Благодаря высокой надежности и простоте резьбовые соединения широко применяются в различных строительных конструкциях, машинах и механизмах. Так как основные геометрические параметры резьб являются общепринятыми, для создания новых соединений и ремонта изношенных узлов достаточно иметь небольшой набор стандартных инструментов.
Внутренняя резьба
Внутреннюю резьбу нарезают в отверстии с помощью метчиков (1). Они представляют собой металлические стержни с закаленными зубьями. Изготовляются из инструментальной или быстрорежущей стали.
Виды метчиков
Метчики различают по назначению. Они могут использоваться для нарезания метрической, дюймовой, конической, трубной, а также трапецеидальной резьбы. Согласно соответствующим техническим условиям, а также ГОСТ 3266-81, в таблице представлены пределы применимости этого инструмента.
| Наименование резьбы | Номинальные диаметры |
| Метрическая | 1 — 52 мм |
| Дюймовая | 1/4” — 2” (дюйма) |
| Коническая | 1/16” — 2” |
| Трубная | 1/16” — 6” |
| Трапецеидальная | 5,6 — 90 мм |
Метчики для нарезания метрической и дюймовой резьбы изготавливаются комплектами. Комплект может состоять как из двух, чистового и чернового, так и из трех — чернового, среднего и чистового метчиков. Черновой метчик предназначен для снятия основной части стружки. Чистовой служит для окончательного, точного формирования профиля резьбы и калибровки.
Чтобы идентифицировать метчик в комплекте, его хвостовую часть маркируют одной, двумя или тремя кольцевыми рисками. Возможно также обозначение с помощью номера: I – черновой, II – средний, III – чистовой.
Гаечные метчики предназначены для нарезания резьбы за один проход. Они являются однокомплектными, то есть продаются поштучно.
Для вращения метчиков используют воротки (2). Они могут быть нерегулируемыми с квадратными отверстиями под хвостовик фиксированного размера, а также регулируемыми. Кроме того, существуют воротки с трещоточным механизмом, обеспечивающие удобство работы в труднодоступных местах.
Нарезание резьбы
С самими инструментами разобрались, перейдем к вопросу о том, как пользоваться ими правильно.
С подобными задачами справится практически любой человек, однако в работе есть несколько деталей и нюансов, на которые следует обратить пристальное внимание.
Стандартнее этапы работы мало чем отличаются друг от друга, и не имеет значения используете вы плашки или метчики. В любом случае необходимо:
- Подготовить и собрать инструмент.
- Смазать детали и рабочую область.
- Выполнить черновой проход.
- Проверить качество резьбы.
- Выполнить чистовой проход.
- Выполнить финишную проверку.
Есть и нюансы, на которые мы сейчас обратим внимание.
Наружная резьба
Вручную наружную резьбу нарезают плашками (5) и клуппами (4). Плашка представляет собой круглую гайку из быстрорежущей или инструментальной стали высокой твердости. С целью отвода стружки в ней предусмотрены специальные отверстия. Плашки бывают цельными и разрезными.
Разрезные плашки имеют прорезь величиной до 1,5 мм. Благодаря этому они позволяют регулировать диаметр нарезаемой резьбы в пределах 0,1—0,3 мм. Их недостатком является меньшая точность, поэтому использовать такой инструмент в ответственных соединениях не рекомендуется. Диаметры плашек представлены в таблице.
| Наименование резьбы | Номинальные диаметры |
| Метрическая | 1 — 76 мм |
| Дюймовая | 1/4” — 2” (дюйма) |
| Трубная | 1/8” — 2” |
Вращение плашек производят с помощью плашкодержателей (3) и трещоток. Эти устройства, как правило, позволяют использовать несколько размеров режущего инструмента, например M16 — M20, 1/2” — 1”. Трещотки применяются для нарезания трубной резьбы плашками в труднодоступных местах, например, у стены.
Клуппы предназначены для нарезания наружной трубной резьбы диаметром 1/2” — 3”. Благодаря своей конструкции, они надежно фиксируются на трубе, что обеспечивает удобство работы, а также высокое качество резьбового соединения. Клуппы обычно оснащаются сменными резцами или головками. Это значительно увеличивает срок их эксплуатации. В зависимости от конструкции, для вращения ручных клуппов могут использоваться как съемные рукоятки, так и держатели-трещотки.
