Под организацией процесса сварки понимается целый комплекс процедур, включающий в себя не только выполнение сварочных работ, но и сопутствующие этому подготовительные операции. Необходимо обеспечить рабочих расходными материалами, оборудованием, позаботиться об их безопасности.
Выполнение сварочных работ должно соответствовать требования нормативных документов, а в некоторых случаях работы должны быть согласованы с административными органами.
Обучение профессии сварщика
Сварщик — это профессия, предполагающая усиленное мышление при исполнении работ, умение принимать нестандартные решения. Тем не менее, главную роль играют именно рабочие специальности. Необходимым является обучение основам сварочного производства на этом уровне.
Специальность знатока сварочного производства можно получить, окончив предназначенные для этого курсы. На них преподаются основы сварочного производства, включая теорию и практические занятия. Такую профессию можно также приобрести в колледже или техникуме, где имеются соответствующие факультеты.
Программы на курсах включают в себя:
- Обучение оборудованию и технологии сварочного производства.
- Принципы электродуговой сварки.
- Сварку полуавтоматом.
- Газовую сварку и резку металлов.
- TIG сварку.
- Сварку аргоном.
- Виды дефектов, их контроль и методы исправления.
- Правила безопасности и оказание первой медицинской помощи.
После прослушивания лекций происходит практическое обучение под руководством опытных мастеров-преподавателей. Занятия являются групповыми. Для поступления на курсы необходимо иметь минимальное образование в объеме 9 классов. На курсах также можно повысить уже имеющийся разряд. Возможна переподготовка. Например, мастер по газовой сварке может приобрести более престижную профессию сварщика-аргонщика.
После окончания занятий наступает время экзамена, где комиссия оценивает полученные знания. При положительном решении ученику выдается удостоверение, в котором указывается присвоенный разряд. Техник сварочного производства может иметь разряд от 1 до 6.
Для получения высшего образования по сварке придется закончить высшее учебное заведение соответствующего профиля. Инженер-сварщик должен обладать более глубокими познаниями в этой области. Кроме этого в его обязанности входит общее руководство процесса на всех этапах, поэтому он должен обладать организаторскими способностями. В программу его обучения входят различные дисциплины, дающие знания и расширяющие его кругозор.
Высшее образование по сварочному производству дает право выполнять следующие работы:
- Осуществлять собственные разработки и внедрять их в производство.
- Активно участвовать в подготовительных работах. Производить закупку необходимых расходных материалов и оборудования.
- Осуществлять контроль над ходом технологического процесса и выполнением существующих правил.
- Контролировать экономичность расходного материала.
- Следить за выполнением правил безопасности.
- Правильно выбирать оборудование и обеспечивать правильность его эксплуации.
- Выбирать необходимые режимы для конкретного вида сварочной работы.
- Участвовать в контроле качества получившегося сварного шва.
После получения профессии, связанной с оборудованием и технологией сварочного производства кем работать — имеется широкий выбор. В высшем учебном заведении можно получить профессии инженера и технолога-сварщика. Инженеры и технологи обязаны выполнять обязанности, указанные в их должностных инструкциях.
Если сварщику предстоит выполнение новых для себя работ, то необходима его дополнительная подготовка в плане обучения. Поскольку конкуренция в этой области не является слишком большой со временем можно сделать карьеру и вырасти до более высокой и хорошо оплачиваемой должности.
Список учебных заведений, обучающих этой профессии достаточно велик. Они находятся во многих крупных городах России.
Инструкция по охране труда для сварщика на машинах контактной (прессовой) сварки
____________________________________________________ (наименование организации) ———T————T————-¬ ¦ Дата ¦Обозначение ¦ Отметка об ¦ ¦выдачи ¦ (номер) ¦ознакомлении ¦ ¦ ¦ инструкции ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ L——-+————+————— СОГЛАСОВАНО УТВЕРЖДАЮ Наименование должности Наименование должности руководителя профсоюзного либо работодателя иного уполномоченного _________ ___________________ сотрудниками органа (подпись) (инициалы, фамилия) _________ ____________________ (подпись) (инициалы, фамилия) Дата утверждения Дата согласования или СОГЛАСОВАНО Реквизиты документа, выражающего мнение профсоюзного или иного уполномоченного сотрудниками органа ИНСТРУКЦИЯ по охране труда для сварщика на машинах контактной (прессовой) сварки Примечание. На оборотной стороне инструкции рекомендуется наличие виз: разработчика инструкции, руководителя (специалиста) службы охраны труда, энергетика, технолога и других заинтересованных лиц.
