Надёжное отопление и водопровод, прочно укоренились в жизни людей, основным несущим материалом для движения воды являются полипропиленовые трубы, однако чтобы неожиданные проблемы не испортили комфорт в доме, необходимо знать все нюансы сварки для их надёжной герметичности.
В данной статье описаны общие понятия относительно надёжной пайки полипропиленовых труб для начинающих, на основании какого метода происходит соединение фитингов с трубами и в чём состоит его суть. Как непосредственно осуществляется операция сваривания и что должно находится под контролем сварщика.
Перечень необходимого инструмента для качественной пайки и какие предварительные работы необходимо выполнить, чтобы качество последующих действий было на высшем уровне. Зачем необходимо проводить процедуру обезжиривания фитинга с трубной заготовкой и к чему могут привести игнорирование данной операции.
Как правильно определить глубину посадки и разметку трубного изделия и к чем ведут последствия слишком глубокой посадки трубного материала. Сколько необходимо уделить времени для нагрева пластиковых элементов, а также, какая температура считается оптимальной для выполнения работы и как избежать эффекта быстрого охлаждения нагреваемой конструкции.
Обсуждение важных нюансов грамотной пайки: основные этапы осуществления сварки полифузным методом, как протекает с использованием электрофитинга, какие критерии необходимо соблюдать во время диффуозной сварки, а также описание эффективности сварки способом в раструб и стыковым методом.
Каких моментов необходимо не допускать в течение сварки, как осуществляется укладка трубных систем и как производить разводку коммуникаций полипропиленовых труб в помещении. Какие бывают виды сварочных аппаратов и советы для их качественного выбора.
Раскрытие главных ошибок во время пайки: к чему приводит наличие воды и грязи на паяемых элементах, последствия неправильного соединения, чем грозит ошибочно выбранный материал и к чему приводит не соблюдение азов монтажа.<
Как правильно паять полипропиленовый трубопрокат – общие понятия
С первого взгляда этот процесс кажется очень простым. Разогревают элементы, соединяют их, и скрепляют. Но, практика доказала, что в таких действиях существует множество нюансов, пренебрежение которыми приведет к некачественному результату, то есть к плохо работающей магистрали, и начинающим мастерам нужно внимательно отнестись к определенным моментам.
Главная проблема заключается в том, что плохо проделанную работу можно определить только через определённое время функционирования магистрали. Поэтому, так важно, выполняя пайку своими руками, следовать определенным правилам.
Cварка полипропиленовых труб и фитингов основана на методе термополифузии. Его суть заключается в разогреве свариваемых элементов, и быстрой их состыковки. Для соединения нам понадобиться специальный аппарат, именуемый паяльником.
Необходимый инструмент
Евгений Филимонов
Задать вопрос
Для того, чтобы образовалось высококачественное соединение, необходимо выбрать специальный паяльник. Его еще называют «утюг для сварки пп труб».
Выполнять сварку полипропиленовых труб своими руками этим приспособлением не сложно, и под силу каждому начинающему мастеру. Стоимость инструментов этой линейки составляет от восьми до четырнадцати тысяч рублей. Но, для разовой работы покупать такой аппарат не рекомендуют. Это экономически не оправдано. Лучше взять его в аренду в любой монтажной компании.
Аппарат для сварки пластиковых труб зачастую продают совместно с насадками разного диаметра, (чтобы была возможность состыковывать трубы различных сечений) покрытых тефлоном. Так же для работы нам понадобиться следующий инструмент.
- Резак для трубного сортамента. Этот инструмент тоже дополняет комплектацию описываемого устройства.
- Шейвер. Это приспособление предназначено для армирующей прослойки на усиленных трубных изделиях.
- Линейка.
- Средства, которыми выполняют обезжиривание.
- Фитинги.
- Хорошо подточенный нож.
- Маркер и ветошь.
- Напильник.
Сварка полипропилена: подготовка
Паяльник для труб
Прежде чем приступать к непосредственно сварочным работам своими руками, следует хорошо подготовиться к процессу.
Необходимо приобрести все требуемое оборудование, в первую очередь, специальный полипропиленовый сварочный паяльник- аппарат для труб.
Отдельные виды таких приспособлений называют утюгом, из-за очевидного сходства с последним.
