Главная / Техника сварки
Назад
Время на чтение: 3 мин
0
958
Тема сварки труб очень широкая и сложная. В основном из-за того, что магазины предлагают большое количество заготовок. Типов труб по диаметру и материалу много.
Они могут быть широкие, узкие, пластиковые, стальные или из сплавов. Материал трубы — это только один из параметров, важных для выбора метода и техники сварки.
Для газового снабжения, например, используют трубы из разных сталей. А, чтобы создать газопроводную конструкцию, нужно иметь опыт и представление об основных правилах сварочного процесса.
Новички не смогут сварить такие трубы самостоятельно, это задание для опытных сварщиков. Если вы давно освоили разные методы создания конструкций и несколько типов сварки, то сможете обустроить газовую систему в доме.
Какие методики нужны в этом случае, и как сварить газопровод самому? Расскажем в этой статье.
- Общая информация
- Техника безопасности
- Аргонодуговая сварка
- MIG и MAG сварка
- Газовая сварка
- Сварка газовых труб в квартире
- Заключение
Способы соединения в газопроводах
Сварка газопровода предполагает различные виды соединений, находящихся в зависимости от материала, из которого изготовлен трубопровод, и места его установки. Газовые трубопроводы бывают металлическими и полимерными.
Применяются следующие виды сварок:
- Газовая.
- Ручная электродуговая.
- Аргоновая.
Способ сварки выбирают в зависимости от толщины стенок газовых труб, внешнего диаметра, стальные они или пластиковые.
Сварка стальных газопроводов имеет свои особенности. Поскольку они предназначены для транспортирования по ним газа, то во избежание утечки недопустимы прожоги и наплывы, препятствующие нормальному его продвижению.
Cварка газовых труб
Лозунг – «Газификация всей страны» – актуален и сейчас. Монтаж газовых труб и их ремонт не прекращаются ни на один день, поэтому сварщикам всегда есть работа.
Правда, не для всех, потому что этим должны заниматься только сварщики с высокой квалификацией. А причина одна – внутри газовой трубы голубое топливо протекает под большим давлением, даже в бытовых сетях оно составляет 3-4 атмосферы.
А значит, всегда есть риск, что трубопровод разорвется, если сварка газовых труб была проведена не на должном уровне.
Способы сварки газовых труб
Варить газовые трубы можно разными способами:
- газовая сварка;
- электросварка;
- сварка неплавящимся электродом в среде защитных газов: ручная или полуавтоматическая.
Выбор технологии сваривания будет зависеть от параметров используемых труб. Если они имеют тонкую стенку (до 4 мм), то обычно используется газовая сварка. Если больше, то два остальных варианта. При этом электросваркой пользуются в тех случаях, когда объем проводимых операций незначительный. Во всех остальных случаях используются сварочные автоматы или полуавтоматы.
Сварка газовой трубы газосваркой
Как и в любом сварочном процессе в первую очередь сами трубы необходимо подготовить. Очень важный момент заключается в том, чтобы не пропустить дефекты торцов соединяемых встык газовых труб.
Они могут не совпадать между собой по размерам и форме отверстия. Особенно это касается формы.
Она может быть не круглой, а овальной, что создаст трудности не только со свариванием, но с точной стыковкой.
Варить газовые трубы с тонкой стенкой можно и без формирования кромки, но лучше с ними. Потому что сварочная ванна, образованная ими дает полное и качественное заполнения зазора.
Обязательно кромки обрабатываются до металлического блеска, то есть, удаляется ржавчина, грязь, следы других материалов. Если на участке сваривания присутствуют жировые и масляные пятна, то из также придется удалить, хотя бы растворителем.
Эти меры действенны, именно они влияют на качество сварочного шва.
Следующий подготовительный этап – это выбор присадочной проволоки. Здесь все просто – она должна быть изготовлена из того же сырьевого материала, что и сам газовый трубопровод.
Все готово, можно переходить к сварке. Горелка подносится к сварочной ванне под наклоном, сюда же подается и присадочная проволока. Важно сначала хорошо прогреть торцы двух соединяющихся труб до красного состояния.
После чего в ванну вводится проволока, которая под действием высоких температур расплавляется, и ее металл заполняет зазор между кромками. Необходимо отметить, что при этой технологии не происходит соединение металлов труб и проволоки на межкристаллических связях.
Поэтому такое соединение не является высокопрочным. Хотя для труб газоснабжения под небольшим давлением этого будет достаточно.
- Если для сварки газовых труб используется ацетилен, то сварочный шов можно сделать за один проход.
- Температура горения этого газа очень высокая, и ее достаточно, чтобы хорошо нагреть кромки и быстро расплавить присадочную проволоку в большом объеме.
- Начало и конец шва надо обязательно соединить внахлест.
Нередко встречаются ситуации, когда место расположения сварочного стыка находится в неудобном месте (к примеру, около стены). Поэтому всегда присутствует вероятность, что он будет некачественно проварен.
Если это трубы большого диаметра, то можно сваривать их снаружи и изнутри.
Для того чтобы произвести сварку изнутри, надо будет сделать недалеко от стыка отверстие, чтобы в него поместилась рука с проволокой и горелкой, и провести сваривание по внутреннему диаметру.
Кстати, нужно сказать, что некоторые сварщики с высокой квалификацией прекрасно варят газовые трубы электросваркой. Благо для этого есть инверторы. Поэтому на вопрос, а можно ли варить трубы с тонкой стенкой электродуговой сваркой, можно ответить положительно.
Сварка труб электродуговая
Это один из самых распространенных способов соединения газовых труб. Технология позволяет использовать ручную сварку, автоматическую и полуавтоматическую (с помощью самозащитной флюсовой проволоки).
Данный способ соединения газовых труб более качественный, потому что стыковка происходит на уровне межкристаллических связей. То есть, расплавленный стержень электрода вплавляется в расплавленный металл кромок труб.
По сути, получается в сварочной ванне единый монолитный участок.
Как правильно соединить трубу газоснабжения электросваркой.
- Производится зачистка торцов труб точно так же, как и в случае газосварки.
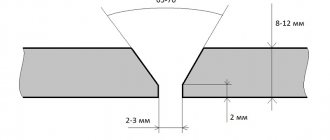
- Обязательно формируются кромки. Это можно сделать напильником или болгаркой со шлифовальным кругом. Оптимальный угол соединения кромок — 60°.
- Трубы обязательно укладываются в горизонтальной плоскости и центруются относительно друг друга.
- Делаются прихватки (количество определяется сечением трубы) длиною по 3-4 см. Главное – прихватка по высоте наполнения не должна быть больше 2/3 толщины стенки.
Все готово, остается только варить. При этом нужно соблюдать некоторые правила сварки. Если труба с толщиною стенки в пределах 4-6 мм, то сваривание можно проводить в один проход.
В остальных случаях только в несколько проходов электродом. То есть, наращивание металлического наполнения шва должно проводиться послойно.
При этом, чем выше слой, тем большего диаметра электрод должен быть использован.
Варить газовые трубы по диаметру очень сложно, поэтому их устанавливают в специальное приспособление – вращатель. Если такового нет, то сварка производится снизу вверх. То есть, труба делится на две части вертикалью, и каждый участок проваривается по отдельности. При этом необходимо стыки сварочных слоев производить внахлест.
Если производится сварка магистральных газовых трубопроводов, то соединение проводится по участкам. То есть, постепенно по участкам заполняется весь шов, а последний слой наносится целиком по всей окружности.
Полуавтоматическая электросварка в среде защитных газов также применяется при сварке газовых труб. По качественной составляющей она более эффективна, чем предыдущие варианты.
Все дело в том, что на процесс сваривания кромок не воздействуют химические элементы, находящиеся в воздухе. Потому что зона сварки покрывает защитный газ, обычно это смесь аргона с кислородом и углекислым газом.
Могут использоваться и другие смеси.
Данную технологию обычно называют аргонодуговой. Название произошло от того, что в качестве защитного газа чаще всего используется газ аргон, но не всегда. Обычно для сварки стальных изделий используется стержень из вольфрама, а сама сварка производится при прямой полярности.
Для соединения можно использовать присадочную проволоку, а можно обойтись без нее. Все зависит от толщины стенок соединяемых заготовок. Но чаще всего используется комбинированная технология. То есть, корневой шов сваривается без присадки, а поверхностные слои провариваются с использованием проволоки. Кстати, трубы из стали 10 и 20 всегда свариваются без присадочной проволоки.
Если стыкуются между собой газовые трубы с толщиною стенки меньше 5 мм, то сваривание нужно проводить сверху вниз, в остальных случаях снизу вверх. Вообще, нужно избегать потолочной и вертикальной сварки, поэтому будет лучше, если соединение трубных конструкций производиться во вращательных роликах, а сам процесс сваривания будет производиться в нижнем положении.
- Все подготовительные процессы точно такие же, как и в первых двух случаях.
- При соединении трубопроводов большого диаметра (больше 80 мм), необходимо соблюдать точную центровку и прихватку. При этом после нанесения первого коневого слоя прихватки необходимо переплавить.
- Гасить и зажигать дугу надо только на кромке или на расплавленном металле сварного шва. При этом заканчивать сварку на шве надо на расстоянии 20-30 мм от конца шва.
- Заканчивать подачу защитного газа надо после обрыва электрической дуги спустя 5-10 секунд.
- Если газопровод формируется из труб высоколегированной коррозионностойкой стали, то перед сваркой защитный газ подается внутрь трубопровода, или используется в процессе защитный флюс, к примеру, паста ФП8-2.
- Толстостенные трубы (толщина более 10 мм) диаметром больше 100 мм, изготовленные из низколегированных и низкоуглеродистых сталей, варятся без подкладочных колец. При этом сам процесс надо вести обратноступенчатым методом, проваривая участки длиною не более 20 см. Толщина шва не должна быть меньше 3 мм, и обязательно обеспечивается плавный переход на саму трубную поверхность.
Газоснабжение городов и поселков – запланированное мероприятие. Поэтому сам процесс сварки газопроводов относится к категории ответственных.
Но в разных случаях используются разные способы сваривания, многое зависит от условий проведения сварных процессов, от параметров устанавливаемых труб, от возможности компании, которая занимается проводкой трубопровода.
Но в любом случае, еще раз надо напомнить, что соединение трубных конструкций под газ должны проводить только высококвалифицированные сварщики.
Поделись с друзьями
Подготовка труб
Сварочные работы газопровода требуют проведения подготовительных работ. Они состоят в очистке свариваемых поверхностей от загрязнений, ржавчины. Масляные пятна удаляют с помощью растворителя. На толстых стенках оформляют кромки. Сварка тонких стенок осуществляется без этого. Острие кромок притупляют.
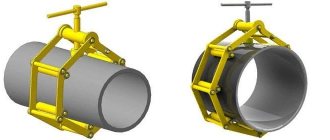
Затем осуществляют центрирование труб с целью совмещения их осей. Это можно делать с помощью специального оборудования. Обязательной является надежная фиксация. Удобно это делать с помощью прихваток — коротких поперечных швов, выполняемых на определенном расстоянии друг от друга, зависящим от диаметра труб.
Технология
Газосварочные работы включают в себя два этапа: подготовку свариваемых деталей и непосредственно сам процесс сварки.
Подготовка труб
Перед работой металл необходимо очистить от загрязнений, ржавчины, технических масел. Очищают кромки и прилегающую к ним поверхность – внутреннюю и внешнюю – на расстояние не менее 20 мм.
Затем следует механическая обработка деталей – при толщине металла более 3,5 мм на кромках делают скосы под углом около 45º. Это связано со способностью металла прогреваться на глубину до 4 мм. Если толщина менее 3,5 мм, выполнять скосы не нужно. Острый край кромки притупляется, чтобы металл не плавился и не стекал внутрь трубы. Точный угол скоса и притупление регулируются ГОСТ 16037-80.
В случаях когда трубопровод не предназначается для транспортировки газа или жидкости под высоким давлением, используются и другие варианты стыковки:
- с подкладным кольцом, без скосов кромок;
- со вставным кольцом и раструбом;
- с выполнением внутренней вытачки в трубах для их центровки.
Перед началом газосварочных работ трубы центруют и прихватывают в разных местах с равным интервалом. Количество прихваток зависит от диаметра.
Материал для прихваток обычно используют тот же, что и для сварки – сварочную проволоку. Поверхность прихватки очищают, а при работе ее переплавляют или удаляют.
Электродуговая сварка
Электродуговую сварку применяют, если объем предстоящих работ является небольшим. Перед началом сварки необходима подготовка кромок труб. Для этого удобно применять болгарку, а оставшиеся заусенцы убирать напильником. Затем места стыков очищают и обезжиривают.
Перед началом прокладки основного шва, трубы фиксируют с помощью поперечных прихваток. Количество проходов находится в зависимости от толщины стенок труб:
- трехмиллиметровые стенки сваривают за один проход;
- стенки до шести миллиметров — за два прохода;
- свыше шести миллиметров — за три прохода и более.
Если доступ к месту работы затруднен, то работу выполняют отдельными фрагментами.
Аргоновый метод для газоснабжения
Процесс соединения газовых труб может вестись под защитой от воздействия окружающей среды аргоном. Сварка труб из стали осуществляется с помощью вольфрамового сердечника.
Для проведения сварки используется ток прямой полярности. Все работы ведутся на заготовительных участках, свариваются трубопроводы большого диаметра. При прохождении корня стальной сердечник не используется. Сварка основных проходов производится с присадкой.
При сварке газовой трубы, толщина стенки которой менее 4 мм, электрод ведется от верха к низу заготовки. При более толстой стенке, сварку осуществляют снизу вверх. Но лучший шов получается при работе в нижнем положении.
Сварка газопроводов должна производиться с учетом некоторых особенностей аргонодугового способа.
Начинать и заканчивать сваривание стыка следует лишь на кромочном участке шва или в месте расплава. Оканчивают сварку стыка с нахлестом на предыдущий шов не менее 30 мм. Подача газа продолжается еще несколько десятков секунд, резко прерывать ее нельзя.
При сварке газовых труб из нержавеющей стали необходимо использовать флюс. При сварке труб с толщиной стенки свыше 10 мм использовать кольца для подкладки не рекомендуют.
Сварка ведется с помощью обратноступенчатого способа. Участки провара не свыше 200 мм. Шов плавно должен переходить на трубу, без резких перепадов. Такая особенность показывает надежный провар стыка.
Аргонодуговая сварка
Аргонодуговая сварка используется для соединения труб, выполненных из стали. Сварка с аргоном, называемая TIG, происходит в газовой среде. Ее основной особенностью является применение электродов, отличающихся тугоплавкостью. Внешнее покрытие этих электродов — вольфрам. В процессе образования шва такие электроды не плавятся, что является их преимуществом.
Дуга возникает между вольфрамовым электродом и металлической поверхностью трубы. Поступающий через сопло аргон блокирует поступление кислорода на место осуществления сварочного процесса. При аргонной сварке шов получается высокого качества, а соединение труб надежным.
MIG/MAG сварка
MIG/MAG сварка — это метод, суть которого заключается в применении защитного газа и сварочной проволоки. Такая технология может быть ручной (когда сварщик сам подает проволоку в сварочную ванну), полуавтоматической (когда подача проволоки механизирована, но сварщик все равно контролируется скорость подачи) и автоматической (когда проволока подается в автоматическом режиме на заданной скорости).
Самый простой и недорогой вариант — сварка с применением защитного газа и ручной подачей проволоки. Вам не нужно иметь дорогое оборудование с полуавтоматической или автоматической подачей проволоки. Но здесь нужно иметь опыт, поскольку подавать проволоку вручную непросто.
Автоматическая сварка всем хороша. Она сама подает проволоку, а вам остается только вести дугу. Вот только оборудование для автоматической сварки стоит дорого, и вряд ли захотите приобретать аппарат за 500$ для починки газовой трубы на кухне.
Поэтому рекомендуем вам остановиться на покупке полуавтомата. Это универсальный аппарат. Он с одной стороны помогает вам подавать проволоку, так что новичкам будет легче. А с другой стороны стоит не так уж дорого, при этом позволяет добиться хорошего качества шва. С помощью полуавтомата вы сможете сварить трубы, изготовленные из низколегированной или высоколегированной стали.
Здесь шов будет формировать не только за счет расплавленного металла, но и за счет проволоки. Так что качество соединения будет хорошим, если вы умеете обращаться с полуавтоматом. Не забывайте, что нужно настроить подачу защитного газа из баллона. Для этого можно использовать редуктор. И следите за расходом защитного газа при сварке, он не должен быть слишком большим. Например, при сварке тонкостенной трубы с применением углекислого газа может уйти до 15 литров, и это нормальный показатель.
Сварка газовым способом
Сварка труб газом осуществляется методом расплавления металла под воздействием пламени. Оно образуется при горении газа, которое поддерживается кислородной средой.
Газовая сварка трубопроводов часто применяется для труб, имеющих толщину стенок более 3,5 миллиметра. Если предстоит сварка тонкостенного трубопровода, то для предохранения от ожогов используются защитные флюсы. Газовую сварку удобно применять для сваривания труб небольшого диаметра, несмотря на то, что прочность такого шва будет ниже, чем при других способах.
В качестве газа используется ацетилен или другие горючие газы. Они создают высокую температуру, под влиянием которой металл начинает расплавляться. Затем этим расплавом заполняется стык между свариваемыми деталями.
Особенности применения газовой сварки
Технология газовой сварки труб позволяет использовать данную методику в работе с любыми видами металла, которые используются при производстве. При этом трубы из свинца, чугуна, меди или латуни значительно легче будет сварить при использовании газового способа в сравнении с дуговым. Кроме того, существенную роль играет простота необходимого для выполнения работ оборудования, которое к тому же не требует значительных капиталовложений.
При газовой сварке труб чаще всего используется смесь кислорода и ацетилена. Смешивание происходит следующим образом: очищенный кислород под давлением около 150 атм. из стальных баллонов через редуктор, предназначенный для снижения давления газа в системе до номинальных рабочих параметров, по отдельному резиновому шлангу с ниппелем подаётся в сопло. Ацетилен – газ, горящий в струе кислорода при температуре пламени до 3 000 ˚С транспортируется в камеру для смешивания по отдельному шлангу.
Материалы и аппараты для газовой сварки
Основными инструментами для выполнения подобных работ становится резак и горелка с подключёнными к ней шлангами для подачи ацетилена и кислорода. В процессе газовой сварки труб можно регулировать тепловую мощность путём изменения интенсивности потока кислорода и горючего газа. Инжекторные и безинжекторные горелки используются не только для выполнения сварочных работ, но и для наплавки, пайки или подогрева металла.
Прежде, чем попасть в сопло горелки кислород и ацетилен подаются в специальную камеру для лучшего смешивания. Доля обоих газов в составе смеси может быть отрегулирована при помощи кранов. Таким образом, создаются необходимые условия для того, чтобы металл нагревался до температуры сгорания в подаваемой струе кислорода с максимальной эффективностью.
В некоторых случаях допускается замена ацетилена парами керосина, пропаном, водородом или метаном. Эти газы-заменители используются достаточно часто ввиду сравнительно высокой стоимости ацетилена.
Недостатками такого решения можно назвать существенно более низкую температуру пламени при их сгорании (в среднем этот показатель ниже на 450-750 ˚С).
В связи с этим технология газовой сварки труб включает дополнительное использование флюсов при работе с чугуном или цветными металлами, сварочной проволоки с повышенным содержанием марганца и кремния,как эффективного раскислителя.
Оборудование для газовой сварки
- Горючий газ и кислород.
- Проволока нужной марки для выполнения присадки, флюс или сварочный порошок при необходимости.
- Кислородные редукторы, понижающие давление до рабочих значений.
- Генератор для синтеза ацетилена из карбида кальция или баллон с готовым газом.
- Горелки с набором наконечников, который позволит работать с деталями различной толщины и параметров плавкости.
- Рукава для подачи газа к соплу.
- Набор инструментов для очистки металла в ходе работы.
Сварка труб в квартире
Такое может понадобиться, например, при необходимости переноса газовых труб. Сварка газовых труб в квартире начинается с отключения подачи газа. Это поможет избежать возникновения пожара.
Если свариваются трубы разного диаметра, то для этого необходимо использовать специальные переходники, что снижает вероятность утечки газа. Наиболее часто такую работу выполняют методом встык. Для удаления остатков газа в трубах, их продувают.
При необходимости перенести трубы в другое место в ней просверливают отверстие и вставляют в него отвод. После этого к отводу присоединяют кран в виде рычага, предназначенный для регулировки скорости поступления газа.
После этого необходимо проверить возможное наличие утечки газа. Для этого на место соединения надо нанести пенящееся вещество, например, мыльный раствор. Выждав некоторое время, следует удостовериться в отсутствии пузырей. Если они возникли, то это будет свидетельствовать о протечке, и сварку придется повторить.
После окончания работ надо включить подачу газа.
Полезное видео
Посмотрите видео, где опытный сварщик показывает, как просто и быстро варить трубы начинающим:
Видео для начинающих сварщиков, сварка труб полумесяцем:
Заключение
Итак, сварное соединение труб – дело ответственное, но при должном подходе, внимательном отношении с ним могут справиться и новички. Главное – делать все по инструкции, не отступать от технологии, помнить обо всех мелочах.
В жилищном строительстве сварка газовых труб – одна из самых ответственных работ. Для ее осуществления привлекаются только сварщики высокой квалификации. Это обусловлено обеспечением безопасности жильцов и строителей здания. Правильно, качественно выполненные сварочные соединения газовых труб являются залогом безопасного пользования газом.
Схемы сварных стыков
Сварочные схемы газопровода являются частью рабочей документации на проведение такого рода работ. Выполняются они не в масштабе, а в виде эскизов.
Схема сварных стыков газопровода содержит обозначения стыков, как поворотных, так и неповоротных. Легче выполняются поворотные стыки, поскольку их можно осуществлять в любом удобном для сварщика положении. Также у них более низкая вероятность появления дефектов.
На схеме указывают номер каждого стыка. Указываются сведения, каким видом контроля после сварки он должен быть подвергнут. Сообщаются сведения об объекте, в частности класс или группа трубопровода.
Сводная таблица содержит все необходимые сведения о сварных соединениях: количество стыков труб, их параметры, каким способам неразрушающего контроля они должны быть подвергнуты.
Схема сварных стыков газопровода — образец:
Схема также может выполняться в аксонометрии. В ней должны иметься подписи руководителя и исполнителей. Схема, по сути, является руководством для правильного осуществления сварки газовых труб, в том числе планирование этого процесса и осуществления контроля после него.
Техника безопасности
Техника безопасности — это в принципе первое, что вы должны изучить перед тем, как приступить к работе. Работа с газовыми трубами сопряжена с опасностью для жизни и здоровья, так что отнеситесь к этому со всей серьезностью.
Правило первое: никогда не открывайте резко баллон с газом. Иначе есть вероятность, что клапаны кислородных редукторов могут воспламениться. И уж чего нельзя допускать, так это взрыва кислородного баллона. А такая ситуация возможна, ведь в баллоне очень высокое давление.
Правило второе: если вы решили применить метод газовой сварки, то защитите глаза с помощью сварочной маски. Иначе можете испортить свое зрение. И в целом, экипировка нужна при применении любой технологии сварки. Так что не пренебрегайте ею.
Правило третье: не проводите сварочные работы в помещении с наглухо закрытыми окнами или с плохой вентиляцией. Также уберите из комнаты все предметы, которые могут легко воспламениться или сами могут стать причиной пожара.
Правило четвертое: после сварки нужно провести контроль качества соединений и убедиться, что швы герметичные. Только после этого можно подавать газ по трубам.
МЫ НЕ РЕКОМЕНДУЕМ ПРОВОДИТЬ СВАРКУ САМОСТОЯТЕЛЬНО. ВСЕ РАБОТЫ ВЫПОЛНЯЮТСЯ НА ВАШ СТРАХ И РИСК! ЛУЧШЕ ВОСПОЛЬЗУЙТЕСЬ УСЛУГАМИ ГАЗОВОЙ СЛУЖБЫ.