изнашивается значительно интенсивнее. Начальный износ можно учесть, прибавляя к пути резания длину .
Тогда размерный износ может быть определён по формуле:
- Точность обработки
- Шероховатость поверхности
Техника безопасности при токарной обработке металла
Следует соблюдать определенные правила техники безопасности в процессе выполнения операций на токарном оборудовании. В противном случае можно испортить изделие, сломать резец или получить травму:
- Нельзя забывать о защитной рабочей одежде. В комплект должны входить: роба, головной убор, полностью закрытая обувь, защитные очки. Пренебрежение экипировкой может привести к ожогам и ранам от стружки и летящих осколков металла.
- Нельзя работать в перчатках!
- Резцы должны быть хорошо заточены, а при использовании токарного станка – отцентрованы и закреплены.
- Нужно крепко держать стамески обеими руками при работе с ними.
- Следует обязательно проводить черновую обработку заготовки перед тем, как ее формировать.
- Нельзя отвлекаться и оставлять работающий станок без внимания.
- Не следует торопиться, надо правильно рассчитать свои силы при ручной подаче.
Обработка металла на токарном станке требует практики. Каждый новый станок необходимо освоить, попробовать провести разные операции на бракованных заготовках. Это даст возможность понять особенности оборудования, получить большую точность и добиться повышения производительности. Выполняя перечисленные выше рекомендации, можно получить прекрасный результат, а также избежать брака и травм.