Технология электродуговой сварки металлических труб
Электродуговая сварка имеет технологические нормативы и особенности проведения в зависимости от материала, толщины стенки и целевого назначения труб.
Сварка неповоротных стыков труб
Соединение неповоротных стыков осуществляется тремя способами, которые зависят от расположения:
- по вертикали;
- по горизонтали;
- при угле в 45 градусов.
Вертикальный способ включает в себя 4 этапа:
- Сварка трубы с созданием корневого валика. Наиболее важный этап с формированием стыка, который будет являться основой для всей работы. Наклон электрода относительно поверхности: «угол назад». Следует корректировать длину дуги: при недостаточном проплавлении — устанавливать короткую, при нормальном – среднюю. Нахождение сварного валика долгое время в жидком состоянии ведет к возникновению дефектов. Поэтому при большом объеме сварочной ванны скорость варки уменьшают.
- Наварка трех валиков, осуществление заделки. Выполнение валиков происходит при повышенном режиме. В зависимости от направления шлака применяется сварка прямоугольная или под «углом назад». Верхний край последнего валика обязан иметь минимальную величину до верхней кромки. Обычно равна диаметру электрода.
- Формирование замка в начале и конце валиков. Сформированный замок является началом валика со смещением от предыдущего на 5 мм. Осуществляя стык, валик должен быть исполнен по всей длине беспрерывно.
- Осуществление сварки на лицевой стороне. Выполняется на высокой скорости и имеет своей целью формирование плоской поверхности. Сварка заканчивается, заходя за начало шва.
Горизонтальный способ требует профессиональных навыков. Производится при разной величине сварочного тока и под разным углом к детали. Эта методика предусматривает три этапа:
В пределах одного этапа сварка проходит непрерывно, начиная с позиции «угол назад» и заканчивая положением «угол вперед».
Сварка при угле труб в 45 градусов начинается с создания первого валика под углом электрода в 90 градусов. Выполнение шва происходит при непрерывной плавке второго валика. После заполнения основы выполняют проплавку первого валика. Тем самым создают соединения по горизонтали и вертикали.
Сварка труб «под просвет»
Технология предусматривает следующие условия:
- величина притупления: 2-2,5 мм;
- зазор между кромками: не более 3 мм;
- угол раскрытия: в диапазоне от 60 до 70 градусов;
- дополнительная обработка кромок путем снятия фасок для придания им необходимой формы и устранения неровностей;
- разница в толщине свариваемых стенок не должна превышать 3 мм или 10%.
Cварка трубопроводов высокого давления
Особенностью сварки трубопроводов высокого давления является необходимость предварительного нагрева соединяемых элементов до 300 градусов С, которую поддерживают на протяжении всего процесса прихвата и варки.
При варке газопроводов учитывают:
- Что для газовых магистралей применяют толстостенные трубы, что повышает общую трудоемкость работ.
- Предъявляются повышенные требования к качеству и надежности сварного шва, поэтому к работе привлекают профессионалов с большим опытом.
- Вся система в целом (труба, а также места стыков, сварочные швы) должны быть устойчивы к коррозии. После окончания варки для снятия термических напряжений отрезок в 10 см в каждую сторону от шва прогревают до 500-600 градусов С. Для этого используют термические печи, индукционные нагреватели, газовые горелки.
При нагреве торцы труб закрывают для предотвращения охлаждения и движения воздуха в трубе.
Автоматическая сварка
Так называемая сварка под флюсом предполагает подачу в зону горения электрической дуги электродной проволоки при помощи сварочной головки автомата. В расплавленном состоянии металл проволоки попадает в сварочную ванну и смешивается с основным металлом.
Автоматическая сварка позволяет:
- ускорить и стабилизировать процесс;
- сделать дугу невидимой;
- расширить диапазон деталей по толщине;
- сделать швы более стойкими к образованию трещин и пор.
Флюс положительно влияет на устойчивость дуги и на химический состав шва. Для проведения автоматической сварки необходима возможность вращения стыка.
Сварка труб большого диаметра
В более чем половине случаев соединение стальных магистральных трубопроводов осуществляется с использованием трубосварочных машин. Когда применить механический способ невозможно, например, из-за особенностей локализации, ограничении в манипуляциях с трубой, применяется ручная сварка, осуществляемая бригадой сварщиков.
