| Место | Наименование | Характеристика в рейтинге |
| Лучшие сварочные электроды с основным покрытием |
| 1 | ESAB УОНИ 13/55 (350 x 3,0 мм; 4,5 кг) | Лучшая цена на основные электроды |
| 2 | KOBELCO LB-52U (350 х 3,2 мм; 5 кг) | Лучшее сочетание цены и качества |
| 3 | QUATTRO ELEMENTI 771-374 (350 х 2,5 мм; 0.9 кг) | Лучшая совокупность механических характеристик электродного металла |
| 4 | ESAB FILARC 88S (350 х 2,5 мм; 7,2 кг) | Высокое качество получаемых сварных соединений. Специальная серия |
| 5 | «КЕДР» E 308L-16/ОЗЛ-8 (350 х 3,2 мм; 2 кг) | Лучшие электроды с основным покрытием для сваривания высоколегированных сталей |
| Лучшие сварочные электроды с рутиловым покрытием |
| 1 | ESAB OK 46.30 (450 x 5,0 мм; 18,9 кг) | Самые экономичные электроды |
| 2 | Quattro Elementi 772-166 (300 x 2,0 мм; 3 кг) | Высокая степень популярности |
| 3 | «Ресанта» МР-3С (350 х 3 мм; 3 кг) | Самое выгодное ценовое предложение |
| 4 | Inforce МР-3 11-05-01 (450 x 5 мм; 5 кг) | Сбалансированные механические показатели |
| 5 | ELITECH МР-3С (350 x 3 мм; 5 кг) | Оптимальное сочетание цены и качества наплавленного слоя |
| Лучшие сварочные электроды с целлюлозным покрытием |
| 1 | ESAB Pipeweld 7010 Plus (350 x 4,0 мм; 20 кг) | Хорошая устойчивость электродов к перегреву |
| 2 | «СпецЭлектрод» МР-3С (450 x 4 мм; 5 кг) | Высокие кондиции сваривания без предварительной подготовки металла |
| 3 | «Монолит» РЦ АНО-36 (4 мм; 5 кг) | Лучшая цена |
| Лучшие сварочные электроды с кислым покрытием |
| 1 | ESAB ОК 67.71 (350 x 3,2 мм; 4,8 кг) | Широкие границы применимости. Высокое качество сварных швов |
| 2 | ESAB ОК 61.20 (30 x 2,5 мм; 4,2 кг) | Оптимальные параметры стоимости |
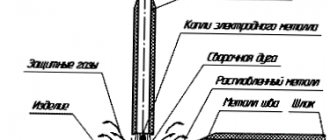
Сварочные электроды – обязательный расходный материал, применяемый при проведении сварочных операций. Его суть заключается во внесении дополнительного (электродного) металла в сварную ванночку, образованную при расплавлении основного металла в зоне шва. Результатом такого действия станет неразъёмное соединение, способное воспринимать различного рода нагрузки, обеспечивать жёсткость или герметичность (в случае сварки труб) конструкции.
Простой на словах, в действительности данный процесс требует изрядной подготовки, в том числе и в плане подбора электродов. Мало подобрать плавящийся элемент с металлом, свойства которого максимально приближены к основному. Рынок постепенно наполняется конкурирующим продуктом, поэтому сделать правильный выбор в такой среде зачастую не получается даже у профессионалов, не говоря уже о начинающих пользователях. Изучив отзывы потребителей и экспертов, мы подготовили для вас рейтинг самых лучших сварочных электродов, разделённых на четыре основных категории.
Лучшие сварочные электроды с основным покрытием
Электроды с основным покрытием применяются достаточно часто, поскольку не накладывают на сварку строгих ограничений. Свариваемые детали можно ориентировать в пространстве под любым углом – электрод работает во всех пространственных положениях. Кроме того, процессу получения неразъёмного соединения можно подвергать не только тонкие металлические изделия – толстые листы металла и толстостенные конструкции также подлежат сварке основным электродом. Единственное условие: данные процессы должны проходить при постоянном токе обратной полярности.
Характеристика: в чем недостатки и положительные признаки
Основу рутиловых электродов формирует стальная ось, покрытая рутином. Эта группа реализуется при использовании ручной дуговой сваркой, с использованием постоянного или переменного электрического питания.
