Недаром есть выражение «чугун – хлеб промышленности». Первый раз такое произносили еще в начале XX столетия. На протяжении прошедшего века появилось множество сортов, да и качество обработки заметно повысилось. Сегодня этот материал широко используется для производства самых разных вещей, что объясняется высоким уровнем износостойкости. Но с течением времени даже такой прочный металл начинает утрачивать свои качества. Тогда в дело вступает сварка с использованием газа аргона.
Ранее, чтобы добиться получения качественного шва на долгое использование изделий, уходило много сил, да и работа была очень тяжелой. Сегодня процесс по-прежнему сложен в реализации, зато теперь он стал доступен домашним мастерам.
Особенности технологии свариваемых изделий из чугуна
Соединение изделий из чугуна осуществляется таким же образом как в случае с другими металлами. При этом структура самого сварного шва идентична с основным материалом. Технология сварки в обязательном порядке включает предварительный нагрев с последующим неторопливым охлаждением.
Когда свариваемые чугунные детали находятся на стадии предварительного нагрева, структура металла меняется, что приводит к выделению графита. Итогом этого становится повышение пластических свойств материала. Если сварка выполняется с применением электрода из графита, это позволяет избежать попадания в шов металлических примесей. Помимо него в ход идут специальные чугунные пластины, а также порошковая проволока.
По окончании ТИГ сварки соединенные заготовки необходимо в обязательном порядке охлаждать. Сложность всей процедуры в том, чтобы не допустить резкого снижения температуры – все должно проходить в постепенном режиме. Причем если просто оставить детали при комнатной температуре, далеко не всегда можно достичь нужного эффекта. Именно по этой причине применяются различные изоляционные материалы. Ими закрываются заготовки и оставляют остывать на какое-то время. Или же можно просто засыпать их полностью песком, что применяется многими домашними мастерами.
Холодная процедура
В условия промышленности активно используется методика холодной сварки чугуна, которая не требует предварительного прогрева. Существует несколько разновидностей, но зачастую используется три вида, исходя из материалов электродов:
- сталь;
- цветные металлы;
- низкоуглеродистая сталь.
Такая разновидность хороша тем, что заметно упрощает изготовление чугунной продукции, сразу исключив два этапа. Соответственно и стоимость будет ниже. Вдобавок предварительный прогрев требует привлечение специального оборудования.
Соединение чугунных заготовок аргоном холодным методом обладает одной особенностью – процесс необходимо вести током с малой величиной. Это не допустит смешивания всех элементов в сварном соединении. Помимо этого, с металла снимается остаточное напряжение, что обычно разрушает сварной шов. Ко всему прочему газовая среда выступает в качестве определенного защитного барьера. Вероятность обретения чугуном хрупкости сводится к минимуму.
Особенности материала
В составе чугуна содержатся железо, углерод в количестве не менее 2,14% и примеси. Материал имеет высокую твердость, но низкую ковкость и пластичность, из-за чего он является хрупким. Среди дополнительных веществ выделяют:
- кремний;
- марганец;
- сера;
- фосфор;
- дополнительный присадки.
В качестве металлов для легирования используют вещества:
- хром;
- никель;
- ванадий;
- алюминий.
Металл имеет плотность при нормальных условиях 7200 кг/м3, его применяют в литейной промышленности при изготовлении станин для станков, а также крупных деталей. Плавление чугуна происходит при температуре 1200°С, при этом углерод в составе не успевает проникнуть в глубину материала, а располагается в основном на поверхности. Такой эффект делает металл хрупким.
Виды чугуна
Материал классифицируют на следующие типы:
- Белый чугун. В данном виде углерод имеет состояние цементита, при этом на срезе наблюдается белый оттенок и блеск характерный для металлов. Чугунное литье такого типа является износостойким, жаростойким и защищенным от коррозии. Применяется для переплавки в сталь.
- Серый чугун содержит углерод в виде пластинчатого графита. На срезе имеет серый оттенок, без явного блеска. Применяется при изготовлении деталей с нагрузками на сжатие.
- Ковкий чугун представляет собой белый тип после термической обработки, в результате чего графит в составе принимает форму хлопьев. Данные условия делают материал пластичным и вязким. Применяется при изготовлении деталей сложных конфигураций.
- Высокопрочный тип содержит углерод в сферической форме, при этом металлическая основа не подвергается разрыву в структуре. Применяется в машиностроении для изготовления ответственных деталей высокой прочности.