Для магистральных труб со стенкой менее 6 мм используют два слоя сварочного шва, более 6 мм – три. Обратный валик корневого шва может иметь высоту до 3 мм. В тех местах корневого шва, которые проварены некачественно, осуществляют дополнительную подварку изнутри трубы. Это требование также касается той части корня, который выполнялся в потолочном положении: нижнюю четверть периметра стыка доваривают изнутри. Поворотные стыки требуют выполнения подварки по всему периметру стыка. Подварку осуществляют электродами 3-4 мм.
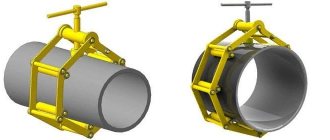
Трубы большого диаметра требуют использования специального центрирующего оборудования.
Как правильно паять полипропиленовые трубы: 3 современных метода
Настоящий домашний мастер старается всегда обходиться без помощи профессионалов в любом ремонте. И при необходимости заменить отопительные трубы ПВХ или водопровод в квартире тоже можно обойтись своими силами.
Применение для разводки водопровода полимерных труб дает преимущество в том, что не нужно работать со сваркой, с нарезанием резьбы, и поэтому работа значительно облегчается.
Перед монтажом полипропиленовых труб необходимо иметь представление о том, как работать с паяльником для ПВХ труб, приобрести необходимый инструмент и материалы.
Как правильно паять
Как правильно делать соединения, чтобы они были герметичными?
Для трех самых распространенных способов пайки ниже приведено подробное описание всех операций:
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба. Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
Паять трубы из полипропилена самостоятельно — несложно, но эта работа требует аккуратности и внимательного отношения. Главное — соблюдать время нагрева элементов и выдержку при остывании деталей – от этого зависит качественный шов соединений.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Как правильно паять полипропиленовые трубы: 3 современных метода
Для соединения полипропиленовых труб используются электрические и газовые паяльники. Трубы можно паять дома и самостоятельно – для этого нужно изучить методику пайки и купить не набор необходимых инструментов.
Как правильно варить трубы электросваркой инвертором?
Наличие жира, грязи, пыли препятствует качественному соединению молекул металла.
Центрирование и стыковка трубы
- Центрирование и стыковку изделий небольшого диаметра проводите путем фиксации с помощью подручных средств или воспользовавшись помощниками.
- Трубы большого размера (от 60 мм) центрируйте специальным оборудованием – центратором: внутренним или наружным. И тот, и другой обладают электрогидравлическим приводом. Внутренние являются более предпочтительными по причине того, что при их применении стык остается незакрытым. Это позволяет использовать автоматы для сварки, а также не ограничивает в манипуляциях при ручном соединении.
- Не допускайте отклонений при ручном способе центровки. Состыковать идеально без центратора – нереально, но старайтесь минимизировать отклонение.
- Соединив ровно трубы, приступайте к варке корневого шва.
Сварка корня
- Варите шов при следующих условиях:
- минимальный ток;
- обратная полярность;
- короткая электрическая дуга;
- сухие электроды;
- отсутствие ветра в трубе.
- Варите вертикальным способом, электрод перпендикулярен плоскости.
- Электродом расплавляйте кромки – между ними появится перемычка, которая называется сварочной ванной. Перед перемычкой находится так называемое технологическое окно.
- Внимательно следите за величиной технологического окна: на протяжении всего процесса оно должно оставаться одного диаметра.
- Делайте коренной шов высотой не более 1 мм. Обратный валик также не должен превышать эту величину.>
- Начало и окончание шва, участок перехода между электродами зачищайте для избегания образования пор в металле, наличие которых рано или поздно приведет к потере герметичности трубы.
Заполнение и облицовка сварного шва
- После сварки корня заполняйте сечение шва целиком.
- Используйте в зависимости от толщины стенок и материала однослойный или многослойный способ прохода.
- Движение электрода при заполнении – треугольник: кромка 1 — кромка 2 — технологическое окно.
- Обращайте внимание на прогрев кромок и корневого шва. Чем не больше прогрев, тем шире шаг заполнения.
- После каждого слоя очищайте поверхность от шлака.
- Если имеете навык, и, если позволяет диаметр стенки, выполняйте заполнение и облицовку одним проходом.
Видео-урок сварки труб под просвет
Сварка газовых труб под давлением
Сварка специальных газовых труб для транспортировки содержимого с высоким давлением предъявляет повышенные требования к процессу.
Технология сварки газовых труб
Особенности сварки труб для транспортировки составов с высоким давлением определяют двумя характеристиками:
- Толстые стенки и небольшой диаметр.