Базовое разграничение рутиловых электродов от иных, это то что в их составляющей есть рутил – это минерал класса оксидов. Именно применение этого вещества положительно сказывается на получение сварочного шва и сохранность сварочной ванны.
На любой модели указывается определенная аббревиатура. Рутиловые электроды также маркируются, для этого используют символ «Р».
Основные отличительные признаки электродов с рутиловым покрытием:
- менее агрессивное воздействие на дыхательную систему, благодаря применению минерала рутил, что возникает при расходовании оксида титана;
- легкость и скорость воспламенения дуги;
- устойчивость горения дуги;
- меньший урон металла во время распыления;
- сокращение образования пор, которые возникают при поступлении кислорода в сварочную ванную;
- эксплуатация этих моделей упрощает процесс уборки нагара со сварного шва;
- повышается резистентность швов к разрыву и излому;
- их применение возможно независимо от пространственных ограничениях.
В среде, когда на поверхности железа, которое подлежит свариванию, образуются окалины и ржавь эффективным будет применение именно рутиловых электродов. Независимо от колебаний длины дуги стыки не теряют своих качественных характеристик.
Лучшие сварочные электроды с рутиловым покрытием
Рутиловые электроды набрали большую популярность среди сварщиков за счёт комбинации полезных характеристик. Они обладают облегчённым розжигом, имеют высокую устойчивость к сырости, а также могут использоваться на постоянном и переменном токе. К числу их недостатков можно отнести невозможность сваривания конструкций из высокоуглеродистой стали, прямую зависимость качества шва от режимов сварки, а также необходимость тщательного проведения подготовительных операций (таких как сушка и прокалка поверхности).
Как выбрать сварочные электроды
- Диаметр
. При выборе диаметра электродной продукции отталкиваться необходимо от толщины соединяемых элементов и возможностей сварочного аппарата. Наиболее популярной и универсальной считается тройка (3 мм). - Покрытие.
Нанесение покрытия преследует несколько целей. В первую очередь защищается стержень от коррозии. Но еще важнее становится образование в зоне сварки защитной атмосферы, которая предотвращает образование шлака. - По-разному ведут себя электроды при сварке грязных или ржавых поверхностей. Не все сварщики уделяют чистоте сопрягаемых кромок должное внимание. Поэтому им больше понравятся неприхотливые расходники, пусть даже цена у них будет немного выше.
- Марка электродов
. Основная масса электродной продукции хорошо сваривает низкоуглеродистые и низколегированные стали. А вот для работы с нержавейкой или легированными сортами следует отдать предпочтение специализированным расходникам. - Хранение
. Разные виды покрытий способны впитывать в определенных количествах влагу. Она негативно влияет на качество шва, проблемы появляются с розжигом дуги, некоторые электроды полностью становятся непригодными для сварки. Поэтому лучше найти место для пачки электродов в отапливаемом сухом помещении. - Производитель.
Еще недавно отечественные сварщики с восхищением говорили об импортной электродной продукции, которая была на голову выше отечественных аналогов. Сегодня наметилась тенденция к улучшению качества российских электродов, они мало в чем уступают зарубежным конкурентам.
В наш обзор попали 13 лучших сварочных электродов. При составлении рейтинга были учтены мнения экспертов и отзывы российских сварщиков.
Наиболее известные модели
В настоящее время в промышленности имеется премножество моделей электродов. Рутиловые электроды в равной степени очень распространены.
Проанализируем некоторые марки изделий с рутиловым покрытием, что в наибольшей степени известны.
Марка мгм 50к
Используя ручную дуговую сварку предпочтение отдают стержням именно такого типа, поскольку из-за их положительных сварочно-технических признаков достигается улучшение прочности шва.
Образование шлака отмечается в малых количествах, что уменьшает время на его отделение. Данная марка наиболее эффективно применять для работ с железом, которое предварительно невозможно очистить от грязи и ржи.
Отмечается ровне и спокойное горение дуги.
Марка aws e6013
Модели со стержнем типа aws e6013 наиболее эффективны и экономичны при сваривании низко углеродистой стали с использованием переменной и постоянной электрической энергии.
Стабильность горения дуги, которую можно поддерживать без особых усилий, способствует более рациональной работе.
Аналогия электродов типа aws e6013 с типом мгм 50к заключается в том, что последние также можно применять независимо от помещения или зоны работы.
