Шлифовка древесины является обязательной процедурой, предшествующей финишной отделке. Для выполнения работы используются специальные станки, действующие на разном принципе и шлифующие материал в разном направлении. Однако, цена таких устройств довольно велика. Для домашнего мастера не всегда целесообразно приобретать оборудование, которое будет использоваться от случая к случаю. Правильнее изготовить шлифовальный станок по дереву своими руками, что обойдется значительно дешевле и позволит получить вполне эффективное устройство.
Принцип действия
Существует три основных конструкции шлифовальных станков по дереву:
- Дисковый.
- Ленточный.
- Барабанный.
1-Дисковый станок 2-Ленточный станок 3-Барабанный станок
Дисковый станок представляет собой вращающийся диск, на плоскость которого закреплен абразив (наждачная бумага). Шлифовка производится путем прикладывания кромок или боковых поверхностей детали к диску, для чего примерно посередине устанавливается стол или опорная планка. Эта конструкция оптимальна для шлифовки прямых или выпуклых кромок.
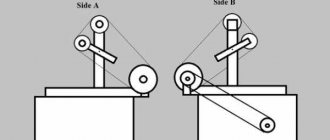
Ленточный тип представляет собой два барабана, установленных либо вертикально, либо горизонтально. Один из них приводной, второй — натяжной. Абразив представляет собой петлю из наждачной бумаги, которая склеивается по шаблону. Петля устанавливается на оба барабана и натягивается. После запуска двигателя она образует постоянно движущуюся полосу абразива. Шлифовка происходит путем прижатия ленты к поверхности детали с помощью специального прижима («утюжка»). Он перемещается влево и вправо, обеспечивая прижатие наждачки ко всем участками обрабатываемой поверхности.
Барабанный станок используется для шлифовки вогнутых кромок. Он представляет собой вращающийся цилиндр сравнительно небольшого диаметра (6-8 см), на который устанавливается абразив.
Наиболее простыми конструкциями являются дисковая и барабанная. Изготовление ленточного станка значительно сложнее, но и эффективность от его намного больше. Такие установки позволяют качественно шлифовать щиты и детали большой площади, обеспечивая высокое качество поверхности.
Для установки ленточного станка в мастерской понадобится большая площадь, что надо учесть при выборе конструкции.
Технология сборки
Наш ленточно-шлифовальный станок разрабатывался для изготовления своими руками, поэтому готовых чертежей и инструкций по его монтажу попросту не существует. Имеется только нарисованный от руки эскиз с пометками, на котором проставлены основные размеры. Поэтому точное положение некоторых компонентов и отверстий для их крепления придется уточнять в процессе сборки (конструкция нашей самодельной шлифмашины это позволяет).
Порядок сборки ленточного станка с трехваликовой кинематической схемой:
1. Разместить опору на ровную поверхность и присоединить к ней винтами с потайной головкой стойку (здесь и далее при резьбовых соединениях использовать шайбы-гроверы).
2. Установить в отверстие в нижней части стойки болгарку. Сделать подкладку из дерева или фанеры для жесткого крепления ее корпуса к поверхности опоры станка, а затем по месту просверлить два отверстия: под винт М8 (вкручивается в резьбовое отверстие под ручку болгарки) и под сквозной винт М8 для крепления подкладки к опоре. Притянуть пластиковый корпус болгарки хомутом к подкладке.
3. Проверить и отрегулировать горизонтальность шпинделя болгарки, а затем закрепить на нем длинной гайкой ведущий шкив.
4. Закрепить натяжной ролик на коромысле. Выверить коромысло на параллельность осей и совпадение плоскостей вращения всех трех элементов, а затем закрепить его на основании и соединить планкой со стойкой. Приварить ручку и установить натяжную пружину.
5. Определить точное место установки ведомого ролика исходя из длины шлифовальной ленты 1210 мм (натяжной ролик должен находиться ближе к переднему положению). Просверлить отверстие под вал ведомого валика, установить его и проверить совпадение плоскости вращения с ведущим шкивом.