Настоящая инструкция по охране труда сварщика на машинах контактной (прессовой) сварки разработана с учетом условий его работы в конкретной организации — _______________.
1. ОБЩИЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
1.1. К выполнению сварочных работ на машинах контактной (прессовой) сварки (далее — сварке) допускаются лица не моложе 18 лет, прошедший медицинское освидетельствование, техническое обучение по данной специальности и инструктаж, сдавшие экзамен, имеющие практические навыки проведения работ по сварке и удостоверение на право проведения работ по сварке.
Сварщик, не сдавший испытания по сварочным работам и не прошедшие проверку знаний по охране труда, пожарной безопасности, к выполнению сварочных работ не допускается.
1.2. Повторный инструктаж и проверка знаний по охране труда и производственной санитарии должны производиться не реже одного раза в квартал с отметкой в специальном журнале и личной карточке сварщика. Не менее одного раза в год производится проверка знаний специально созданной комиссией, назначенной приказом руководителя организации. Результаты проверки знаний сварщиков должны быть оформлены протоколом, номер которого проставляется в удостоверении и скрепляется печатью организации.
1.3. Сварщик должен проходить периодические медицинские осмотры в установленном порядке.
1.4. Сварщик, переведенный из одного цеха в другой, может быть допущен к работе после получения вводного инструктажа и проверки знаний по охране труда.
1.5. При электросварочных работах сварщик подвергается опасности поражения электрическим током, воздействия высоких температур и выбросов капель расплавленного металла и искр из сварочной ванны, радиационного воздействия и мягкого рентгеновского излучения при специальных видах сварки, сильных электромагнитных полей, значительных концентраций сварочных аэрозолей и газов, ионизация воздуха, шума, вибрации, опасности ушибов и порезов рук о кромки свариваемых деталей, которые могут стать причиной травм и профессиональных заболеваний.
При сварке изделий из синтетических материалов основными неблагоприятными факторами являются высокочастотные электромагнитные поля значительной интенсивности, выделение летучих токсичных веществ (фенола, окиси этилена, формальдегида, паров ацетона и органических растворителей).
1.6. Применяемое сварочное оборудование должно быть оснащено предохранительными и ограждающими устройствами. Запрещается работать без экранирования, устройства местной вытяжной вентиляции.
1.7. При сварке под слоем флюса (как автоматической, так и полуавтоматической) каждый сварочный аппарат должен быть оснащен отдельным заземляющим проводом непосредственно с заземляющей магистралью, все части автоматов и полуавтоматов должны быть надежно заземлены, плавкие предохранители должны соответствовать паспортным данным, шкафы, пульты должны иметь дверцы с блокировкой, отключающей первичное напряжение при их открытии.
1.8. Опасность поражения электрическим током при сварке.
1.8.1. Большая опасность поражения электрическим током обуславливается тем, что часто эта опасность не воспринимается человеком как источник непосредственной опасности.
1.8.2. При протекании электрического тока через тело человека возникает опасность поражения его отдельных органов или организма в целом.
1.8.3. Основными видами поражения электрическим током являются: ожоги электрической дугой, удар при прикосновении к токоведущим частям, разрыв тканей и др.
1.8.4. Наиболее опасным является электрический удар, сопровождаемый у пострадавшего судорогами, потерей сознания, сильным ослаблением или прекращением деятельности органов дыхания и кровообращения.
1.8.5. Тяжесть электрической травмы зависит от величины сопротивления тела человека электрическому току, от величины электрического тока (табл. 1) и продолжительности контакта, от величины соприкасаемой поверхности и плотности контакта, от влажности, чистоты кожи и наличия царапин. Эта опасность резко возрастает, если, например, руки сварщика покрыты машинным маслом или мелкими металлическими частицами от стружки.
