Процесс проведения измерений основных видов крепежа имеет свои особенности. Полезные советы: надёжность и качество скрепления двух или больше деталей между собой зависит от правильно подобранных размеров крепёжных изделий. Подобный вопрос часто представляет затруднения, потому что расчёт даже гаечных ключей производится с учётом показателей всех крепёжных изделий. Важная подборка нужных метизов.
Главные показатели подборки болта с требуемой гайкой:
- Диаметр изделия.
- Толщина детали.
- Длина метиза.
- Информация на поверхности деталей крепежа.
Производитель должен отображать данные в сопутствующих документах для стержней болтов, на которых нарезана метрическая резьба, форматом MdxPxL
. Учитывать важные нюансы при подборке необходимых метизов. Определение правильных размеров болтов с гайкой.
Буквенное обозначение
Расшифровка значений букв:
1. M — метрическая резьба.
2. D — диаметр крепёжных деталей.
3. P — указание очень мелкого шага резьбы, просто мелкого по размеру, крупного, особо крупные не добавляются.
4. L — этой буквой указывают длину детали.
Буквенное значение пишут заглавными и маленькими символами (D — сокращённо «diameter»). Длина — обозначается «L» от слова «lenght». Толщина — «stoutness» — «S». Высоту обозначили символом «H», слово «high».
Цифровые значения около букв указываются в мм. Для измерения правильных показателей (возьмём болты), следует узнать требуемый вид крепёжного элемента. Допускается пользоваться правилами отечественного Госта, европейским стандартом качества ISO, требованиями к стандартам DIN (Неметчина).
Относительные значения параметров болта:
1. d — номинальный показатель резьбы болта по диаметру.
2. D = 2d — головка болта по диаметру описанной окружности.
3. h = 0,7d — головка болта по высоте.
4. lo = 2d + 6 — длина резьбы, c = 0,15d — размер фаски.
5. l = m + n + Sm + H + K — длина болта.
Таблица метрических размеров.
| Диаметр метрической резьбы | Размер под ключ | ||
| основной S, мм. | уменьшенный S, мм. | увеличенный S, мм. | |
| М1 | 3.2 | — | — |
| М1.2 | 3.2 | — | — |
| М1.4 | 3.2 | — | — |
| М1.6 | 3.2 | — | — |
| М2 | 4 | — | — |
| М2.5 | 5 | — | — |
| М3 | 5.5 | — | — |
| М4 | 7 | — | — |
| М5 | 8 | — | — |
| М6 | 10 | — | — |
| М7 | 11 | — | — |
| М8 | 13 | 12 | — |
| М10 | 17 (16) | 14 | — |
| М12 | 19 (18) | 17 | 21 (22) |
| М14 | 22 (21) | 19 | 24 |
| М16 | 24 | 22 | 27 |
| М18 | 27 | 24 | 30 |
| М20 | 30 | 27 | 32 (34) |
| М22 | 32 (34) | 30 | 36 |
| М24 | 36 | 32 | 41 |
| М27 | 41 | 36 | 46 |
| М30 | 46 | 41 | 50 |
| М33 | 50 | — | 55 |
| М36 | 55 | 50 | 60 |
| М39 | 60 | 55 | 65 |
| М42 | 65 | 60 | 70 |
| М48 | 75 | — | 75 |
| М52 | 80 | — | 80 |
| М56 | 85 | — | — |
| М60 | 90 | — | — |
| М64 | 95 | — | — |
| М68 | 100 | — | — |
| М72 | 105 | — | — |
| М76 | 110 | — | — |
| М80 | 115 | — | — |
| М85 | 120 | — | — |
| М90 | 130 | — | — |
| М95 | 135 | — | — |
| М100 | 145 | — | — |
| М105 | 150 | — | — |
| М110 | 155 | — | — |
Таблица дюймовой резьбы UNC/UNF и размер гайки для ключа
| Диаметр резьбы (размер ключа), дюйм | Размер гайки под ключ, дюйм | Размер гайки под ключ, мм |
| 1/4 | 7/16 | 11.11 |
| 5/16 | 1/2 | 12.7 |
| 3/8 | 9/16 | 14.29 |
| 7/16 | 5/8 | 15.88 |
| 1/2 | 3/4 | 19.05 |
| 9/16 | 13/16 | 20.63 |
| 5/8 | 15/16 | 23.81 |
| 3/4 | 1 1/8 | 28.58 |
| 7/8 | 1 5/16 | 33.34 |
| 1 | 1 1/2 | 38.10 |
| 1 1/8 | 1 11/16 | 42.86 |
| 1 1/4 | 1 7/8 | 47.63 |
| 1 3/8 | 2 1/16 | 52.39 |
| 1 1/2 | 2 1/4 | 53.15 |
| 1 3/4 | 2 5/8 | 66.68 |
| 2 | 3 | 76.20 |
| 2 1/4 | 3 3/8 | 85.73 |
| 2 1/2 | 3 3/4 | 95.25 |
| 2 3/4 | 4 1/8 | 104.76 |
| 3 | 4 1/2 | 114.30 |
Энциклопедия крепёжных стандартов
Тайвань Метиз Альянс
Энциклопедия крепёжных стандартов