6. Закрепить на месте установки опору ленточного станка и проверить его на включение, выключение и регулировку скорости.
7. Поместить вывешенную шлифовальную ленту на верхний валик и ведущий шкив, а затем натянуть ее с помощью натяжного ролика.
8. Проверить станок сначала на холостом ходу, а затем на разных скоростях при обработке древесины и металла.
Крепление стойки и натяжного коромысла к опоре станка можно (и, наверное, лучше) сделать с помощью сварки. Винтовые соединения предложены для возможности его полной разборки.
Рекомендации, ошибки
При изготовлении ленточной шлифмашинки своими силами можно выбирать различные компоновки рабочего пространства и конфигурации кинематических схем. Чтобы сделать такой станок не нужно разрабатывать рабочие чертежи (достаточно эскиза с размерами), а для работы на нем не требуются никакие инструкции. Однако некоторые конструктивные и эксплуатационные особенности станков являются общими для всех моделей, поэтому на них необходимо остановиться подробнее.
Конструкция ленточного шлифовального станка должна предусматривать выставление в процессе сборки параллельности осей вращающихся элементов и максимальное совпадения по вертикали их рабочих плоскостей. Значительные отклонения в этих параметрах могут вызвать сход шлифовальной ленты под нагрузкой. Также важно соблюдать рекомендуемые скорости шлифования отдельных материалов (древесины, металлов, пластика), которые определяются диаметром ведущего ролика и зависят от частоты вращения привода. Другие моменты, на которые следует обратить внимание — это качество посадки подшипников ведомого валика и необходимость соблюдения формы натяжного ролика.
Наверное, самая распространенная ошибка при конструировании самодельного ленточного станка (помимо непараллельности осей и несовпадения плоскостей вращения) — это недостаточность хода прижимного ролика. Дело в том, что шлифовальные ленты в процессе работы могут растягиваться на 10-15%, что обязательно должно учитываться при проектировании натяжного механизма.
Особенности и технические характеристики
Основная особенность шлифовальных станков по дереву заключается в специфическом способе регулировки качества обработки. Она происходит путем изменения зернистости абразива. Обычно процесс начинают с наждачной бумаги с крупным зерном, потом последовательно уменьшают его величину и завершают процедуру шлифовкой мелкой шкуркой. Всего используют 2-3 смены, но могут быть и более постепенные методики.
Вторая особенность заключается в способе установки абразива. Если на ленточный станок устанавливается заранее склеенная петля, то на дисковые конструкции надо закрепить круг из наждачной бумаги на плоскость. Оптимальный способ — использование «липучки», но проще всего наклеивать абразив на клеевой состав или двусторонний скотч. Второй способ проще, но и дороже.
Технические характеристики каждого станка несколько отличаются друг от друга.
Для дисковых установок:
- Диаметр рабочего органа.
- Скорость вращения.
Для ленточных станков:
- Ширина ленты.
- Величина рабочей базы (расстояние между центрами приводного и натяжного барабанов).
- Скорость движения петли.
- Диапазон перемещения рабочего стола в вертикальной и горизонтальной плоскости.
- Длина заготовки для склейки петли.
Для барабанных станков:
- Диаметр рабочего цилиндра.
- Высота цилиндра.
- Скорость вращения.
Все эти параметры зависят от планируемой производительности, размеров установок, величины обрабатываемых деталей. Необходимо учесть объемы ожидаемой работы, величину деталей, специфику обработки.
Мнение эксперта
Левин Дмитрий Константинович
Чем чище должна быть поверхность в результате шлифовки, тем качественнее должен быть изготовлен станок. Биения, неровности и прочие изъяны станут причиной появления рисок, способных заметно ухудшить качество обработки.