Таблица 1. Поражающее действие тока на различные органы человека
————T——————————————————¬ ¦Сила тока,¦ Поражающее действие тока ¦ ¦ мА +—————————T—————————+ ¦ ¦ переменный ток с ¦ постоянный ток ¦ ¦ ¦ частотой 50 — 60 Гц ¦ ¦ +———-+—————————+—————————+ ¦2 — 3 ¦Сильное дрожание пальцев ¦Не ощущается ¦ ¦ ¦рук ¦ ¦ ¦ ¦ ¦ ¦ ¦5 — 10 ¦Судороги рук ¦Зуд, ощущение нагрева ¦ ¦ ¦ ¦ ¦ ¦12 — 15 ¦Сильные боли в руках, руки¦Усиление ощущения нагрева ¦ ¦ ¦трудно оторвать от ¦ ¦ ¦ ¦электропроводов. Состояние¦ ¦ ¦ ¦терпимо 5 — 10 с ¦ ¦ ¦ ¦ ¦ ¦ ¦20 — 25 ¦Руки парализуются, ¦Усиление нагрева. ¦ ¦ ¦оторвать их от ¦Незначительное сокращение ¦ ¦ ¦электропроводов ¦мышц рук ¦ ¦ ¦невозможно. Сильные боли. ¦ ¦ ¦ ¦Дыхание затрудняется. ¦ ¦ ¦ ¦Состояние терпимо не более¦ ¦ ¦ ¦5 с ¦ ¦ ¦ ¦ ¦ ¦ ¦50 — 80 ¦Паралич дыхания ¦Сильный нагрев. Сокращение ¦ ¦ ¦ ¦мышц рук. Судороги. ¦ ¦ ¦ ¦Затруднение дыхания ¦ ¦ ¦ ¦ ¦ ¦90 — 110 ¦Паралич дыхания. При ¦Паралич дыхания ¦ ¦ ¦контакте более 3 с — ¦ ¦ ¦ ¦паралич сердца ¦ ¦ ¦ ¦ ¦ ¦ ¦300 и ¦Паралич дыхания и сердца ¦Поражение дыхания и сердца ¦ ¦более ¦при контакте более 1 с ¦при контакте более 0,1 с ¦ L———-+—————————+—————————-
Примечания.
1. Сила тока, проходящего через тело пострадавшего, зависит от площади контакта: чем больше его площадь, тем меньше сопротивление прохождению тока оказывает кожный покров.
2. С увеличением времени контакта по мере прохождения тока в результате нарастающего нагревания и поражения рогового слоя кожи уменьшается сопротивление тела пострадавшего.
3. Степень опасности поражения электрическим током зависит от того, каким образом произошло включение пострадавшего в электрическую сеть. Наибольшую опасность представляет двухполюсное прикосновение.
4. При кратковременном контакте степень поражения электрическим током зависит от фазы работы сердца пострадавшего: особую опасность представляет совпадение прохождения тока с периодом между сокращениями и расширениями предсердий и желудочков сердца, длящимися около 0,1 с.
5. Допустимое безопасное напряжение для нормальных условий работы при исправной сухой спецодежде и обуви принимается: для сухих помещений — 36 В и ниже, для сырых помещений — 12 В и ниже.
1.8.6. Токоведущая сеть сварочных установок (к сварочным постам, трансформаторам и особенно к передвижным сварочным установкам) не должна иметь изношенных, оголенных или голых проводов, могущих стать причиной поражения током не только сварщиков, но и посторонних лиц.
1.8.7. Прокладка проводов к трансформатору по полу, по земле или другим способом, при котором изоляция провода не защищена, а сам провод доступен для прикосновения, запрещается.
1.8.8. Стены сварочных кабин, переносные ширмы, стены сварочных цехов должны окрашиваться в светлые матовые тона цинковыми белилами, желтого крона или титановыми белилами.
1.9. Сварщик должен быть защищен от воздействия лучей сварочной дуги, аэрозоля и газов, от поражения электрическим током, выплесков расплавленного металла, брызг, искр, от ожогов рук, тела при соприкосновении с расплавленным металлом в зоне сварного шва и др. как средствами коллективной, так и индивидуальной защиты.
1.10. Спецодежда. Защитный костюм должен быть прочным, огнестойким, легким, воздухопроницаемым, неэлектропроводным с малой усадкой. Костюмы из брезентовой парусины с огнестойкой пропиткой с накладками из кожевенного спилка и тентового материала удовлетворяют этим требованиям.
1.11. Рукавицы должны быть прочными и достаточно эластичными, не должны прожигаться при попадании искр, не изменять своих свойств при температуре до -25 град. С. Рукавицы из кожевенного спилка удовлетворяют данным требованиям. Рукавицы могут быть однопалыми с короткими или длинными крагами, обычными или утепленными. Рукавицы должны быть изготовлены из материалов с огнестойким покрытием. Рукавицы из брезента не пригодны как по срокам носки, так и по качеству.
1.12. Спецобувь должна обеспечивать защиту ног сварщика от ожогов и травм. Ботинки с носками, облицованными металлическими пластинками, и с боковой застежкой исключают попадание искр и капель расплавленного металла и обеспечивают необходимую защиту ног от механических травм.
1.13. При повышенной опасности поражения электрическим током сварщик обеспечивается диэлектрическими перчатками, галошами, резиновыми ковриками.