Свариваемость чугуна и другие свойства
При соединении частей чугуна при помощи сварки возникают некоторые трудности, связанные с его характеристиками. При достижении критической температуры может произойти течение металла, в результате чего он вытекает из места шва. Сгорание графита и газообразование приводит к появлению трещин в металле, а также к некачественному шву с порами. Такие явления делают чугун трудно свариваемым материалом.
Подготовительный этап
Данная процедура нуждается в более тщательном и внимательном отношении, нежели при соединении других металлов. Это обусловлено качествами самого чугуна – он склонен к разрушению и образованию трещин.
В ходе подготовки выполняются следующие операции:
- Края соединяемых деталей следует хорошо очистить от загрязнений – грязи, ржавчины, шлака.
- Имеющиеся трещины распиливаются, иначе она закроется только сверху, а в глубине металла останется слабая структура.
- Проводится разделка кромок по всей длине шва со скосами под углом в 45°, а острые грани закругляются. Такая мера обеспечивает равномерный нагрев.
- Изделия помещаются на графитовые подкладки, которые позволяют избежать утечки расплавленного металла, а сами изделия не будут деформированы.
При наличии незначительных масляных загрязнений они убираются органическим растворителем либо выжигаются с использованием газовой горелки.
Технология сварки
В принципе, варить чугун аргонодуговой технологией нужно точно так же, как и другие металлы. Никаких отклонений или технологических нюансов. Важно правильно настроить сварочный аппарат, который должен выдавать ток силой 40-80 ампер. Разброс величины достаточно большой, потому что в таком диапазоне можно варить детали разной толщины. Оптимальный показатель достигается опытным путем, при котором при сварке металл не трещит.
Сам процесс сварки можно проводить в двух направлениях: горелка движется впереди присадочного прутка или наоборот. Это не нарушает качество шва. Если свариваются две толстые заготовки, то, во-первых, делается Х-образная кромка, во-вторых, сам шов проваривается с двух сторон.
Есть несколько моментов, на которые необходимо обращать внимание, сваривая чугун аргонодуговой сваркой ТИГ.
- Погружать сварочный присадочный стержень в сварную ванну можно после того, как он хорошо нагреется.
- Лучше, если присадка из зоны сваривания не будет выноситься в процессе всего процесса. Но это не критично, потому что после заполнения ванны расплавленным металлом приходится его равномерно распределять по всему зазору, образовывая сварной шов. Именно в это время присадочный элемент там будет только мешать. Но на это уходят доли секунды, так что пруток не успевает остыть.
- Сварка неплавящимся электродом в аргоне должна проводиться непрерывно. Насколько это возможно. Если по каким-то причинам процесс был на время приостановлен, новый шов надо накладывать на край старого, уже остывшего.
- Долго держать пламя горелки на одном месте не допускается. В процессе сильного нагрева чугуна из него начинает испаряться углерод, что приводит к отбеливанию металла. Он становится прочным и твердым, то есть, снижаются его сварные характеристики.
- Лучше всего, если сварку чугуна в аргонном защитном слое проводить в нижнем положении. Таким образом, расплавленный металл не будет вытекать из сварной ванны под действием своего веса и под действием давления самого защитного газа.
- Если свариваются две большие и толстые чугунные заготовки, то зазор между ними будет достаточно большим. Поэтому наплавку производят в несколько слоев. При этом концом присадочного прутка необходимо периодически помешивать содержимое сварочной ванны, чтобы внутри расплавленного металла не образовались поры. Именно таким способом удаляются растворенные в металле газы.
Используемые материалы и оборудование
Для соединения чугунных заготовок понадобится как соответствующие материалы, так и главный инструмент процедуры – специальное оборудование. Без всего этого работу просто невозможно выполнить.
Присадочный материал
Это необходимая атрибутика для сварки чугуна аргоном, без которой просто не обойтись и поэтому выбор присадок имеет первостепенное значение. Широкое распространение получили чугунные прутки. Причем те, у которых отсутствует наружное покрытием.
Самыми популярными марками присадок для соединения чугунных изделий в среде аргона являются:
- «А» – соответствует горячей сварке.
- «Б» – указывает на принадлежность к горячей ТИГ сварке с использованием локального прогрева заготовок.
- «НЧ-1» – обозначение соединения тонких изделий из чугуна посредством полугорячей сваркой.
- «НЧ-2» – применимы к полугорячей сварке чугунных изделий с толстыми стенками.
- «БЧ, ХЧ» – для сварного шва с высокой стойкостью к износу.