- Агрессивное воздействие транспортируемых газов.
Трубы до 10 см в диаметре варятся вручную, свыше – при помощи полу- или автоматической сварки с ручной подваркой корня шва. При диаметре более 6 см используют специальные кольца. Сварной шов делают многослойным – от 4 слоев и выше в зависимости от нагрузки на трубопровод и характеристики материала. После выполнения работ проводится обязательный осмотр – дефектоскопия внутри и снаружи места сварки.
Юлия Петриченко, эксперт
Видео-урок сварки газовых труб
Возможные ошибки и дефекты сварного шва
- Ток большой величины при варке корня ведет к образованию вместо технологического окна отверстия, через которое металл будет капать вниз. Обеспечивайте ток такой силы, чтобы металл успевал остыть буквально сразу за движением электрода.
- Если технологического окна не видно, скорее всего, сила тока слишком мала, и ее увеличивают.
- Маленькое притупление приводит к увеличению технологического окна и к провисанию металла внутрь трубы.
- Зазор более 2 мм гарантирует появление пор в шве – работа будет неудовлетворительной.
- При сварке электродом нельзя делать скачковые движения более 5 мм в длину.
Сварка стальных труб – для новичка дело непростое. С практикой придет опыт и интуитивное ощущение того, что и в какой момент следует сделать, чтобы сварной шов вышел идеальным.
Возможно, вы профессиональный сварщик, и у вас есть, чем поделиться с читателями. Оставляйте свои мнения в комментариях.
Юлия Петриченко
Сварка трубы на просвет: видео-уроки, как варить трубопроводы любого диаметра — версия для печати
САМОЕ ИНТЕРЕСНОЕ В РУБРИКЕ «Сварка труб»
Выполняя монтаж труб отопления, зачастую приходится их соединять методом сварки. Конечно, в некоторых случаях может подойти и резьбовое соединение, однако процентное соотношение такого способа гораздо меньше.
Что касается сварки стальных труб, то такой метод имеет несколько разновидностей. Например: ручная электродуговая, газовая сварка (полуавтоматическая, автоматическая). Для соединения стальных элементов отопления зачастую применяется первый вид сварки.
Чтобы сварить стальные трубы ручной дуговой сваркой, нужно использовать специальные электроды, выполняющие функцию присадки. Они выполняют две функции: проводят ток к дуге и заполняют шов. Их состав, размеры и прочие характеристики установлены ГОСТом. Сегодня в Сети можно встретить достаточно видео, где показано, как выполняется тот или иной вид сварки.
Технология же ручной дуговой является достаточно простой, поэтому его выполнять можно своими руками. Все начинается с подготовки.
Пластиковые трубы
Для стыковки между собой полипропиленовых деталей обычно применяют один из двух способов, чем лучше варить трубы отопления:
- Раструбная сварка. Осуществляется погружением одного конца трубы в другой.
- Муфтовая сварка. Применяется промежуточный элемент — муфта.
Для коммутации комплектующих из полипропилена используется диффузионная сварка. В процессе ее реализации происходит нагревание отдельных узлов контура с помощью специального паяльника мощностью 1500 В. Подобные приборы работают от обычной сети 220 В. В среднем на нагревание уходит не более 5 с. Характеристики полипропилена таковы, что его плавление начинается при температуре 27 градусов. Нужную температуру нагревания можно выставить на регуляторе температуры.
https://www.youtube.com/watch?v=Tvhw5VG5qTI
Процесс сваривания полипропилена в разные времена года имеет свои отличия. Если процедура проводится зимой в условиях улицы, продолжительность нагревания несколько увеличивают. Такой же принцип справедлив при работе с трубами большого диаметра: как правило, их нужно разогревать в течении 30 с. Специальная насадка на приборе обеспечивает одновременный разогрев всех поверхностей, которые будут стыковаться (имеется в виду труба и муфта). По ходу повышения температуры на деталях появляются «отбортовки».
По достижению нужной температуры элементы нужно извлечь с насадок и состыковать вместе, соблюдая равномерность нажатия с обеих сторон. Отдельные части после стыковки в разогретом состоянии запрещается сдвигать или крутить, иначе шов потеряет свою прочность. Чтобы соединение имело достаточную крепость, детали в соединенном состоянии нужно выдержать не менее 30 с. Признаком излишнего нагревания поверхности труб является приобретение ею коричневого цвета.