Характеристики, которым должна соответствовать лента для шлифовального агрегата
Подбор абразивной полосы – важный этап во время сборки мини-гриндера своими руками. В первую очередь нужно определиться с протяженностью ленты и ее шириной. На геометрические параметры полосы оказывают влияние два основных фактора:
- размеры гриндера;
- назначение агрегата.
Тканевая основа лучше выдерживает поверхностное натяжение
Бесконечные абразивные полосы также подразделяются на типы по зернистости. Длина шлифовальных полос может быть разной (от 610 до 1830 мм). Такие ленты имеют ширину 50 или 100 мм. Первый вариант чаще всего встречается в агрегатах, собранных своими руками в домашних условиях.
Качественная абразивная полоса в обязательном порядке должна иметь эластичную основу из ткани
При выборе подходящего инструмента также необходимо обращать внимание на то, какое количество оборотов может выдержать полоса. Рекомендуется приобретать изделия, которые способны работать при 1500 об/мин. Такой вариант лучше всего подходит для изготовления ленточного гриндера своими руками
Чертеж, составленный ранее, должен содержать информацию о габаритах абразивной полосы и других ее характеристиках
Такой вариант лучше всего подходит для изготовления ленточного гриндера своими руками. Чертеж, составленный ранее, должен содержать информацию о габаритах абразивной полосы и других ее характеристиках.
Хорошая лента обязана иметь высокую абразивную стойкость. От этого показателя зависит резистентность ленты к износу. Для самодельных аппаратов рекомендуется использовать ленты, протяженность которых составляет не более 123 см. Абразивная полоса должна быть не только устойчивой к износу, но и иметь хорошую сопротивляемость к высоким температурам, образующимся во время трения о заготовку во время работы.
Стоит отметить, что ленты небольшой длины гораздо более подвержены износу, нежели изделия большей протяженности
Специалисты советуют обратить внимание на картинки с изображением готовых изделий. Фото аппаратов позволяют дать ответ на вопрос о том, как сделать гриндер своими руками. Чертеж устройства можно значительно упростить, если в его сборке используются уже готовые элементы, приобретенные отдельно
Чертеж устройства можно значительно упростить, если в его сборке используются уже готовые элементы, приобретенные отдельно.
От выбора ленты зависит скорость и качество обработки изделий
И, наконец, особое внимание необходимо уделить месту склейки абразивной ленты. Стык двух концов полосы должен быть максимально аккуратным, без каких-либо дефектов или выступов
Как склеить ленту для шлифовального агрегата самостоятельно
Ленточные шлифовальные аппараты содержат пружину, которая выполняет очень важную функцию: натягивает просевшую в результате износа ленту. Смена ленты производится несколько раз даже при обработке небольшой заготовки. Это следует запомнить.
При сборке гриндера своими руками из фанеры или металла абразивную полосу можно изготовить самостоятельно. Склейка такой ленты – сложное мероприятие, которое не терпит ошибок. В интернете существует множество советов о том, как правильно выполнить склейку ленты, однако многие из них являются неверными.
Процесс склейки выглядит следующим образом. Вначале нужно подобрать наждачный материал на тканевой основе. Затем стоит подготовить оба конца абразивной полосы. Для этого производится их зачистка. Шов на полосе выполняется исключительно методом «встык». Специалисты обязательно рекомендуют усиливать склеенную ленту с внутренней стороны посредством плотной полоски ткани, которая фиксируется с помощью специального клеевого состава.
Склейка ленты – сложное процесс, который не терпит ошибок
Для того чтобы соединить концы абразивной полосы, требуется приобрести специальный клеевой состав. Лучший вариант – применение эластичного клея. Экономить при этом не стоит, так как дешевые средства, как правило, не отличаются хорошим качеством.
