01.01.1970
- Принцип работы и устройство
- Виды лучших полуавтоматов для сварки
- Критерии выбора сварочного полуавтомата
- Кто выпускает сварочные аппараты-полуавтоматы: рейтинг лучших производителей
- Обзор сварочных полуавтоматов инверторного типа: лучшие в среднем классе
- Лучшие бюджетные полуавтоматы сварочные
- Лучшие профессиональные сварочные полуавтоматы
Рассмотрим оборудование, которое просто незаменимо при изготовлении огромного количества металлических деталей. Проведем обзор и сравнение сварочных полуавтоматов, постараемся ответить на вопрос, какой выбрать из лучших моделей по самым важным эксплуатационным характеристикам.
Отметим, что сегодня именно такие приборы используются повсеместно, не только на крупных профессиональных производствах, но и в небольших частных мастерских, и даже в домашних условиях, в гаражах и на дачах. С их использованием можно получить должное качество сцепления быстрее, чем дуговым методом, они просты в освоении (не требуют наличия специализированных навыков), потребляют унифицированные расходники и что тоже важно, меньше стоят. Предпосылки к покупке одного из них самые серьезные, но какого именно? Как раз с этим мы и разберемся, но сначала – о нюансах функционирования.
Принцип работы и устройство
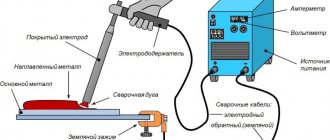
Любые как простейшие, так и мощнейшие и в целом лучшие сварочные аппараты-полуавтоматы представляют собой оборудование, соединяющее металлические поверхности путем оплавления их краев. Электродом является намотанная на катушку проволока, расположенная внутри корпуса. Но давайте подробнее – все такие приборы состоят из следующих функциональных узлов:
- горелка;
- источник питания, оснащенный блоком (панелью) управления, а также органами ручной настройки, и обладающий средствами индикации;
- резервуар с летучим соединением (который может быть как активным, так и инертным) и комплектующие к данной емкости;
- кабель-шланг, подающий электричество и рабочую среду в рукав, и провод – для подключения к «массе»;
- устройство автоподачи провода.
Принцип действия такой:
- на горелку идет газ;
- запускается источник питания, в нашем случае он инверторного, а не трансформаторного типа – для эффективного снижения напряжения;
- происходит подача тока;
- проволока (напомним, альтернатива электрода в классическом его понимании) разматывается с нужной скоростью; если используется флюс, в качестве дополнительного оснащения возможно наличие воронки;
- присадка плавится за счет электрической дуги, появляющейся между поверхностями контакта.
Должный уровень защиты обеспечивает все тот же газ. Питание при этом может быть разным: с одно- и трехфазным напряжением, с переключением режима (220 В на 380 и наоборот) с панели управления, с использованием контакторов и так далее.
Сварка кузовного металла (часть 1)
Многие автолюбители согласятся, что необходимость прибегать к сварочным работам при ремонте кузова просто неоспорима. И наравне с жестяными работами применяется сварка и в ежедневной работе автомехаников в сервисах авто обслуживания. Т.к. со многими проблемами кузовного металла можно справиться, только если есть в наличии отвечающее требованиям сварочное оборудование. Поэтому мы раскроем вопрос- какое же сварочное оборудование подходит для работ со сваркой кузова.
Специалисты, которые разбираются в сварочном оборудовании, на вопрос, какой из сварочных аппаратов и метод сварки подойдет для описываемой нами цели, наперво зададут ряд важных встречных вопросов. А именно: какие требования предъявляются к оборудованию (напряжение сети, сварочный ток и т.п.), требования к сварным соединениям, какая квалификация у работника, который будет осуществлять сварочный процесс, а главное какой металл будет свариваться и его толщина. Такая информация необходима специалисту для того, что бы помочь Вам подобрать (посоветовать) нужный метод сварки и необходимое для него оборудование.
И так, сразу же определим, что для выполнения кузовного ремонта подойдет два самых распространенных и доступных способа сварки в этой специфике работ, а именно такие, как полуавтоматическая сварка (MIG больше всего подойдут для хорошего качества соединений сталей (низкоуглеродистых), которые применяются в автомобилестроении.
В данной статье мы будем рассматривать более подробно универсальный способ сварки, который в большинстве случаев уже вытеснил газовую и ручную дуговую сварку из отрасли авто-ремонта, а именно полуавтоматическую сварку. Минусами ручной дуговой сварки здесь будет выступать ряд моментов:
- Неудобство варить соединения кузова электродом, т.к. не везде получится «подлезть»
- Очистка от шлака поверхности
- Большой риск прожечь в металле отверстие
Про вид контактной сварки Вы сможете узнать из наших следующих статей, т.к. он более специфический, но используется не намного реже в СТО, чем полуавтоматический, в основном из-за отсутствия расходных материалов.
Оборудование для ремонта кузовного металла методом полуавтоматической сварки
Для выбранного нами типа полуавтоматической сварки в среде низкоуглеродистых сталей (MIG/MAG) необходимо использовать устройства для полуавтоматической сварки металла, именуемые в народе- сварочные полуавтоматы.
Подробнее со сварочными полуавтоматами и выбором сварочных полуавтоматов Вы можете ознакомиться в статье по ссылке, где будет подробно расписано, как подобрать сварочный полуавтомат, который будет подходить Вашим требованиям.