Также для аргонной сварки ТИГ допустимо использовать никелевые присадки. Ниже в таблице представлены марки данной разновидности присадочного материала с перечислением свойств и состава.
| Марка | Механические свойства | Химический состав | ||
| Предел текучести, Па | Предел прочности, МПа | Удлинение, % | ||
| OK TIGROD 19.82 | 800 | 500 | 35 | C |
| OK TIGROD 19.85 | 700 | 425 | 44 | C -67,0 |
| OK TIGROD 19.92 | 500 | 300 | 27 | C-0,02, Mn-0,4, Cu-0,1, Ti-3,0, Al-0,1, Ni ->93,0 |
Диаметр присадочного прутка подбирается, исходя из толщины чугунных изделий – он должен быть в два раза меньше размера стенок.
Оборудование
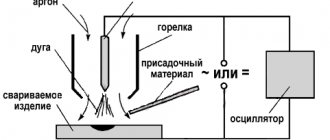
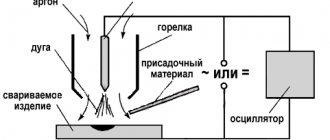
Для сваривания изделий из чугуна в среде газа используется аргонодуговой аппарат. Данная разновидность оборудования включат два режима сварки:
- электрическая;
- газовая.
В итоге неразъемное соединение приобретает необходимо качества для дальнейшей долговременной эксплуатации. При этом в продаже можно встретить разнообразие моделей автоматического или полуавтоматического типа.
Полуавтомат с использованием инвертора дает качественный шов. Однако перед работой заготовки необходимо предварительно нагреть до температуры не менее 300 °C. Далее остается внести необходимые настройки – задать силу тока, скорость подачи присадки и тока. Инструкция по эксплуатации оборудования содержит сведения касательно напряжения, которое предусмотрено к конкретному случаю.
При использовании автоматических приборов предпочтение отдается порошковым присадкам. Участие человека в процессе сварки сводится лишь к установке аппарата на место сварного соединения, а все остальное он способен сделать самостоятельно.
Присадка для сварки чугуна аргоном — Справочник металлиста
Чугун – это сплав железа и углерода. Он имеет различные свойства, в зависимости от состава. углерода в сплаве колеблется от 2до 6%. Он делает чугун прочным материалом, плохо поддающимся деформации, ковке, а также сварке.
Не зря чугун считают одним из самых трудносвариваемых. Без предварительной подготовки детали невозможно надежно сварить швы этого сплава без дефектов. Поэтому важно выбирать правильный сварочный аппарат, припой.
Ну и, конечно, только соблюдение технологии сварки, позволит сделать по-настоящему качественный шов.
Сварка чугуна аргоном
Что такое чугун? Это сплав железа и углерода, в котором последний может быть представлен в виде графита или цементита (Fe3C). Если в производстве используется графит, то получается серый чугун, который хорошо поддается обработке и сварке.
Если цементит, то получается белый чугун, который варить нельзя. Просто не получится. Сам сварочный процесс может производиться практически любыми технологиями.
Нас в этой статье будет интересовать сварка чугуна аргоном с применением неплавящегося вольфрамового электрода (TIG).
Но перед тем как начать с ней разбираться, необходимо сказать о том, что существует три основных направления сваривания.
- Свариваемые чугунные детали соединяются между собой чугунным швом.
- То же самое, только шов будет из низколегированной стали.
- И последний – шов из цветных металлов.
То есть, получается так, что аргонная сварка чугуна (ТИГ) может производиться с применением разных по составу присадочных элементов.
Но надо обязательно добавить, что сама аргонная технология сваривания чугуна обязательно включает в себя предварительный нагрев заготовок. Хотя все чаще появляются присадки, с помощью которых можно варить чугун и без нагрева.
В зависимости от того, до какой температуры будут нагреваться чугунные детали, зависят и разновидности сварки чугуна. Их также три.
- Горячая сварка, когда заготовки нагреваются до 600С.
- Полугорячая – до 400С.
- Холодная – вообще не нагреваются.
Процедура сварного соединения чугуна
Для получения качественного сварного шва следует строго придерживаться определенной технологии:
- первым делом подготовить соединяемые изделия.
- Настроить режим сварки.
- Правой рукой вооружиться горелкой, а левой взять присадочную проволоку.
- Газ из горелки следует подать за 20 секунд до начала процесса.
- Между швом и электродом следует выдерживать расстояние в 2 мм.
- Включить аппарат – на электрод тут же поступает напряжение, из-за чего возникнет электрическая дуга.
- В область сварного соединения подается аргон. Присадка начнет плавиться и в жидком виде начнет заполнять пустоту между соединяемыми изделиями.
- После формирования сварного шва нужно дать заготовкам остыть.