Дополнительным преимуществом электродов со стержнем aws e6013 есть образование шлака, со значительной текучестью, что дает возможность достаточно легкого его удаления, это позволяет защитить сварочную ванную от поражения пагубными включениями.
Виды, состав и характеристика различных типов покрытий электродов
Химический состав покрытия и его толщина оказывают определяющее влияние на параметры процесса сварки — стабильность электрической дуги, особенности перехода материала стержня в сварочную ванну, вязкость шлака и расплавленного металла и пр.
Плавящиеся электроды
Плавящийся электрод для сварки: 1 — стержень, 2 — участок перехода, 3 — марка электрода, 4 — покрытие.
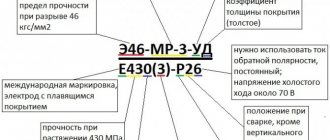
Толщина. В соответствии с ГОСТ 9466-75, по толщине, определяемой отношением наружного диаметра электрода (D) к диаметру его стержня (d), покрытия подразделяются на следующие типы в зависимости от отношения D/d:
- тонкие — D/d < 1,2 — (обозначается буквой «М»);
- средние — 1,2 < D/d < 1,45 — («С»);
- толстые — 1,45 < D/d < 1,8 — («Д»);
- особо толстые — D/d > 1,8 — («Г»).
Химический состав. В зависимости от химического состава различают следующие виды покрытий электродов:
- кислое — обозначается А (А);
- основное — Б (B);
- целлюлозное — Ц (C);
- рутиловое — Р (R);
- смешанного типа — (RB, RA, RC и пр.);
- прочие виды покрытий — П.
В скобках приведены обозначения по европейскому стандарту DIN EN 499 (C — cellulose, A — acid, R — rutile, B — basic). Встречающееся иногда обозначение RR означает «рутиловое толстое».
Кислые покрытия. Кислые покрытия, состоящие в основном из железной и марганцевой руды (оксидов железа и марганца), выделяют в дугу большое количество кислорода, который повышает ее температуру и снижает поверхностное натяжение расплавленного металла, делая его очень текучим. Это дает возможность увеличивать скорости сварки, но одновременно повышает опасность подрезов. Кроме этого, наличие в покрытии токсичных оксидов марганца делает сварку такими электродами небезопасной для здоровья сварщика. Поэтому чисто кислые покрытия используются в наше время ограничено. Их заменили смешанные рутилово-кислые (RA).
Рутиловые покрытия. Рутиловые покрытия состоят преимущественно из природного концентрата рутила (двуокиси титана TiO2), кремнезема (гранита, полевого шпата, слюды), карбонатов кальция и магния, ферромарганца. Электроды с рутиловым покрытием обеспечивают переход металла стержня в ванну малыми или средними каплями и характеризуются спокойным расплавлением с небольшим количеством брызг. Шов имеет тонкий рисунок, шлак легко отделяется от металла шва.
Очень важной особенностью электродов с рутиловым покрытием является легкость повторного зажигания дуги, обусловленная наличием TiO2. При этом не требуется даже удалять пленку в кратере электрода, поскольку она (при достаточно высоком содержании TiO2) обладает проводимостью полупроводника и обеспечивает зажигание дуги без соприкосновения стержня с основным металлом. Это достоинство рутиловых покрытий создает большое удобство при работе короткими швами, когда требуется часто прерывать дугу.
Электрод с рутиловым покрытием: 1 — металлический стержень, 2 — рутиловое покрытие, 3 — шлаковая пленка в кратере электрода, 4 — изделие.
Рутиловые покрытия менее вредны для здоровья сварщика, чем другие.
Помимо чисто рутиловых покрытий, широко распространены смешанные: рутилово-целлюлозный тип (RC), рутилово-основной (RB), рутилово-кислый (RA), которые также обладают хорошими технологическими свойствами. Электродами с чисто рутиловыми и смешанными покрытиями (МР-3, АНО-21, АНО-4, ОЗС-6 и пр.) можно варить швы практически любого положения.
Основные покрытия. Покрытия основного типа состоят преимущественно из карбонатов магния и кальция (доломит, мрамор, магнезит). К ним добавляют в качестве разбавителя шлака плавиковый шпат (CaF2). Последний ухудшает работу при переменном токе, поэтому электроды с чисто основным покрытием предназначены для работы только на постоянном токе. Однако смешанные типы, имеющие меньшее содержание плавикового шпата, можно использовать и для работы с переменным током. Перенос металла в сварочную ванну происходит средними и крупными каплями, расплавленный металл получается вязкотекучим.
В отличие от прочих покрытий, образующаяся газозащитная среда минерального происхождения, состоящая в основном из СО и СО2, лишена водорода, приводящего к образованию холодных трещин в наплавленном металле. Из-за низкого содержания водорода, на базе основного покрытия изготавливают так называемые низководородные покрытия электродов.
Металл шва, сваренного электродами с основным покрытием, обладает повышенной пластичностью. Этими электродами сваривают ответственные конструкции.
Электродами с основным покрытием можно выполнять швы любого пространственного положения, однако из-за повышенной вязкости металла, швы получаются выпуклыми и грубоватыми.
Покрытия основного типа обладают повышенной гигроскопичностью, поэтому хранить их нужно в сухости. Основное покрытие имеют такие популярные электроды, как УОНИ 13/45 и УОНИ 13/55.
Целлюлозные покрытия. Целлюлозные покрытия состоят из целлюлозы, органических смол, ферросплавов, талька и прочих веществ. Главной особенностью сгорания в дуге покрытий с органическими веществами является образование большого количества защитных газов, и очень малого — шлака. Это делает их удобными для сварки вертикальных швов (шлак не стекает вниз).
К недостаткам электродов с целлюлозным покрытием относится значительное количество брызг при сварке и пониженная пластичность металла шва, обусловленная большим (относительно других покрытий) количеством водорода, образующегося при сгорании органических компонентов.
Покрытия с железным порошком. Иногда в покрытие вводят железный порошок. Электроды с железным порошком обеспечивают повышенную производительность труда, отчего их и называют иногда «высокопроизводительными электродами». Железный порошок повышает проплавляющую способность сварочной дуги и обеспечивает качественную сварку стыковых соединений с нерегулярными или повышенными зазорами — даже при отсутствии подкладок. Кроме того, он улучшает повторное зажигание дуги.
Если покрытие содержит более 20% железного порошка, в его обозначение дополнительно вводится буква Ж. Например, обозначение РЖ означает — «рутиловое с железным порошком». В качестве примера электрода с железным порошком в покрытии можно привести АНО-1.
Химический состав покрытия и его толщина оказывают определяющее влияние на параметры процесса сварки — стабильность электрической дуги, особенности перехода материала стержня в сварочную ванну, вязкость шлака и расплавленного металла и пр.
Плавящиеся электроды
Плавящийся электрод для сварки: 1 — стержень, 2 — участок перехода, 3 — марка электрода, 4 — покрытие.
Толщина. В соответствии с ГОСТ 9466-75, по толщине, определяемой отношением наружного диаметра электрода (D) к диаметру его стержня (d), покрытия подразделяются на следующие типы в зависимости от отношения D/d:
- тонкие — D/d < 1,2 — (обозначается буквой «М»);
- средние — 1,2 < D/d < 1,45 — («С»);
- толстые — 1,45 < D/d < 1,8 — («Д»);
- особо толстые — D/d > 1,8 — («Г»).
Химический состав. В зависимости от химического состава различают следующие виды покрытий электродов:
- кислое — обозначается А (А);
- основное — Б (B);
- целлюлозное — Ц (C);
- рутиловое — Р (R);
- смешанного типа — (RB, RA, RC и пр.);
- прочие виды покрытий — П.
В скобках приведены обозначения по европейскому стандарту DIN EN 499 (C — cellulose, A — acid, R — rutile, B — basic). Встречающееся иногда обозначение RR означает «рутиловое толстое».
Кислые покрытия. Кислые покрытия, состоящие в основном из железной и марганцевой руды (оксидов железа и марганца), выделяют в дугу большое количество кислорода, который повышает ее температуру и снижает поверхностное натяжение расплавленного металла, делая его очень текучим. Это дает возможность увеличивать скорости сварки, но одновременно повышает опасность подрезов. Кроме этого, наличие в покрытии токсичных оксидов марганца делает сварку такими электродами небезопасной для здоровья сварщика. Поэтому чисто кислые покрытия используются в наше время ограничено. Их заменили смешанные рутилово-кислые (RA).
Рутиловые покрытия. Рутиловые покрытия состоят преимущественно из природного концентрата рутила (двуокиси титана TiO2), кремнезема (гранита, полевого шпата, слюды), карбонатов кальция и магния, ферромарганца. Электроды с рутиловым покрытием обеспечивают переход металла стержня в ванну малыми или средними каплями и характеризуются спокойным расплавлением с небольшим количеством брызг. Шов имеет тонкий рисунок, шлак легко отделяется от металла шва.
Очень важной особенностью электродов с рутиловым покрытием является легкость повторного зажигания дуги, обусловленная наличием TiO2. При этом не требуется даже удалять пленку в кратере электрода, поскольку она (при достаточно высоком содержании TiO2) обладает проводимостью полупроводника и обеспечивает зажигание дуги без соприкосновения стержня с основным металлом. Это достоинство рутиловых покрытий создает большое удобство при работе короткими швами, когда требуется часто прерывать дугу.
Электрод с рутиловым покрытием: 1 — металлический стержень, 2 — рутиловое покрытие, 3 — шлаковая пленка в кратере электрода, 4 — изделие.
Рутиловые покрытия менее вредны для здоровья сварщика, чем другие.
Помимо чисто рутиловых покрытий, широко распространены смешанные: рутилово-целлюлозный тип (RC), рутилово-основной (RB), рутилово-кислый (RA), которые также обладают хорошими технологическими свойствами. Электродами с чисто рутиловыми и смешанными покрытиями (МР-3, АНО-21, АНО-4, ОЗС-6 и пр.) можно варить швы практически любого положения.
Основные покрытия. Покрытия основного типа состоят преимущественно из карбонатов магния и кальция (доломит, мрамор, магнезит). К ним добавляют в качестве разбавителя шлака плавиковый шпат (CaF2). Последний ухудшает работу при переменном токе, поэтому электроды с чисто основным покрытием предназначены для работы только на постоянном токе. Однако смешанные типы, имеющие меньшее содержание плавикового шпата, можно использовать и для работы с переменным током. Перенос металла в сварочную ванну происходит средними и крупными каплями, расплавленный металл получается вязкотекучим.
В отличие от прочих покрытий, образующаяся газозащитная среда минерального происхождения, состоящая в основном из СО и СО2, лишена водорода, приводящего к образованию холодных трещин в наплавленном металле. Из-за низкого содержания водорода, на базе основного покрытия изготавливают так называемые низководородные покрытия электродов.
Металл шва, сваренного электродами с основным покрытием, обладает повышенной пластичностью. Этими электродами сваривают ответственные конструкции.
Электродами с основным покрытием можно выполнять швы любого пространственного положения, однако из-за повышенной вязкости металла, швы получаются выпуклыми и грубоватыми.
Покрытия основного типа обладают повышенной гигроскопичностью, поэтому хранить их нужно в сухости. Основное покрытие имеют такие популярные электроды, как УОНИ 13/45 и УОНИ 13/55.
Целлюлозные покрытия. Целлюлозные покрытия состоят из целлюлозы, органических смол, ферросплавов, талька и прочих веществ. Главной особенностью сгорания в дуге покрытий с органическими веществами является образование большого количества защитных газов, и очень малого — шлака. Это делает их удобными для сварки вертикальных швов (шлак не стекает вниз).
К недостаткам электродов с целлюлозным покрытием относится значительное количество брызг при сварке и пониженная пластичность металла шва, обусловленная большим (относительно других покрытий) количеством водорода, образующегося при сгорании органических компонентов.
Покрытия с железным порошком. Иногда в покрытие вводят железный порошок. Электроды с железным порошком обеспечивают повышенную производительность труда, отчего их и называют иногда «высокопроизводительными электродами». Железный порошок повышает проплавляющую способность сварочной дуги и обеспечивает качественную сварку стыковых соединений с нерегулярными или повышенными зазорами — даже при отсутствии подкладок. Кроме того, он улучшает повторное зажигание дуги.
Если покрытие содержит более 20% железного порошка, в его обозначение дополнительно вводится буква Ж. Например, обозначение РЖ означает — «рутиловое с железным порошком». В качестве примера электрода с железным порошком в покрытии можно привести АНО-1.