Особенности импульсной сварки
Этому виду сварки под силу соединение таких капризных металлов как сплавы меди, сталь и многие другие цветные сплавы, в том числе алюминиевые. Импульсная сварка отлично справляется со сложными стыковыми швами при соединении металлических заготовок с толстыми краями.
Исторически импульсная сварка была изобретена и разработана в качестве конкурентного метода электродуговой технологии, у которой имеются определенные недостатки с точки зрения производительности и качества сварочного шва.
Области применения холодной сварки металлов
Как мы уже писали в статье данным способом успешно соединяют металлы, обладающие хорошими пластическими свойствами. Этот способ нашел применение главным образом в приборостроении, для соединения алюминиевой оболочки кабелей, при изготовлении корпусов полупроводниковых приборов, при изготовлении бытовых приборов из алюминия – чайников, подставок, каркасов, в электромонтажном производстве для соединения проводов и шин внахлестку и встык при монтаже сетей связи, троллейбусных проводов, электропроводки в домах. В летательных аппаратах встык варят шпангоуты. В последнее время достигнуты успехи в соединении полупроводниковых материалов.
Одним из направлений применения данного способа является его сочетание с обработкой давлением: прокаткой, высадкой, штамповкой, вытяжкой и т.п. С помощью последней, например, получают биметаллические переходники из алюминия и коррозионно-стойкой стали, которые затем используются в бесфланцевых соединениях трубопроводов летательных аппаратов.
Последние исследования открывают широкие возможности применения в процессе производства на микроуровне и наноуровне. Кроме того, экономически оправдано её применение при соединении небольших деталей из мягких, пластичных металлов, а также тонких металлических пленок, использующих полимеры в качестве подложки.
Холодную точечную сварку можно выполнять на любых прессах: гидравлических, эксцентриковых и т. п. Если сваривается несколько точек за один ход пресса, то требуются прессы усилием 500-1000 кг. Для холодной сварки одной точки достаточно пресс усилием 50-100 кг.
Суть процесса
Принцип импульсной сварки.
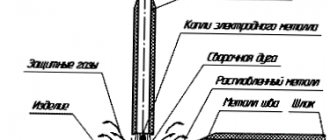
Если коротко, то это процесс последовательного расплавления металла заготовки в определенных точках со следующим этапом в виде покрытия.
Главный элемент данного процесса — так называемая дежурная дуга невысокой мощности, которая продолжает работать в остановках между повторяющимися импульсами и передает импульсный ток лишь частично.
Эта дуга практически не влияет на металл между импульсами, она отлично и устойчиво горит в пространстве. Второе состояние этой же дуги – импульсное, которое плавит металл в точках приложения.
Соотношение токов от дуги в разном состоянии – импульсном и дежурном должно быть правильным, что может ускорить сварку и повысить качество шва.
Возможности классической дуговой сварки в среде защитных газов сильно расширяются, если металл плавится под воздействием импульсной дуги.
Главная ее особенность – специальный режим включения и выключения дуги, которая обусловлена программой в зависимости от природы металлов соединяемых заготовок, толщины их кромок и положения швов в пространстве.
Короткие импульсы производятся за счет энергии специального аккумулятора, который предварительно заряжается от электрической цепи. Главная технологическая особенность и преимущество метода – способность импульсной сварки формировать неразъемные соединения металлов с абсолютно разным составом.
Оборудование для импульсной сварки требуется особое – это особый специализированный — импульсный сварочный аппарат с определенными расходными материалами. Импульсный аппарат генерирует дозированные сварочные импульсы.
Расходными материалами являются разного рода электроды – плавящиеся и неплавящиеся.
В состав импульсного сварочника входят следующие элементы:
- выпрямитель низкочастотного характера;
- еще один выпрямитель высокочастотного характера;
- устройство сварочного инвертора;
- трансформатор;
- электронный блок управления – плато;
- рабочие шунты.
Электрическая схема устройства импульсной сварки.
Два способа импульсной сварки определяются выбором и использованием электродов:
- с применением электродов неплавящегося вида;
- с применением плавящихся электродов с устранением недостатка процесса в виде разбрызгивания капель расплавленного металла.
Так или иначе это контролируемый повторяющийся процесс переноса расплавленного металла расходника в защитной среде газа.
Вот как это происходит:
- Капля расплавленного металла проволоки расходника отделяется и перемещается на заготовку под воздействием мощного импульса.
