ОК 48.04
Высокотехнологичный электрод, дающий качественный шов с высокой ударной вязкостью. Используется для сварки жестких конструкций, где нельзя избежать высоких сварочных напряжений. Обладает чуть более высоким коэффициентом наплавки чем ОК 48.00, а наплавленный металл имеет более высокие прочностные показатели. Однако сварку в вертикальных и потолочных положениях выполнять ими несколько сложнее. Кроме того, сварку можно производить как на постоянном токе обратной и прямой полярности, так и на переменном токе. Покрытие характеризуется повышенной влагостойкостью, а наплавленный металл стоек к образованию трещин. Ток: переменный, постоянный +(-)
Особенности использования
Есть несколько особенностей этой модели, которые стоит знать. Во-первых, стоит контролировать длину сварочной дуги, она не должна быть длинной.
Хотя начинающим достаточно тяжело удержать короткую дугу, но этому всё равно необходимо научится не сегодня то завтра. Во-вторых, поскольку эта модель имеет короткую дугу, при сварке тяжело уследить за формированием шва и плохо видно сварочную ванну.
Предварительная прокалка – это еще одна отличительна черта. В современном мире многие электроды требуют прокалывания перед сваркой. Этот процесс должен длиться около часа.
Для этого стоит отправить электроды в печь и довести до температуры средней между 340 и 380 градусов (все зависит от уровня влажности).
ОК 53.70
Электрод с низким содержанием водорода для односторонней сварки труб и конструкций общего назначения. Обеспечивает высокое качество сварки корневого прохода с формированием обратного валика. Отличается большой глубиной проплавления, формирует плоский шов с легко удаляемой шлаковой коркой. Хорошо сбалансированная шлаковая система обеспечивает стабильное горение дуги и позволяет легко производить сварку во всех пространственных положениях. Рекомендуется для сварки заполняющих и облицовочных проходов стыков труб классом прочности до API 5LX56 и корневых проходов классом прочности до API 5LX70. Ток: переменный, постоянный +(-)
Сварочные электроды: вопросы и ответы
Сварочные электроды 3, электроды 4 — что подразумевается под этим?
Часто от практиков сварочного дела можно услышать – «мы проводим сварочные работы электродами тройкой, четверкой» что подразумевается под этим? Чаще всего, имеется в виду диаметр электродов общего назначения, таких марок как МР-3, ОЗС, АНО и др. Наша компания может предложить следующие марки электродов диаметром 3, 4, 5 и 6 -это ОЗС — 4, ОЗС — 6, ОЗС — 12, МР — 3, МР — 3 Синие, АНО – 6, АНО — 4, АНО — 21, УОНИ 13/45, УОНИ 13/55, вся продукция высокого качества, одобрена Морским Регистром Судоходства и Речным Регистром России.
Прокалка сварочных электродов, для чего она необходима?
Обмазка сварочных электродов очень хорошо впитывает влагу, при проведении сварочных работ обмазка не плавится, практически не горит или горит неравномерно, чаще всего отваливаясь кусками — прокаливание электродов устраняет эти моменты. Прокаливание рекомендуют проводить в специально предназначенных для этого печах прокалочных.
Сварочные электроды покрытые. Чем они отличаются от непокрытых?
Электроды можно разделить на две большие группы — металлические сварочные электроды и неметаллические сварочные электроды. Именно к первой группе и относятся электроды покрытые. Они в свою очередь делятся на электроды стальные, медные, бронзовые, чугунные, алюминиевые и т.д. Покрытие электродов выполняет очень важную функцию, в первую очередь оно обеспечивает стабильность и устойчивость горения дуги, защищает металл шва от воздействия азота и кислорода, образовывае шлаковую корку, тем самым происходит процесс замедления охлаждения металла шва, что в свою очередь помогает выводить неметаллические включения и газы на поверхность. Непокрытые электроды. Электроды без покрытий были популярны на начальных стадиях развития сварочной индустрии, на данный момент используется сварочная проволока.
