Монтаж газовых труб проводится регулярно. Выполнять сварку газовых труб самостоятельно запрещено. Такую работу может сделать только специалист с большим опытом. Чаще всего материалом для газовых труб выступает сталь. Соединение компонентов трубопровода выполняется плазменной, аргонодуговой технологией или электросваркой. Любые виды сварочных работ должны проводиться на специально оборудованных местах.
Сварка металлических труб для газопровода производится несколькими способами
Особенности сварки газопровода
Выбор технологии сварки газовых труб зависит от материала их изготовления. В газовом хозяйстве используются металлические и полимерные трубы, их сварка может быть:
- электродуговая;
- газовая (плазменная);
- аргонодуговая;
- диффузионная.
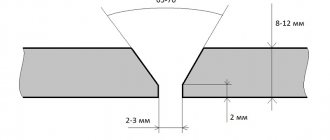
Способ сварки зависит от конкретных условий, например, толщины стенки трубы, вида пластика или стали, внешнего диаметра и т. д. Наиболее распространенным является выполнение сварки газовых труб электросваркой. Перед началом работ кромки труб очищаются от коррозии и загрязнений. Если толщина стенки трубы больше 4 мм, то производится скос кромок, что влияет на качество прогревания металла.
Сварка может происходить слева направо и наоборот. Первый вариант применяется при толщине труб более 5 мм. Пламя направляется на участок трубы, который уже сварен. За горелкой перемещается присадочная проволока.
Обратите внимание! Такой способ экономит расход газа и повышает производительность.
При варианте движения горелки справа налево она проходит по частям изделий, которые еще не сварены. Плавящийся электрод находится перед горелкой. Этот способ подходит для соединения тонкостенных труб. Сварочные швы при работе с газовыми трубами классифицируются на вертикальные, горизонтальные, потолочные и нижние.
Какой способ сварки применить, зависит от типа трубы и ее расположения
Выполнение аргонодуговой сварки
Особенностью аргонной дуговой сварки TIG (Tungsten Insert Gas) является использование тугоплавких электродов. Они не выгорают в процессе образования сварного шва. Между металлической поверхностью и электродом после подачи тока возникает дуга. В рабочую область через сопло поступает газ (чаще всего аргон), который блокирует доступ кислорода. Шов образуется одним из способов:
- за счет плавления кромок металла под действием дуги;
- за счет применения присадочной проволоки.
Подобная сварка газовых труб позволяет получить хороший шов на тонких металлических изделиях. Оборудование для такой технологии соединения представлено выпрямителями и аргонными инверторами. Выпрямитель TIG преобразует переменный ток в постоянный. Инвертор TIG производит выработку постоянного тока с идеальными характеристиками. Некоторые модели аппаратов выдают переменный ток. Во время работы с подобным оборудованием есть возможность контроля дуги и получения высококачественного шва.
К основным характеристикам аппаратов для аргонной сварки труб относятся тип тока и его максимальное значение. Чем выше максимальное значение тока, тем толще электроды можно использовать.
Для аргонной сварки понадобится аппарат постоянного тока
Сварка стальных труб производится оборудованием с использованием постоянного тока (DC). Разные аргонодуговые установки имеют свои максимальные значения сварного тока, которые колеблются от 150 до 500 А.
Сварка технологией MIG/MAG
Выполнение соединения труб электросваркой по степени механизации делится на ручное, автоматическое и полуавтоматическое. Технология выполнения соединения газовых труб MIG/MAG (Metal Inert/Active Gas) основана на дуговой сварке с использованием металлического плавящегося электрода (проволоки) в присутствии инертного/активного газа. Присадочная проволока подается автоматически.
Этот метод реализуется такими аппаратами:
- инверторное полуавтоматическое сварочное оборудование;
- полуавтоматический сварочный аппарат;
- набор из механизма подачи плавящегося электрода и источника дуговой сварки.
Сварка MIG/MAG производится путем подачи пистолетом металлической проволоки в зону соединения и расплавление ее в дуге. Она находится между изделием и плавящимся электродом. Расплавленные проволока и кромки образуют сварочную ванну. Кристаллизующийся шов, дуга, металл сварочной ванны и проволока защищаются газом от влияния окружающей среды.
Сварка MIG/MAG предполагает использование специальной проволоки
Зачастую этот способ еще называют полуавтоматическим, поскольку сварщику необходимо вручную перемещать вдоль шва горелку. Проволока одновременно является присадочным материалом и токопроводящим электродом.
Важно! Регулировку подачи газа лучше производить с помощью редукторов с расходомерами.