Только придерживаясь технологии, а также соблюдая технику безопасности, можно получить качественное сварное соединение, которое прослужит долгое время. А благодаря аргону шов не покроется трещинами и порами.
Для наглядности в сети можно найти подходящие ролики, где видно, что у кого-то работа получается. К примеру, на этом можно увидеть, как выполняется процесс с использованием аргона.
Важные рекомендации
Выполняя сварочные работы в среде аргона, не стоит скидывать со счетов ряд моментов:
- Половину всей процедуры занимает Подготовка и как раз от нее зависит качество сварного соединения
- Соединяемые чугунные изделия необходимо предварительно прогреть любыми подручными средствами.
- Шов следует делать короткими отрезками по 25-30 мм.
- Плавная подача присадочной проволоки позволит избежать появления брызг.
- В ходе сварки горелку необходимо все время перемещать, не задерживая ее на месте. Иначе произойдет перегрев металла, что повлечет за собой сильное испарение углерода. Свариваемость ухудшится, а твердость будет не по всему шву, а в локальных пределах.
- Сварку оптимально проводить в нижнем положении, что убережет от утечки расплавленного металла из сварного шва.
Иной раз даже у качественно шва может наблюдаться остаточное напряжение. Это оказывает отрицательно влияние на долговечность заготовок. Снять его можно постукиванием по уже остывшему шву молотком на всей его протяженности.
Присадка для сварки чугуна аргоном
Сварка чугуна – процесс непростой и требующий определенных навыков и применения специальных технологий. Каждый, кто сталкивался с такой задачей, знает, насколько сложно бывает добиться высокого качества сварного шва, сделать его физические характеристики точно такими же, как и у основного материала изделий.
Во многих случаях шов или «закаляется» (то есть становится слишком прочным, что усложняет дальнейшую обработку детали), или в нем появляются поры и трещины, приводящие к его быстрому разрушению.
Избежать таких последствий помогает сварка чугуна аргоном, признанная одним из самых надежных способов получения сварного шва требуемого качества.
Особенности технологии сварки чугуна аргоном
Применение такой технологии, как сварка чугуна аргоном позволяет получить сварной шов, материал которого по своим характеристикам абсолютно идентичен основному материалу деталей или максимально приближен к нему. Для того чтобы добиться такого результата, процесс включает в себя этап постепенного прогрева свариваемой зоны и последующего ее охлаждения.
Прогревание детали позволяет изменить структуру чугуна – в результате такой процедуры на его поверхности выделяется графит, и пластические свойства материала повышаются.
А для того чтобы в сварной шов не попадали посторонние металлы, в процессе сварки используют графитовые электроды или прутки.
Кроме того, для сварки такого типа можно применять специальные пластины из чугуна или порошковую проволоку.
После того, как процесс сварки будет завершен, полученное изделие необходимо охладить. В данном случае недопустимо резкое снижение температуры (например, использование для охлаждения воды) – процесс должен быть постепенным.
Даже простое оставление детали в условиях комнатной температуры не всегда помогает добиться требуемого эффекта. Поэтому во многих случаях остывание детали происходит с применением особых изоляционных материалов, которыми покрывают изделие, или песка, которым полученную сварную деталь засыпают.
Такой метод сварки наиболее часто применяется в домашних условиях.
Что касается промышленной сварки чугуна аргоном, то здесь большое распространение получила также холодная сварка чугуна – то есть сварка чугунных деталей без предварительного их прогрева. В настоящее время существует не один десяток вариантов подобной сварки, но чаще всего применяются три из них:
- сварка с использованием стальных электродов;
- сварка с применением электродов из цветных металлов;
- сварка, в процесс которой вовлекаются электроды малого диаметра, содержащие в составе минимальный процент углерода.
Применение холодной сварки позволяет упростить (а значит, и удешевить) всю процедуру изготовления изделия, выпустив из него сразу два этапа.
Кроме того, правильный подогрев детали до нужной температуры требует вовлечения в процесс специального оборудования.
Сварка чугуна с применением аргона имеет и еще одну особенность: она должна вестись на небольших сварочных токах – это позволяет свести к минимуму возможность того, что элементы, составляющие сварочную ванну, перемешаются.
Также малый ток помогает снять остаточное напряжение металла, которое впоследствии может привести к разрушению сварного шва. Защита сварочной ванны аргоном и при горячей, и при холодной сварке чугуна позволяет при этом справиться с таким «минусом» чугуна, как его хрупкость.
Основные моменты сварки чугуна аргоном в домашних условиях
Сварка чугунного изделия под защитой аргона позволяет оградить всю зону сварки от воздействия воздуха, а значит, и от появления на ней окислов.