Какая информация должна содержаться на пачке электродов?
На (в) каждой коробке или пачке с электродами должна иметься этикетка или маркировка, содержащая следующие данные: • наименование или товарный знак предприятия-изготовителя; • условное обозначение электродов; номер партии и дату изготовления; • область применения электродов; • режимы сварочного тока в зависимости от диаметра электродов и положения сварки или наплавки; • особые условия выполнения сварки или наплавки; • механические и специальные свойства металла шва, наплавленного металла или сварного соединения, не указанные в условном обозначении электродов; • допустимое содержание влаги в покрытии перед использованием электродов; • режим повторного прокаливания электродов; массу электродов в коробке или пачке.
Какое оборудование использовать при сваривании металлов электродами диаметром 5 мм?
Электроды диаметром от 5 мм и более необходимо профессиональное оборудование отечественного или импортного производства, при сварке электродами диаметром менее 4 мм подойдет оборудование как профессионального, так и бытового назначения.
Как по внешнему виду определить качество электродов? Существуют ли стандарты по ГОСТу?
Покрытие сварочных электродов должно быть плотным, прочным, без вздутий, пор, наплывов, трещин, за исключением поверхностных трещин и неровностей (на поверхности покрытия электродов допускаются поверхностные продольные трещины и местные сетчатые растрескивания, протяженность (максимальный размер) которых не превышает трехкратный номинальный диаметр электрода, если минимальное расстояние между ближайшими концами трещин или (и) краями участков местного сетчатого растрескивания более трехкратной длины более протяженной трещины или участка растрескивания), за исключением местных вмятин (на поверхности покрытия электродов допускаются местные вмятины глубиной не более 50% толщины покрытия в количестве не более четырех при суммарной протяженности до 25 мм на одном электроде) и задиров (на поверхности покрытия допускаются местные задиры протяженностью не более 15 мм при глубине не более 25% номинальной толщины покрытия числом не более двух на одном электроде).
Две местные вмятины, расположенные с двух сторон электрода в одном поперечном сечении, могут быть приняты за одну, если их суммарная глубина не превышает 50% толщины покрытия.
На участке электрода, примыкающем к зачищенному от покрытия контактному торцу электрода, допускается оголенность стержня протяженностью по длине электрода не более половины диаметра стержня, но не более 1,6 мм для электродов с основным покрытием и не более 2/3 диаметра стержня, но не более 2,4 мм для электродов с кислым, целлюлозным и рутиловым покрытиями.
Покрытие электрода не должно разрушаться при свободном падении электрода плашмя на гладкую стальную плиту с высоты: • 1 м — для электродов диаметром менее 4 мм; • 0,5 м — для электродов диаметром 4 мм и более. При проверке допускаются частичные откалывания покрытия общей протяженностью до 5% длины покрытой части электрода, но не более 20 мм.
Что такое тип электрода по ГОСТу, какие существует типы электродов?
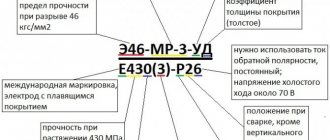
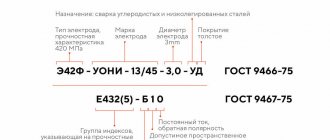
Сварочные электроды классифицируются по типам (в обозначении типа электрода две стоящие за буквой «Э» (электрод) цифры — это минимальное временное сопротивление разрыву металла шва или сварного соединения в кгс/мм2).
Различают следующие типы сварочных электродов (ГОСТ 9467-75): • Тип Э38, Э42, Э46 и Э50 применяются для сварки сталей с временным сопротивлением до 490 МПа; • Тип Э42А, Э46А и Э50А применяются для сварки сталей с временным сопротивлением до 490 МПа, при предъявлении к металлу шва повышенные требования по относительному удлинению и ударной вязкости; • Тип Э55 и Э60 используется для сварки сталей с временным сопротивлением разрыву свыше 490 МПа и до 590 МПа.