Перед началом склеивания необходимо подготовить полосу для ленточного наждака. Гриндер своими руками (из подручных материалов) нуждается в надежной абразивной полосе, которую сложно выполнить в домашних условиях. Процесс производится с применением клеевой палочки, которая устанавливается на термопистолеты. Вначале производится подогрев состава. Для этого можно воспользоваться обычным феном, который есть в каждом доме.
Достоинства и недостатки
К достоинствам шлифовальных станков следует отнести:
- Качество и скорость обработки.
- Высокая производительность.
- Возможность получить поверхность нужной шероховатости.
- Способность обработки не только самой древесины, но и предварительной шлифовки финишного слоя.
Недостатками являются:
- Выделение большого количества пыли, требующей организации системы пылеудаления.
- Большие количества расходников (абразива) нескольких типоразмеров.
- Сложность в изготовлении и обслуживании (особенно это относится к ленточным установкам).
Учитывая имеющиеся недостатки, перед началом сборки надо определиться, насколько станок необходим. Если он будет использоваться только изредка, тратить время на изготовление нецелесообразно — можно обойтись ручным инструментом.
Варианты изготовления своими руками
Рассмотрим способы сборки шлифовальных станков разных типов:
Дисковый
Самый простой способ создания дискового станка — закрепленная на столе электродрель с установленным шлифовальным кругом. Другой доступный вариант — изготовление и установка шлифовального диска на вал циркулярной пилы. При этом, надо собрать устройство для уменьшения скорости вращения (система понижающих шкивов или электронное устройство).
Если необходимо сделать станок «с нуля», придется собрать:
- Опорную площадку с подставкой для электродвигателя.
- Подставку или рабочий стол.
- Диск под установку абразива с возможностью крепления на вал двигателя.
Мнение эксперта
Левин Дмитрий Константинович
Как правило, изготавливают фанерные диски, которые устанавливают на вал с помощью муфты и резьбового крепления. Этот узел придется заказать у токаря. Высота стола должна быть такой, чтобы крепление диска находилось ниже его плоскости.
Ленточный
Для сборки такой шлифовальной установки надо действовать поэтапно:
- Собрать станину. Она представляет собой две тумбы, на которых будут установлены приводной барабан с электродвигателем и приводной барабан с натяжным устройством.
- Соединить тумбы рамой, на которой будет двигаться рабочий стол (по горизонтали, перпендикулярно движению ленты).
- Собрать устройство подъема рабочего стола для регулировки высоты при обработке больших деталей.
- Изготовить устройство для перемещения «утюжка».
- Изготовить защитный кожух и подключить к нему патрубок системы пылеудаления.
- Собрать электрическую систему запуска и остановки станка (кнопка «пуск», автомат и т.п.).
Наибольшую сложность представляют собой барабаны для установки абразива, натяжные устройства к ним и система подъема/опускания стола. Их придется частично заказывать у токаря, частично собирать на месте. Найти готовые узлы вряд ли удастся, поскольку они очень специфичны и редко встречаются на распространенных механизмах.
Барабанный станок
Самым простым вариантом станет установка электродвигателя так, чтобы его вал проходил сквозь отверстие в рабочем столе. Для этого надо собрать станину в виде опорной площадки с подставкой и вертикальной пластиной. На ней делаются отверстия и крепится электродвигатель. Барабан устанавливается на валу при помощи резьбового крепления. Его проще всего изготовить из древесины, или использовать отрезок от пластиковой трубы для канализации. Наждачную бумагу обертывают вокруг барабана и фиксируют саморезами или мелкими гвоздями.
Во всех случаях надо обеспечить невысокую скорость движения абразива. Надо выбирать электродвигатели с количеством оборотов не более 1000. Особо опасными станками являются ленточные. При высокой скорости движения край ленты способен разрезать любой материал и причинить серьезные травмы.
Выбор материала
В домашних условиях проще всего изготовить станок из древесины. Однако, следует учитывать, что она имеет малый вес и не способна погасить биения станка. Поэтому понадобится высокая жесткость соединений и прочное крепление станины к полу. Другой вариант — металлическая станина из уголка, швеллера или двутавра.