Черчение
Основные методы создания резьбы следующие: 1 — нарезание резьбовыми резцами или резьбовыми гребенками; 2 — нарезание плашками, резьбонарезными головками и метчиками; 3 — накатывание при помощи плоских или круглых накатных плашек; 4 — фрезерование с помощью специальных резьбовых фрез; 5 — шлифование абразивными кругами.
Нарезание резьбы резцами. С помощью резьбовых резцов и гребенок на токарно-винторезных станках нарезают резьбу как наружную, так и внутреннюю (внутренняя резьба, начиная с диаметра 12 мм и выше).
Способ нарезания резьбы резцами характеризуется относительно невысокой производительностью, поэтому в настоящее время он применяется в основном в мелкосерийном и индивидуальном производстве, а также при создании точных винтов, калибров, ходовых винтов и т. д. Достоинством этого способа является простота режущего инструмента и сравнительно высокая точность получаемой резьбы. Схематически он заключается в следующем (рис. 32): при одновременном вращательном движении детали, на которой нарезается резьба, и поступательном движении резца (на токарном станке — II) последний снимает (вырезает) часть поверхности детали в виде винтовой линии (I).
Рис. 32
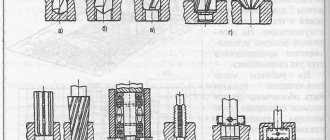
Нарезание резьбы плашками и метчиками. На рис. 33 показаны плашки, которые по своим конструктивным особенностям делятся на круглые — I и II (лерки) и раздвижные — III (клупповые).
Круглые плашки, имеющие применение на монтажных, заготовительных и других работах, предназначены для нарезания наружной резьбы диаметром до 52 мм в один проход. Для более крупной резьбы применяют плашки особой конструкции, которые фактически служат лишь для зачистки резьбы после предварительной нарезки ее другими инструментами.
Раздвижные плашки состоят из двух половин, вставляющихся в клупп и постепенно сближающихся в процессе резания.
Рис. 33
При нарезании резьбы на металлорежущих станках (II) плашка устанавливается и закрепляется в специальном патроне или приспособлении (рис. 34). Деталь подается в калибрующую часть вращающейся плашки. Внутреннюю крепежную резьбу в подавляющем большинстве случаев нарезают метчиками.
Метчик (рис. 35) представляет собой стальной стержень с резьбой, разделенный продольными прямыми или винтовыми канавками, образующими режущие кромки. Эти же канавки служат для выхода стружки. По способу применения метчики разделяются на ручные и машинные.
Рис. 35
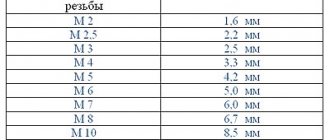
Последовательность получения резьбы в глухих отверстиях такова (рис. 36): вначале высверливают гнездо, куда в дальнейшем будет завернута шпилька или винт. Диаметр сверла должен быть выбран из табл. рекомендуемых стандартом ГОСТ 9150-81 величин. Резьбу нарезают комплектом из двух или трех метчиков (малого, среднего и нормального, чистового) в зависимости от размера резьбы. Нарезать резьбу одним метчиком (нормальным) за один заход нельзя. Это ведет к поломке метчика.
Для метрической резьбы с крупным шагом и дюймовой резьбы комплект состоит из трех метчиков, для метрической резьбы с мелким шагом и трубной резьбы — из двух.
Накатывание резьбы. Основной промышленный метод изготовления резьбы в настоящее время — накатка на специальных резьбонакатных станках, имеющих корпус трехроликовой головки 1, ролико- держатель 2 и накатной ролик 3 (рис. 37). Деталь 4 зажимается в тисках суппорта. В этом случае при большой производительности обеспечивается получение высокого качества изделия (формы, размеров и шероховатости поверхности).
Процесс накатывания резьбы заключается в создании резьбы на поверхности детали без снятия стружки за счет пластической деформации поверхности обрабатываемой детали. Схематически это выглядит так. Деталь прокатывают между двумя плоскими плашками (рис. 38. I) или цилиндрическими роликами (рис. 38. II, III), имеющими резьбовой профиль, и на стержне выдавливается резьба такого же профиля. Наибольший диаметр накатываемой резьбы 25 мм, наименьший 1 мм; длина накатываемой резьбы 60…80 мм.