1.14. Для защиты органов дыхания сварщика при незначительных концентрациях газов и аэрозоля могут применяться противопылевые респираторы ШБ-1, «Лепесток», «Астра-2»; при высоких концентрациях газов и аэрозоля должны использоваться шланговые противогазы с принудительной подачей воздуха, системы принудительной подачи воздуха под маску электросварщика.
1.15. Для защиты глаз и лица сварщика должны применяться специальные щитки и маски со смотровым окном, размер которого не должен уменьшать угол зрения сварщика, оборудованным светофильтром, соответствующим конкретным условиям излучения сварочной дуги (табл. 2).
Таблица 2. Защитные светофильтры
—-T—————————————T——-T————-¬ ¦ N ¦ Назначение ¦Марка ¦ Визуальный ¦ ¦п/п¦ ¦свето- ¦ коэффициент ¦ ¦ ¦ ¦фильтра¦пропускания, ¦ ¦ ¦ ¦ ¦ % ¦ +—+—————————————+——-+————-+ ¦ 1 ¦Для работы на открытых площадках при ¦ В-1 ¦ 22,1 ¦ ¦ ¦ярком освещении и для вспомогательных ¦ ¦ ¦ ¦ ¦рабочих при электросварке ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ 2 ¦Для вспомогательных рабочих при ¦ В-2 ¦ 10,4 ¦ ¦ ¦электросварке в цехах ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ 3 ¦Для газосварщиков и для вспомогательных¦ Г-1, ¦ 3,2 ¦ ¦ ¦рабочих при электросварке на открытых ¦ В-3 ¦ ¦ ¦ ¦площадках ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ 4 ¦Для газосварщиков (газовая сварка и ¦ Г-2 ¦ 0,984 ¦ ¦ ¦резка средней мощности) ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ 5 ¦Для газосварщиков (мощная газовая ¦ Г-3 ¦ 0,303 ¦ ¦ ¦сварка и резка) ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ 6 ¦Для электросварщиков при сварочном токе¦ Э-1 ¦ 0,0088 ¦ ¦ ¦от 30 до 75 А ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ 7 ¦То же, при токе от 75 до 200 А ¦ Э-2 ¦ 0,0027 ¦ ¦ ¦ ¦ ¦ ¦ ¦ 8 ¦То же, при токе от 200 до 400 А ¦ Э-3 ¦ 0,00087 ¦ ¦ ¦ ¦ ¦ ¦ ¦ 9 ¦То же, при токе выше 400 А ¦ Э-4 ¦ 0,00027 ¦ L—+—————————————+——-+—————
Пучок излучения при сварке должен быть направлен на неотражающие и невоспламеняющиеся поверхности, траектория пучка излучения должна быть недоступна для сварщика. Для сварщика обязателен офтальмологический контроль.
1.16. Для защиты головы сварщик обеспечивается защитными касками из токонепроводящих материалов.
1.17. Для защиты органов слуха от шума должны использоваться вкладыши типа «Беруши» или наушники.
1.18. Сварщик несет ответственность за нарушение требований настоящей инструкции в соответствии с действующим законодательством.
2. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПЕРЕД НАЧАЛОМ РАБОТЫ
2.1. Осмотреть, привести в порядок и надеть спецодежду и спецобувь.
2.2. Проверить исправность и комплектность СИЗ.
2.3. Осмотреть рабочее место, убрать с него все, что может мешать работе, освободить проходы и не загромождать их.
2.4. Проверить исправность оборудования, соединений, предохранителей и блокираторов.
2.5. Убедиться в исправности вентиляции, заземления и других защитных устройств.
2.6. Освободить рабочее место и прилегающее пространство от легковоспламеняющихся материалов.
2.7. Проверить исправность освещения, рубильников.
3. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ВО ВРЕМЯ РАБОТЫ
3.1. Сварку следует выполнять только в спецодежде и с применением СИЗ, в том числе установку деталей и изделий в приспособления.
3.2. Сварку на контактных и точечных машинах простых изделий, узлов и конструкций, трубопроводов и емкостей из стали, цветных металлов, сплавов, неметаллических материалов и инструмента, сварку трением, резку заливов, складчатостей, наростов на отливках на установках воздушно-электроконтактной резки (ВЭКР), при выполнении работ на самоходных стыкосварочных машинах, работающих в полевых условиях от собственных источников питания, проводить только по утвержденной технологии.
3.3. Требования безопасности при эксплуатации баллонов со сжатыми и сжиженными газами:
3.3.1. При получении баллонов на складе их необходимо осмотреть и убедиться в том, что:
— на корпусе баллона нет вмятин, повреждений;
— срок годности баллона, указанный на клейме, не истек;
— защитный колпак на вентиле имеется;
— вентиль исправен и газ в баллоне имеется (для чего вставить скобу от вентиля и плавным поворотом специального ключа приоткрыть вентиль. Убедившись в том, что в баллоне газ имеется, закрыть вентиль, надеть колпак. Применение молотка и других предметов для открытия вентиля не допускается).