- Сразу же после этого сила сварочного тока падает до уровня, который может лишь поддерживать дугу – дуга становится «дежурной», малой мощности.
- Мгновенно начинается процесс остывания металла в сварочной ванне.
- Начинается точное повторение такого же цикла переноса капли под импульсом, с падением тока, остываем и т.д.
С точки зрения электрической составляющей процесса импульсной сварки в аппарате применяется трансформация сетевого напряжения в выпрямленное постоянное, после чего оно превращается в напряжение с высокой частотой.
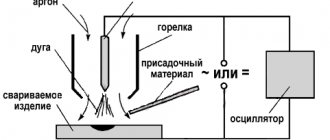
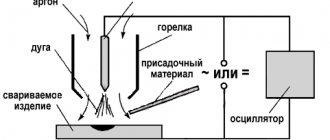
Зачем нужен защитный газ
Во время процесса сварки расплавленный металл в сварочной ванне может контактировать с воздухом из окружающей среды. При этом в результате реакции с кислородом образуется оксид металла. Это пористое и хрупкое соединение. Защитный газ необходим для предотвращения его образования. Он вытесняет кислород из рабочей зоны и служит своеобразным барьером.
Аккуратный шов, заваренный импульсно-дуговой сваркой
Технические нюансы
До начала работы приёмник энергии нужно подключить к сети электропитания, чтобы зарядить его до нужного уровня. Сама импульсная сварка занимает совсем немного времени, так как используется энергия, имеющаяся в запасе в приемнике. Такую сварку вполне можно выполнить своими руками, она совсем не сверхсложная.
При этом способе отлично контролируется и минимизируется малоприятное явление в виде разбрызгивания капель расплавленного металла. Имеется прекрасная возможность производить сварочные швы высокого качества практически в домашних условиях.
Швы формируются вследствие расплавления отдельных порций металла с последующим покрытием.
Важнейший момент – правильное выставление режима импульсной и дежурной дуги. Если режим верный, процесс пройдет быстро, правильно и, самое главное, безопасно, без всяких кратеров в ответственных стыковых участках.
Импульсная сварка на постоянном токе
Жесткость режима является технологической особенностью данного метода. Все дело в длительности импульса. Если его поменять, изменятся все параметры сварки.
Одно из важных преимуществ – возможность контролировать и минимизировать кристаллизацию металла. Можно изменять форму сварочной ванны. Дополнительно можно контролировать и снижать риск деформации сварочного шва.
Данный метод часто применяется для соединения металла с толщиной краев свыше 3-х мм.
Преимущества самодельного аппарата
Помимо цены у самодельного аппарата для импульсной сварки есть множество других преимуществ перед моделями, продающимися в магазине. Первое преимущество — малое потребление тока. Если вы включите обычный аппарат из магазина в бытовую розетку у себя на даче и сварите калитку, например, то вскоре получите счета за электроэнергию и неприятно удивитесь. К тому же, подключать такой аппарат к бытовой розетке просто опасно, автоматы могут не выдержать такой мощности.
Не забывайте и о габаритах покупных аппаратов. Их просто невозможно спокойно перенести в руках с места на место. На заводах сварщики просто используют очень длинные провода, чтобы не перемещать такой аппарат по цеху. При этом цена на такие провода очень высока, и мы не думаем, что вы захотите тратить лишние 100$ на кабели. А вот самодельный аппарат весит немного и его можно легко перемещать.
Также у покупных аппаратов есть свои производственные возможности, и они редко превышают 80%. А зачастую находятся на отметке в 50%. Это значит, что такой аппарат просто не может раскрыть весь свой потенциал. Происходит это из-за того, что большой и технически сложный сварочник сильно нагревается и ему требуется много времени на остывание. По этой причине вы также не сможете варить дольше 2-3 минут подряд.
У самодельного сварочника, собранного по нашим схемам, нет таких недостатков. В нем нет реактивных токов, так что практически вся электроэнергия используется. Вы без проблем можете подключить такой сварочник к домашней розетке и не беспокоиться о счетах за электричество и возможном времени работы. Ведь мощность нашего самодельного прибора лишь немного больше, чем мощность обычного утюга.
С помощью самодельного аппарат для импульсной сварки можно варить более 20 минут, что точно больше, чем положенные 2-3 минуты у аппарата их магазина. А вес такого самодельного прибора не превышает 10 килограмм. Это то, что нужно для домашнего мастера.