Методом MIG/MAG можно сваривать низко- и высоколегированные стали. Качество сварного соединения электросваркой зависит от напряжения дуги, скорости подачи плавящегося электрода, скорости подачи газа и сварки.
Электродуговая сварка
Это один из самых простых и надежных видов сварки, применяемых для соединения газовых труб. Он прост и надежен. Правда, при условии, что работы будет делать профессионал или человек, просто умеющий правильно держать в руках электрод.
Принцип работы этого метода заключается в соединении деталей при помощи плавкого электрода. Под действием электрического тока в момент касания трубы электродом возникает электрическая дуга. Под воздействием электрического тока стержень начинает плавиться, а флюсовая обмазка выделять газ, что вытесняет атмосферный воздух. Таким образом, образуется сварочная ванна, в которой металл и электрода, и деталей плавится в единое целое.
Электродуговая сварка
Плюс этого вида соединения деталей очевиден – доступность и простота. И сварочные аппараты, и электроды для сварки доступны в любом количестве. А вот что касается минусов, то здесь нужна тренировка и сноровка, те кто не умеет работать за день два правильный шов делать не научатся.
Достоинства и недостатки методов сварки
Преимущества аргонной сварки:
- сварной шов высокого качества, надежность соединения труб;
- большой эксплуатационный срок;
- возможность сварки нержавеющей стали и титана.
К недостаткам можно отнести специальную подготовку и отсутствие у некоторых устройств возможности работы в DC и AC/DC режимах.
Достоинствами сварки MIG/MAG являются высокая производительность, незначительное количество дыма, простота автоматизации процесса сварки и отсутствие шлака. У этого метода существуют ограничения в использовании на открытом воздухе и неудобства в наличии газового баллона.
Полуавтоматическая сварка газовых труб может обеспечить высокое качество соединений на металлах разной толщины, возможность сварки во многих пространственных положениях, дешевизну работ в случае применения активных защитных газов.
Каждый из способов сварки имеет свои недостатки и достоинства
Стыковая сварка полиэтиленовых газовых труб достаточно распространена и обеспечивает низкую стоимость, высокую скорость и простоту монтажа, а также возможность соединения труб, имеющих диаметры 50-1200 мм.
Технические характеристики оборудования
Баллоны для газа
Сварка, которая осуществляется с применением переносного оборудования, предполагает использование газов, хранящихся в специальных герметически закрытых сосудах — баллонах. Каждый газ должен храниться в подходящей для него ёмкости, которая должна иметь специальную форму, размеры и вентиль.
- Кислородные баллоны. Для их производства используют легированные или углеродистые стали. Иногда баллоны для кислорода делают из бесшовных труб, однако в них можно хранить только газ, для которого допустимым является давление не более 30 кгс/см². Если же в баллоне необходимо поддерживать более низкое давление, то он должен быть изготовлен только из сварных конструкций. В последнем случае рекомендуется применять типы 150 и 150JL с максимальным объёмом 40 л. Причём важно, чтобы при изготовлении конструкций были соблюдены требования ГОСТ 949–73 .
- Ацетиленовые баллоны. При их производстве должны быть соблюдены требования ГОСТ 5948–60 . Чаще всего с целью обеспечения максимальной безопасности подобные ёмкости изготавливают в виде двухкамерных баллонов, позволяющих более эффективно выравнивать давление внутри их. Но при этом важно соблюсти главное условие — внутреннее давление в баллоне с ацетиленом не должно превышать 19 кгс/см² при 20ºС.
- Баллоны для пропанобутановой смеси. Их изготовление должно осуществляться в соответствии с требованиями ГОСТ 15860–70 . Такие баллоны делают объемом 40 и 50 л. Внутреннее давление в них не должно превышать 16 кгс/м², а весить они должны не больше 24 кг.
С особой осторожностью необходимо обращаться с газовыми баллонами, поскольку они относятся к повышенной категории взрывоопасности. Вследствие этого во время пользования ими должны соблюдаться особенно жесткие требования по их эксплуатации. Чтобы иметь возможность заниматься их транспортировкой или переноской, специалист обязательно должен пройти специальное обучение и получить допуск.
Резаки
Чтобы иметь возможность изменять давление горючего газа на сварочном оборудовании, каждый баллон должен быть оснащен редуктором. При выборе редуктора в первую очередь необходимо обращать внимание на его пропускную способность. Ее следует выбирать с учетом типа проводимых работ и используемых резаков. Редукторы бывают двух типов, в зависимости от конструкционного исполнения: одноступенчатые и двухступенчатые. Более точными являются последние.
Когда газы из баллона достигают резака, происходит их смешивание. Основная часть резака чаще всего выполняется из углеродистой стали и оснащается различными функциональными элементами — запорными клапанами, инжекторами, мундштуком, которые являются ремонтопригодными. Сам резак необходим для управления процессом сварки и смешивания газов.
Резаки могут отличаться друг от друга мощностью, которая подразумевает их пропускную способность. На основании этого можно сделать вывод, что для каждого резака необходимо выбирать и соответствующую горелку, которая должна быть определенного типа и размеров. Все резаки имеют съемные части, поэтому являются универсальными и могут использоваться для сварки с любыми видами газов.
Газовая сварка стальных труб
В основу газовой сварки положен нагрев кромок труб газокислородным пламенем и заполнение образовавшегося зазора расплавленным металлом. Сварка газом дает соединение с худшими механическими показателями, чем электросваркой, но она позволяет сцепить трубы малого диаметра с толщиной стенок до 3,5 мм. Для проведения работ понадобятся газовая горелка и резак.
В процессе сварки участвуют два газа – кислород и ацетилен. Кислород поддерживает горение ацетилена. Он находится в специальных баллонах под высоким давлением, которое во время сварочных работ снижается применением редуктора. Температура горения ацетилена может составлять 3 тыс. градусов. Вместо него можно использовать другой горючий газ.
Важно! При горении газа температура пламени должна в 2 раза превышать температуру плавления свариваемого металла.
Сварочная проволока подбирается исходя из идентичности ее химических и физических характеристик с такими же параметрами свариваемых деталей. Применение флюсов позволяет предотвратить окисление металла. Газовая сварка позволяет получить прочное соединение тонкостенных труб, не прожигая металл.
Кислородно-ацетиленовая сварка пригодна для соединения труб с тонкими стенками
Оборудование для газовой сварки и резки
РЕЗАКИ АЦЕТИЛЕНОВЫЕ И ПРОПАНОВЫЕ
| Р1, Донмет-147А (вставной) | |
| Р1, Донмет-149 А, до 100 мм, 6/6 или 9/9 | |
| Р1, Донмет-142 А (РГР-100А), до 100 мм, 6/6 или 9/9 | |
| Р3, Донмет-300 А (РГР-300А), до 300 мм, 9/9 | |
| Р3, Донмет-337 А (типа МАЯК), до 300 мм, 9/9 | |
| Р3-Проминь-344 А (рычажный), трехтрубный, до 300 мм, 9/9 | |
| Р3-Проминь-347 А (вентильный), трехтрубный, до 300 мм, 9/9 | |
| «НОРД», пропан или ацет., трехтрубный, повыш.надежности |
СВАРОЧНЫЕ ГОРЕЛКИ АЦЕТИЛЕНОВЫЕ И ПРОПАНОВЫЕ
| Г2-Мини ДМ 273 (наконечники № 0,1,2,3), 6/6 | |
| Г2-Мини ДМ 273 (наконечники №2,3 медные цельнотянутые) | |
| Г2-Малятко (наконечники № 0,1,2,3), 6/6 | |
| Г2-Малятко (наконечники №2,3 медные цельнотянутые), 6/6 | |
| Г2-Донмет 225 (№ 2,3 или № 3,4), 6/6 | |
| Г2-Донмет 225 (№ 2,3 или №3,4), 9/9 | |
| Г3-Донмет 251 (№ 3,4,5), 9/9 | |
| ГЗУ-Донмет 247 (№ 2,3), 6/6 или 9/9 (пропан-кислород) | |
| ГЗУ-Донмет 249 (№5), нагрев и наплавка, 9/9 (пропан-кислород) |
ГОРЕЛКИ ПРОПАНОВЫЕ ВОЗДУШНЫЕ
| ГВ-231 (L=850 мм), деревянная ручка, вентиль, 9 мм | |
| ГВ-250 (L=850 мм), алюминиевая ручка, вентиль и рычаг, 9 мм | |
| ГВ-252 (L=850 мм), 2-х факельная, вентиль и рычаг, 9 мм | |
| ГВП-229 для пайки кабелей и медных труб, алюминиевая ручка | |
| ГВП-246 для пайки кабелей и медных труб, деревянная ручка, | |
| ГВ-231 (L=400 мм) для бытовых целей, деревянная ручка, 9 мм | |
| ГВ-254 комплект с насадками 3-х размеров |
КОМПЛЕКТУЮЩИЕ ДЛЯ РЕЗАКОВ И ГОРЕЛОК
| штуцер 6,3мм / 9мм | |
| штуцер 6,3мм под гайку М16 | |
| гайка М12 / М16 | |
| переходник соединительный 6,3/6,3; 6,3/9; 9/9 | |
| переходник соединительный универсальный 6+9/9+6 | |
| мундштуки ацетиленовые и пропановые к резакам Р1 и Р3 внутренние с № 0 до № 5 | |
| мундштуки ацетиленовые и пропановые к резакам Р1 и Р3 наружные № 1 и № 2 | |
| мундштуки к трехтрубным резакам типа «Проминь» пропановые, со щелевыми пазами с № 0 до № 6 | |
| мундштуки к трехтрубным резакам типа «Проминь» ацетиленовые моноблочные с № 0 до № 6 | |
| Наконечники к горелкам Г2, Г3 и «Малютка» с № 0 до № 5, в том числе медные цельнотянутые, |
РЕДУКТОРЫ И РЕГУЛЯТОРЫ РАСХОДА ГАЗА производства БАМЗ или ДОНМЕТ
| кислородный БКО-50-4 | |
| кислородный БКО-50-МГ малогабаритный | |
| кислородный БКО-50 мини | |
| ацетиленовый БАО-5-4 | |
| ацетиленовый БАО-5-МГ малогабаритный | |
| ацетиленовый БАО-5 мини | |
| пропановый БПО-5-4 | |
| пропановый БПО-5-МГ малогабаритный | |
| пропановый БПО-5 мини | |
| пропановый РДСГ бытовой («лягушка») | |
| углекислотный У-30-2 | |
| углекислотный УР-6 ДМ | |
| углекислотный У-30П-2 с подогревателем | |
| аргона АР-10-2, Р-40-2 | |
| аргона АР-40 ДМ | |
| регулятор аргоновый АР-40-6 | |
| регулятор расхода азотный А-30-2 | |
| универсальный АР-40/У-30 с ротаметром | |
| подогреватель проходной ПУ-70 |
КЛАПАНЫ ПРЕДОХРАНИТЕЛЬНЫЕ
| клапан обратный ОБК — кислород, М12, М16 | |
| клапан обратный ОБГ — ацетилен, пропан, метан, М12, М16 | |
| клапан огнепреградительный КОК — кислород М12, М16 | |
| клапан огнепреградительный КОГ — ацетилен, пропан, метан, М12, М16 |
РУКАВ ГАЗОСВАРОЧНЫЙ РЕЗИНОВЫЙ (цена за 1 м)
| РУКАВ ЧЕРНЫЙ (бухты 40 м): | |
| диаметр 6,3 мм (3 кл.) | |
| диаметр 6,3 мм (3 кл.) морозостойкий | |
| диаметр 9,0 мм (3 кл.) | |
| диаметр 9,0 мм (3 кл.) морозостойкий | |
| РУКАВ ЦВЕТНОЙ (бухты 30 и 40 м): | |
| диаметр 6,3 мм (1 кл. красный) | |
| диаметр 6,3 мм (3 кл. синий) | |
| диаметр 9,0 мм (1 кл. красный) | |
| диаметр 9,0 мм (3 кл. синий) |
БАЛЛОНЫ ПРОПАНОВЫЕ (пустые, новые, с вентилем)
| 5 л. | 12 л. | 27 л. | 50 л. |
БАЛЛОНЫ ДЛЯ ДРУГИХ ГАЗОВ (новые или переаттестованные)
| кислородный 5 л. | кислородный 10 л | |
| ацетиленовый 5 л. | ацетиленовый 10 л. | |
| аргоновый 10 л. | углекислотный 12 л. |
ПРИНАДЛЕЖНОСТИ ДЛЯ ГАЗОВОЙ СВАРКИ
| Манометры на 4, 6, 25, 40 и 250 атм. | |
| Вентиль кислородный ВК-94 | |
| Вентиль пропановый ВБ-2 | |
| Тележка для двух баллонов по 10 л. | |
| Ключ универсальный, баллонный | |
| Ключ для ацетиленового баллона | |
| Переходник для нестандартного вентиля ½ — ¾ | |
| Зеркало сварочное с обычной ручкой | |
| Зеркало сварочное с магнитной ручкой | |
| Сменный блок зеркала | |
| Устройство для заправки баллонов | |
| Прокладки для всех баллонов в ассортименте |
ТЕХНОЛОГИЯ ГАЗОВОЙ СВАРКИ
Сварка полиэтиленовых газовых труб встык
Сварка газовых труб из полиэтилена может быть выполнена аппаратами с механическим или гидравлическим приводом, а также приборами с программным управлением. Специальные таблицы, имеющиеся в инструкциях к приборам, регламентируют в зависимости от толщины стенок и диаметра трубы значения параметров сварки – температуры, времени нагрева и т. д.
Этапы стыковой сварки газовых полиэтиленовых труб такие:
- Части свариваемых труб устанавливаются в сварочную машину.
- Между соединяемыми деталями помещается нагретая плита.
- К плите с некоторым усилием прижимаются торцы труб.
- Через некоторое время полиэтилен плавится.
- После снижения давления на трубы нагреваются торцы.
- Горячая плита удаляется.
- Детали под некоторым давлением сразу соединяются.
После полного остывания трубопровод готов к эксплуатации. Шов получается очень прочным и качественным. Он способен выдержать давление до 4,5 МПа.
Для монтажа полимерных газопроводных труб применяются специальные сварочные машины
Особенности выполнения сварочных работ в квартире
В целях безопасности перед началом работ по сварке в квартире перекрывается газ. Бытовой газ легко воспламеним, поэтому, если трубы вовремя не перекрыть, то это может привести к пожару. Сварку труб малого диаметра может проводить один человек.
Обратите внимание! Для соединения труб с разными диаметрами используются специальные переходники, которые снизят вероятность утечки газа.
Часто сварку газовых труб в квартире выполняют встык. В таком случае дугу требуется вести так, чтобы кромки изделия успевали немного плавиться, а на них осаждалось необходимое количество присадочного материала. Это обеспечит качество и эстетичность всех швов.
Переварить газовую трубу в квартире зачастую требуется при ее переносе. После перекрытия газа процесс протекает в такой последовательности:
- Газопровод продувается для удаления оставшихся газов.
- Ненужная труба срезается, а образовавшееся отверстие заваривается.
- В необходимом месте просверливается отверстие и отвод металлической трубы приваривается к газопроводу.
- К отводу монтируется кран и выполняется отводка к плите.
Наличие утечки определяется с помощью специальных тестов. В случае ее обнаружения производится повторный монтаж. По завершении работ пускается газ и проверяется функционирование труб.
Прежде, чем начинать монтаж газопровода в квартире, нужно перекрыть кран подачи газа
Общая информация
Начнем с выбора технологии сварки. Для сварки газопроводных труб чаще всего применяется аргонодуговая сварка, MIG/MAG сварка и газовая сварка. Есть еще и другие технологии, но в этой статье мы говорим именно о домашней сварке. А перечисленные выше технологии как раз позволяют сварить газовые трубы в квартире.
Не существует одного лучшего метода сварки газовых труб. Все методы имеют свои достоинства и недостатки. Так что мы не будем утверждать и советовать, какую технологию сварки выбрать. Вы также должны учитывать, какой толщины ваши трубы, какой тип стали применялся при ее изготовлении, насколько затруднен доступ к трубе. Исходя из этого и нужно выбирать технологию сварки.
Перед сваркой трубы нужно подготовить. Очистить их от загрязнений и ржавчины, а также выполнить разделку кромок, если толщина трубы превышает 5 миллиметров.
Сварка стальных газопроводов или труб из любых других материалов — очень ответственный процесс. Если вы сделаете недостаточно герметичный шов, то велика вероятность утечки бытового газа. А это чревато печальными последствиями. Чтобы этого избежать внимательно изучите методы сварки, о которых мы расскажем далее. Строго соблюдайте технологию и не экономьте на расходниках.
Техника безопасности при проведении сварки газовых труб
При необходимости перенести или переварить газовые трубы в квартире следует обращаться в газовую службу. В многоквартирном доме самостоятельно проводить такие работы запрещается, при необходимости их выполняют мастера специализированных организаций.
В процессе сварки в воздухе появляются частицы от окисления паров металла. Опасность представляет взрыв вследствие неправильного обращения с ацетиленовым генератором и горелкой при обратном ударе пламени. Кроме того, возможны воспламенения клапанов кислородных редукторов либо при резком открытии баллона. Наиболее опасным является взрыв кислородного баллона, который находится под высоким давлением.
Газовая сварка вредна для зрения действием видимых и инфракрасных лучей. Запрещено проводить сварочные работы близко от легковоспламеняющихся и огнеопасных материалов. Помещение, где производится сварка газовых труб, должно хорошо вентилироваться.
Перед подачей газа в трубы после сварки необходимо проверить на герметичность все соединения. Только специалист может выполнить сварку газовых труб качественно и безопасно.