Если вы ознакомились со статьей по выбору сварочного полуавтомата, то Вы уже знаете, что полуавтомат сварочный может сваривать металл диаметров 0,5-0,8мм (тонкий) и достаточно крупный от 4мм и толще. А это может означать, что данный тип оборудования отлично подойдет для сварки конструкций кузова автомобиля- лонжеронов, порогов, крыльев и т.п.
Подготовка оборудования к сварке кузовного металла
Первое, что необходимо проверить при использовании сварочного оборудования, это сеть на её нагрузочную способность. Проще говоря, выяснить потянет ли используемая сеть нагрузку сварочного полуавтомата. Для этого можно использовать специализированный тестер для вычисления нагрузки мощности. Подключите к сети электрообогреватель или подобные электрические приборы с нагрузкой в 2-3кВт и если напряжение сети под нагрузкой будет меньше 200 -215 Вольт, то работа, зачастую, сварочного полуавтомата будет проблематична. Инверторные полуавтоматы будут более надежными в эксплуатации, т.к. расположены к работе в просаженных сетях. Если Ваша сеть под нагрузкой выдает меньше 150 вольт, то вряд ли Вам удастся провести сварочный процесс с помощью полуавтомата. Данную проблему можно будет разрешить с помощью электростанции или генератора. Важно, что при этом генератор необходимо использовать мощностью большей, чем мощность полуавтомата.
Второе, если питающая сеть дает Вам возможность использовать сварочный полуавтомат, то необходимо подключить устройство к сети и проверить его перед сваркой на признаки неисправностей и неполадок (несвойственный шум, треск) и если таковые есть устранить их.
После этих процедур следует правильно подготовить сварочный полуавтомат к работе.
Информация по подготовке сварочного полуавтомата к работе обычно идет в руководстве (паспорте) от производителя устройства. Но если, таковая у Вас отсутствует, то не беспокойтесь! Мы составили достаточно подробную инструкцию по подключению ПА для Вас!
Подготовка полуавтомата к работе
Приступим к детальному рассмотрению процесса подготовки ПА к работе. Многие производители указывают эту информацию в паспортах аппаратов, но все, же есть варианты, что Ваш ПА был куплен б/у, с рук, утеряна инструкция или возможно у Вас возникли дополнительные вопросы.
Опишем основные моменты более подробно.:
- Для начала «заряжаем» наш ПА сварочной проволокой. Для этого нужно:
- Отвинтить (или снять) сопло со сварочной горелки.
- Скрутить наконечник горелки. Это можно сделать, как пассатижами, так и ключом
- Отвести ролик или ролики (если несколько) подающего механизма
- Установить бобину (катушку) со сварочной проволокой.
- Далее устанавливаем необходимую полярность тока, здесь проясним: если сварка будет производиться с углекислым газом и будет использоваться обычная проволока
, то полярность ставим обратную- минус на зажиме, плюс на горелке. Так большее тепловыделение будет задерживаться на свариваемой поверхности металла. Если же вы будете использовать флюсовую проволоку (защитную), то минус на сварочной горелке, плюс на зажиме. При этом будет большее тепловыделение на проволоке, из-за этого активируется флюс содержащийся на проволоке. - После установки полярности тока, необходимо вручную завести окончание сварочной проволоки в подающий канал аппарата примерно на 10-20 см. Делать, это необходимо аккуратно, проволока должны быть без всяких изгибов и максимально ровной. Если изгибы присутствую, удалите кусачками конец дефекта и проделайте операцию снова.
- Придерживайте сварочную проволоку так, что бы она не провисала, и приведите её конец к прижимному ролику. Обязательно проверьте, что бы проволока точно попала в выемку расположенную на ведущем ролике.
- Наконец подключаем наш ПА к сети, и нажимаем кнопку на рукоятке сварочной горелки. Сварочная проволока должна прийти в движение, и через несколько секунд появится на выходе из горелки. Что бы ускорить этот процесс, можно выставить на ПА максимально допустимую скорость подачи сварочной проволоки. Чаще всего для этого нужно повернуть регулятор, который отвечает за скорость подачи вправо до упора.
- Продолжим. После всех описанных выше операций необходимо надеть на сварочную проволоку медный наконечник, и завинтить его пассатижами или специальным ключом. Важно, помнить о диаметре отверстия у наконечника, он должен соответствовать диаметру сварочной проволоки.
- Теперь можем установить сопло для газа.
Итак, теперь наш аппарат на половину готов к работе, осталось только подключить газовый баллон с углекислым газом и отрегулировать аппарат.
Подключаем газ (углекислый) к ПА
- Устанавливаем редуктор на баллон с углекислотой, лучше всего подойдет техническая углекислота, т.к. в ней меньшее содержание водных паров.
- Редуктор подключается к баллону чаще всего гайкой на 32, обязательно установите под гайку прокладку, для того, что бы избежать «протекания».
- Далее присоединяем редуктор специальным шлангом к полуавтомату. Чаще всего на современных ПА расположен специальный штуцер через который подключают шланг. Главное, что бы штуцер на редукторе соответствовал диаметру шланга. Затем, шланг крепят на штуцер при помощи специальных хомутов.