Устройство не относится к разряду дешевых, но его совсем не обязательно покупать. Многие строительные компании предлагают оборудование такого типа в аренду. Такое заимствование обойдется во много раз дешевле, тем более, если инструмент требуется разово, только на время текущего ремонта.
При приобретении аппарата для сварки труб следует обратить внимание на его оснащенность специальными тефлоновыми насадками. Они могут иметь различные размеры, что позволяет выполнять манипуляции с трубами разных диаметров.
Что еще необходимо для работы?
Специальный резак. Обычно он идет в едином комплекте вместе с паяльником. Или его придется тоже взять в аренду, или приобрести.- Шейвер понадобится, если вы купили трубы полипропиленовые армированные.
- Линейка.
- Обезжиривающий состав (для обработки поверхностей).
- Рулетка.
- Напильник.
- Нож.
- Фитинги.
Фитинги выпускаются огромным ассортиментом, самых разных модификаций и калибров.
Выбор подходящего зависит используемых технических узлов, количества подключений и конфигурации самого трубопровода в доме.
В роли данного элемента могут выступать различные конструкции. Для прямых участков изготавливаются муфты.
Чтобы осуществить поворот, применяют специальный угольник. В продаже имеются фитинги с резьбой: одна его часть присоединяется к полипропиленовой трубе, другая монтируется к металлической трубе или сантехническому узлу.
Вид и число требуемых фитингов должен быть продуман и определен заранее, поэтому желательно сделать чертеж планируемого трубопровода.
Подготовительные работы
Просмотрев на видео несложную технологию пайки враструб, можно начинать практические мероприятия. На начальном этапе работы, рекомендуют визуально проверить трубные материалы на предмет присутствия дефектов или повреждений.
Если все в порядке, то сечение трубного сортамента нужно сверить с диаметром фитингов. Они должны точно отвечать друг другу.
Затем трубопрокат необходимо нарезать по нужным размерам. Разрез трубных изделий выполнять следует строго перпендикулярно. На армированных видах посредством шейвера зачищают поверхности. Далее с армированным материалом работают так же, как и с не армированным.
После разреза заготовки места будущего стыка нужно обработать, и избавиться от заусениц. Это можно сделать ножом.
Обезжиривание торцов свариваемых элементов
К сожалению, это требование многие начинающие специалисты игнорируют. Да стык можно сделать и без этой процедуры. Но, профессионалы предупреждают, что его качество будет меньшим в разы.
До начала сварки полипропиленовых труб своими руками нужно протереть изнутри фитинг и трубную заготовку снаружи. При этом удаляются абразивные образования и пыль, а эти вещества портят покрытие насадок сварного оборудования.
Таким же образом обрабатывают сами насадки. Но, перед процедурой сварки полипропиленовых труб их осматривают на наличие остатков расплавленного пластика. Если таковой присутствует, то его немедленно надо удалить.
Инструменты для сваривания ПП труб
Перед тем, как сварить полипропиленовые трубы, например, для системы подачи воды, нужно обзавестись стандартным набором инструментов:
- паяльник;
- рулетка;
- ножницы;
- крепежные болты для фиксации насадок к паяльнику;
- строительный уровень;
- шаблон для контроля отверстий;
- шестигранник.
Сварочный агрегат может обладать мощностью до 1,5 кВт, при этом он питается от сети в 220 вольт. Небольшая масса позволяет его легко переносить с места на место, а благодаря эргономичной рукоятке, паяльником легко оперировать во многих положениях.
Как и во многих других аппаратах схожего действия, у паяльника присутствует выключатель и терморегулятор, который дает возможность контролировать температуру на отметке в 260 ºC.
Производим разметку глубины посадки трубного изделия
Это тоже очень важный момент для начинающих – умение правильно разметить глубину посадки трубного изделия в фитинг. Фасонные элементы разного диаметра имеют неодинаковое углубление сварного стыка. По этой причине сварка может выполняться только после измерения этого габарита линейкой или штангенциркулем.
Это необходимо для предотвращения «посадки» трубного изделия слишком глубоко. Если проигнорировать данное предупреждение, то проход стыка сужается. А это чревато неэффективной работой системы в последующем. Следовательно, этот расчет необходимо выполнять с особой точностью.
Евгений Филимонов
Задать вопрос
Разметка деталей для сварки полипропиленовых труб является хлопотной задачей. Но, есть способ существенно сэкономить нервы и время. Например, для трубного сортамента с внешним диаметром на 20 мм из куска патрубка на 32 мм вырезают кольцо шириной в 15 мм. Его можно использовать для определения точного габарита посадки.