Такой станок массивнее, тяжелее, вибрация и биения будут легче гаситься. Однако, понадобятся сварочные работы, нарезка заготовок и прочие действия с металлом, что доступно не всем. Окончательный выбор определяется возможностями и предпочтениями владельца.
Конструирование самодельного ленточного шлифовального станка
Устройство шлифовального станка.
Главные части станка следующие:
- Мотор или двигатель с приводом, работающий на электричестве. Привод лучше устанавливать рядом с ведущим роликом главного диаметра.
- Основание или станина. Часто фиксируется прямо на полу, иногда эта штука ездит на колесиках – это как вам удобнее и нужнее.
- Два натяжных катка – ведущий и ведомый. Делать из металла или очень прочной древесины с тонким слоем прокладочной резины для предупреждения проскакивания ленты на роли или барабан.
- Пружина и рычаг для системы натяжки ленты. Пружина прижимная, а рычаг крепится к основанию и ведомому катку.
- Основание для размещения мотора с приводом.
- Для ленты с абразивом нужно использовать бумагу или ткань. Ее ширина может быть самой разной – в диапазоне от 5-ти до 30-ти см. Уровень зернистости – от 80-ти.
- Металлические трубы толщиной от 2-х мм и больше.
- Металлические уголки в соответствии с размерами станка.
- Специальная магнитная подставка для металлических деталей.
- Направляющие типа рельсовых.
https://youtu.be/GwylmVI7PG8
Схема устройства шлифовального станка.
Этапы работы:
- Делаем каркас основания или станины. — режем уголки по размерам станины; — свариваем каркас и уголки; — фиксируем внизу рамы плиту из ДСП для снижения вибрации при работе.
- Мастерим рабочую поверхность. — вырезаем по размеру стальной лист и привариваем его прямо к основанию; — привариваем рельсовые направляющие к верхней части каркаса; — делаем каретку из уголков с колесиками для передвижения по направляющим станины; — с обеих сторон рабочей поверхности монтируем и фиксируем опоры из подшипников; — фиксируем винт с ручкой на каретке;
- Фиксируем электрический двигатель систему подъема рабочей зоны.
- Закрепляем опоры передач.
- Устанавливаем ленту с абразивным покрытием. — отрезаем ленту с запасом в несколько сантиметров под углом в 45°; — склеиваем ее внахлест с промазкой клеем стороны со смытым водой абразивом; — сушим место склеивания феном;
- Готовимся к тестовому пуску станка. — обрабатываем все детали станка машинным маслом; — подводим электрическое питание; — делаем пробным запуск.
Популярные модели заводских станков
Рассмотрим наиболее популярные модели шлифовальных станков:
Дисковые (тарельчатые)
Jet JDS-12 220 В
Стационарный станок с массивной чугунной станиной. Способен погасить вибрацию или биения при их возникновении. Диаметр диска — 30 см. Частота вращения двигателя — 1400 обмин. Допускается наклон стола от +15° до -45°.
S089A
Китайский дисковый шлифовальный станок. Компактный тип, с диаметром диска 305 мм и мощностью 800 Вт. Основание изготовлено из чугуна. РАбочий стол имеет прорезь для перемещения упора с возможностью поворота под определенным углом к диску.
Einhell TC-US 400
Станок комбинированного типа, совмещающий тарельчатый и ленточный виды. Диаметр диска — 15 см, заготовка для склейки петли — 914 на 100 мм. Скорость движения ленты — 276 ммин, частота вращения барабана — 1400 обмин.
Ленточные
Jet EHVS-80
Станок вертикального типа (оси барабанов). Скорость ленты — 16 мсек. Заготовка для петли — 116 на 2260 мм. Масса станка — 110 кг;
ШЛПС-6М
Стационарный шлифовальный станок с горизонтальным расположением ленты. Диаметр шкивов составляет 34 см. Максимальный размер детали при обработке — длина 2,5 м, ширина — 1 м. Высота подъема стола — до 40 см. Заготовка ленты — 7470х160 мм. Масса — 670 кг.