Теперь подходим к завершающему этапу подготовки сварочного полуавтомата к работе- регулировке.
Регулировки сварочного полуавтомата.
Для того, что бы обеспечить надежную и качественную сварку полуавтоматом, обязательно проведите регулировку аппарата.
- Наперво отрегулируйте натяжение проволоки. Осуществить это можно при помощи специальной гайки из пластика, которая установления на бобине катушки. Если Вы прикручиваете гайку, то тем, самым вы повышаете трение между опорой и бобиной. Результат- сварочная проволока автоматом натягивается прямо пропорционально установленной силе трения. Главное добиться результат, что бы натяжение сварочной проволоки слишком не затрудняло протяжку, но при этом и не провисала с бобины.
- Далее необходимо настроить силу ролика, который прижимает проволоку в механизме подачи. Здесь, нужно добиться, что бы сварочная проволока проходила в канал от подводящего шланга даже при изгибах.
- Обязательно отрегулируйте расход газа. Вы можете установить расход газа с помощью вентиля на газовом баллоне, который следует приоткрыть на один – два оборота. Предварительно выставите давление на редукторе примерно на 2кг/см.
- После, нажмите на кнопку сварочной горелки. Старайтесь нажать так, что бы проволока сперва «стала», а клапан газа открылся. При этом действии время расхода газа должно составлять 7-10л в минуту (величину можно увидеть на шкале расхода манометра расхода газа). Если Вы заметили, что расход сильно отличается, попытайтесь его скорректировать. ВАЖНО здесь помнить, что главный параметр это не давление газа, а его расход.
Теперь осталось отрегулировать самую главную настройку для ПА, а именно напряжение сварочного тока. Но с ней разбираться придется только при процессе сварки.
После того, как вы ознакомились с подготовкой сварочного полуавтомата к работе, Вы сможете перейти к азам и методом сварки кузовного металла, о которых мы расскажем Вам во второй части нашего обзора.
Виды лучших полуавтоматов для сварки
Все актуальные сегодня приборы можно условно разделить на три группы – по источнику подачи энергии:
- Выпрямительные – надежные, неприхотливые в эксплуатации и хранении, обеспечивающие практически полную герметичность шва за счет высокой мощности электрической дуги. Правда, являются габаритными и занимают много места.
- Трансформаторные – помимо того что большие, еще и тяжелые, поэтому подходят преимущественно для стационарной установки и использования. Зато у них простая конструкция и унифицированная схема.
- Инверторные – компактные, сравнительно легкие, экономичные в энергопотреблении. Точны в настройке, легки в освоении, надежны, могут быть мобильными и применяться не только на производствах, но и в гаражных мастерских.
Рассмотрев все три варианта, мы отдаем предпочтение последнему – он гораздо практичнее остальных. Поэтому далее речь пойдет о его разновидностях.
КАК ВЫБРАТЬ СВАРОЧНЫЙ ПОЛУАВТОМАТ
До покупки необходимо определиться с условиями, которые должны соответствовать правилам эксплуатации прибора:
- справится ли электросеть с подключением;
- разновидности металлов для сварки и их толщина;
- желаемое качество сварки;
- размеры объектов для сварки;
- требуемые габариты сварочных швов;
- интенсивность эксплуатации аппарата.
Какой лучше купить сварочный полуавтомат — критерии выбора:
- Максимальный ток и КП. Показатель, определяющий запас прочности и спектр применения. В данном случае это означает, что выбор сварочного полуавтомата для дома аппарат с максимально большим током нецелесообразно.
- Мощность и диапазон рабочего напряжения. Данный пункт особенно актуален для тех, кто планирует использовать агрегат при слабой электросети. То есть, чем меньше показатель потребляемой аппаратом мощности, тем меньше перепады напряжения во время работы. А значит, чем ниже предел рабочего диапазона напряжений, тем больше скачков напряжения полупвтомат выдержит без неполадок в работе.
- Можно ли менять полярность. Актуально при сварке флюсовой проволокой.
- Дополнительные режимы. Расширение функционала, например, возможность дуговой сварки и так далее.
Критерии выбора сварочного полуавтомата
Существует целый ряд моментов, на которые нужно ориентироваться, чтобы в будущем обеспечить себе удобство, эффективность и безопасность работы. Рассмотрим каждый из них (произвольно, а не в порядке важности, так как в общем случае нельзя сразу определить, какой из нюансов окажет наибольшее влияние конкретно в Вашей ситуации).
Механизм подачи проволоки
Их 3:
- Тянущий – для перемещения присадки предусмотрено устройство, дающее возможность удлинить рукав, но также несколько утяжеляющее горелку, а значит затрудняет наложение лицевых швов и решение задач на высоте.
- Толкающий – оснащен роликами для продвижения провода в кабель-канал, который обычно выполняется коротким (до 5 м), чтобы ничего не застревало в его изгибах.
- Комбинированный – сочетает в себе особенности двух предыдущих, с проводом до 10 м, позволяет быстро менять рабочую точку, что особенно удобно на больших площадках, например, при создании крыши на длинной теплице.
Исполнение может быть как встроенным, так и выносным. Первый вид обеспечивает большую компактность, но удобен только в случае стационарной установки. Но лучшие сварочные полуавтоматы инверторного типа все-таки те, у которых механизм подачи проволоки и источник питания расположены в разных корпусах. При такой конфигурации не проблема использовать прибор стационарно, разместив его части друг на друге, и при необходимости перемещать только катушку.