Какие еще есть достоинства? Ну вы можете на этапе сборки еще больше удешевить конструкцию. Например, в качестве сварочных кабелей использовать провода с меньшим сечением, достаточно 12 квадратных миллиметров. А для питания аппарата можно использовать провода от бытовых удлинителей.
Классификация видов
Импульсная сварка подразделяется на четыре вида:
- конденсаторная с применением аппаратов с огромным диапазоном силы тока. Отлично подходит для сварки алюминиевых деталей;
- аккумуляторная в которой используются устройства с щелочными аккумуляторами, отлично справляются с замыканиями в сети;
- инерционная с использованием кинетической энергии мощного маховика;
- электромагнитная с получением механической энергии с помощью магнитного поля. Элементы крепятся магнитными силами в сочетании с высоким давлением.
Алгоритм действий
Это один из самых лучших видов сварки в целом. Нет никакого разбрызгивания, не формируются несплавления, варить можно в любом положении, очень экономно расходуются электроды. Швы формируются исключительно качественными без каких-либо прожогов.
Схема конденсаторной сварки.
Принцип действия сварочного инвертора в сочетании с импульсной технологией следующий: перенос металла электрода в сварочную ванну с одновременным регулированием тока.
Все начинается с формирования капли металла на конце электрода, которая при повышении тока попадает в сварочную ванну. Теперь этот горячий момент должен смениться холодным этапом с остыванием металла. Так может происходить много раз.
Проволока электрода должна быть хорошо разогрета. Это особенно важно при низких значениях тока.
Импульсный сварочный аппарат является чрезвычайно универсальным устройством: его можно применять в том числе и в газовой среде, для соединения металлических деталей самой разной толщины и конфигурации.
Эти аппараты очень удобны в работе с понятными регулировками для грамотной и тонкой настройки. Обычно они снабжены неплохим программным сопровождением, что делает их еще более эффективными по всем критериям.
Что такое холодная сварка?
Холодная сварка – процесс, при котором происходит соединение двух твердых тел без нагрева свариваемых деталей на стыке соединения. Отличительной особенностью холодной сварки металлов является отсутствие фазы расплавления.
На первый взгляд, холодная сварка может показаться волшебством. Многие люди не могут понять, как может производится процесс соединения без нагрева, электрического тока или специальных растворов. Если посмотреть видео – у многих возникает мысль: «Это что-то магическое». На самом деле никакой магии нет.
Метод холодной сварки основан на использовании пластической деформации, с помощью которой разрушают на свариваемых поверхностях хрупкую пленку окислов. В настоящее время известно, что сила сцепления от контакта может быть значительно увеличена благодаря сильному сжатию деталей между собой, увеличению времени контакта, повышению температуры деталей, а также от комбинирования вышеперечисленных факторов.
Основная трудность подготовки поверхности деталей заключается в тщательном удалении с нее органических и окисных пленок. Органические пленки – это тонкие пленки масел, жирных кислот и парафинов, покрывающие свариваемые поверхности. Препятствуют сцеплению также пленки адсорбированных на поверхности газов.
При контакте с кислородом или другими реактивными веществами происходит образование поверхностных слоев, которые в значительной мере или полностью исключают вероятность возникновения эффекта холодной сварки. Ведь именно образующаяся из-за содержания кислорода в воздухе на поверхности металла оксидная пленка не дает соединиться свариваемым деталям в нормальных условиях. Кстати, даже при помещении в вакуум оксидная пленка не исчезает, то есть поверхность металла требует дополнительной очистки.
Интересные факты:
- Золотые самородки в природе образуются благодаря методу холодной сварки, а происходит это потому, что у золота попросту нет оксидной пленки, как всем известно – золото не окисляется.
- При возникновении механических проблем на первых моделях искусственных спутников Земли все списывалось именно на эффект холодной сварки. Однако позже было доказано, что причиной возникновения проблем стали простые недоработки в конструкции, а возникновение данного эффекта на орбите до сих пор не подтверждено (конечно же, кроме случаев, когда в определенных экспериментах он вызывался человеком преднамеренно).
При холодной сварке металлы соединяются благодаря совместному пластическому деформированию по поверхности их взаимного контакта. Образование цельнометаллического соединения происходит за счет возникновения металлических связей между соединяемыми металлами. Эти связи возникают между атомами при сближении поверхностей соединяемых материалов в результате образования общего электронного облака, взаимодействующего с ионизированными атомами обеих металлических поверхностей. Сварное соединение образуется только путем деформации, без нагрева извне. Это обстоятельство позволяет сваривать термически разупрочняемые материалы без нарушения их физических свойств. Отсутствие нагрева исключает опасность образования хрупких интерметаллических прослоек в зоне контакта разнородных металлов (например, алюминия и меди). Холодную сварку можно выполнять во взрывоопасной среде, возможна герметизация объектов, нагрев которых недопустим (это широко используют в промышленности).
В реальных условиях нет идеально чистых и гладких металлических поверхностей. На них имеются неровности, выступы, окисные, адсорбированные пленки, органические пленки, которые препятствуют сближению поверхностей на расстояния действия межатомных сил. Поэтому получение сварного соединения возможно только при значительных пластических деформациях, приводящих к сминанию выступов, разрушению и раздроблению поверхностных слоев и их удалению из зоны сварного соединения вследствие пластического течения. В результате в контакт вступают по всей свариваемой поверхности чистые слои металла, между которыми образуется металлическая связь.
Исследования показали, что даже у самых гладких поверхностей металлических деталей есть шероховатости, и именно эти высокие точки прикасаются к противоположной детали. В процессе образования сварного шва фактически участвуют лишь несколько тысячных долей процента площади поверхности детали, но этих микроскопических участков вполне достаточно для создания мощных молекулярных соединений. Так что при соблюдении необходимых показателей гладкости свариваемых поверхностей деталей между точками соприкосновения создается мощнейшая связывающая сила.
Снижение прочности сварного соединения за счет уменьшения толщины металла в месте соединения до известной степени компенсируется повышением прочности деформированного металла, получающего наклеп. Например, предел прочности технически чистого алюминия в зоне максимальной деформации возрастает примерно в два раза.
Главные достоинства метода
Преимущества импульсной сварки:
- Первым делом это великолепное качество сварочного шва. Сразу же заметим, что импульсные устройства – вещи весьма недешевые. Но они того стоят и обязательно окупят все затраты в будущем.
- Импульс варит все: от стали до алюминия.
- Нужен минимум дополнительных инструментов и расходных материалов.
- Нет разбрызгивания металла.
- Не бывает прожогов и несплавлений.
- Возможность контролировать дугу.
- Отличная возможность управлять процессом переноса металла.
- Экономный расход материалов, в том числе сварочной проволоки и электродов.
- Легкая чистка шва в конце.
- Легкость для исполнения даже новичками.
Чертеж устройства импульсной сварки.
На сегодняшний день у данного метода есть лишь один конкурент по популярности и эффективности – это сварка полуавтоматом. Она отличается высокой производительностью и, что немаловажно, непрерывностью процесса.
Но серьезным недостатком является разбрызгивание металла, при котором теряется до 30% материала. Кроме потерь, эти брызги нужно чистить после сварки, что очень непросто и портит внешний вид сварочного шва. Сварка импульсом исключает такую беду.
Главная область применения метода – монтаж трубопроводов самого ответственного вида, где особенно важны прочность шва с крепко сформированным обратным валиком без финишной зачистки.
Недостатков у этого метода всего два:
- он не годится для больших сварочных площадей;
- всегда нужно серьезное охлаждение индуктора.
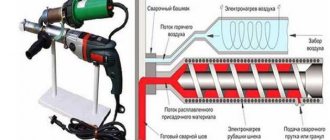
Необходимое оборудование и материалы
Сварочный аппарат имеет несложную конструкцию, поэтому при наличии необходимого оборудования и материалов можно соорудить устройство для импульсной сварки своими руками. Для этого нужно подготовить следующие детали:
- низкочастотный выпрямитель напряжения;
- высокочастотный преобразователь трансформаторного типа;
- инверторный блок с транзисторами;
- трансформатор с понижающими обмотками;
- блок управления;
- силовой фильтр;
- рабочий шунт;
- система подачи проволоки.
Все составляющие несложно найти, стоят они недорого. После подготовки оборудования остается подсоединить детали согласно схеме. При выборе деталей нужно обратить внимание на их качество. Особенно не стоит экономить на транзисторах, поскольку именно они ломаются чаще всего.
Импульсный сварочник своими руками
Устройство сварочного аппарата вполне позволяет сделать его в домашних условиях для бытового применения. Составные части легко купить, здесь нет никаких проблем. Но не нужно забывать о некоторых нюансах.
Особый фокус – на транзисторах, потому что они быстрее всего ломаются и выходят из строя. На них не экономить, а покупать четыре транзистора высокого качества.
Перед тем, как приступить к работе, нужно обдумать и высчитать силу сварочного тока и мощность устройства. Примеров с подобными расчетами огромное количество в сети, они могут помочь с выработкой верного решения.
Импульсный электродуговой сварочный аппарат
В нашем коллективе давно витала идея создания небольшого, компактного, лёгкого, но в то же время приемлемого по параметрам сварочного аппарата. Однако, наша частичная безграмотность и неосведомлённость не позволяла нам решить проблему, так сказать, «с ходу».
Единственное, что мы знали, что напряжение холостого хода у всех «обычных» аппаратов — около 60-ти вольт, а токи достигают 150-200 ампер.
Но. но тут мы узнали, что идея наша не нова, и некоторые уже для себя её давным давно решили. Одним умельцем был изготовлен электродуговой сварочный аппарат, который при токе сварки от 30-ти до 80-ти ампер имел вес всего 7.5 кг и запросто умещался в дипломате.
Некоторые скажут: «Маловато! Маловато будет!». А что, для того, чтобы варить автомобиль вполне достаточно, да и забор на даче в случае чего подварить хватает.
Главное, что этот аппарат можно было подключать в обычную бытовую розетку
220 вольт! (Его КПД — больше 85%).
Этот сварочный аппарат послужил прообразом для воплощения нашей идеи.
Естественно, что в первоначальную схему было внесено масса изменений.
Во-первых, возбуждение преобразователя было сделано от внешнего генератора (в той схеме преобразователь «самовозбуждающийся» с насыщающимся выходным трансформатором).
Во-вторых, добавлена схема «мягкого» запуска для предотвращения перегорания диодов сетевого выпрямителя в момент включения в сеть.
В-третьих, для измерения тока первичной обмотки (а вместе с ним и во вторичной) был применён компаратор 554СА3 (вместо схемы на транзисторе КТ315 и тиристоре КУ112).
В-четвёртых, были разделены выходные обмотки и выходные выпрямители.
После всех доработок, изменений и расчётов была рождена схема, с которой мы вас сейчас познакомим.
Преобразователь. Силовая часть сварочного аппарата
Ниже приведена так называемая «силовая» часть.
Спецификация деталей «силовой части»
Схема управления: задающий генератор, компаратор, схема запуска.
Схема управления и часть схемы запуска:
Спецификация деталей схемы управления
Чертеж печатной платы:
Схема расположения элементов на плате
Обратите внимание, что схема »мягкого запуска» (кроме элементов R1, C2) размещена на плате управления.
Вид устройства в сборе
На фото слева не показаны:
- корпус устройства с дополнительными вентиляторами;
- элементы крепления к корпусу;
- плата управления (крепится на корпусе устройства и соединяется гибким жгутом к плате управления токовыми ключами);
- разъём «сварочного тока»;
- сетевой фильтр и предохранительный автомат (крепятся на корпусе устройства).
Как известно, напряжение на дуге в режиме сварки обычно составляет около 20-24 вольт. В режиме разрезания металла напряжение может достигать и 30-36 вольт.
Для поддержания дугового разряда достаточно не очень высокого ннапряжения пробоя, всего несколько вольт. Но для нормальной «поддержки» дугового разряда время деионизации молекул газа (воздуха, продуктов «горения») в зоне дуги должно быть значительно больше времени восстановления напряжения пробоя ионизированного газа.
Для сухого воздуха со стандартным атмосферным давлением это время составляет около 50-ти миллисекунд. Для восстановления дуги при таких условиях необходимо напряжение пробоя выше 25-30ти вольт. «Обычный» сварочный аппарат (трансформаторный) работает от сети переменного тока частотой 50Гц, при этом время восстановления дуги не может превышать 20-25мс.
По причине этого сварочные аппараты переменного тока обычно имеют напряжение холостого хода 60-80 вольт. Время восстановления в среднем составляет 25-35 миллисекунд.
Для увеличения стабильности дуги желательно, чтобы источник (в данном случае трансформатор) имел достаточно большую индуктивность. Но, с другой стороны, увеличение индуктивности сварочного трансформатора ведёт к увеличению его реактивного сопротивления, а значит к уменьшению тока на дуге.
Очень часто сердечник сварочного трансформатора выполняют ввиде незамкнутого магнитопровода с регулируемым зазором. По этим причинам сварочные аппараты переменного тока имеют достаточно узкий диапазон регулировки тока, большие габариты, вес и низкий КПД.
У аппаратов постоянного тока элементом стабилизации тока служит отдельный дроссель (иногда два дросселя). Время восстановления дуги у таких сварочных аппаратов может быть сокращено до 10-25мс, за счёт этого напряжение холостого хода может быть понижено до 40-50В.
Казалось бы теперь индуктивность стабилизируещего дросселя можно увеличивать и увеличивать, но при слишком большой индуктивности дросселя становится достаточно трудно зажечь дугу, возникает так называемый «эффект прилипания электрода».
Чтобы добиться хорошей стабильности дугового разряда и хорошего «зажигания» желательно, чтобы индуктивность стабилизирующего дросселя была низкой (для быстрого увеличения тока в момент зажигания) и частота тока была как можно выше (чтобы уменьшить время восстановления дуги).
Как известно, в промышленной электросети напряжение переменного тока составляет 220 вольт, а частота — 50 герц, и с этим приходится мириться. Увеличить частоту переменного тока можно только используя выпрямитель и преобразователь напряжения. Также, по причине того, что трансформатор сварочного аппарата кроме активного сопротивления имеет также и реактивное (без нагрузки трансформатор работает как индуктивность), то даже при отсутствии тока во вторичной обмотке, через первичную обмотку всё равно протекает достаточно большой ток.
Хотя при «холостом ходе» сварочный аппарат потребляет не очень большое количество энергии, реактивная составляющая тока может быть достаточно велика. При работе аппарата вектора «реактивного» и «активного» токов складываются, и суммарный ток может достигать значительных величин. По этой причине обычный сварочный аппарат нельзя подключать к бытовой электрической розетке, так как электрические провода должны иметь достаточно большое сечение, и предохранительные «автоматы» должны быть расчитаны на большой ток (до 50-ти и более ампер).
Габариты и масса стандартных сварочных аппаратов также не позволяют использовать их в качестве переносных. При работе, для того, чтобы не переносить сам аппарат, сварщики просто используют длинные соединительные провода. Сечение таких проводов доходит до 20-ти и более кв.мм. Естественно, что и стоимость самих соединительных проводов (в денежном эквиваленте) может быть сопоставима со стоимостью самого сварочного аппарата.
Также любой сварочный аппарат имеет такой параметр, как КПВ, выраженный в процентах (отношение: время работы/время остывания + время работы). В редких случаях данный параметр превышает 80%, чаще всего встречаемый параметр КПВ=50% (тут имеются ввиду режимы максимальных токов).
Многие производители указывают кроме КПВ также и продолжительность непрерывной работы, которая иногда не превышет дву-трёх минут.
Сварочный аппарат постоянного тока, собранный по схеме «Выпрямитель -> Вч. преобразователь -> Выпрямитель+дроссель» лишён указанных недостатков. В силу того, что отсутствуют реактивные токи в питающей сети, а при работе аппарата практически 85% энергии «идёт в дело», данный аппарат можно безболезненно подключать к обычной бытовой розетке, не беспокоясь о том, что проводка может перегореть (потребляемая аппаратом мощность при максимальных режимах работы немногим больше превышает мощность бытового утюга).
КПД у такого аппарата, если и не 100%, то, во всяком случае, где-то рядом, да и продолжительность непрерывной работы намного больше, чем 20 минут. Если учесть вес аппарата — не более 10 кг -, то отпадает необходимость в длинных соединительных проводах, гораздо проще просто поднести аппарат к месту работы.
Сечение проводов также можно уменьшить. Для «сварочных» проводов достаточно сечения 12 кв.мм. (при длинне 2-3 метра), а в качестве «питающих» проводов вполне можно употреблять бытовые электроудлинители, важно только, чтобы максимальный ток для выбранного удлинителя был не менее 10-ти ампер.
Хочу также отметить, что если Вы всё-таки соберёте себе такую штуковину, то останетесь весьма довольны ею. Никто из нас никаких навыков сварщика никогда не имел, однако, когда пришла необходимость подварить калитку на даче, агрегат здорово выручил.
Несмотря на то, что «дачное» напряжение — было далеко не 220V, дуга была стабильной, зажигалась с пол-пинка, не было эффекта прилипания электрода, да и получившийся шов был по качеству как у заправского сварщика.