Барабанные
Jet JBOS-5 220 В
Барабанный станок, обеспечивающий вращение шпинделя с одновременным возвратно-поступательным движением в вертикальной плоскости. Частота вращения — 1400 обмин, количество подъемов — 30 штмин. Возможен наклон рабочего стола до 30° к горизонтали;
Proma BO-25 25000370
Компактная шлифовальная машина мощностью 370 Вт. Оснащена квадратным рабочим столом размером 37 на 37 см, с возможностью наклона до 45°. Скорость вращения шпинделя — 1400 обмин. Вес станка — 35 кг.
Количество конструкций и моделей шлифовальных станков постоянно возрастает. Появляются новые разработки, обладающие увеличенными возможностями и качеством обработки. Производители учитывают недостатки имеющихся устройств и выпускают более совершенные, модифицированные образцы.
Электромотор для станка
Производительность станка зависит от установленного в его конструкцию двигателя
При сборке самодельного оборудования важно внимательно отнестись к выбору электромотора:
- Простые станки можно изготавливать на основе электродвигателя из стиральной машины. Это дешевые модели, которые удивляют своей надежностью, производительностью и долговечностью.
- Идеальным вариантом считаются двигатели, которые делают 1000–1500 оборотов в минуту. Мощные электромоторы со скоростью вращения более 3-х тысяч оборотов в минуту небезопасны для самодельных конструкций. Из-за большой нагрузки детали могут не выдержать, и станок сломается.
- Оптимальный показатель мощности для самодельного оборудования — 100–200 Вт. Желательно, чтобы мощность можно было повысить до 400 Вт. Большей мощности для самоделки не нужно.
- Лучше всего устанавливать трехфазовый двигатель.
Электродвигатель для станка
Ремень
Чтобы приводить шлифовальный круг в движение, необходим качественный ремень. Оптимальная ширина ремня — 12 мм. Более тонкие модели меньше перегружают двигатель, однако они менее долговечны.
Уход и обслуживание
Работа шлифовальных станков сопровождается выделением больших количеств пыли. Для ее удаления используются мощные местные вытяжные установки. Если они отключены, использовать оборудование нельзя — это угрожает здоровью работника. Однако, полностью избавиться от пыли невозможно, поэтому по окончании работы следует сразу же тщательно очистить станок при помощи промышленного пылесоса и щетки.
Замену абразива производят по мере его выхода из строя или по технологическим условиям обработки. Для сохранения производительности надо иметь запас готовых дисков с установленной наждачкой, или склеенных шлифовальных лент разного типа. Их хранят в закрытом шкафу, чтобы не накапливалась пыль и не деформировалась поверхность ленты.
Во время работы образуется значительный заряд статического электричества. Для его отведения требуется качественное заземление. Необходимо периодически проверять его состояние и восстанавливать при необходимости.
Хотите собрать шлифовальный станок своими руками?
Конечно!Неособо
Подведем итоги
Самодельный шлифовальный станок требует достаточного места в мастерской и нуждается в значительных количествах абразива. Принимая решение о самостоятельном изготовлении такого устройства, следует тщательно взвесить необходимость этого и свои возможности.
Существуют три вида конструкции:
- Дисковые станки. Просты в изготовлении, могут быть сделаны из циркулярной пилы.
- Барабанные. Компактные устройства, оптимальные для шлифовки кромок деталей вогнутой формы.
- Ленточные. Способны шлифовать плоскости, обеспечивают высокое качество поверхности. Являются наиболее сложными в изготовлении из-за большого количества специфических узлов и деталей.