Защитный газ
Подразумевается применение инертной либо активной смеси, которая будет по шлангам подаваться из баллона. Вещество выходит наружу при нажатии на клавишу запуска горелки, из сопла, сразу после открытия канала. За счет происходящего параллельно обдува воздух не контактирует с жидким металлом «ванны».
Есть три вида летучих соединений, используемых с оглядкой на специфику решаемой задачи, – это:
Чистый аргон – применяется тогда, когда нужно соединить поверхности из титана, легированной стали, меди или алюминия, но с ограничениями, сравнительно редко – в силу своей дороговизны.
Углекислый – а вот он, наоборот, сравнительно дешев, правда, обеспечивает шов грубой структуры, приводит к появлению треска, провоцирует разбрызгивание расплавленных капель. Поэтому подходит либо для «черных» металлов, где аккуратность не так важна, либо для неответственных стыков.
Смесь двух данных сред – в пропорции 80% Ar к 20% CO2, получившая обозначение MIX. На практике современный сварочный полуавтомат, недорогой и хороший, чаще всего работает именно на ней. Почему? Потому что она средняя по стоимости, но за счет гладкой дуги дает ровный, эстетичный, мелкочешуйчатый стык, почти не требующий дальнейшей шлифовки. Вариант как раз для самых распространенных случаев – для элементов из нержавейки и углеродистой стали.
Да, газ можно вообще не использовать, но тогда следует применять порошковую проволоку трубчатой формы с флюсом внутри. Последний будет расплавляться и своими парами оберегать ванну от воздействия воздуха. По окончании работ понадобится удалить корку и налет. Такая технология отлично подходит для труднодоступных мест, но дорога в реализации и абсолютно невыгодна в быту.
Диаметр проволоки и сила тока
Эти параметры напрямую связаны с толщиной соединяемых поверхностей. Там, где необходимо не допускать прожогов, сечение присадки и питания должны быть небольшими. И наоборот, габаритную деталь маломощное оборудование банально не проплавит, в результате чего стык получится ненадежным.
Чтобы Вам было проще определиться, сводим соотношения в таблицу:
| Слой металла, мм | Ток, А | D проволоки, мм |
| 0,5-1 | 10-30 | 0,6 |
| 1,2-2 | 45-100 | 0,8 |
| 2,5-4 | 120-200 | 1-1,2 |
| 5-8 | 150-350 | 1,6 |
| 9-20 | 300-500 | 1,6 |
У лидеров рейтинга бюджетных полуавтоматов для сварки обычно 150-200 А и катушка с присадкой диаметром 1-1,2 мм, и этого хватает для соединения поверхностей деталей из листовой стали и нержавейки толщиной до 2 мм. Да, с каким-нибудь швеллером такой прибор уже не справится, но обычно задачи подобного рода не приходится решать не то что в гаражах, но и в частных мастерских.
Напряжение питающей сети
Ее параметры важны, ведь если она рассчитана на 220 В, то максимальная сила тока может быть 250 А. Этого достаточно для дома или дачи, но для полупрофессионального уровня или выше нужен уже трехфазный вход. В тех случаях, когда подключить его реально, сделайте это – тем самым расширите свои возможности.
Использование комбинированного оборудования, переключающегося на 380 В и наоборот, оправдано только тогда, когда оно мобильное и его приходится применять в различных рабочих точках.
На дачах и в загородных домах многие люди сталкиваются с пониженным напряжением. Для таких ситуаций подойдут варианты с диапазоном 150-200 или даже 120-200 В, так как другие могут давать изначально слабую дугу и не плавить металл, а лишь размягчать его до подобного пластилину состояния.
Потребляемая мощность
Она определяет не только эффективность прибора, но и то, как он нагружает сеть. Когда будете решать, какой сварочный полуавтомат лучше выбрать, помните о том, что слишком производительная модель может сжечь розетку или выбить пробки. Для повседневных бытовых нужд – для уголков или стальных пластин – вполне достаточно оборудования на 3-4 кВт. Если же Вы планируете решать более серьезные задачи, например, собирать металлические ворота, двери и другие подобные конструкции в гараже, берите технику от 7 кВт. Только обязательно предусмотрите запас – в 15-20% мощнее необходимого, чтобы защититься от проблемы просадок.
Тип и длина горелки
У разных ее видов схожая конструкция: есть клавиша пуска, рукоятка, гусак, на конце которого имеется мундштук, выводящий газ и проволоку, а также сопло с особым назначением: помогать формировать защитную ванну. Диаметры всех этих элементов устройства могут меняться, исходя из личного удобства и характера выполняемой работы.
Но есть особенности, которые нужно учитывать независимо от личных предпочтений:
- Предел тока – обычно составляет 150-500 А. Главное, чтобы у горелки он был не ниже того максимального показателя, на котором может функционировать прибор, иначе она в самом скором времени перегреется и деформируется.
- Наличие/отсутствие тянущего механизма – он представляет собой отдельный блок, дающий большую мобильность, но одновременно и дополнительно нагружающий руку, и загораживающий обзор. Поэтому, как правило, им оснащаются модели сварочных полуавтоматов для профессионального использования.