Как известно, аргон тяжелее воздуха, и в процессе сварки он надежно обволакивает чугунное изделие, не допуская к нему не только кислород, но и другие газы, из-за которых в сварной ванне могут появляться пузырьки, впоследствии преобразующиеся в поры в сварном шве и снижающие его качество в разы.
При сварке чугуна аргоном в домашних условиях важно соблюдать некоторые основные правила:
- Перед началом сварки поверхность чугунной детали необходимо хорошо очистить от любых загрязнений – это даст гарантию, что в сварном шве не окажется посторонних веществ.
- Лучше использовать предварительный нагрев детали – в домашних условиях для этого можно использовать различное подручное оборудование. Также не забудьте о том, что деталь должна остывать постепенно.
- Весь процесс сварки должен происходить при небольших показателях тока.
- Сварка ведется короткими участками – максимальная длина одного «отрезка» должна составлять примерно 2,5 см.
И еще один совет от профессионалов: даже при сварке на малых токах в материале изделия остается остаточное напряжение, которое может негативно сказаться на долговечности сварного шва. Для того чтобы снять это напряжение, можно не слишком сильно простучать сварной шов молотком.
Сварка чугуна полуавтоматом
Наверняка я многих людей есть полуавтоматический сварочный аппарат. Часто такие люди задаются вопросом, как сварить чугун полуавтоматом и можно ли вообще это осуществить? Прежде всего Вам нужно знать, что чугун представляет собою сплав железа с углеродом. углерода в чугуне составляет не менее 2,14%. Кстати, углерод присутствует и в стали.
Примечательно, что в природе чистого металла практически не существует, поэтому в стали, какой бы чистой она не была, в ней есть процент углерода. Он составляет не более 2,14%.
Сварка чугуна в аргонной среде
В природе чугуна не существует. Чугун — это сплав, выведенный людьми. Взяв во внимание то, что чугун содержит много углерода, разумно заключить, что он будет хрупким. Несмотря на то, что он является прочным металлом, он в это же время хрупок.
https://www..com/watch?v=c5pR7qBoDXY
Многие люди, которые по много лет работали сварщиками считают, что сварить чугун полуавтоматом нереально. Однако такие люди ошибаются, потому что сваривать чугун полуавтоматической сваркой реально.
Для этого Вам нужно использовать специальную порошковую проволоку, которая позволяет качественно и быстро сварить нужное Вам чугунное изделие. Эта проволока называется ПП-АНЧ-3.
Её лучше всего использовать с подогревом, ведь подогрев способствует наивысшему качеству сваривания.
Также при сваривании используются не окислительные и фторидные флюсы. Такая сварка дает Вам возможность получать качественные швы максимально быстро и с небольшими затратами. На сегодняшний день эта сварочная проволока имеет большой успех в продажах благодаря высокому качеству, потому что многие профессиональные сварщики пользуются только наилучшим сварочным оборудованием.
Как видите, сваривание чугуна полуавтоматической сваркой — это несложный процесс, однако при сваривании чугунных изделий нужно быть внимательными и никогда не допускать перегрева металла, потому что чугун может пустить трещину, а в дальнейшем, может быть, и вовсе расколоться. Поэтому Вам нужно быть внимательными, чтобы не навредить своему изделию.
Помимо того, что Вы можете испортить изделие, Вы можете еще и попросту потратить впустую время, пытаясь что-то сделать после сильного перегрева металла.
Как же лучше быть просто немного внимательнее и избегать многих проблем.
Однако если же все-таки у Вас произошел перегрев металла, Вам нужно его оградить от попадания даже капли воды, то есть ни в коем случае нельзя допускать резкое остывание металла.
Процесс сварки аргонодуговым способом чугуна
Применение данной технологии направлено на получение шва, идентичного по своим физическим и механическим показателям к материалу основы.
Горячая сварка
Для достижения результата важен температурный режим протекания работ.
Равномерный разогрев зоны наложения будущего шва, постепенное снижение температуры по окончании укладки шва – два ключевых условия качественного выполнения работы.
Пластичность высокоуглеродистых сплавов, в отличие от сталей, намного ниже. Поэтому при изменении температуры весьма вероятны дефекты, связанные с разрушением целостности металла вблизи места сварки.
- Предварительный нагрев элемента способствует выделению графита и улучшению пластики металлической основы. Дополнительное применение графитовых электродов, прутков, порошковой проволоки или пластин из чугуна той же марки способствует гарантии однородности по химическому составу сварного соединения.