Какие оптимальные условия хранения электродов?
Электроды следует хранить в сухих отапливаемых помещениях при температуре не ниже плюс 15°С в условиях, предохраняющих их от загрязнения, увлажнения и механических повреждений
В какой упаковке поставляются электроды?
Электроды упакованы в водонепроницаемую битумированную бумагу в пачках массой по 5 кг или в коробки из картона (ГОСТ 7933 толщиной не менее 0,7 мм), коробки герметично упакованы в полиэтиленовую термоусадочную пленку. Партия весом 1 тн уложена на деревянный поддон и обтянута стрейч-пленкой. Высота укладки коробок с электродами на поддоны и крупногабаритные ящики не должна превышать 600 мм. Масса брутто упаковочных мест не должна превышать: 1100 кг — для поддонов и крупногабаритных деревянных ящиков.
Сколько раз можно прокаливать электроды и не влияет ли это на качество?
Прокалку сварочных электродов рекомендуется проводить не более трех раз (не считая прокалки при их изготовлении). Прокалка электродов более четырех раз негативно влияет на прочность и качество покрытий.
Для чего нужна обмазка или назначение электродных покрытий?
Общее назначение обмазки или электродных покрытий – обеспечивать стабильность горения сварочной дуги и получать металл шва с заранее заданными свойствами (прочность, пластичность, ударная вязкость, стойкость против коррозии, и др.). Стабильность горения сварочной дуги достигается снижением потенциала ионизации воздушного промежутка между электродом и свариваемой деталью.
Покрытие выполняет защитную функцию, шлак служит для защиты расплавленного металла шва от воздействия кислорода и азота воздуха путем образования шлаковых оболочек на поверхности капель электродного металла, переходящих через дуговой промежуток, и для образования шлакового покрова на поверхности расплавленного металла. Шлаковое покрытие уменьшает скорость охлаждения и затвердения металла шва, способствуя выходу из него газовых и неметаллических включений.
Шлакообразующими компонентами являются: титановый концентрат, марганцевая руда, каолин, мрамор, мел, кварцевый песок, доломит, полевой шпат и др.
Как снизить расход электродов?
Существуют два способа снизить расход электродов, сэкономить сварочные электроды. Первый способ – технологический, второй способ экономии электродов – организационный. Способ первый — технологический. Применение оптимальных, рекомендуемых параметров сварки. Для каждого вида сварочных работ рекомендуются электроды определённого типа, показатели силы тока и напряжения. При автоматической и полуавтоматической сварке сварочные электроды теряют на разбрызгивание менее 3%, в сравнении с 5% при ручной сварке.
Рекомендуется использовать стандартные держатели для уменьшения длины огарка. При ручной дуговой сварке затраты на сварочные электроды составляют значительную часть общей стоимости работ. Второй способ – организационный — правильное хранения и транспортировка электродов сварочных, совершенствование организации труда, стимулирование рабочих к снижению расхода электродов и пр
Чем отличаются электроды МР-3 Синие от других марок сварочных электродов?
Специальные добавки в составе обмазки электродов МР-3С (синие) позволяют формировать более устойчивый обжим дуги и стабильность горения при перемещении электрода. Электроды МР-3С (синие) позволяют выполнять сварку на предельно низких токах.
Электроды МР-3С (синие) имеют повышенную эффективность при сварке тавровых соединений с гарантированным получением вогнутых швов. Допускают сварку по окисленной поверхности.
В отличие от известных марок электродов МР-3, АНО-4, АНО-21 и др. у данных электродов используется комплексное раскисление металла, что обеспечивает их лучшие экологические характеристики. Так при расходе 1 кг сварочных электродов марки МР-3 выделяется 11, 2 г. сварочного аэрозоля при содержании 1, 25 г. марганца в нем. В случае использования электродов марки МР-3С (синие) выделяется 10, 3 г. сварочного аэрозоля при содержании в нем 0, 6 г. марганца.