Рис. 36
Рис. 37
Фрезерование резьбы. Фрезерование наружной и внутренней резьбы производится на специальных резьбофрезерных станках. В этом случае вращающаяся гребенчатая фреза при радиальной подаче врезается в тело детали и фрезерует резьбу на ее поверхности. Периодически происходит осевое перемещение детали или фрезы от специального копира на величину, равную шагу резьбы за время одного оборота детали (рис. 39).
Шлифование точной резьбы. Шлифование как способ создания резьбы применяется главным образом для получения точной резьбы на сравнительно коротких резьбовых деталях, например резьбовых пробках — калибрах, резьбовых роликах и т. д.
Рис. 38
Рис. 39
Рис. 40
Сущность процесса заключается в том, что шлифовальный круг, расположенный к детали под углом подъемна резьбы, при быстром вращении и при одновременном медленном вращении детали с подачей вдоль оси на величину шага резьбы за один оборот вырезает (вышлифовывает) часть поверхности детали. В зависимости от конструкции станка и ряда других факторов резьба шлифуется за два-четыре и более прохода (рис. 40).
Выбор заготовки для нарезания резьбы
Диаметр прутка или отверстия для нарезания резьбы не равен номинальному значению готового изделия. При нарезании наружной резьбы выбирают пруток, имеющий диаметр на несколько сотых долей миллиметра меньший, чем толщина готового изделия. Это связано с тем, что при снятии стружки металл частично выдавливается наружу, полностью заполняя резьбовой профиль плашки. Для нарезания внутренней резьбы отверстие также делается с небольшим припуском в меньшую сторону. Точные значения диаметров заготовок для нарезания метрической резьбы указаны в ГОСТ 19257-73.
READ Как нарезать трапецеидальную резьбу на токарном станке
Если для сверления отверстий с неточным значением диаметра используются сверла соответствующего размера, то подходящий для нарезания наружной резьбы пруток найти довольно проблематично. Эту проблему можно решить предварительным стачиванием прутка стандартной толщины. Для этого изделие зажимают в патрон дрели и обрабатывают наждачной бумагой равномерно по всей длине, периодически делая замеры штангенциркулем.
Нарезаем резьбу на трубе
Старую краску можно не снимать. Смазываем место, где будет резьба твердой или жидкой смазкой: солидол, литол, моторное масло.
Также промазываем резцы на клуппе.
Ни там ни там не нужно наносить сильно много твердой смазки, так как стружки после нарезки будут к ней прилипать и не будут падать вниз, а значит удаляться. Надеваем клупп направляющей на трубу.
По идее клупп вращается специализированным инструментом — трещоткой, но так как у нас разовая работа, приобретать дорогой инструмент будет не выгодно. Берем разводной ключ, и подгоняем его размер под заднюю юбку клуппа. Вращаем инструмент, делая несколько оборотов вокруг трубы. Теперь резцы вошли в зацепление.
Если труба хлипкая и неустойчивая, ее нужно удерживать другим разводным ключом вот так:
А другим разводным ключом вращать насадку. Последовательность нарезки такая: 2-3 оборота клуппа вперед, 1 назад. Это нужно сделать обязательно, чтобы стружка сломалась, отвалилась и не мешала дальнейшей нарезке. Если этим пренебречь, стружки могут замять витки резьбы.
Всего нужно нарезать 4-5 полных витков резьбы.
В итоге резьба на трубе нарезана.
Так же учтите, что резцы в клуппе имеют небольшой конус. Это нужно для того, чтобы можно было с легкостью начинать и нарезать резьбу. В итоге я веду к тому, что конечные витки могут быть не полными и недорезанными по глубине. Поэтому, чтобы получить 3-4 полноценных витка резьбы на трубе, визуально лучше нарезать 6-7 витков. После всех работ резьбу можно проверить навинтив на нее любой переходник или штуцер.
Чем толще труба, тем большее усилие приходится прилагать для проворачивания насадки. Способ не хитрый, должных навыков почти не требуется, справиться даже новичок. Перекосить резьбу невозможно, так что бояться не стоит.