- После завершения процесса сварки технология получения качественного стыка не заканчивается. Теперь нужно добиться равномерного охлаждения при низких скоростях. В отличие от нержавеющих сталей, которые поливают водой, чугун не потерпит такой методики. Доказано практикой, что даже равномерное остывание при температуре окружающей среды не всегда может дать ожидаемый результат. В таком случае является оправданным применение экзотермических смесей и покрывающих материалов для изоляции поверхности. В домашних условиях или отсутствии специальных материалов их можно заменить сухим просеянным песком.
Холодная сварка
Для повышения рентабельности производства и уменьшения потерь фонда рабочего времени в промышленных масштабах принято применять холодную сварку чугуна аргоном. Предварительный этап подогрева деталей здесь отсутствует.
Основные моменты и рекомендации по аргонодуговой сварке чугуна в домашних условиях
Метод получения качественного шва стал возможен благодаря использованию инертного газа для этой процедуры. Отсутствие окислов, их вредного влияния на протекание процессов в расплаве ванны, повышение качества и механических характеристик при динамических нагрузках, отсутствие пор и пузырьков получены благодаря аргону.
В горелке использован принцип большей на 38% массы аргона, по сравнению с окружающим воздухом. Следовательно, место сварки надежно защищено «падающим» облаком из этого газа. Экономить на расходе аргона при сварке капризного чугуна абсолютно не стоит.
Желательно придерживаться рекомендательных режимов расхода газа из справочной литературы.
Интересная информация.
Для понимания разнообразия использования аргонодуговой сварки нужно знать, что для нее существует множество обозначений: РАД (ручная аргонодуговая сварка), ААД (автоматическая аргонодуговая сварка), ААДП (автоматическая аргонодуговая сварка плавящимся электродом). Международная маркировка способа сварки неплавящимся вольфрамовым электродом обозначается как TIG/GTAW. Сварка чугуна аргоном самый распространенный метод для его соединения и ремонта.
Основные правила применения:
- Чистота поверхности свариваемых элементов обеспечит равномерность и однородность шва, поможет избежать появления непредсказуемых фаз с неопределенными свойствами и влиянием на характеристики шва.
- По возможности и экономической обоснованности лучше использовать горячую сварку. Предварительный нагрев и постепенное охлаждение соединяемых элементов способны уменьшить недостаточность навыков и сноровки при работе с железоуглеродистым сплавом.
- Минимизируйте показатели сварочного тока. Это поможет избежать непрогнозируемых термофизических процессов в толще элемента, подверженного соединению.
- Оптимальная длина шва, наложенного за один раз, не должна превышать 25 миллиметров. В случае необходимости большей длины, используется техника каскадного наложения сварочных швов.
Снятие напряжений, которые возникли в шве при производстве справочных работ, можно произвести, применив молоток и простукивание им вдоль линии сварочного соединения.
Сварка чугуна аргоном – технология
способная решить многие задачи для конструкторов оборудования и ремонтников.
Холодная сварка чугуна – без предварительного нагрева
При технологии холодной сварки (без подогрева) очень важно иметь хороший контроль над сварочной дугой и делать как можно короткие сварочные швы. Самый лучший вариант, чтобы швы были длиной не больше 25 мм. Также очень важно, чтобы они остывали постепенно.
Процессы электродуговой сварки чугуна
· Ручная дуговая сварка электродами
· Аргонодуговая сварка
· Полуавтоматическая сварка
Ручная дуговая сварка чугуна покрытыми электродами
Существует четыре типа электродов, которые могут быть использованы для ручной дуговой сварки чугуна: чугунные электроды, электроды с медной основой, электроды с никелевой основой и стальные электроды. Для использования каждого из этих типов электродов есть свои причины и особенности: обрабатываемость, прочность и пластичность шва после сварки.
При сварке чугунными электродами, необходим разогрев детали до температуры в диапазоне от 120 °C до 425 °C, в зависимости от размера детали. Обычно чугунные электроды бывают диаметром от 6 до 15 мм, и сварочный ток для них требуется от 200 до 600 Ампер. Лучше использовать электроды малого диаметра и относительно низкие токи сварки.
Существует два типа электродов с медной основой: электроды из сплава олова (ECuSn) и электроды из сплава алюминия (ECuAl). Электродами из сплава олова производят производить пайку с получением швов с хорошей пластичностью. Алюминиевые электроды применяют для получения более прочного сварного шва.
Существует три типа электродов с никелевой основой. Первый тип (ENiFe-CI) содержит около 50% никеля, второй (ENiCI) содержит около 85% никеля и тип (ENiCu) содержит никель и медь. Применение этих электродов дает примерно одинаковые результаты. Эти электроды могут быть использованы для сварки без подогрева, но рекомендуется нагрев до 40 °C.