Гайка — это крепёжное изделие с резьбовым отверстием и конструктивным элементом для передачи крутящего момента. Конструктивным элементом гайки для передачи крутящего момента может быть многогранник, накатка на боковой поверхности, торцевые и радиальные отверстия, шлицы и т.п. Гайки применяются в болтовых и шпилечных соединениях, часто в сочетании с шайбой. Кроме обычных шестигранных используются гайки с фланцем, квадратные, удлиненные, с накаткой, шлицевые и приварные, а также:
- Колпачковые гайки с плоской или сферической торцевой поверхностью и глухим резьбовым отверстием применяются в качестве декоративных.
- Гайки-барашек имеют плоские выступающие элементы для передачи крутящего момента и затягиваются вручную.
- Самоконтрящиеся гайки применяются при повышенных вибронагрузках и имеют нейлоновый вкладыш, скошенные края или фланец с зубчиками, которые предохраняют от самопроизвольного отвинчивания.
- Прорезные гайки — это шестигранные гайки с радиально расположенными прорезями под шплинт со стороны одной из торцевых поверхностей.
- Корончатые гайки — это шестигранные гайки, часть которых выполнена в виде цилиндра с радиально расположенными прорезями под шплинт.
- Круглые гайки применяют для крепления различных деталей на валах.
- Накидные гайки используются в резьбовых соединениях труб, оборудования, арматуры.
Применение облегченных гаек при большом количестве их в соединении дает значительную экономию массы. Низкими гайками пользуются в тех случаях, когда стержень болта или шпильки оказывается недогруженным на растяжение (чистый болт, работающий на срез, и т. д.). Для предохранения резьбы от смятия и износа при больших нагрузках и частом отвинчивании и завинчивании применяют гайки DIN, ГОСТ высокие и особо высокие.
ГАЙКИ
Сравнительная таблица DIN, ГОСТ и ISO
| Изображение | Наименование по DIN и размеры | DIN | ГОСТ | ISO |
| Гайка-барашек, прямоугольные лепестки, американская форма, диаметр от М3 до М20 | DIN 315 | ГОСТ 3032-76 | ||
| Гайка-барашек, с округлыми лепестками, немецкая форма, диаметр от М4 до М20 | DIN 315 | ГОСТ 3032-76 | ||
| Гайка трубная низкая шестигранная с трубной дюймовой резьбой R1/8-R2 | DIN 431 | ГОСТ 15522-70 | ||
| Гайка шестигранная низкая, с фаской, крупная резьба; диаметр от М1.6 до М48 | DIN 439 | ГОСТ 5916-70 | ISO 4035 | |
| Гайка с левой резьбой, шестигранная, низкая, с фаской, диаметр резьбы от М6 до М36 | DIN 439 | |||
| Гайка с мелкой резьбой, шестигранная, низкая, с фаской, диаметр резьбы от M8х0.75 до М33х2 | DIN 439 | ISO 8675 | ||
| Гайка рифленая (с накаткой), высокая, нажимная, М2-М10 | DIN 466 | |||
| Гайка круглая низкая рифленая (с накаткой), М2 — М10 | DIN 467 | |||
| Гайка для Т-образных пазов, М5-М48 | DIN 508 | |||
| Гайка круглая шлицевая; диаметр от М1.4 до М20 | DIN 546 | ГОСТ 11871-88 ГОСТ 10657-80 | ||
| Гайка круглая с двумя торцевыми отверстиями, диаметр от М3 до М10 | DIN 547 | |||
| Гайка круглая с радиальными отверстиями, диаметр от М4 до М10 | DIN 548 | |||
| Гайка шестигранная, (аналог DIN 934), диаметр от М5 до М30 | DIN 555 | ГОСТ 5915-70 ГОСТ 5927-70 | ISO 4034 | |
| Гайка квадратная класса С с фаской от М5 до М16 | DIN 557 | |||
| Гайка квадратная низкая класса В; от М2 до М10 | DIN 562 | |||
| Гайка анкерная квадратная оцинкованная для анкерных болтов, М24 — М100 | DIN 798 | |||
| Гайка колпачковая шестигранная глухая низкая; от М3 до М48 | DIN 917 | |||
| Гайка квадратная приварная от М3 до М16 | DIN 928 | |||
| Гайка шестигранная приварная от М3 до М16 | DIN 929 | |||
| Гайка шестигранная с крупной резьбой, оцинкованная, высокопрочная от М1,6 до М140 | DIN 934 | ГОСТ 5915-70 ГОСТ 5927-70 | ISO 4032 | |