Изготовление станка потребует использования определенных инструментов и материалов, выбор которых обусловлен возможностями владельца. Полностью обойтись своими силами не получится, некоторые узлы придется заказать у токаря. Важно обеспечить невысокую скорость движения абразива, чтобы не создавать опасности получения травм или разрушения заготовок.
Инструменты
Каждый, кто занимался строительными работами, ремонтом, реставрацией старых дверей, окон, подоконников и т.п., непременно сталкивался с необходимостью того, чтобы рабочая поверхность была ровной, гладкой и скользящей. Раньше мы брали в руки наждачную бумагу, если поверхность была большой, то наждачку укрепляли на деревянном мастерке и, запасаясь огромным терпением, начинали монотонно-однообразную работу — шлифование. Теперь в помощь профессионалам и любителям создана масса приспособлений, так называемых шлифовальных станков и машинок. Используя их для тех или иных операций по шлифованию, мы облегчаем себе процесс ручного труда, перекладывая часть простых функций на машину. Сегодня мы поговорим о шлифовальных станках, которые применяются для обработки деревянных изделий.
Оглавление:
Назначение, классификация и области применения шлифовальных станков
Шлифовальные станки служат для снижения шероховатости поверхности обрабатываемых деталей, а также получения точных размеров. Обычно шлифование это заключительный этап обработки предварительно подготовленных деталей.
При работе на шлифовальных станках применяют шлифовальные материалы и инструменты.
Шлифовальные материалы – специальные порошки, пасты, шлифовальные шкурки.
К шлифовальным инструментам относятся – отрезные, полировочные и шлифовальные, круги, бруски и сегменты.
В зависимости от предназначения станки подразделяются на несколько видов:
— специализированные шлифовальные станки.
В основу классификации станков положены следующие признаки:
-вид шлифуемой поверхности (внутренняя или наружная, цилиндрическая или плоская);
— вид деталей, которые может обрабатывать данный станок (цилиндры, валы, вальцы, рейки и т.п.);
— конструктивные особенности станков (бесцентровой, планетарный, двухстоечный);
— особенности элементов обрабатываемых деталей (шлицы, резьбы, профили и т.д.).
Область, в которой применяются шлифовальные станки, очень широка. Последние достижения в станкостроении, а также производстве деталей методом литья, штамповки, прокатывания, токарной и столярной обработки дают возможность использовать вместо токарных и фрезерных станков (горизонтально-расточные станки) станки шлифовальные. Сейчас шлифовальные станки могут выполнять следующие операции:
— отрезка и обдирка заготовок;
— точная обработка различных плоскостей, зубьев колёс, вращательных поверхностей и т.д.;
Барабанный шлифовальный станок: предназначение и основные элементы
Барабанный шлифовальный станок относится по виду к плоскошлифовальным, по классу – к калибровочным. Основным инструментом станка служит шлифовальный круг, который здесь выполнен в форме цилиндра (барабана). Обычно такой станок применяется для работы по дереву. При помощи его очень удобно шлифовать и калибровать доски, рейки и другие плоские и длинные деревянные детали, как то щитовые поверхности из ДСП, МДФ, массива, шпона и т.п.
Основными элементами шлифовального станка барабанного типа являются:
— станина, на которой укреплены все узлы и детали станка;
— мотор, обеспечивающий вращение шлифовального и подающего барабанов;
— механизм, обеспечивающий изменение частоты вращения подающего барабана
— приспособление для пылеудаления;
— механизм изменения высоты шлифовального барабана.
Как работает барабанный шлифовальный станок можно посмотреть на видео.
Некоторые модели шлифовальных станков барабанного типа, представленные на рынке РФ
Сегодня на Российском рынке шлифовального оборудования в разделе барабанные шлифовальные станки представлена продукция различных производителей. Лидирующее место здесь занимает продукция под торговой маркой JET. Американская компания JET, входящая в швейцарский холдинг WMH Tool Group AG представляет сегодня следующие производственные и бытовые барабанные шлифовальные станки: