22.11.2019 Автор: VT-METALL
Вопросы, рассмотренные в материале:
- В чем особенности и плюсы аргонной сварки нержавейки
- Как подготовить материалы к аргонной сварке
- Как проводится аргонная сварка неплавящимся электродом из вольфрама
- Что собой представляет аргонная сварка нержавейки полуавтоматом
- Что важно учитывать при аргонной сварке нержавейки
Нержавеющая сталь – материал достаточно сложный для сварочных работ. Однако применение сварки с аргонным охлаждением позволяет получить ровный и качественный шов, соединяющий детали из нержавейки. Начинать обучение данному процессу необходимо с ознакомления с различными характеристиками этого сложного для соединения сплава. Наша статья познакомит вас не только с тем, что такое аргонная сварка нержавейки, но также с особенностями и технологией работ.
Основы аргонной сварки нержавейки
Нержавеющие стали отличаются от обычных антикоррозийными свойствами, которые они получили за счет добавления в состав хрома (до 20 %), никеля, марганца, молибдена и иных компонентов. Эти примеси придают металлу различные свойства и эксплуатационные качества. Что в результате приводит к сложностям в аргонной сварке нержавейки.
Основными свойствами нержавеющих сталей являются:
- Теплопроводность – она в два раза меньше, чем у низкоуглеродистых сталей. Отток тепла из места аргонной сварки происходит очень медленно, в результате чего рабочая зона может перегреться, возможен пережог. Поэтому сила сварочного тока должна быть на 20 % меньше, чем при работе с иными сталями.
- Коэффициент линейного расширения нержавейки – высокий. Соответственно, изменение длины изделия при нагреве будет значительной, что может привести к его деформации или появлению трещин.
Для предотвращения этого необходимо делать достаточно большие зазоры между соединяемыми деталями, особенно крупными. - Высокое удельное электрическое сопротивление – вследствие чего происходит нагрев стержня электрода. Для получения качественного соединения требуется соблюдать правило – для создания коротких швов использовать длинные электроды, имеющие более высокое сопротивление. При аргонной сварке же больших участков необходимо брать электроды размером 35 см.
Важной особенностью нержавеющей стали является потеря антикоррозийных свойств в месте соединения при нагревании до температуры свыше +500 °С. Причина – в образовании на границе зерен карбидов, которые берут на себя роль анодов. Они и приводят к увеличению скорости межкристаллитной коррозии сплавов.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Для защиты нержавейки от перегрева в процессе сварочных работ используют метод охлаждения аргоном. А для хромоникелевых сплавов – технологию быстрого охлаждения шва.
Процесс сварки алюминия аргоном: пошаговая инструкция
Главным для начинающих, осваивающих эту технологию, является строгое выполнение несложных правил:
- Для создания ровного шва заготовки предварительно прихватываются с обеих сторон.
- Присадочную проволоку подают после появления сварочной ванны. Важно не промедлить, чтобы не прожечь в металле дырку.
- При сваривании алюминия аргоном длину дуги выдерживают на уровне 3 мм.
- Электрод располагают под углом 80⁰, а проволоку перпендикулярно к нему. Для предотвращения разбрызгивания алюминия ее подают плавно, без рывков.
- Если сваривается тонкий алюминий, электрод ведут вдоль стыка без поперечных движений. При работе с заготовками толще 3 мм допускаются зигзагообразные колебания.
- Технология сваривания аргоном предусматривает движение проволоки перед электродом.
- Шов завершается нажатием кнопки на аппарате, которая включает таймер затухания дуги.
- Положение горелки не меняют до окончания продувки аргоном.
- У правильно сделанного шва поверхность получается ребристой без пор и трещин.
Освоив технологию аргонодуговой сварки алюминия можно неплохо зарабатывать. За 1 см такого соединения платят 45 и более рублей. Но чтобы стать востребованным специалистом придется сначала потренироваться, чтобы научиться создавать надежные швы.
Преимущества аргонной сварки нержавейки
При выборе варианта проведения сварочных работ по нержавеющей стали аргонная сварка имеет ряд преимуществ, которые обусловлены технологией, а именно:
- Для получения ровного шва с равномерным проплавом на всю глубину необходимо защитить металл в процессе работы от воздействия воздуха. Это помогает сделать аргон, создающий специальную атмосферу вокруг места работы, вытесняющую N2 и O2.
- Данный метод помогает соединить сложные по форме детали без изменения их конфигурации благодаря низкой теплопроводности нержавеющей стали. Прогреву подвергается только небольшая область около шва. С одной стороны это хорошо, но с другой – действовать надо очень осторожно, чтобы не произошел пережог.
- Соединение происходит достаточно быстро, поскольку температура дуги высока.
Помимо достоинств, аргонная сварка имеет и недостатки. Для ее проведения необходимо сложное и дорогостоящее оборудование, а также определенный опыт работы, знание материала и процесса.
Преимущества и недостатки
К очевидным преимуществам метода относят:
- Высококачественный и прочный шов
- Малая степень нагрева заготовок позволяет сваривать без деформаций конструкции сложной формы.
- Возможность сваривать химически активные в нагретом состоянии материалы, которые бывает затруднительно или невозможно соединить другими способами.
- Повышение скорости работы благодаря высокой температуре дуги.
Кроме перечисленных достоинств, у метода есть и недостатки:
- Сложность аппаратного комплекса и его настройки
- Высокие требования к квалификации и навыкам сварщика
Недостатками данной технологии являются:
- использование сложного сварочного оборудования;
- необходимость в специальных знаниях и достаточном опыте выполнения подобных работ.
Аргонодуговая сварка дает возможность делать прочные и долговечные швы, отличающиеся высокой равномерностью проплавки свариваемых заготовок. Она позволяет сваривать как тонкостенные, так и толстостенные конструкции из цветных металлов в разных их комбинациях.
Использование сварки аргоном позволяет получать качественные и надежные сварные соединения, характеризующиеся равномерной проплавкой соединяемых деталей. Применяя аргонодуговую сварку плавящимся электродом, можно сваривать детали из цветных металлов небольшой толщины даже без применения присадочной проволоки.
Как настроить аргонную сварку по нержавейке: нюансы подготовки
Важным этапом, влияющим на конечный результат, является процесс подготовки нержавейки для последующей аргонной сварки:
- Тщательно обработать края деталей металлической щеткой, наждачной бумагой или провести автоматическую шлифовку.
- Обезжирить ацетоном, спиртом или бензином.
- Расположить свариваемые детали с зазором на расширение.
- Подогреть края деталей до +200…+300 °С при проведении работ по тонкой нержавейке. Это поможет снизить напряженность металла и избежать трещин.
Следующий этап – подбор присадочного материала или проволоки. Легирующих добавок в ней должно быть больше, чем в предназначенной для сваривания нержавейке. Сечение же проволоки подбирается исходя из толщины соединяемых деталей.
Технология аргонной сварки неплавящимся электродом из вольфрама
С помощью вольфрамового электрода аргонной сваркой соединяют детали с тонкими стенками (тонкостенные). Метод этот называется TIG-сваркой.
Для работы применяют два вида аппаратов: постоянного или переменного тока. Через горелку со вставленным электродом из вольфрама подается аргон. Шов формируется за счет плавки присадочной проволоки, которую подают вручную. Горелку перемещают также вручную, держа строго под углом 70–80° к шву.
VT-metall предлагает услуги:
Движение горелки идет вдоль линии соединения, без поперечных перемещений. Таким образом формируется стабильная сварочная ванна, исключающая попадание атмосферного кислорода и взаимодействие его с металлом. Рекомендуется одновременная подача аргона как с лицевой, так и с изнаночной стороны шва. Несмотря на больший расход газа, качество соединения будет выше.
Электрод не должен соприкасаться с поверхностью нержавейки. Для разжигания дуги используют угольные или графитовые пластинки, а затем ее переносят на металл. Делается это для предотвращения оплавления электрода и отсутствия следов на сварочном шве.
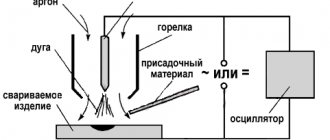
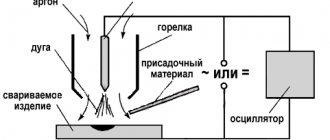
Принцип работы сварочного оборудования
В состав сварочного оборудования входят:
- Сварочный аппарат любого типа для дуговой сварки, у которого напряжение холостого хода: 60-70 вольт.
- Контактор силовой, с помощью которого напряжение будет подаваться от сварочного аппарата на горелку.
- Осциллятор. Этот прибор преобразует сетевое напряжение 220 вольт и частотой колебания 50 Гц в напряжение 2000-6000 вольт с частотой 150-500 кГц. Эти параметры электрического тока позволяет легко зажечь дугу.
- Устройство обдува зоны сварки аргоном.
- Горелка керамическая.
- Баллон для аргона, он с горелкой соединяется через редуктор и шланг.
- Электрод неплавящийся и присадочная проволока.
Как работает аргонная сварка, можно посмотреть видео, но принцип таков. Сначала производится настройка сварочного режима и очистка соединяемых металлов. В правую руку берется горелка, в левую присадочная проволока, она не подключена к электроэнергии. На рукоятке горелки есть специальная кнопка, с помощью которой можно подавать защитный газ в зону сваривания. Включается подача газа за 20 секунд до начала производства сварочных работ.
https://www.youtube.com/watch?v=TlFlVegc40U
Горелку нужно опустить так, чтобы между неплавящимся электродом и свариваемыми поверхностями осталось маленькое расстояние – в пределах 2 мм. Кстати, электрод вставляется в горелку таким образом, чтобы из нее торчал конец длиною не более 5 мм. Внутри горелки есть защелка, в которую вставляется электрод любого диаметра.
Включается сварочный аппарат, и напряжение подается на электрод. Между ним и стыкуемыми металлами возникает дуга. Из сопла горелки в это время подается аргон, который собой покрывает зону сваривания. Сварщик в сварочный стык подает присадочную проволоку, которая под действием электрической дуги расплавляется и покрывает собой зазор между деталями. При этом производится медленное движение вдоль шва.
Нельзя зажигать электрод при помощи соприкосновения его со свариваемыми металлами. Для розжига специально используется осциллятор, как это показано на видео.
Аргонная сварка нержавейки полуавтоматом
Аргонная сварка полуавтоматом значительно упрощает процесс, увеличивает его скорость, а также повышает качество сварочного шва. Чаще полуавтомат используют для соединения деталей большой толщины.
Существует несколько особенностей проведения аргонной сварки нержавейки с помощью полуавтомата:
- использование никельсодержащей проволоки;
- расходование вместе с аргоном углекислого газа при соединении толстых деталей – кромки шва смачиваются газом, уменьшая нагрев, что ведет к смягчению всего процесса;
- применение трех способов соединения: с короткой дугой, с технологией струйного переноса или импульсный метод.
Считается, что наибольший контроль процесса происходит при импульсной сварке, когда подача проволоки в рабочую зону происходит толчками. При этом снижается ее расход, что немаловажно по причине высокой стоимости. Сокращается площадь нагревания металла. Уменьшается его разбрызгивание.
Это приводит к снижению времени последующей окончательной обработки поверхностей рядом со сварочным швом, поскольку брызги расплавленного металла отсутствуют.
Какое оборудование применяют для аргонной сварки нержавейки
Для аргонной сварки нержавейки необходимы:
- Инверторный источник сварочного тока (сварочный инвертор) – является источником питания сварочной дуги, обеспечивающим ее стабильное горение. Его выбор зависит от объема работ и свойств металла. Специалисты советуют для нержавейки применять источник, функционирующий на выпрямленном токе.
- Осциллятор – электронное устройство, поддерживающее и стабилизирующее сварочную дугу при использовании неплавящегося электрода из вольфрама.
- Горелка и токопроводящий узел – включают форсунку для газа и неплавящийся электрод.
- Аргон или его смеси с иными газами – подается из баллонов, где находится под давлением.
- Неплавящиеся электроды – в настоящее время на рынке широко представлены электроды для аргонной сварки нержавейки, стойкой к коррозии. Выбор зависит от шва и свойства материала.
- Присадочная проволока – выбирается в зависимости от марки нержавеющей стали.
- Спецодежда – роба, рукавицы и маска. А также средства для обработки нержавейки – обезжириватель и металлическая щетка.
Особенности аргонодуговой технологии
Как и сварочная дуговая, технология сварки в среде аргона основана на расплавлении области соединения металлов с помощью электрической дуги. Она может проводиться с помощью расплавляющихся и неплавящихся электродов.
Неплавящимися электродами обычно служат изделия из вольфрама, т. к. он отличается своей тугоплавкостью и выдерживает температуру металлического расплава. Официальное обозначение сварки неплавящимися вольфрамовыми электродами в среде нейтрального газа —TIG.
В этом случае зону соединения металлов заполняют присадочным материалом. Для этого используют металлическую проволоку, изготовленную из сплава, легированного теми же элементами, что и свариваемый металл. Главное правило при ее выборе — не ухудшить свойства основного металла шва. Поэтому важно:
Процентное содержание легирующих элементов в присадочной проволоке не должно быть меньше, чем в соединяемых металлических деталях.
Диаметр проволоки подбирают в соответствии с параметрами сварного шва и толщиной изделия.
При использовании плавящихся электродов в качестве их материала применяется проволока или пруток, которые также по требованиям к химическому составу должны соответствовать основному металлу изделий и при расплавлении не должны ухудшать его свойства.
Аргонодуговая сварка с поддувом может проводиться тремя способами:
- в полном автоматическом режиме;
- в режиме автоматической подачи проволоки;
- в ручном режиме проведения процесса.
При автоматическом режиме весь сварочный процесс полностью автоматизирован: и управление движением электрода, и подачу присадочной проволоки осуществляет автомат.
При полуавтоматическом режиме сварочным аппаратом управляет человек, а подача присадочной проволоки регулируется автоматически.
В ручном режиме весь сварочный процесс проводится сварщиком.
Нейтральный газ в сварочной зоне выполняет две функции. Он служит защитной средой от агрессивного действия компонентов воздуха и регулирует прохождение импульса тока через ионизацию дугой.
При аргонодуговой сварке эти функции обеспечивает газ аргон. Он предотвращает расплавленный металл сварного шва от взаимодействия с компонентами воздуха, т. к. значительно тяжелей воздуха (на 38%) и поэтому выдавливает его из сварной зоны, заполняя рабочее пространство и надежно изолируя расплав от контакта с атмосферной средой.
Для каких целей применяется защитная среда? Дело в том, что при достижении высоких температур многие высоколегированные стали и сплавы цветных металлов легко вступают в реакцию с кислородом и азотом, присутствующих в составе воздуха, образуя соединения, которые вредят их прочности и лишают устойчивости к коррозии. Аргон — нейтральный газ, он не реагирует на компоненты разогретых металлических сплавов, поэтому служит своеобразной завесой, препятствующей контакту разогретого металла с воздухом, предотвращая его взаимодействию с агрессивными газами воздуха.
Иногда, особенно при ванной сварке, для исключения образования пористости сварного металла к аргону добавляется небольшой объем кислорода (3-5%). Он берет на себя роль чистильщика жидкого расплава, взаимодействуя с его поверхностными вредными включениями, которые в дальнейшем выгорают или всплывают на поверхность расплава в виде шлаков.
Кроме того, инертный газ имеет повышенную склонность к ионизации, а это влияет на характер прохождения направленных электронов сварной дуги к поверхности металла, а, следовательно, и параметры силы сварного тока.
Настройка аппарата и тонкости аргонной сварки труб из нержавейки
Создание трубопроводов из нержавейки требует соединения его частей. Особенностью таких сварочных работ является необходимость защиты шва газом внутри трубы.
Для этой цели используют метод заглушки одного конца соединяемой трубы подручными материалами:
- бумагой;
- поролоном;
- резиной;
- тканью или пр.
В заглушку вставляют трубку, необходимую для подачи аргона. После чего конструкция закрепляется скотчем. Аргон подают под небольшим давлением, которое определяется путем визуального осмотра. Главным критерием служит отсутствие расплавленного металла в выдуваемом из трубы воздухе.
Самодельная, но удобная конструкция поможет сделать сварочный шов ровным и качественным.
Для соединения нержавейки толщиной в 3 мм аппарат настраивают на ток в 65 А. Заварка кратера шва должна длиться 3 секунды. А подача аргона после завершения работы – 4 секунды.
Итоговые рекомендации специалистов по аргонной сварке нержавейки
Использование аргонной сварки для нержавейки требует опыта и знаний, которые можно получить у специалистов в данной области – профессиональных сварщиков.
Вот несколько их рекомендаций:
- Работать нужно, держа электрод на самом малом расстоянии от металла, но не прикасаясь к нему. При этом образуется минимально возможная дуга. Делается это для улучшения качества шва. Поскольку длинная дуга не будет прогревать шов по глубине, в результате чего он будет расширяться.
- Подавать проволоку необходимо ровно, стараясь держать ее в зоне действия аргона. Это поможет избежать окисления при ручной аргонной сварке.
- Оценить качество проплава можно по форме наплывов, появляющихся в результате плавки присадочной проволоки. Вытянутая вдоль шва форма говорит о хорошем качестве. А круговой или овальный наплыв расскажет о недостаточном или неполном проплавлении.
- Постепенно снижать величину тока, приближаясь к окончанию шва. Необходимо избегать резкого отрыва дуги для повышения уровня защиты горячего шва и, соответственно, его качества.
Метод аргонной сварки хоть и считается сложным, однако таковым не является. Он не намного труднее обычного. Его можно освоить в достаточно короткие сроки, а профессионализм придет с опытом. Стоимость же дополнительного оборудования с лихвой окупится возможностью, помимо нержавейки, варить медные, алюминиевые или бронзовые детали, а также их сплавы.
Необходимое оборудование, расходные материалы и защита
Планируя заняться аргоновой ручной сваркой дома (автоматические аппараты в домашних условиях, как правило, не применяются), следует заранее запастись всем необходимым:
- баллон для газа. Для аргона используются специализированные баллоны, отличие от кислородных и пропановых – в расцветке. Они имеют характерный серебристо-серый цвет;
- редуктор для уменьшения давления сжиженного газа. Может быть специализированным или универсальным;
- шланг высокого давления (от баллона к редуктору) и аналогичный или менее прочный – от редуктора к сварочной горелке;
- сварочный аппарат, предназначенный для работы с неплавящимися электродами;
- электроды подходящей марки в необходимом количестве;
- инструменты и приспособления для подготовки металла к свариванию;
- защитная одежда и приспособления.
Важно понимать, что очень значима совместимость баллона, шланга и редуктора. Производители, чтобы избежать путаницы, стараются выпускать редукторы и баллоны в одном цвете и со схожей маркировкой.
Подробнее об оборудовании
Обратите внимание – приведенная ранее информация о цвете баллона для аргона (серебристо-серый) относится к ЧИСТОМУ (специально подготовленному) газу.
Также необходимо уделять внимание маркировке самого баллона и его состоянию.
Особенно тщательно следует изучать состояние резьбы и уплотнителя, поскольку от этого зависит работоспособность баллона в целом и безопасность его использования.
Редуктор желательно использовать с ротаметром (одним или двумя), то есть датчиком и регулятором расхода газа. Два ротаметра необходимы в том случае, если газовым баллоном будут одновременно пользоваться два сварщика. Наличие ротаметра позволяет рационально расходовать как сам газ, так и вольфрамовые электроды – ведь при чрезмерном давлении газа они сгорают гораздо быстрее.
В отношении электродов необходимо придерживаться общего правила, касающегося типа сварки (переменным или постоянным током).
Диаметр изделия подбирается в зависимости от того, какой толщины металл предполагается сваривать.
То же самое касается требуемой силы тока сварки.
Последний параметр, как и возможность использовать разные диаметры электродов, сильно влияет на выбор сварочного аппарата.
Рассматривать нюансы выбора конкретной модели аппарата в рамках этой статьи мы не будем, поскольку тема слишком обширная.
Подготовка деталей
Чтобы сваривать любой металл, его необходимо предварительно подготовить к работе. Эта процедура включает несколько этапов:
- правка деталей. Зачастую детали, которые необходимо сварить, деформированы. Следует восстановить базовую форму, в противном случае стыковка для сваривания может оказаться невозможной или сильно затрудненной. Правку выполняют вручную или с помощью автоматического оборудования, «на холодную» или в подогретом (с помощью газовой горелки) состоянии. Выбор конкретного метода зависит от особенностей детали, ее состояния и возможностей мастера;
- зачистка поверхностей. С детали необходимо удалить скорродировавший слой, любые лако-красочные покрытия. Обычно это делается с помощью ручной шлифовки или зачистки проволочной насадкой дрели/шлифмашины;
- разметка и резка. Разметку в домашних условиях производят только вручную, резку осуществляют болгаркой или специальной пилой по металлу (в том числе с помощью электролобзика). Для тонкого листового металла можно использовать ножницы. Возможна также термическая резка – с помощью газового резака, электрической дуги и так далее;
- подготовка кромок к работе. В зависимости от того, какой толщины металл планируется сваривать, применяют прямые, V-образные и X-образные кромки. До любого состояния обрезанную механически или термически кромку детали нужно довести с помощью подходящего ручного инструмента. При этом лучше использовать «холодные» методы обрезки, поскольку после термических чистота реза для образования фаски или ровной поверхности может оказаться недостаточной. Дополнительно кромки могут зачищаться от оксидной пленки с помощью проволочной щетки или шлифовальной насадки.
Еще один важный момент – удаление пятен масел, жиров и других органических и неорганических загрязнений. Их убирают соответствующими растворителями.
Последний этап подготовки – сборка деталей в требуемом положении. Для этого часто используют разнообразные стенды, кондукторы и прочее. Особенно внимательно следует относиться к свариванию труб и других полых деталей, стыкуемых по кромкам.
Виды кромок для сваривания: 1 – прямые кромки, 2 – простые V-образные, 3 – сложные V-образные, 4 – Х-образные
Сборка деталей должна осуществляться с учетом значительного повышения температуры в зоне сварки – деревянные и иные легко воспламеняющиеся материалы для сварочного стенда использоваться не могут.