Подготовка
Сначала нужно заняться подготовкой труб. Поверхности, которые планируется сваривать, должны быть зачищены и обезжирены. Только так можно избежать дефектов в швах.
Изделия должны иметь соответствующий угол раскрытия кромки, должна быть соблюдена перпендикулярность плоскости торца оси изделия. Подготовка труб отопления большого диаметра осуществляется с помощью фрезерных машин или же газокислотной резки.
Размеры, соответствие толщины изделий, химического состава, механических свойств – все должно сочетаться с требованиями ГОСТа.
Нужно отметить, что зачастую величина притупления — около 2 мм, а угол раскрытия – около 65 градусов.
Немаловажным этапом подготовки является и выбор материалов.
Подготовительные работы
Чтобы соединения получились без дефектов, перед сваркой труб отопления электросваркой проводится подготовка. Проверяется перпендикулярность среза торцов относительно оси, при необходимости корректируется. С кромок снимаются фаски, оставляя притупление 2 мм, чтобы угол между ними был 65 — 70˚. Поверхность труб на расстоянии не менее 1 см от стыка зачищается до блеска наждачной бумагой и обезжиривается растворителем.
Правильная подготовка и стыковка труб
Электроды
Сварить стальные трубы отопления можно правильно, если выбрать верно электроды. Все существует два их вида: неплавящиеся и с плавящимся основанием. Градация основана на разновидности сердцевины электрода. Для неплавящегося типа применяется электротехнический уголь, графит или вольфрам. Что касается плавящегося, то его делают из сварочной проволоки, которая может иметь разный состав и размер. В нашем случае зачастую применяются электроды диаметром от 2 до 5 мм. Больших размеров изделия могут вариться и большим диаметром электрода.
Процесс сварки
Прихватки
Варить трубы отопления следует начинать с прихваток. Такова технология соединения встык.
Они — часть шва. Для их выполнения применяются электроды того же типа, которые будут применяться и для основной сварки.
Если диаметр изделий составляет до 30 см, можно выполнить четыре прихватки, равномерно расположенных. Длина – 5 см, высота – около 3 мм.
Сварить встык изделия большого диаметра можно, выполнив прихватки через 25-30 см. Сварка выполняет в три слоя, если толщина стенок составляет до 1,2 см. Нужно стремиться, что большинство стыков выполнялось в поворотном положении.
Поворотный метод
Сначала выполняется шов высотой около 3 мм, используя электроды диаметром 2-4 мм. Затем подбираются электроды с большим диаметром, для создания последующих слоев.
Сварка труб отопления большого диаметра
Стык стоит разделить на четыре сектора. Их выполняют по два сектора в верхнем полушарии трубы, поэтапно поворачивая изделие. И только третий слой выполняется в одном направлении, вращая трубу.
Нюансы
Если выполняется соединение изделий, которые работают при давлении, они, как правило, находятся возле стен помещения, поэтому варить такие трубы не очень удобно. Начинается процесс на нижнем участке отопительной системы, с центра.
Выбор аппарата для сварки
Не останавливаясь на конкретных брендах и моделях при выборе сварочника необходимо обращать внимание на основные характеристики и параметры. Что это значит?
Для выполнения указанных работ предлагаются аппараты трансформаторного и инверторного типа. Разница в цене, габаритах, весе.
Отличительной и положительной чертой инверторного оборудования является тот нюанс, что при напряжении непостоянном, ниже 220 В или при перепадах он «не проседает» в мощности. Кроме этого, следует обратить внимание на параметры:
- Сварочный ток. Чем больше максимальный ток, тем большего диаметра электрод можно использовать, а это влияет на величину и глубину шва.
- Рабочий цикл. Инверторной модели, чтобы долго и качественно функционировать, нужен после какого-то промежутка работы небольшой перерыв (простой). Соотношение этих промежутков и составляет рабочий цикл.
Процентные соотношения в паспортах к аппарату могут быть двух стандартов: 5 мин и 10 мин.
Как это расшифровать?
Пример 1. В 10-ти минутном цикле 50% – надо понимать, что речь идет о 5-ти минутах работы и 5-ти минутах простоя.
Пример 2. В 5-ти минутном цикле 60% – означает 3 минуты работы и 5 минут отдыха.
Цикл может быть разным на разных токах, это тоже необходимо учитывать, то есть чем меньше ток, тем дольше можно работать и меньше отдыхать.
После небольшой практики вы уже самостоятельно приноровитесь регулировать цикл исходя из технических характеристик приобретенного аппарата.
- Еще один аспект, который косвенно подскажет о надежности оборудования. Если срок гарантии больше года, скажем 3, то естественно, аппарат прослужит дольше, чем тот, который готовы сервисно обслужить только в течение 6-ти месяцев.
Сварка, пошаговые действия
Термический процесс, происходящий при электросварке, соединяет детали прочным швом, который будет лучше по механическим свойствам в отличие от газосварки.
Итак, как научиться варить? Когда речь идет о трубе в доступном месте и с возможностью вращения, то два отрезка трубопровода встык соединяются одной или тремя точками электросварки. Затем:
- безотрывно (если можно вращать);
- с отрывом, начиная снизу, если неудобное положение трубы и ее невозможно вращать, делается шов.
Что представляет собой композиционный электрод
Чтобы подобраться в труднодоступное место для сварки трубы, сварщики прибегают к различным хитростям. Одни из них используют огрызки электродов, другие сгибают стержни как им надо и с успехом заваривают трубу у стены или там, где совсем не подлезть.
Многие из них знают и о композиционном электроде, который по своей форме чем-то напоминает крюк. Такая форма композиционного электрода была выбрана неспроста, ведь именно данным электродом можно заварить трубу даже в самом труднодоступном месте.
Само собой разумеется, что при сварке в котлах или электропечах, в общем, закрытых емкостях, существуют свои правила безопасности. Во-первых, в стеснённом пространстве крайне важно обеспечить достаточную циркуляцию воздуха.
Иногда сварщикам и вовсе, приходится варить в противогазах, поскольку иначе дышать нет возможности. Кроме этого, важно обеспечить хороший свет и позаботиться об электробезопасности.
При напряжении свыше 36 вольт, на месте сварки обязательно должен присутствовать диэлектрический коврик.
Подвод воды
Прежде чем приступить непосредственно к электросварке вы должны подготовить схему будущего водоснабжения, с расположением всей коммуникации. Подобная планировка позволит сделать разводку оптимальной и хорошо подготовиться для качественного соединения труб при помощи сварочного аппарата.
Что обязательно надо соблюсти.
- Стояк горячей воды идет справа, холодной – слева (при вертикальном расположении). В горизонтальном положении трубы идут параллельно – труба горячей воды идет над холодной.
- Обязательно должен быть небольшой уклон, который в случае необходимости позволит удалить воду из труб. Уклон направляется к стояку или водозаборной точке.
- Должно соблюдаться расстояние между стояками, и трубами и стеной.
Защита при сварочных работах
Нюансы
Напоследок несколько советов общего характера, связанных с выбором и монтажом труб:
- Если вы предпочтете металлопластиковые трубы — остановите свой выбор на фитингах под обжимку
, без резьбы и накидной гайки. Они не разбираются, зато куда реже текут; - Длинные участки из неармированного полипропилена на горячей воде должны включать компенсаторы
— П-образные изгибы или петли; - В стяжку или штукатурку укладываются только трубы с малым коэффициентом теплового расширения
— оцинковка, медь, металлопластик или армированный полипропилен. Разумеется, речь идет все еще о горячей воде; - Все соединения, кроме сварных на полипропилене и паяных на меди, должны быть доступны после окончания ремонта . В первую очередь это касается металлопластика;
- Использование фильтров на входе в квартиру — обязательно. Они продлят жизнь и смесителям, и бытовой технике.
Как варить водопроводные трубы электросваркой?
Начало делается с нижней центральной точки трубы. Чтобы стежок потолочной сварки был ровным и качественным электрод ведется перпендикулярно к месту сварки. От низа к центру наверх и симметрично, с другой стороны, так же.
Вертикальный шов может выполняться точечно, электрод при этом расположен вверх под углом.
Горизонтальный участок водовода наиболее удобен и прост для выполнения сварочных работ. Но, как и во всех остальных надо внимательно смотреть за тем, чтобы не сделать прожег металла.
Бывают ситуации, когда сварку необходимо произвести на трубе, близкорасположенной к стене. В этом случае в трубе вырезается отверстие для того, чтобы сделать шов по внутренней стенке, а после обрабатывается и делается шов на остальном участке стыка. Также на труднообозримых участках, чтобы процесс не делался вслепую, используется обыкновенное зеркальце, которое «показывает» невидимый кусок трубы и по отражению осуществляется электросварка.
Тепло в доме
Также, помимо воды электросварка применяется при монтаже отопительной системы, причем как частном доме, так и при установке индивидуального отопления в квартирной многоэтажке. Однако чаще все-таки в частном секторе. Из этого и будем исходить.
Любой глобальный процесс, а отопление – это серьезно и непросто, необходимо начинать с подготовки. Планируется вся схема трубопровода отопления, местонахождение котла, сгоны, стыки, сгибы, ведение трубы по комнатам через стены и пр.
Как варить трубы отопления электросваркой? Пошаговый процесс электросварки описан выше. Но при соединении труб отопления важны не только качественно выполненные швы, но и правильно сделанная разводка.
Процесс варки трубы
Для того чтобы процесс сварки не превратился в ад, а наоборот, упростился благодаря продуманности всех нюансов разводки (доступность соединительных стыков для выполнения сварочных работ, удобство, минимальное количество различных колен и дополнительных сгонов и пр.) необходимо продумать следующие моменты.
- Систему отопления можно выбрать одноконтурную или двухконтурную, зависит оттого, что в итоге хотите получить – только отопление или еще наличие горячей воды.
- Проводить магистраль на чердаке или по низу, вдоль стен.
- В случае если коммуникация проводится понизу (а она самая экономная в плане расходования средств) подготовить отверстия в стене для прокладки труб отопления через комнаты.
Если учтены все вышеописанные моменты, можно приступать непосредственно к процессу соединения сваркой труб.
- Сначала прокладываются все трубы, согласно выбранной планировке.
- Затем можно приступить к сварке, соблюдая уклон (контролируется при помощи строительного уровня), необходимый для сгона.
- В первую очередь выполняются стыки магистрали.
- На заключительном этапе делается «обвязка» котла с установление расширительного бачка и насоса.
Контроль качества сварного соединения
Завершив электросварку, наружным осмотром определяется наличие прожогов, пор, свищей и других видимых дефектов. Для выявления микротрещин, незаметных невооруженным глазом, обычно смонтированный участок подключают к отопительной системе. Если на швах не появятся капельки воды, работа проведена качественно. Такой способ проверки приемлем в частном доме, где систему можно заполнить в любое время.
В квартирах с центральным отоплением проверку качества сварных соединений в летний период проводят с помощью компрессора. На концы труб ставятся заглушки, стыки обмазываются мыльной пеной, закачивается воздух под давлением. Места, где есть изъяны, определяются по пузырькам на их поверхности.
Замену или монтаж новых труб отопления лучше делать летом, чтобы большую часть сварочных операций выполнять на улице. Вблизи от места работы в помещении не должно быть легковоспламеняющихся материалов. Если опыта сварки труб пока маловато сначала можно сварить несколько ненужных обрезков, чтобы потом не портить новые заготовки.
Безопасность, прежде всего!
Правила безопасности при ведении сварочных работ описаны в соответствующих ГОСТах, но кто будет читать эти длинные, написанные с соблюдением всех юридических формальностей положения. И тем не менее. Процесс электросварки очень ответственный и травмоопасный, а посему знать те нормы и правила, которые сохранят здоровье и жизнь необходимо обязательно! Вот основные предписания по ТБ.
- ”
- Технология процесса электросварки должна предусматривать максимальную механизацию.
- Обязательно! Наличие вытяжной вентиляции в закрытом помещении либо в домашних условиях открытые окна или форточки.
- Обязательно! Наличие заземления (в комплекте со сварочным аппаратом идет два провода один из них с наконечником, который используется в качестве «земли»).
- Хорошее освещение помещения и участков где будет производиться сварка трубопровода.
- Расходные материалы (электроды) должны соответствовать предстоящему виду работ. Хорошо бы приобрести быстро остывающие и заполняющие электроды (для домашнего использования).
- Важно! Использование средств индивидуальной защиты.
>
Особенности и рекомендации перед началом работ
При подготовке к сварке трубопровода изучают следующие моменты:
- Выбор полярности – зависит от материала изготовления и толщины стенок свариваемых элементов, типа электродов. Нужную информацию можно найти в руководстве по применению стержней.
- Толщина расходного материала – влияет на силу тока, задаваемую при настройке сварочного аппарата. Рассчитывают эту величину, умножая сечение стержня на 30-40.
Рекомендуем к прочтению Как самому сделать буржуйку для гаража
Строгих требований к скорости сварки не предъявляется. Однако дугу не стоит долго держать в замковой точке. Края прогорят, из-за чего придется заново срезать и зачищать их.
Перед началом работы собирают стыки трубопровода.