Стальные электроды (E-St) не рекомендуются для сварки чугуна, если сварочный шов будет впоследствии механически обрабатываться. Этот тип электродов должен использоваться только для мелкого ремонта.
Технология полуавтоматической MIG MAG сварки
Для сварки чугуна может использоваться и MIG MAG процесс. При этом процессе может быть использовано несколько типов сварочной проволоки, в том числе:
1. Стальная проволока (E70S-3) с использованием смеси газов 80% Ar + 20% CO2.
2. Никелевая проволока (ENiCu-B) с использованием 100% аргона для защиты.
3. Кремний бронзовая проволока (ECuZn-C) с использованием 100% аргона (50% аргона +50% гелия).
Технология полуавтоматической сварки MIG MAG аналогична другим процессам. Так как требуются малые токи, то и диаметр сварочной проволоки должен быть соответственно минимальным.
Особенности аргонодуговой TIG сварки чугуна
Сварка чугуна в аргоне (TIG) возможна, но этот процесс очень сложный. Чугун содержит большое количество углерода, от 2% до целых 6%.
Это содержание углерода, как говорилось выше, делает чугун очень хрупким и очень сложно свариваемым.
При сварке чугуна требуется соблюдение технологии и тщательный контроль температуры для обеспечения качества сварного шва и предотвращения образования трещин.
При сварке аргоном используются никелевые присадочные прутки. Они являются наиболее предпочтительными и популярными для TIG сварки чугуна. Так же применяются в качестве присадки алюминиево бронзовые прутки, которые намного дешевле. Но их использование не рекомендуется, если деталь впоследствии будет подвергаться тепловому воздействию.
Как и при любом другом процессе, при сварке аргоном необходимо соблюдать ряд требований:
· поверхность места сварки должно быть тщательно очищено от пыли и ржавчины
· деталь перед сваркой аргоном должна быть предварительно нагрета, чтобы предотвратить возможность трещин
· сварка должны вестись на низких токах короткими участками сварочного шва, чтобы контролировать температуру и препятствовать образованию трещин
· каждый сварочный шов требуется простукивать молотком для снятия остаточных напряжений
· после окончания сварки необходимо, чтобы изделие остывало медленно и постепенно
Выводы
Сварка чугуна является достаточно сложным процессом, используется холодная или горячая сварка, электроды, сварка аргоном или полуавтоматом. Если использовать правильную технологию и учитывать особенности, указанные выше, можно добиться оптимальных результатов. А, следовательно, и отличного качества сварки.
Свариваемость чугуна и другие свойства
Сварка чугуна аргоном предполагает учет всех свойств данного металла. Он имеет ряд определенных особенностей, которые следует знать, чтобы не навредить. Ведь свариваемость чугуна находится не на самом высоком уровне и применение всех дополнительных технологий помогает избежать проблем. Среди важных свойств стоит отметить:
- Высокая скорость остывания металла. Это свойство приводит к эффекту «отбеливания». В это время, на поверхности материала появляется слой белого чугуна, который уже впоследствии не поддается обработке.
- Металл обладает низкими пластическими свойствами. Это приводит к перенапряжениям отдельных участков, особенно в местах сваривания. Из-за этого на месте шва образуются трещины, которые могут проявляться не сразу, а через несколько часов после остывания.
- Уменьшение количества углерода от температурного воздействия. При выгорании углерода, появляется окись СО, что способствует появлению пор внутри шва и на его поверхности.
- Хрупкость материала также оказывает множество проблем при сваривании отдельных частей.
Полезные советы
- при обработке материала в домашних условиях допускается любой способ предварительного нагрева детали;
- максимальная длина коротких швов не должна превышать 30 мм;
- удары молотком с целью снятия напряжений должны выполняться мягко и аккуратно, во избежание растрескивания детали.
Высокое качество получаемого соединения — основная причина популярности сварки аргоном чугунных изделий. При должном опыте процесс протекает быстро, а при покупке никелевых присадочных прутков вместо бронзовых или алюминиевых — качественно. Сложности, связанные с физическими и химическими характеристиками чугуна, сходят на нет, когда сварка производится в аргоновой среде. Однако и это достижимо лишь при выполнении ряда условий.
Мы упустили какие-то нюансы при сварке чугуна? В комментариях к статье вы можете поделиться своим мнением по данной теме.
Последовательность действий
Сварка чугунных изделий аргоном — популярный способ, позволяющий свести риск растрескивания деталей после соединения.
Работа выполняется при помощи вольфрамового электрода, что позволяет минимизировать количество шлаков в процессе. Аргоновая сварка чугуна особо востребована в авторемонте при обработке деталей, состоящих из рассматриваемого материала.
Помимо неплавящегося электрода из вольфрама, используются присадочные прутки из никеля. Реже их меняют на бронзовые, либо алюминиевые, обычно из-за низкой стоимости последних. Если же полученная при сварке деталь будет подвергаться термическому воздействию, использование бронзы или алюминия категорически запрещается!
Обязательные требования к процессу:
- предварительная очистка поверхности;
- прогревание заготовок для снижения риска появления трещин;
- малые величины силы тока;
- шов наносится короткими участками;
- каждый шов простукивается молотком для снятия остаточных напряжений;
- по окончании сварочного процесса полученная деталь остывает в естественных условиях, медленно и постепенно.
Присадочные материалы имеют длину 60-70 см и диаметр 6-15 мм. Почему сварка чугуна аргоном считается лучшим способом для обработки материала? Причина очевидна — газ защищает сварочную ванну от проникновения воздуха и шлак внутри нее не образуется (вопреки склонности чугуна к данному процессу).
Когда все необходимое подготовлено, приступают к работе. Далее — коротко о последовательности действий:
- пользователь включает аппарат;
- выполняется подача присадочного материала на поверхность (участок сварки) под углом 20-30 градусов;
- расстояние между соплом горелки и свариваемой деталью должно составлять от 3 до 10 мм;
- выполняют несколько коротких швов вместо одного длинного и непрерывного;
- каждый новый шов простукивается молотком;
- после формирования шва дают остыть детали в естественных условиях;
- при необходимости удаляют налет (брызги сварочные) и обрабатывают соединение наждачной бумагой, УШМ, щеткой из металла.
Вольфрам обладает очень высокой температурой плавления, поэтому ему не грозит оплавление или длительное пребывание при экстремальных температурах.
Способы
Сварка чугуна аргоном может проводиться несколькими способами. Так как все это проводится в одной и той же защитной среде, то основная разница состоит в том, каким инструментом нужно будет пользоваться. Тут выделяют неплавкие электроды и присадочную проволоку, которая может иметь различный состав, в зависимости от того, для каких целей создается шов.
Использование неплавкого электрода из вольфрама оказывается не столь удобным, как при использовании плавкого присадочного материала и не может осуществлять процесс сваривания, если между деталями имеется зазор. Сваривание, в таком случае, должно происходить только в стык. Но данный способ позволяет создать сварочную ванну достаточной температуры, чтобы проварить необходимую глубину металла.
Электроды из вольфрама для чугуна
Другие виды и способы сварки металла аргоном предполагают использование присадочной проволоки. Она может заполнять собой зазоры и осуществлять сварку под углом, делать потолочные и вертикальные швы.
Технология сварки чугуна аргоном
Выбор способа
Наиболее распространенным является вариант с использованием присадочной проволоки. Он является более дорогостоящим, так как здесь необходимо тратиться на расходные материалы. В то же время, это более универсальный метод, с которым можно работать практически в любом положении. Если необходимо уменьшить расходы на сварочный процесс, то можно использовать более дешевую проволоку, если позволяет состав чугуна. Для толстых слоев металла этот метод оказывается не всегда удобным.
Сварка неплавким электродом применяется тогда, когда можно создать большую ванну, что осуществимо при высокой толщине металла. Вольфрам не плавится во время сварки, так что можно постоянно пользоваться одним и тем же инструментом. Но здесь обязательно нужно использовать дополнительный флюс для улучшения свариваемости, а также для обогащения металла углеродом.
Характеристики свариваемости чугуна
Чугун не самый благоприятный материал для сварки, поэтому принято применять дополнительные технологии. К важным свойствам металла относятся:
- Отсутствие пластичности. Это говорит о том, что в процессе работы может происходить перенапряжение отдельных участков деталей, в особенности в месте соединения. Поэтому иногда могут образовываться повреждения в виде трещин, но они проявят себя только через несколько часов после проведения сварочных работ.
- Быстро остывает. Эта особенность влечёт за собой так называемый эффект «отбеливания». Это означает, что на поверхности будет образовываться белый слой металла, который не является благоприятным для дальнейшей обработки.
- Хрупкость. Одно из свойств, создающее очень много проблем при сварке отдельных участков.
- Требуемое количество углерода снижается под воздействием высоких температур. Во время работы углерод начинает выгорать, из-за чего проявляются поры как внутри шва, так и снаружи.