Как долго греть
Перед тем, как приступать к сварке пластиковых магистралей, сварочник нужно расположить в удобном месте и прочно укрепить. Затем можно установить насадки. Только теперь оборудование можно подключать к питанию. Далее аппарат должен нагреться. На это понадобиться приблизительно минут десять.
Когда набирается нужная температура, на агрегате должен потухнуть индикатор. Он, таким образом, сигнализирует, что устройство готово к работе.
Для горячего аппарата рекомендуют обустроить подставку, потому, что руки мастера должны быть свободными для скрепления прогретых деталей.
Как паять – описание технологии процесса для начинающих
Для горячего аппарата рекомендуют обустроить подставку, потому, что руки начинающего мастера должны быть свободными. Иначе сварить конструкцию будет невозможно.
На регуляторе выставляют температуру в +260 градусов по Цельсию. Этот показатель называют оптимальным для плавления полипропиленовых изделий. Так же он безопасен для тефлонового покрытия насадок. Регулятор на устройстве может отсутствовать.
Это совсем не означает, что такой сварочный агрегат не пригоден для того, чтобы хорошо соединить пластик. Это бывает по той причине, что другая температура для прогрева пластиковых материалов, кроме указанной нормы не используется. Поэтому делать большой акцент на этом вопросе не стоит.
После этого начинают производить своими руками саму пайку. Фитинг и труба одновременно одевается на насадки. Вставлять заготовку и фитинговый элемент необходимо с заметным усилием. Это продиктовано тем, что каждая насадка на нагревательном устройстве производится в форме конуса с уклоном в пять градусов.
Номинальному показателю соответствует только внутренний диаметр поверхности. Трубную заготовку нужно вставлять до упора, но ее нельзя придавливать далее. Сильное продавливание в данной ситуации может закончиться образованием внутреннего утолщения.
Самостоятельная сварка полипропиленовых труб подразумевает быстрое скрепление подогретых деталей из полипропилена. Так же важно помнить, что проворачивать или сдвигать созданную конструкцию нельзя до полного остывания.
Для того чтобы поправить небольшой изъян, будет только несколько секунд. Любые подвижки после могут пагубно отразиться на герметичности созданного узла.
Трубы и вспомогательные элементы для сборки
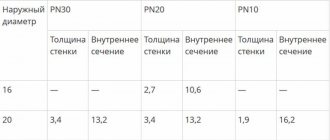
Сортамент ПП-труб обширен и по ГОСТ Р 52134-2003 включает в себя изделия диаметром от 10 до 1600 мм. Для создания домашних водопроводных и отопительных систем наиболее востребованы диаметры 20, 25, 32 и 40 мм.
Основным параметром при выборе трубы, определяющим возможность ее применения для конкретных целей, является величина номинального давления. Этот показатель обозначается двумя буквенными символами «PN» и двумя цифровыми:
- PN10. Система, смонтированная из такого типа ПП-труб, рассчитана на давление до 10 атмосфер при температуре потока до 45°С. Трубопровод может использоваться только для холодной водоподачи.
- PN16. Символы указывают на возможность применения трубы для холодных водопроводов при подаче воды температурой не выше 60°С под давлением до 16 атмосфер.
- PN20. Трубы с этой маркировкой рассчитаны на подачу воды, нагретой до 95°С, при давлении в системе до 20 атмосфер. Предназначены для организации горячего водоснабжения, но не подходят для отопления по причине деформирования в напорных отопительных системах.
- PN25. ПП-изделия способны выдержать давление до 25 атмосфер, предназначены для устройства напорных систем отопления. Трубы PN25, армированные фольгой из алюминия или капроновым волокном, отличаются прочностью и низкими теплопотерями.
Особенностью ПП-труб является высокая жесткость, потому в процессе сборки их изгиб невозможен. При прокладке коммуникаций необходимо применение различных фурнитурных элементов – фитингов:
- для разветвления основного потока – тройников или крестовин;
- для изменения направления магистрали – отводов;
- для состыковки труб – муфт.
Температурные нормы
Сварка полипропиленовых труб, как уже было указано, должна выполняться по существующим правилам. Все нужно выполнять не спеша и правильно. Все это относиться и к температуре. При обустройстве трубопровода очень важно, чтобы была выдержана не только температура сварки полипропиленовых труб, но и время.
К каждому сварочнику прилагается инструкция, где есть все необходимые нормы времени и температуры для изделий из разных материалов. Нарушение этих рекомендаций приведет к уменьшения внутреннего диаметра и сниженной циркуляции воды в системе.
Так же начинающим специалисты говорят, что важно не только просто выбрать температуру в 265 градусов. При работе следует обратить внимание на следующие дополнительные нюансы:
- Диаметр, который имеет трубная система.
- Температуру окружения.
- Длительность прогрева.
Температуре наружного воздуха уделяют особое внимание. При монтажных действиях не избежать небольших перерывов, которые образуются при снятии прогретых деталей и их муфтовой состыковки.
Чтобы избежать эффекта быстрого остывания при низкой температуре, конструкцию из полипропилена прогревают немного дольше. Рекомендуемый временной промежуток при этом составляет приблизительно три секунды. Но, в каждом случае это решается индивидуально.
Решая вопрос температурных норм, необходимо принять во внимание диаметры скрепляемых частей. Это так же влияет на продолжительность и градус прогрева.
Как варить трубу из полипропилена при помощи сварочного агрегата
Последовательность действий при работе с механическим сварочным аппаратом немногим отличается от работы с ручным паяльником. Технология сварки полипропиленовых труб в автоматическом режиме схожа с ручной пайкой, за исключение того что зачистка (торцовка) трубы происходит при помощи механической пилы, и прижим труб в месте пайки обеспечивают механические захваты. Процесс называют стыковой сваркой полипропиленовых труб.
Контроль уровня температуры нагрева при сварке полипропиленовых труб и автоматическое отключение нагревательного элемента обеспечивает блок системы управления.
Сварка полипропиленовой трубы встык при помощи автоматического агрегата занимает минимум времени, и отличается высоким качеством шовных соединений. Точная температура сварки полипропиленовой трубы — еще одно преимущество автоматической системы. Для систем отопления это немаловажно, но стоимость профессионального оборудования достаточно высока. Но эта проблема решается просто: можно взять нужные приборы в аренду.
Как грамотно паять – важные нюансы пайки:
Если действовать по установленным правилам, то сваривать полипропиленовые трубы и фитинги не сложно. Даже малоопытный и начинающий мастер может легко сконструировать водопровод или отопление из пластика.
Перед тем, как варить своими руками ПП сеть, лучше договориться с кем-нибудь из своих знакомых о помощи. Паять удобнее, когда один человек держит сварочник, а второй состыкует прогретые детали.
Евгений Филимонов
Задать вопрос
Самой частой ошибкой, которую делают малоопытные мастера, является перегрев частей. Из-за этого сужается просвет трубного сортамента.
Несмотря на большие количество нюансов, которые необходимо выполнить, специальные знания для таких действий не нужны, и каждый желающий может самостоятельно это проделать у себя дома.
Этапы монтажа и особенности пайки
Строгое соблюдение всех этапов создания трубопровода необходимо, только так можно получить надежную систему.
Перед монтажом труб нужно рассчитать и разметить места для креплений и обозначить сложные узлы
Порядок действий таков:
- ПП трубы подготавливаются к работе. Тщательный осмотр внешней стороны позволит выявить еще до этапа сборки те трубы, которые могут иметь производственные дефекты. Это особенно важно для труб, из которых монтируется скрытая система отопления. Определяется температура нагрева труб.
- Подготавливается поверхность для монтажа. Происходит предварительный расчет точек крепления веток разводки ПП трубопровода, и определяются проблемные места будущей системы: пересечение стен и перекрытий, порядок подключения к существующим инженерным коммуникациям. Непосредственно сварка трубы из полипропилена своими руками несложная, хотя иногда варить элементы системы приходится поочередно.
- Подготавливаются инструменты. Обрезное лезвие должно быть заточено таким образом, чтобы создавать ровный перпендикулярный срез, не изменяя геометрию труб.
- Насадки утюга для труб (паяльника) должны быть чистыми, без следов расплавленного пластика и других загрязнений. Очищаются насадки для паяльника во время нагрева, при помощи хлопчатобумажной ткани или деревянной щепки. О том, как правильно варить полипропиленовую трубу каждого конкретного вида информирует в покупателя производитель – в инструкции к паяльному оборудованию указаны уровень температуры и время прогрева.
- Насадки устанавливаются на паяльник, прогреваются до температуры плавления полипропиленовой трубы, сварка происходит за счет размягчения внешнего слоя труб или внутренней поверхности фитинга. Монтаж выполняется правильно, если температура нагрева компонентов соответствует сечению трубы и фитинга.
Качественный инструмент имеет регулировку нагрева, и устойчивую подставку. Сваривать трубы таким паяльником удобно, и при соблюдении минимальной осторожности безопасно.
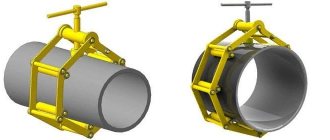
Промышленные трубопроводы большой протяженности, технологические системы, и системы отопления, в которых используются трубы большого диаметра, принято соединять между собой при помощи специального оборудования, необходимого для равномерного нагрева соединяемых отрезков. Именно так происходит сварка полипропиленовых труб, температуру нагрева контролирует машина автоматически.
Для сварки труб больших диаметров методом «встык» применяется специальная машина
Варить трубопроводную магистраль принято встык, и при наличии механического сварного комплекса соединение получается весьма прочным.
Компоненты стационарного автоматического сварочного комплекса:
- опорная рама, на которой монтируются все составляющие части;
- механическая пила для торцовки труб;
- автоматические захваты для пп труб;
- внутренние само — выравнивающиеся вкладыши, для надежной фиксации труб;
- электронный блок контроля температуры;
- нагревательный элемент.
Проведение полифузных сварочных работ
После того как нужные работы по подготовке деталей и инструментов проведены, можно начать сварку. Для того чтобы правильно все сварить, необходимо посмотреть видео, придерживаясь приведенной в нем инструкцией для начинающих.
- Наденьте фитинг на нагретую до рабочего уровня насадку. Он требует больше обычного времени на нагревание, связано это с тем что у него стенки толще, в отличие от полипропиленовых трубопрокатов.
- На вторую насадку сварочного аппарата наденьте пластиковую трубку, только после того как началось нагревание фитинга.
- Теперь дождитесь, когда обе детали прогреются до необходимой температуры.
- После этого их нужно соединить. Если они не имеют плотного соприкосновения, то нужно провернуть их на 10 градусов во время самого процесса сваривания.
- Для того чтобы соединение было качественным, время спайки нужно рассчитать. Для этого необходимо использовать специальную таблицу, время пайки будет зависеть от диаметра.
- Когда элементы нагрелись, их надо извлечь и плавным движением соединить, вставляя трубу внутрь фитинга, согласно предварительно поставленной метке.
- Держите обе детали некоторое количество времени плотно сомкнутыми, пока соединительный шов не остынет, как на видео.
Обратите внимание, что для качественной спайки необходимо проводить точные соединения, без лишнего расплава рабочего пластикового материала. Наплыв лишнего полипропилена приведет к снижению проводимости трубопровода из за уменьшения его диаметра. И это является показателем того, что сваривание полипропиленовых труб проведена неправильно.
Пайка с помощью электрофитинга
Процесс подготовки электрофитингового аппарата для спайки полностью такой же, как и у полифузного. Но сам способ спайки немного другой.
- Необходимо заготовить отрезки заданной длины.
- Осмотрите все детали на наличие повреждений.
- Подготовьте сварочный аппарат.
- Всю поверхность нужно очистить от окислений. Так же проведите обезжиривание всех частей предназначенных для соединения.
- Теперь вставляя трубку в фитинг, делайте метку строительным маркером.
- Соединяют электро фитинг с паяльником специальными проводами.
- Чтобы начать сварку вденьте трубу в электро фитинг.
- Переключите тумблер на «Вкл» и все пройдет в автоматическом режиме.
- О том, что спайка окончена, будут свидетельствовать специальные метки на фитинге, там выйдет наружу полипропилен.
Когда сварка произведена, соединение должно пройти процесс естественного охлаждения. Когда все детали охладятся, и если вся технология была произведена без нарушений, то стык будет очень надежно.
Диффузионная сварка полипропиленовых труб.
Диффузионная сварка осуществляется путем нагревания двух деталей с последующим их соединением, в результате чего происходит взаимное проникновение материалов расплавленных деталей (диффузия).
Пайка полипропиленовых труб осуществляется на специальных аппаратах, которые обеспечивают четкий контроль за температурой расплавляемых деталей. Сваривать детали можно только из одинакового материала.
Физические и химические свойства сварочного шва не отличаются от свойств основного материала, за счет этого гарантируется долговечность всей системы трубопровода.
Сварка полипропиленовых труб враструб
Сварка пластиковых труб враструб является основным способом соединения при монтаже трубопроводов различного назначения в домах и квартирах, поскольку предназначена она преимущественно для соединения труб небольших диаметров.
Для сварки полипропиленовых труб используются фитинги (углы, тройники, отводы) из того же материала, что и сами трубы. Использование дополнительных соединительных деталей нельзя рассматривать как недостаток способа, поскольку одновременно с соединяющей функцией они также играют роль элементов, обеспечивающих изменение направления трубопроводов.
Евгений Филимонов
Задать вопрос
Схематично процесс сварки враструб представляет собой оплавление сопрягаемых поверхностей (внешней поверхности трубы и внутренней — фитинга) с помощью специального нагревательного инструмента, сборку нагретых деталей (вставка трубы в фитинг) и оставление их в таком положении до охлаждения.
Соединение враструб является более надежным, чем сварка встык. Сам характер соединения (труба вставляется в фитинг) обеспечивает его повышенную прочность, не требует инструмента для центровки труб и не предъявляет высоких требований к практическим навыкам пользователя. Сварка полипропиленовых труб своими руками посильна не только любому мужчине, но и многим женщинам.
Стыковая сварка полипропиленовых труб
Сварка пластиковых труб встык заключается в нагреве их торцов нагретым инструментом (сварочным зеркалом) до оплавления, и последующем сжатии с выдержкой под давлением до момента охлаждения шва. Этот метод технологически прост, не требует дополнительных соединительных деталей и при точном соблюдении технологии обеспечивает прочность сварного шва не ниже прочности самой трубы. Схематично процесс образования стыкового сварного шва выглядит следующим образом.
Однако, несмотря на простоту технологической схемы, практическое осуществление стыковой сварки связано с некоторыми сложностями, ограничивающими ее использование в домашних условиях.
Необходимо обеспечить точное осевое совмещение труб и их параллельность друг относительно друга (несовпадение стенок труб допускается до 10% от их толщины). В течение определенного времени необходимо прикладывать усилие, прижимающее трубы к нагревательному зеркалу во время нагрева, и друг к другу — во время образования соединения. При резке или торцовке трубы, должна быть обеспечена перпендикулярность торца. Все эти условия трудно соблюсти без специального оборудования — центратора, оснащенного ручным или электрическим приводом, создающим усилие сжатия, и торцевателем. То есть, в случаи труб небольших диаметров, оборудования и инструмента для сварки полипропиленовых труб встык требуется больше, чем при сварке враструб. А если учесть, что сварка враструб обеспечивает более высокую надежность благодаря замковому характеру соединения, становится понятно, почему ей отдается предпочтение перед сваркой встык при монтаже домашних водопроводов и отопительных систем.
Сварка полипропиленовых труб встык применяется в основном в качестве промышленного способа соединения труб большого диаметра при прокладке прямых участков трубопроводов
Подготовка сварочного аппарата
- Установить сварочный аппарат на ровной поверхности.
- Закрепить на сварочном аппарате сменные нагреватели нужного размера с помощью специальных ключей. Насадки должны плотно прилегать к нагревательному элементу (необходимо следить за тем, чтобы поверхность насадок не выступала за край нагревательного элемента).
- Проверить установленную температуру на аппарате (температура сварки PPR составляет 260 — 270°С).
- Включить сварочный аппарат в сеть (напряжение 220В) и проверить горит ли сигнальная лампочка.
- В зависимости от температуры окружающей среды нагрев нагревательного элемента длится 10-15 минут. Рабочая температура на поверхности достигается автоматически. Процесс нагрева закончен, когда гаснет или загорается (в зависимости от типа сварочного аппарата) лампочка контроля температуры.
Чего надо избегать во время сваривания
В момент соединительных работ фитинга и частей пластиковой конструкции, они должны прилегать плотно, чтобы исключить зазор превышающий 1 мм, иначе между внутренними упорами и торцом будет промежуток, который негативно повлияет на дальнейшую эксплуатацию всей системы.
Не совершайте ненужных силовых действий, в момент соединения деталей, потому что это приведет тому, что внутренний упор трубы и её торцом будет образован грат, который создаст препятствие для проводимости жидкостей внутри ее.
Способы укладки
Вопрос разводки ПП систем становится первым при монтажных работах. При этом приходится решать, скрывать трубную систему в стены, или тянуть ее открытым методом. Особенно критично это для малогабаритных квартир, ведь коммуникации занимают много пространства.
Открытый монтаж – это протяжка магистрали поверх стены или пола.
При возможности сооружение прячут под декоративную постройку. Преимущества в данной ситуации следующие:
- Возможность прокладывать трубопрокат из любого материала.
- Простые монтажные действия.
- Простая компоновка.
- Невысокая стоимость.
- Возможность постоянно контролировать трубную систему.
Недостатки таких конструкций такие:
- Непрезентабельный внешний вид.
- Существенные потери полезной площади. Это очень болезненно для маленького помещения, где пара лишних сантиметров – это дополнительное место, где станет сантехника. Скрытый монтаж – это сооружение, которое отличается эстетичным видом, так, как магистраль проходит в стене или полу.
Этот вариант позволяет обойтись без потери полезного пространства. Но он и не лишен недостатков, в виде:
- возможность брать трубопрокат только из определенных материалов;
- трудоемкие подготовительные работы. Более сложный монтаж;
- невозможность провести ремонт без разборки и разрушения сооружения.
Как производить разводку ПП сетей
После того, как определен способ прокладки трубопровода, и мы знаем размеры сантехнических приборов, можно разработать разводку системы, которую нужно будет проложить в квартире или в доме.
Евгений Филимонов
Задать вопрос
На плане определяют точные места для установки оборудования. Все измерения должны выполняться с максимальной точностью. Перед тем, как начать сваривать, нужно ознакомиться со следующими рекомендациями.
Эти правила простые:
- Трубные изделия не должны пересекаться.
- Канализация и водопровод протягивается максимально близко.
- Вся система должна быть простой.
- Расположенные вертикально отводы оснащают гибкими шлангами.
- Профессиональные мастера называют ПП сортамент самым подходящим вариантом для обустройства разводки любой магистрали. Основной их характеристик данных товаров является простой монтаж, а именно спайка, которую можно выполнить самому.
Как выбрать сварочный аппарат чтобы паять полипропиленовый трубопрокат
Выбор аппарата для сварки – дело нетрудное, если внимательно изучить рекомендации специалистов. Если выполняется сварка магистрали диаметром до 63 мм, то в таких действиях предусматривается использование муфт и раструбов. Если детали для состыковки больше объема в 63 мм, то для сварки полипропиленовых труб лучше применить стыковой способ.
Трубный сортамент, не превышающий 40 мм, варим, используя аппарат для раструбной сварки полипропиленовых труб. Когда сечение магистрали больше 49 мм, то скрепить элементы помогает приспособление, имеющее центрическое устройство.
Оборудование, выполняющее сварочные работы с полипропиленовыми трубопроводами, условно делят на такие виды:
- Механические. Эти приспособления применяют для магистралей большого объема.
- Ручные. Данный вид агрегатов превосходно подходит для самостоятельного применения. Им можно соединять магистрали с объемом до 125 мм.
Какой сварочник выбрать, следует решать, исходя из особенностей сооружаемой системы. Так же важно, чтобы в комплекте состоял набор насадок. Это позволит работать с магистралями различного объема.
Помимо сказанного начинающему мастеру понадобится знать – не стоит покупать дешевые инструменты. Как правило, на них насадки оснащают некачественным покрытием. Соответственно, спаять качественное сооружение таким агрегатом невозможно.
Домашнему мастеру стоит выбрать специальный агрегат для сварки небольшого размера. Этого вполне хватит для потребностей бытовой магистрали.
Сварка полипропиленовых труб своими руками – не является сложным заданием, если изучена вся методика, и начинающий мастер имеет желание сделать эту работу. Любой электросварочный аппарат станет отличным помощником. А купив к нему полный набор нужных насадок, можно существенно сэкономить финансы и время.
Главные ошибки при сварке полипропиленовых труб
Спектр ошибок, совершаемых при сварке полипропиленовых труб, довольно обширен. Чаще всего это:
Ошибка #1 — грязь и вода на соединяемых элементах
Профессиональный монтажник обязательно протирает все свариваемые части перед началом работ, чтобы удалить возможные загрязнения. Следует также обратить внимание на состояние пола в помещении, где выполняется сварка, поскольку трубы кладутся на пол, и на них снова попадает грязь. При демонтаже неисправной трубы нередко можно найти четкую полосу грязи по всей длине соединения. Остаток воды в трубе может стать фатальным для соединения. Несколько капель в процессе нагревания превращаются в пар, материал деформируется и теряет прочность. Чтобы удалить из трубы воду достаточно набить ее солью или затолкать внутрь измятый хлебный мякиш. По окончании работ трубу, разумеется, следует тщательно промыть. Соединение с такими огрехами может оставаться стабильным даже при опрессовке, однако спустя некоторое время (иногда может пройти целый год) течь обязательно появится. Подобная ошибка встречается при сварке стабилизированных труб, если фольга с промежуточного слоя удалена небрежно. Даже небольшой кусочек фольги в месте соединения существенно ухудшит качество монтажа. Чистыми должны быть не только трубы, но и паяльник. Мастеру следует своевременно удалять частички расплавленного полипропилена со всех элементов своего инструмента, иначе они попадут на следующую трубу.
Ошибка #2 — неправильное позиционирование
После того, как две разогретые части трубы соединены, у мастера есть всего несколько секунд, чтобы поставить их правильно относительно друг друга. Чем меньше будет этот период, тем лучше. Если лимит времени превышен, деформация становится необратимой и прочность соединения снижается. Неопытные мастера иногда пытаются сразу же удалить оплывы, появившиеся в процессе сварки. Не стоит этого делать, поскольку неостывшее соединение в этот момент можно легко деформировать. Удалять оплывы следует после остывания соединения. А еще лучше не перегревать трубу, тогда оплывы просто не появятся.
Ошибка #3 — неправильно подобранный материал
Если для монтажа выбраны недорогие полипропиленовые трубы низкого качества, даже самый искусный монтаж не защитит владельцев дома от поломок. Трубы и фитинги лучше всего приобретать у одного и того же надежного поставщика, выбирать хорошую фирму и т. п. Скупой платит дважды. Еще одна проблема такого рода — попытка соединить две качественные трубы разных производителей. Химический состав таких элементов может различаться, поэтому и вести себя при нагреве такие трубы будут по-разному. При таких условиях добиться надежного соединения практически невозможно.
Ошибка #4 — пренебрежение правилами монтажа
Низкое качество сварки полипропиленовых труб бывает вызвано различными ошибками во время соединения фитинга и трубы. Например, если труба введена в фитинг не до конца, между ее краем и внутренним упором фитинга образуется зазор. В результате появляется место, где внутренний диаметр больше, а толщина стенки меньше, чем запланировано. Расчетное давление эксплуатации для такого участка будет недостаточно высоким, обычные нагрузки могут оказаться здесь чрезмерными, что приведет к появлению протечки. Недопустимо также применение чрезмерного усилия при введении разогретого края трубы в фитинг. В этом случае внутри может образоваться значительный по размерам оплыв. В результате проходимость трубопровода будет ниже, чем расчетные показатели, что негативно скажется на работе трубопровода. Иногда причиной нарушений становится обычная человеческая лень или халатность. Например, поврежденный в процессе пайки труб фитинг непременно нужно заменить новым. Если необходимой детали под рукой не оказалось, нерадивые мастера просто запаивают фитинг встык с трубой. Какое-то время такое соединение продержится, но со временем проблему протечки придется все же решать.
Вручную
Ручная сварка выполняется посредством компактного прибора, рабочий орган которого – дорн, представляет собой греющую поверхность, к которой приставляются насадки для оплавления фитингов и труб.
Описание процесса как правильно сварить занимает всего три пункта:
- составление соединяемых деталей;
- обхват элементов дорном;
- взаимное вплавление деталей при нагревании.
При правильном выполнении работы, после остывания на поверхности формируется ровный шов, одинаковый по высоте.
Важно! При выборе такого варианта соединения, важно точно состыковывать элементы, так как излишки расплавленного пластика могут попасть внутрь соединения, что приведет к уменьшению внутреннего сечения трубы.