| Гайка шестигранная с мелкой резьбой, оцинкованная, высокопрочная от M8х1 до M36х3 | DIN 934 | ГОСТ 5915-70 ГОСТ 5927-70 | ISO 8673 | |
| Гайка шестигранная с левой резьбой, оцинкованная, высокопрочная от M5li до M30li | DIN 934 | ГОСТ 5915-70 ГОСТ 5927-70 | ISO 4032 | |
| Гайка корончатая, до М10 — прорезная, под шплинт шестигранная от М4 до М100 | DIN 935 | ГОСТ 5918-73 ГОСТ 5932-73 | EN ISO 7035 | |
| Гайка шестигранная низкая от М8 до М64 | DIN 936 | ГОСТ 5916-70 | ISO 4035 | |
| Гайка корончатая низкая, до М10 — прорезная, шестигранная, от М6 до М52 | DIN 937 | ГОСТ 5932-73 ГОСТ 5919-73 | EN ISO 7038 | |
| Гайка шестигранная с метрической и дюймовой резьбой | DIN 970 | ISO 4032 | ||
| Гайка шестигранная с метрической мелкой резьбой | DIN 971 | ISO 8673 ISO 8674 | ||
| Гайка корончатая низкая с крупным и мелким шагом резьбы, диаметр от М8 до М52 | DIN 979 | ISO 7038 | ||
| Гайка шестигранная самоконтрящаяся со скошенными краями, диаметр от М4 до М36 | DIN 980 | ISO 7042 | ||
| Гайка круглая шлицевая используется с многолапчатой шайбой DIN 5406 | DIN 981 | |||
| Гайка шестигранная самоконтрящаяся, самостопорящаяся, высокая, с неметаллическим (нейлоновым) вкладышем, диаметр от М4 до М30 | DIN 982 | ISO 7040 | ||
| Гайка шестигранная самоконтрящаяся, самостопорящаяся, низкая, оцинкованная, с нейлоновым вкладышем; диаметр от М2,5 до М56 | DIN 985 | ISO 10511 | ||
| Гайка шестигранная колпачковая самоконтрящаяся, самостопорящаяся, диаметр от М4 до М20 | DIN 986 | |||
| Гайка (муфта) стяжная стальная шестигранная, диаметр от М6 до М36 | DIN 1479 | |||
| Гайка шестигранная колпачковая высокая; диаметр от М3 до М36 | DIN 1587 | ГОСТ 11860-85 | ||
| Гайка мебельная забивная (врезная), диаметр от М4 до М10, длина от 6 до 13 мм | DIN 1624 | |||
| Гайка круглая шлицевая (гайка с прорезью), диаметр резьбы от М6 до М200 | DIN 1804 | ГОСТ 11871-88 | ||
| Гайка круглая с радиальными отверстиями для штифтов и метрической мелкой резьбой от М8х1 до M125х2 | DIN 1816 | ГОСТ 6393-73 | ||
| Гайка шестигранная нержавеющая для шпилек с утонченным стержнем; диаметр от М12 до M180х8. | DIN 2510 | |||
| Гайка шестигранная высокая, нержавеющая, с фаской; диаметр от М3 до M56 | DIN 5587 | |||
| Гайка с накаткой, диаметр резьбы от М5 до М12 | DIN 6303 | |||
| Гайка шестигранная высокая М6-М48 | DIN 6330 | ГОСТ 15523-70 | ||
| Гайка шестигранная высокая с фланцем, высота = 1,5 диаметра, М6-М48 | DIN 6331 | |||
| Гайка втулка шестигранная удлиненная высота = 3 диаметра, М6 — М20 | DIN 6334 | |||
| Гайка шестигранная высокопрочная с увеличенным размером под ключ для высоконагруженных резьбовых соединений (HV), диаметр от М12 до М36 | DIN 6915 | ISO 7414 | ||
| Гайка шестигранная с фланцем; диаметр от М5 до М20 | DIN 6923 | ISO 4161 | ||
| Гайка шестигранная с фланцем и контрящим пластиковым вкладышем; диаметр от М4 до М20 | DIN 6926 | ISO 7043 ISO 12125 | ||
| Гайка шестигранная с фланцем, самоконтрящаяся, самостопорящаяся, цельнометаллическая; диаметр от М6 до М20 | DIN 6927 | ISO 7044 | ||
| Гайка стопорная самоконтрящаяся пружинная М4 — М52 | DIN 7967 | |||
| Гайка трехгранная с буртиком | DIN 22425 | |||
| Гайка с кольцом для крышки | DIN 28129 |
| На верх страницы |
Методы расчёта параметров болта с гайкой
При определении крепёжного изделия по диаметру используют различные инструменты, к которым можно отнести — штангенциркуль, шаблонную линейку, а также микрометр. Точное измерение по результату получается при использовании калибра расшифровки «пр. — не.». Подобный тип называют «проходит — не проходит». Первая часть определяется, когда закручивание гайки происходит без усилия, во второй — при несоответствии закручиваемых элементов.
Рекомендуется измерять длину при помощи линейки или штангенциркуля. Шаг резьбы крепёжных деталей можно замерять специальным инструментом. Он называется шагомер. Если нужное приспособление отсутствует, то замеряют расстояние от одного витка до другого при помощи штангенциркуля.
Точность результата этим инструментом достигается только, когда проводится замер резьбы крупного диаметра. Показатели считаются точными, если проверять их не по два витка, а брать в 5 раз больше. Полученный результат делят на количество витков, применяемых при замерах.
Совпадение чисел с числом резьбового ряда, полученных при проверке, относится к справочному истинному значению. Если же такого не произошло, то это можно отнести к дюймовому типу резьбы. Для точного определения шага нужно дополнительно провести проверку.
Информация о болтовых соединениях должна указываться производителем в сопроводительных документах. Не всем потребителям доступны такие документы. Рассмотрим возможные способы определения параметров метизов.
Как не ошибиться?
Расчёт крепёжных деталей иногда кажется сложным. Для подборки подходящих метизов, чтобы не тратить силы, нужен навык со знаниями. К важным показателям, которые оказывают влияние на крепёжные метизы и их виды, относится длина, толщина, диаметр, иногда с учётом высоты.
Резьба любого стандартного изделия должна подходить по диаметру крепёжного материала определённого рабочего профиля – основного (нормальная), уменьшенного и увеличенного по значению. Изменённая головка болта почти не встречается, или редко. Вычислить нужный параметр гаечных ключей, которые будут подходить на определённый размер болтов от М1,6 до М110, не составляет труда. Современные стандарты ISO установили изменённые размеры на шестигранные головки, эти данные в таблице отмечены скобками.
Самостоятельный метод вычисления размеров
Имеющийся в наличии образец, следует осмотреть со всех сторон. Иногда просматривается маркировка на поверхностной части изделия. Такой факт ускорит подборку крепёжных метизов. На повреждённой головке болта прочитать ничего не возможно.
Как выполняется замер показателей самостоятельно? Исходить нужно из ключевых габаритов, с учётом шага резьбы, диаметра болта. При использовании основных технических показателей метиза, подбирают правильные нужные инструменты.
О применении инструмента
Замер головки производится с помощью штангенциркуля. Это приводит к более точному определению длины промежутка двух граней на шляпке. Результаты, полученные при замерах, следует занести на миллиметровую мерную ленту.
При определении размера осмотрите длину крепёжного метиза. Можно провести замеры обычной линейкой. Головку следует измерять длиной метиза от низа до фаски.
Расчёт размера ключа для болта с внутренними шестигранниками
Помимо шестигранного крепёжного метиза машиностроительная вместе с приборостроительной отраслью в больших объёмах пользуется болтами, у которых есть цилиндрические надёжные головки. Работа по их завинчиванию производится при помощи шестигранного углового ключа. Изготовление болтов соответствует требованиям правил DIN 912 и ГОСТ 11738 — 84.
Таблица размеров ключей под болты и винты с шестигранником
| Резьба, М | М4 | М5 | М6 | М8 | М10 | М12 | М14 | М16 | М18 | М20 | М22 | М24 | М27 | М30 | М33 | М36 |
| Размер под ключ, мм | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 14 | 17 | 17 | 19 | 19 | 22 | 24 | 27 |
Размеры болтов определяют с помощью микрометра, иногда с применением шаблонной линейки. Рекомендации предписывают работать с применением шаблона. Использование прибора позволяет получить нужный результат.
Штангенциркуль производит определение шага резьбы с высокой точностью на деталях больших размеров. Шаг мелких деталей определяют при проверке сразу не менее 10 витков. Существующая система позволяет производить расчёт болта М10 дюймами, где 1 дюйм приравнен 25,4 мм. Рынки СНГ пользуются показателями в соответствии с ГОСТом.
Разновидность болтов определяет геометрическая форма метизов. Различают способы замеров:
- Проверяют выступающую форму головки, где длина детали для крепления проводится без учёта её замера.
- Потайные типы головки.
К ним можно отнести:
1. Шестигранные головки крепёжных деталей, согласно требованиям ГОСТ 7805 — 70, 7798 — 70, 15589 — 70, 10602 — 94.
2. Шестигранную уменьшенную головку, выпущенную по правилам 1559 — 70 ГОСТа 7808 — 70, 7796 — 70.
3. Высокопрочные изделия для крепёжа, согласно ГОСТ 22353 — 77.
4. Шестигранные детали, имеющие высокопрочные увеличенные размеры, соответствующие ГОСТ Р 52644 — 2006.
Основные виды гаек
Гайка шестигранная DIN 934. Обычно встречается в продаже с винтом, болтом и другими стандартными распространенными крепежными элементами. Применение этого крепежа разнообразно. Он встречается как в высокотехнологичных сферах производства, так и применяется для бытовых нужд.
Гайка колпачковкая. Само появление колпачка на гайке говорит о важности внешнего вида этого метиза. Такие крепежи чаще всего используются на лицевых сторонах различных предметов и конструкций. Словом, там, где декоративная функция имеет повышенное значение.
Гайка со стопорным кольцом. Переменные нагрузки на место крепления, особенно вибрации, могут оказаться серьезной проблемой для этого типа крепежа. Стопорное кольцо предотвращает произвольное откручивание гайки. Обычно оно снабжено нейлоновой накладкой, что повышает сопротивление силе трения при вращении резьбового стержня.
Гайка-барашек. Наличие специальных усиков на поверхности гайки делают ее похожим на вентиль. Такой тип метиза изобретен специально для работы руками. Чаще всего эти крепежи используют для временных конструкций, либо в местах, где во время производства составные элементы постоянно снимают и закрепляют снова.
Гайка крыльчатая. Отдельный вид метиза, встречающийся обычно в производстве мебели. Гайка обладает широкой шляпкой с четырьмя шипами или «крыльями», которые врезаются в мягкую рабочую поверхность, осуществляя дополнительную жесткость креплению.
Гайка соединительная. Метиз с удлиненным телом для соединения штифтов.
Гайка с фланцем. Одна сторона этого крепежа имеет большую площадь. Прилегая к рабочей поверхности этой стороной, гайка обеспечивает дополнительную плотность крепления. Чаще всего, это может пригодиться при работе с листовым металлом.
Выделяют накидную гайку, так называемую американку, с помощью которой скрепляют между собой трубы. Этот метиз используют только в сантехнике и системах вентиляции. Конструктивно она представляет собой все ту же шестигранную гайку, которая нужна для фиксации муфтового стыка труб одного или разных диаметров.
Виды накидных гаек поражают своим разнообразием и на отечественном рынке представлены широким ассортиментом. При подготовке к работе с этим видом крепежа необходимо тщательно изучить диаметры труб, а также типы крепления и резьбы. Иначе есть риск промахнуться с размерами.
Способ определения номера на гаечный ключ
Высокая популярность наблюдается при закупках шестигранных гаек. Они отличаются размерами — M6, M8, M10, M12, М 16, М 24, М20, М30, М27, М 36, М 52, М 48, М 42. Соединение болта с гайкой происходит с применением гаечных ключей. Информацию о рабочих профильных ключах наносят на тело рукоятки, примеры:7 на 8 или 17 х 19. При помощи таблицы предоставляется возможность с лёгкостью отыскать требуемый гаечный ключ, вычислить подходящий под рабочий болт от М1,6 до М110.
Определённая работа выполняется гаечными ключами с разными профилями. Когда возникает необходимость, работают с применением: газовых, накидных, баллонных, комбинированных, шестигранных, свечных — при замене свечи зажигания, торцевыми, рожковыми, разводными. Иногда применяются крепёжные метизы с нестандартными размерами. В таких случаях используются детали Гост, ОСТ или подготавливают заказы строго по чертежам.
Частое применение находят универсальные гаечные ключи, отлично совмещающиеся с метизами различных диаметров. Ими удобно работать. У таких изделий есть промежуточная длина, расположенная между двух параллельных граней. С точностью замерить её, не пользуясь другими инструментами можно, узнав диаметр резьбы, указанный в прилагаемых к крепёжным изделиям документах.
Предлагаемые варианты
Гайки являются разновидностью крепёжных изделий, которые нужны под резьбовые соединения. Ключевым отличием гайки считается резьба. Их применяют для болтового соединения в паре с другими деталями. Для этого пользуются специальными приспособлениями или инструментом, которым определяют диаметр резьбы. Как вариант — воспользоваться технической документацией.
Промежуточная длина между двумя параллельными гранями диаметра головки изменяется, её следует вычислять. Правильные замеры выполняют при помощи линейки, тогда в подобранном ключе получится чётко разместить головку болта. Точный результат параметров рекомендуется получить, работая штангенциркулем.
При определении длины стержня болтов высота головки не учитывается. При наличии стержня м16 предусматривают резьбу диаметра равным 16 мм. В автомобильном болте с заострённым концом, его длину рассчитывают с учётом направления величины.
Применение ключа с учётом резьбовой нарезки
Многие крепёжные метизы изготовлены под болт, который имеет метрическую нарезку. Определение параметров гайки с подобным диаметром выполняют дополнительными действиями. Проверке подлежат не гаечные параметры, а например, резьба винтов или стержня болта.
Гаечный ключ имеет разную длину. Размер резьбы влияет на гайку, и определена размерами: от М1 до М110. Промежуточная длина между губками на гаечном ключе допускается — 3,2 — 155 мм. Рукоятки по длине остаются 150 — 500 мм.
Комбинированный дюймовый ключ применяется при сборке крепёжных метизов на иностранных автомобилях, где отсутствует метрическая система. У инструмента по обе стороны рукоятки есть два захвата крепёжных материалов: один конец оборудован рожковым, а другой накидным ключом. Комбинированным приспособлением удобно работать.
Характеристики гаек
Гайки, как крепежные детали, обладают самыми разными свойствами. Ниже представлены лишь основные характеристики, то есть те, которым при выборе подходящего экземпляра, нужно уделять особое внимание
Класс точности
Класс точности гаек определяет величина допусков. Наиболее точный – класс «А», и, наоборот, наименее точный – класс «С». Промежуточный – «нормальная точность» – класс «В».
Производство крепежа данного вида регламентируют несколько Государственных стандартов. Если говорить о наиболее популярных гайках – шестигранных –, то каждому классу точности соответствует определенный нормативный документ. Коротко рассмотрим их основные положения.
Класс «А»
Значения рабочих параметров гаек, отличающихся повышенной точностью размерных характеристик, устанавливают нормы ГОСТа 5927-70. Наиболее важные из них варьируются в таких диапазонах:
- диаметр внутренней резьбовой накатки (номинальный): от 1,0 мм до 48,0 мм;
- высота гайки: минимальная – 1,0 мм; максимальная – 38,0 мм;
- шаг резьбы: мелкий: min 1,0 мм; max 3,0 мм: крупный: min 0,25 мм; max 5,0 мм.
Класс «В»
Меткомбинаты при изготовлении гаек с точностью размерных характеристик, соответствующей требованиям класса «В», руководствуются требованиями ГОСТа 5915-70. Этот нормативный документ устанавливает следующие диапазоны изменений наиболее значимых рабочих параметров:
- диаметр резьбы (номинальный): минимальный – 1,6 мм; максимальный – 48,0 мм
- высота гайки: от 1,3 мм до 38,0 мм;
- шаг резьбы: мелкий: min 1,0 мм; max3,0 мм: крупный: min 0,35 мм; max 5,0 мм.
Класс «С»
Производство гаек с грубой точностью размерных характеристик регламентируют положения ГОСТа 5526-70. Установленные им предельные значения наиболее важных параметров таких крепежных деталей выглядят следующим образом:
- номинальный диаметр резьбовой накатки: от 3,0 мм до 48,0 мм;
- высота гайки: минимальная – 3,4 мм; максимальная – 38,9 мм;
- шаг резьбы: min 0,50 мм; max 5,0 мм.
Поле допуска резьбы
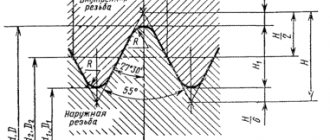
Резьба по определению сопрягается исключительно по сторонам профиля накатки. Поэтому в качестве главного показателя, определяющего свойства посадки резьбовой пары, выступает средний диаметр. При установке допусков на значения этого параметра для гаек, эксперты руководствуются требованием недопущения возможности защемления по впадинам и гребням резьбы.
Наибольшее распространение получила посадка с зазором. Для гайки она предполагает равенство двух характеристик: номинального среднего диаметра и наибольшего среднего диаметра резьбовой нити. Узнать, как расположены поля допусков внутренней метрической резьбы, можно, ознакомившись с положениями ГОСТа 16093-2004. В частности, в нем приведен такой рисунок:
Допуски для резьбового диаметра гаек являются показателями производными от принятого квалитета (степени точности). Вышеуказанный нормативный документ устанавливает в отношении диаметров такие соответствия: параметр D2 – квалитет 9*), 8, 7, 6, 5, 4; основные отклонения – Н, G, F, Е. Параметр D1 – 8, 7, 6, 5, 4; основные отклонения те же – Н, G, F, Е. Степень точности диаметра D положениями этого стандарта не установлена. Сноска *) говорит, что такой квалитет действителен только для резьбовой накатки в гайках из пластмасс.
Поле допуска обозначается двумя символами:
- цифра. Она отображает квалитет;
- литера. Указывает основное отклонение.
К точности резьбового сопряжения обычно предъявляются определенные требования. В соответствии с ними для гаек утверждены следующие условные классы точности:
- грубый: 7Н; 7G;
- средний: 5Н; 6Н; 6G;
- точный: 4Н; 5Н.
Класс прочности
Все меткомбинаты – и отечественные, и зарубежные – при производстве гаек ориентируются на требования к их прочностным характеристикам, установленным международным стандартом ИСО 898-2-80. В общем случае его положения подразделяют данный крепеж на 3 категории.
ü С высотой (обозначим этот параметр буквой «В»), изменяющейся в диапазоне 0,45×Д≤В<0,8×Д (здесь и далее литера «Д» обозначает номинальный диаметр резьбового отверстия изделия). Это – гайка низкая или тип «0». Ее прочностные характеристики обозначаются двумя цифрами: первым идет нуль. Он свидетельствует о худшей нагрузочной способности по сравнению с крепежом ниже представленных типов «1» и «2»; вторая цифра – это одна сотая доля от величины номинального напряжения, возникающего от воздействия пробной нагрузки при испытании, проводимом в закаленной оправке. Указывается в МПа.
ü Гайка нормальная (относится к типу «1»). Здесь высота такая: В≥0,8×Д.
ü Гайка высокая (это уже тип «2»). Ее высота примерно равна 0,9×Д, либо превышает результат этой арифметической операции, т.е. В>0,9×Д.
Прочностные характеристики гаек последних двух типов отображаются одной цифрой/числом. Они указывают на класс прочности болта, совместно с которым будет создано надежное соединение.
Ниже в табличной форме указаны диапазоны изменения параметра «Д» с учетом класса прочности, которому соответствует гайка, и ее типа.
| Обозначение класса прочности | Диапазоны изменения номинальных диаметров («Д») | ||
| Гайка типа «0» | Гайка типа «2» | Гайка типа «1» | |
| 12 | ——- | M8×1≤Д≤16×1,5 M5≤Д≤M39 | M5≤Д≤M16 |
| 10 | ——- | M8×1≤Д≤39×3 M5≤Д≤M39 | M8×1≤Д≤16×1,5 M5≤Д≤M39 |
| 9 | ——- | M5≤Д≤M39 | ——- |
| 8 | ——- | M8×1≤Д≤39×3 M5≤Д≤M39 | M8×1≤Д≤39×3 M5≤Д≤M39 |
| 6 | ——- | ——- | M8×1≤Д≤39×3 M5≤Д≤M39 |
| 5 | ——- | ——- | M8×1≤Д≤39×3 M5≤Д≤M39 |
| 05 | M8×1≤Д≤M39×3 M5≤Д≤M39 | ——- | ——- |
| 04 | M8×1≤Д≤M39×3 M5≤Д≤M39 | ——- | ——- |
Материал изготовления
Важную роль в обеспечении требуемых технических характеристик гаек играет химический состав сталей, используемых для их изготовления. В этом плане предприятия-производители крепежа данного вида руководствуются положениями ГОСТа 1759.5-87. Так, если рассматривать показатель прочности, то химический состав сплавов в зависимости от класса должен соответствовать данным, указанным в следующей таблице.
| Класс прочности | Предельный уровень содержания химических элементов (по результатам контрольного анализа), % | |||
| S, не больше | Р, не больше | Мn, не меньше | С, не больше | |
| 121) | 0,058 | 0,048 | 0,45 | 0,58 |
| 051), 101) | 0,30 | |||
| 042), 9, 8 | 0,15 | 0,06 | 0,25 | |
| 62), 52), 42) | 0,11 | ——- | 0,50 | |
Сноски обозначают:
- 1) – когда возникает необходимость в улучшении механических характеристик гаек отмеченных классов прочности, в качестве сырья для их производства могут использоваться сплавы с примесями легирующих компонентов;
- 2) – изготовление гаек отмеченных классов прочности может осуществляться из стали автоматного типа. Но этот вопрос подлежит согласованию заказчиком и производителем. В случае положительного решения уровень содержания химических элементов не должен превышать:
Рb (свинец) – 0,35%;
Р (фосфор) – 0,12%;
S (сера) – 034%.
Номинальный размер резьбы
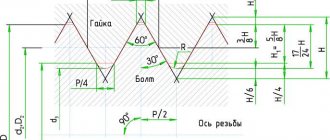
Профиль метрических резьб нормируют положения ГОСТа 9150-81. Он выглядит, как фигура, известная в геометрии под названием равносторонний треугольник.
Его исходная высота обозначается литерой «Н». Угол при каждой из его вершин α=60°. Получить номинальный профиль резьбы можно, срезав вершины витков по внутреннему диаметру гайки на Н/4 и по внешнему диаметру болта на Н/8, как это показано на рисунке, содержащемся в данном Государственном стандарте.
Обозначается номинальный диаметр резьбы метрической цифрой/числом, идущим вслед за литерой «M». Например, M6 или M42.
Существует еще один важный параметр резьбы – на рисунке он обозначен буквой Р. Общепринятое название – шаг резьбы. Его определение формулируется так: это расстояние между точками, расположенными посередине одноименных сторон ближайших витков, лежащих с одной стороны резьбовой оси. Шаг бывает двух видов – мелким, а также крупным. Величина последнего в маркировке не указывается. Значение мелкого шага отделяется от номинала знаком «×». Например, M16×1,5.
Определение гаечных ключей
Дюймовый параметр выражается в дюймовых измерениях. Ширина зева ключа никак не связана с названием, а определяется резьбой крепёжных изделий. Она предназначается для этой категории. Если сравнить метрическую систему, то заметите существующее отличие шестигранного рабочего профиля гаек с болтами в дюймах на доли мм.
В этом кроется причина несоответствия с гаечным ключом при метрической резьбе: или наблюдается неплотное прилегание с гранями дюймовых крепёжных изделий, или совсем не накручивается. Задачу следует выполнять, работая дюймовым ключом, имеющим торцевую головку. Определение точности подходящего элемента потребует уточнения, соответствует ли наружный внутреннему диаметру болта под конкретную гайку.
Потребуется пользоваться специальной таблицей. Следует проверить высоту гайки, так как этот показатель может измениться, оказав влияние на размер высоты детали. Чтобы точно определить шаг, нужно использовать резьбомер.
Если такого инструмента нет, то необходимо подсчитать количество витков конкретного промежутка. При правильно подобранной гайке под болт, легко определить параметры ключа. При достаточном усилии можно выполнить надёжную фиксацию соединения.
Как измерить гайку: советы профессионалов
Поскольку большинство гаек конструктивно предусматривают наличие метрической резьбы, для их измерения нужно будет больше времени и манипуляций. Специалисты при измерении размера гайки советуют брать во внимание болт или винт, с которыми у гайки будет резьбовое соединение. Этот вариант поможет достичь максимальной точности. Такое измерение позволит узнать внутренний диаметр изделия.
При правильном определении диаметра гайки учитывается проходимость изделия. То есть, одна часть детали должна прочно соприкасаться с гайкой, а вторая не должна. Для определения стандарта гайки по таблице ГОСТ, важно определить высоту гайки. Чтобы замерить шаг резьбы, нужен резьбомер. С его помощью удастся просчитать количество витков на нужном промежутке.