- Жидкостное охлаждение – актуально для случаев повышенной производительности, представляет собой герметичный шланг, наполненный дистиллированной водой и этиловым спиртом. Такая смесь эффективно вбирает тепло тогда, когда естественного испарения недостаточно, позволяя работать часы напролет, но повышает конечную стоимость оборудования.
Длину горелки рассмотрим отдельно: ее измеряют от рукава до пистолета. Наиболее распространенная – 2-5 м, для бытовых, любительских, полупрофессиональных нужд зачастую достаточно и 3 м, а вот специализированные варианты доходят и до 7-10 м, но они встречаются в разы реже.
Свою роль также играет вид разъема, который может быть раздельным, штыревым и евро. Последний наиболее распространен, так как универсален и эффективнее сопротивляется негативному воздействию механических и тепловых нагрузок.
Регулировка индуктивности
Самые лучшие сварочные полуавтоматы обладают этой функцией, так как она помогает настроить степень проникновения жидкого металла вглубь шва и при этом снижает разбрызгивание. Но при ее наличии оборудование стоит дороже, поэтому данная опция важна только для тех приборов, которые постоянно в деле и выполняют ответственные соединения, а при нерегулярном бытовом использовании ее отсутствие не будет критичным.
Автоматический выключатель
Срабатывает при замыкании или перегреве, предупреждая возгорание или расплав деталей. Является средством защиты не только техники, но и стоящего за ней человека, поэтому его присутствие будет безусловным плюсом.
Цифровая индикация
Нарисованной шкалы и тумблера хватает для решения простых задач, так как они обеспечивают лишь примерное представление об изменении подачи проволоки, силы тока и других характеристик. Для соединения кузовных деталей, алюминиевых пластин и других, более тонких случаев необходимо, чтобы показатели были нагляднее. Удачный пример – загорающиеся на табло (в окошках) символы, которые останутся легко читаемы даже при плохом освещении. Еще удобнее, если откалибровать их можно будет при помощи кнопок, а не поворотом переключателя.
Качество сетевого кабеля
Практический тест сварочных полуавтоматов инверторного типа показал всю важность этого, казалось бы, второстепенного свойства. Нужно, чтобы:
- Медные жилы были достаточного сечения для передачи напряжения – тем толще, чем мощнее прибор. Обычно актуальны значения от 10 до 25 мм2 (для 400 А).
- Слой изоляции эффективно сопротивлялся не только термическим, но и механическим нагрузкам и поэтому должен быть двойным. Тогда он не износится слишком быстро, даже если на него будут наступать или что-то ронять.
Возможность ММА
Удобно, когда устройство не только обладает функцией MIG/MAG, но и способен работать с покрытым электродом. Наличие еще одного разъема для этой цели приближает оборудование к топу лучших сварочных полуавтоматов, ведь в таком случае оно эффективно и быстро режет металл, даже достаточно толстый, даже в труднодоступных местах, к которым с болгаркой просто не подобраться. И соединять различные поверхности глубоко в трубах тоже удобно, даже в тех участках, куда не достать рукой или гусаком от горелки. Правда, для этого необходимо, чтобы техника поддерживала до 250-300 А, а это уже не любительский вариант, с соответствующей ценой.
В обязательном порядке ориентируйтесь не только на те свойства и опции, которыми обладает тот или иной прибор, но и на задачи, которые ему предстоит решить – они играют определяющую роль.
Основные критерии выбора + (Видео)
Выбрать сварочный полуавтомат задача не очень простая. На рынке сварочного оборудования представлен большой ряд подобных устройств, которые отличаются друг от друга небольшими различиями в параметрах. Производители стараются работать на перспективу, использовать новые разработки электронных компонентов.
Различия можно найти:
- В характеристиках параметров;
- В функциональных особенностях;
- В перечне возможностей;
- В особенностях схемы защиты.
Характеристика параметров
Первым показателем является источник питания. Для бытовых сварочных полуавтоматов источником питания является сеть переменного тока напряжением 220 В и частотой 50 Гц. В разделе электропитания указывается диапазон изменения питающего напряжения, при котором прибор продолжает нормально работать. Эта величина указывается в процентах от нормального напряжения или в единицах напряжения.
Мощность потребления полуавтомата должна соответствовать его производительности. Иногда наряду с потребляемой мощностью указывается рекомендуемая мощность при работе от генератора. Если устройство потребляет 5 кВт электроэнергии, то он не может обеспечивать на выходе устройства большую мощность.
Устройства могут отличаться по величине напряжения холостого хода. Это тоже немаловажный показатель совершенства принципиальной схемы.
Главной величиной в характеристике устройства является выдаваемый на электроды ток. Обычно указывается диапазон от минимального до максимального значения. Если полуавтомат универсальный, то диапазон выходного тока указывается для всех режимов отдельно.
Еще одна из важных характеристик – продолжительность включения или режим работы. Этот параметр указывается в процентах. Он характеризует цикличность работы и паузы для данного устройства.
В характеристиках сварочных полуавтоматов обязательно указывается скорость подачи проволоки, тип и вес катушки, допустимые диаметры проволоки.
Некритичными характеристиками являются вес и габариты устройства.
Функциональные особенности
Найти различия между сварочными полуавтоматами по выполняемым функциям несложно. Даже универсальные устройства могут обеспечивать сварку трех типов:
- ММА – ручная сварка отдельным электродом;
- TIG – сварка в слое инертного газа;
- MIG/MAG – сварка с помощью сварочной проволоки в слое инертного или активного газа.
К функциональным особенностям универсальных полуавтоматов можно добавить наличие плавного зажигания дуги, мягкие старт и финиш, режим 2 в 4 такта, при котором нет необходимости жать постоянно на кнопку.
Не во всех устройствах есть режим ручной подачи проволоки, который позволяет быстро заменить катушку с проволокой и вывести ее начало в контактную часть.
Возможности сварочного полуавтомата
Аппараты могут отличаться по наличию возможности управления процессом сварки одной кнопкой. Должна присутствовать ручная регулировка выходного тока и напряжения. Наличие или отсутствие цифрового индикатора тока и напряжения тоже является немаловажным показателем для нормальной работы.
Схемы защиты
Каждый производитель стремится разработать такую схему, которая могла бы защищать устройство от любых критических ситуаций – перегрев компонентов, перенапряжение и превышения тока.
На корпусе устанавливается световая индикация, которая указывается на нарушение того или иного режима работы устройства. Наличие индикации всегда отражает уровень разработки полуавтомата, по которому можно осуществлять отбор.
Кто выпускает сварочные аппараты-полуавтоматы: рейтинг лучших производителей
На современном рынке представлены модели самых разных фирм, отечественных, европейских, азиатских. Отметим те бренды, которые уже успели впечатлить или доказать качество своих решений.
- Сварог (Svarog) – уральский завод, предлагающий как начальные, так и профессиональные линейки (наиболее удачные дополнительно рассмотрим ниже).
- Aurora – оборудование, собранное по азиатским технологиям, с особенной заботой об эргономике пользования.
- Elitech – совместный русско-китайский бренд, славный доступностью своих приборов при достаточном уровне надежности и долговечности.
- Fubag – яркий представитель немецкой техники, с безупречным исполнением и акцентом на богатство цифровых опций.
- Ресанта – латвийский производитель, ставший известным благодаря своей приятной ценовой политике.
- Telwin – итальянское качество, оборудование профессионального класса.
Лучшие производители бытовых полуавтоматов
Можно назвать несколько производителей сварочных полуавтоматов, которые выпускают оборудование с хорошими качественными показателями и приемлемой стоимостью. Среди лучших образцов бюджетного ценового сегмента можно назвать китайскую фирму Elitech. Фирма выпускает надежные аппараты с хорошим качеством и достойный функционалом.
Другой фирмой выпускающей полуавтоматы с разумным соотношением цены и качества – Foxweld. Аппараты этой фирмы очень экономичны. Комплектуется горелкой с достаточной длиной и качеством рукава подвода газа. Эта фирма еще неизвестна широкому кругу покупателей, а потому не имеет и дилерской сети.
Но лучшими показателями обладают аппараты марки Overman. Аппараты способны варить многими видами проволоки. В конструкции полуавтоматов применяются интересные разработки и решения. Полуавтоматы имеют вес, который немного больше, чем у других производителей. Но это единственный минус.
Обзор сварочных полуавтоматов инверторного типа: лучшие в среднем классе
В данную категорию входят универсальные устройства, довольно функциональные, чтобы решить какую угодно бытовую или любительскую задачу, но не обладающие некоторыми специализированными опциями и поэтому находят ограниченное применение на производствах.
Сварог PRO MIG 200 SYNERGY (N229)
Работает со всеми видами проволоки, в режимах TIG DC и MMA, не перегревается ни при 160, ни при 200 А. Отличается удобным управлением горения дуги, регулировка которого может производиться в «синергетическом» режиме, то есть согласно выбранной программе. Поддерживает 2Т и 4Т, за счет автоактивации VRD безопасен даже в условиях повышенной влажности.
Единственный минус – отсутствие функции TIG AC, поэтому не подходит для легких сплавов.
AuroraPRO Speedway 200
С массивными катушками, рассчитанными на большие объемы работ. Если у Вас частная мастерская или автосервис, и Вы ищете подходящий полуавтомат сварочный инверторный, вот какой выбрать стоит в первую очередь. Спидвей двести из серии АврораПРО обеспечит нужный объем производства, понравится классикой механических регуляторов, сможет безопасно и безостановочно функционировать при 200 А в MIG режиме с 60% ПВ.
Недостатком, и то условным, могут показаться только его массивные габариты.
Сварог ARCTIC MIG 250 Y (204)
Компактный, несмотря на крупную катушку, рассчитанный на соединение тонкостенных элементов. Ориентирован на длительную работу – при 200 А варит непрерывно, и это при экономичности (потребляет до 14 А) и повышенном коэффициенте мощности – до 0,85.
В числе относительных минусов – слишком простой подающий механизм (двухроликовый) и отсутствие смены полярности.
AuroraPRO Overman 200
Ориентирован только на проволоку, зато на любую, в том числе и алюминиевую. Его плюс в том, что обладает нижним порогом рабочего напряжения в 140 В, что расширяет возможности подстройки вольтамперных характеристик. Регулировка дуги и тока проводится отдельно, что также удобно.
Недостаток – в сравнительно большом весе (15,5 кг) и габаритах (482 на 197 на 466 мм).
Сварог MIG 200Y (J03)
Лайфак, отлично подсказывающий, как выбрать сварочный полуавтомат, – отзывы: какой лучше, какой хуже – реально пользовавшиеся приборами люди рассказывают обо всем этом и о многом другом. И многие хвалят именно данную модель – потому что она обладает следующими качества:
- простота в освоении;
- гибкость в настройке (можно регулировать напряжение, индуктивность, ток дуги);
- подключение обогрева, позволяющее решать задачи на холоде;
- пятнадцатикилограммовые бухты.
Минус только в стоимости и в том, что скорость протяжки проволоки нельзя изменить.
Fubag INMIG 200 Plus
Немецкий подход чувствуется сразу: функционал оборудования расширен. MIG/MAG-режим легко программируется, SPOT-опция позволяет выполнять короткие швы, работы MMA (до 170 А) и TIG (до 200 А) тоже возможны.
Правда, минусов тоже хватает: при резком падении напряжения вероятен отказ, проволока поддерживается только 0,8 мм, электроды – 2 мм, коэффициент ПВ достаточно мал.
Какой полуавтомат выбрать для ремонта автомобиля + (Видео)
В ремонте автомобиля преобладают кузовные работы. Кузова современных легковых автомобилей изготавливаются из тонкого металла. Для его сварки потребуется небольшой ток, и толщина сварочной проволоки до 0,8 мм. Реже приходится варить некоторые детали, которые имеют толщину от 1 до 5 мм.
Из этого следует, что для выполнения сварочных работ будет вполне достаточно приобрести сварочный инверторный полуавтомат средней мощности. Он не будет перерасходовать электроэнергию в гараже, будет обеспечивать достаточную продолжительность включения, не будет перегружаться, и перегружать сеть.
Такие полуавтоматы имеют большую базу запасных компонентов и типов сварочной проволоки. И цена на них вполне демократичная. Главное чтобы была в наличии регулировка тока и напряжение. Такими полуавтоматами нельзя будет варить большие объемы металла большой толщины, но в ремонте автомобилей это встречается редко.
Выбирая полуавтомат необходимо обращать и на механические особенности. Например, предпочтительнее будет тот полуавтомат, где механизм подачи проволоки удобен для перезарядки. Этот механизм всегда загружен работой, поэтому в приводе должен стоять двигатель достаточной мощности, а сам механизм пусть будет полностью из металлических деталей.
Желательно, чтобы полуавтомат был универсальным и имел возможность обеспечивать работу штучным электродом в ручном режиме.
Есть вариант применения в гаражном режиме сварочных полуавтоматов трансформаторного типа. Они несколько дешевле инверторных образцов, но они не имеют автоматической регулировки по току и напряжению. Ток переключается только в режиме холостого хода дискретным переключателем.
Выходной ток имеет большой уровень пульсаций, который по частоте приближается к удвоенной частоте питающей сети. Они просты в ремонте, но качество сварки намного ниже, чем качество сварки инверторных образцов.
Лучшие бюджетные полуавтоматы сварочные
В данную категорию входят приборы, чье основное достоинство – цена, а все остальные преимущества уже дополнительные. Как правило, они предназначены для решения бытовых задач, хотя есть и такие представители, с помощью которых можно выполнять отдельные малоответственные операции на производстве.
Elitech ИС 200П
При малой мощности потребления – до 5,4 кВт – бесперебойно выдерживает просадки до 160 В, поэтому замечательно подходит для личной гаражной мастерской. Также отличается наличием системы охлаждения, способствующей поддержанию 80% ПВ при 180 А. Расположение элементов управления – на наклонной панели, смело ставьте плюс за эргономику.
Хотя самих настроек довольно мало – кроме скорости подачи и напряжения ничего больше не отрегулируешь, и это относительный недостаток.
Ресанта САИПА-200
Повсеместную популярность и место в рейтинге бюджетных сварочных полуавтоматов инверторного типа данная модель получила благодаря запасу по току – даже при 200 А она сохраняет ПВ на уровне в 70%, чего достаточно для решения бытовых задач.
Хотя больше похвастаться особо нечем: настройки у аналогов других производителей гибче, а комплектация – богаче. Еще один плюс есть – это евроразъем, но при рукаве в 2 м он становится лишь условным преимуществом. Но известность делает свое дело – оборудование продолжают покупать.
Ресанта САИПА-165
Компактный прибор, поддерживающий обычную проволоку и флюсовую, но диаметром только до 0,8 мм, ориентированный на работу в среде углекислого газа. Один из наиболее дешевых, поэтому его часто заказывают любители.
Для серьезных работ не подходит, так как при 160 А дает 70% ПВ, что ограничивает его применение, в том числе и в ММА-режиме (до электродов толщиной до 3 мм). При этом не самый устойчивый и надежный, с не очень практичным подключением рукава. Привлекает только ценой.
Виды сварочных полуавтоматов + (Видео)
Все сварочные полуавтоматы разделяются на три типа по источнику питания, с помощью которого выполняется сварка:
- Трансформаторный;
- Выпрямительный;
- Инверторный.
Трансформаторные полуавтоматы применяют в стационарных условиях работы, потому что они имеют большой вес и габариты. Это относится и к выпрямительным видам. В быту используются инверторные сварочные полуавтоматы. Они легки, компактны, не требуют большой мощности от источника питания.