Сравнительные испытания механических свойств электродов показали, что передел прочности металла шва, выполненного электродами МР-3С (синие), достигается при меньшем содержании марганца по сравнении с электродами МР-3. Это объясняется получением более мелкого первичного звена аустенита: 25–40 мкм вместо 50–55 мкм.
Чем отличается сварочные электроды УОНИИ 13/45 и УОНИИ 13/55?
Эти электроды отличаются составом обмазок. Состав обмазок УОНИИ 13/45 и УОНИИ 13/55 пирведен в таблице:
| Компоненты | УОНИИ 13/45 | УОНИИ 13/55 |
| Мрамор CaCO3 | 53 | 54 |
| Плавиковый шпат CaF2 | 18 | 15 |
| КварцSiO2 | 9 | 9 |
| Ферромарганец | 2 | 5 |
| Ферросилиций | 3 | 5 |
| Ферротитан | 15 | 12 |
| Феромолибден | — | — |
УОНИИ 13/55 рекомендуются для сварки конструкций, работающих в условиях пониженных температур (до -40 градусов по Цельсию).
Расскажите о вашем производстве сварочных электродов?
Электрод Груп» — представитель .
История возникновения нашего электродного производства уходит своими корнями в прошлый век и имеет 60-летнюю историю своего развития, технического и технологического перевооружения, опыта и традиций. Сейчас это стабильно работающее, развивающееся предприятие. Мы реализуем свою продукцию по всей территории РФ: в Приволжском, Центральном федеральных округах, Волгоградской области, Алтайском крае, на Урале, в Мурманской области, Хабаровском крае, на Сахалине, в Республике Саха (Якутия), в Тюменской, Ростовской, Амурской, Астраханской и Красноярской областях, в Республике Коми и других.
Сварочные электроды востребованы и хорошо зарекомендовали себя среди промышленных предприятий металлургического и машиностроительного профиля, судостроительных и судоремонтных заводов.
В числе наших постоянных потребителей электродов: ФГУ Ленское ГБУВПиС, Енисейское речное пароходство, Благовещенская РБФ, предприятия речного транспорта, предприятия ОАО «Российские Железные Дороги», и агропромышленного сектора, металлобазы и домостроительные компании, а также Борские предприятия: ОАО «Завод Нижегородский Теплоход», ООО «Метмаш», СРЗ Память Парижской Коммуны, ОАО «Борремфлот», Борский авторемзавод, БорПАП, Борский Силикатный завод и многие другие.
Какие марки сварочных электродов выпускает завод?
Оборудование завода позволяет выпускать все известные марки электродов для сварки металлов. Основное серийное производство электродов: 1. Сварочные электроды марки МР-3 , тип электрода Э 46, покрытие рутилово-основное; 2. Сварочные электроды марки МР-3 синие , тип электрода Э 46, покрытие рутиловое; 3. Сварочные электроды марки ОЗС-12, тип электрода Э 46, покрытие рутиловое; 4. Сварочные электроды марки ОЗС-6, тип электрода Э 46, покрытие рутиловое; 5. Сварочные электроды марки ОЗС-4, тип электрода Э 46, покрытие рутиловое; 6. Сварочные электроды марки АНО-21, тип электрода Э 46, покрытие рутиловое; 7. Сварочные электроды марки АНО-4,тип электрода Э 46, покрытие рутиловое; 8. Сварочные электроды марки АНО-6, тип электрода Э 42, покрытие ильменитовое; 9. Сварочные электроды марки УОНИИ 13/45, тип электрода Э 42А, покрытие основное; 10. Сварочные электроды марки УОНИИ 13/55, тип электрода Э 50А, покрытие основное; Электроды упакованы в коробки по 5 кг, обернуты термоусадочной пленкой или в водонепроницаемую битумированную бумагу. Партия весом 1 тн уложена на деревянный поддон и упакована в стрейч-пленку.