В основном большинстве сварочные полуавтоматы выполняют сварку вида MIG/MAG – сварки металлов под слоем инертного или активного газа с помощью подаваемой сварочной проволоки.
Такой вид позволяет сваривать большинство металлов с высоким качеством шва и стабильным показателем провара. В качестве инертного газа применяют аргон, а в роли активного газа применяют углекислый газ. Для некоторых работ, которые требуют качественного шва, применяют смесь этих газов.
Иногда предусматривается сварка в режиме NO GAS, когда вместо обычной сварной проволоки в полуавтомат устанавливается катушка с порошковой самозащитной проволокой. Этот вид сварки не требует организации газовой подушке в месте сварки.
Универсальные сварочные полуавтоматы способны выполнять работы классификации MMA и аргонно-дуговую сварку постоянным током TIG DC.
Лучшие профессиональные сварочные полуавтоматы
В данную категорию входит оборудование для очень сложных задач. Да, оно значительно дороже ранее рассмотренных вариантов, но многократно окупает себя в процессе долголетней эксплуатации.
Telwin MASTERMIG 400
Надежная, тяжелая (весит более 100 кг), габаритная, мощная техника. Внимание, не инверторная, а трансформаторная (сделаем исключение для подтверждения правила).
- поддерживает ток до 400 А;
- с напряжением холостого хода в 40 В всегда зажигает дугу;
- напряжение – как одно-, так и трехфазное (в зависимости от конкретной серии выпуска);
- протягивающий механизм возьмет любую проволоку, так как у него 4 ролика;
- 2 клеммы массы – для медных, алюминиевых сплавов и для нержавейки, низколегированных сталей;
- есть таймер – для наложения точечных швов.
Из минусов реальным недостатком является только вес.
Aurora SKYWAY 330 Synergic
Здесь уже классический инвертор, получивший сертификат НАКС, с цифровым управлением, поддерживающий до 300 А в ММА-режиме, массой до 60 кг. Питается от 3-фазной сети, потребляет до 18 А.
В памяти такого прибора можно сохранять синергетические настройки, а после – вызывать их и регулировать нажатием одной клавиши. Отдельная кнопка – у 2Т, 4Т и VRD. Также отметим наличие самодиагностики.
Относительный недостаток в том, что к управлению нужно привыкнуть.
Кедр MIG-250GS
Дешевле других профессиональных вариантов, но с номинальной мощностью, достигающей 7,8 кВт при коэффициенте в 0,73 или даже 0,93 (у трехфазной GN версии). При 250 А в MMA и MIG/MAG режимах обладает ПВ на уровне 60%, поддержка проволоки толщиной до 1 мм. Поэтому ориентирован на выполнение относительно легких производственных операций. Зато отличается отзывчивым управлением, быстрым переключением, гибкой регулировкой.
Мы постарались всесторонне рассмотреть, какие особенности у каждого более-менее популярного сварочный полуавтомат инверторного типа, какой лучше выбрать в зависимости от специфики выполняемых работ, на что обращать внимание в процессе сравнения моделей. Вам остается только определиться – вдумчиво, не торопясь, отталкиваясь от тех задач, которые Вы планируете решать.
Лучшие производители сварочных полуавтоматов — какую фирму выбрать
Когда срочно требуется приобрести качественный полуавтомат, то обращаются к проверенным производителям:
- Ресанта;
- Fubag;
- Inforce;
- Aurora;
- Patriot.
Но возможности каждого отдельного аппарата настолько отличаются от других, что лучше ознакомиться с конкретными моделями в рейтинге лучших сварочных полуавтоматов. Это поможет сориентироваться в их преимуществах и недостатках, и выбрать более подходящее оборудование.
Для желающих самим разобраться в каждой характеристике и подобрать полуавтомат самостоятельно подготовлен материал ниже.
Рекомендации: 11 лучших сварочных полуавтоматов
15 лучших сварочных аппаратов
15 лучших сварочных инверторов
Wester Combi 180P
Универсальная модель сварочного инвертора-полуавтомата подойдет для домашней мастерской, работ в гараже или на даче. Аппарат демонстрирует хорошую надежность в работе в режимах ручной дуговой и полуавтоматической сварки. При правильной настройке тока и подачи проволоки оборудование справится со сваркой металла любой толщины. Производителем реализованы основные функции, необходимые для комфортной работы штучными электродами. Технические характеристики боле чем достойные: широкий диапазон регулировки токов, входное напряжение 180 В – 250 В, максимальный ток при непрерывной работе – 120 А.
Достоинства:
- хорошее принудительное охлаждение
- широкий диапазон доступных работ
- настройка подачи проволоки
- наличие ручной дуговой сварки (MMA)
- защита от перегрузки и перегрева
Недостатки:
- объективных недостатков не обнаружено
Заключение
Подборка ТОП-8 лучших полуавтоматов включила модели разных ценовых категорий. Основные критерии правильного выбора, по мнению экспертов, это значение максимального тока в соответствии с коэффициентом постоянного включения, дополнительные режимы работы, возможность и удобство смены полярности. Выбирая полуавтомат, следует принять во внимание все характеристики, от которых зависит качественная работа устройства. Обзор лучших сварочных аппаратов в полной мере освещает основные особенности топовых моделей данной категории товаров.