3.3.2. Для транспортирования баллонов необходимо применять специальные тележки. Переноска баллонов на плечах даже на короткое расстояние запрещается, т.к. при случайном падении баллона возможна травма, а при ударе его о твердый предмет возможен взрыв.
3.3.3. Отогревание замерзшего баллона (редуктора) с углекислым газом необходимо производить путем размещения баллона в теплом помещении с температурой 20 — 25 град. С до полного отогревания. Может быть допущено отогревание редуктора водой с температурой не более 25 град. С.
Отогревание баллона (редуктора) пламенем горелки, струей пара запрещается, т.к. при резком нагреве может произойти взрыв.
3.3.4. Размещение баллонов следует производить не ближе 5 метров от нагревательных приборов, т.к. давление сжиженной углекислоты в баллоне при изменении температуры окружающего воздуха от 0 до 20 град. С повышается от 35 до 50 атм.
3.3.5. Баллоны на рабочем месте должны храниться в вертикальном положении в специальных стойках или шкафах или в горизонтальном положении. Во всех случаях баллоны должны быть закреплены.
3.3.6. При сварке на открытых площадках в зимнее время баллоны с углекислым газом во избежание замерзания должны размещаться в утепленных помещениях.
Для предотвращения замерзания углекислого газа в редукторе перед ним должен быть установлен подогреватель напряжением не выше 36 В и мощностью не более 70 Вт с исключением контакта спиралей нагрева с баллоном и его нагрева.
3.3.7. При централизованном питании сварочных постов углекислым газом контейнеры-накопители должны быть огорожены с шириной прохода между контейнером и металлическим ограждением не менее 1 м. Вблизи контейнера не должно быть источников нагрева.
При использовании в качестве сосудов-накопителей транспортных автоцистерн площадка должна быть оборудована грузоподъемными средствами для погрузки и разгрузки автоцистерн.
3.3.8. При установке на открытом воздухе контейнер со сжиженным углекислым газом должен быть укрыт навесом, защищающим его от прямых солнечных лучей и атмосферных осадков.
3.3.9. Рабочее давление в контейнере должно поддерживаться автоматически в пределах 8 — 12 атм.
3.3.10. На площадке подачи защитного газа к сварочным постам должно находиться не более 20 баллонов и не должно находиться посторонних предметов и особенно горючих веществ.
3.3.11. Питание подогревателя снабжения сварочных постов углекислым газом от контейнеров или рамповой системы должно осуществляться горячей водой или паром.
3.3.12. При эксплуатации контейнеров со сжиженным аргоном освобождение контейнеров должно производиться с помощью испарителя. Открытие и закрытие вентилей должно производиться плавно, без толчков и ударов. Подтяжку болтов и сальников на вентилях и трубопроводах нельзя производить под давлением. Во избежание обморожения необходимо избегать попадания жидкого аргона на кожный покров.
3.3.13. За эксплуатацией контейнеров и рамп должен быть установлен постоянный контроль. Предохранительные клапаны должны быть отрегулированы, опломбированы и содержаться в чистоте. Все оборудование, работающее под давлением, должно быть зарегистрировано в органах госгортехнадзора.
3.3.14. К обслуживанию контейнеров и рамп допускаются сварщики, сдавшие экзамены по устройству и безопасной эксплуатации сосудов, работающих под давлением.
3.3.15. Хранение в одном помещении баллонов с кислородом и баллонов с горючими газами запрещается.
3.3.16. Остаточное давление газа в баллоне должно быть 1 — 2 атм (для проверки на наполнительной станции находящегося в баллоне газа). Расходование газа из баллона полностью не допускается.
3.4. Запрещается использовать сжиженные газы при работах, выполняемых в подвальных помещениях.
3.5. Металл, поступающий на сварку, должен быть очищен от краски (особенно на свинцовой основе), масла, окалины, грязи для предотвращения разбрызгивания металла и загрязнения воздуха испарением и газами.
При сварке окрашенного, загрунтованного металла его необходимо очистить по линии шва. Ширина очищаемой от краски полосы должна быть не менее 100 мм (по 50 мм на каждую сторону).
Применение для этой цели газового пламени запрещается.
3.6. Зачистку деталей и изделий под сварку и после сварки выполнять исправным инструментом.
4. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА В АВАРИЙНЫХ СИТУАЦИЯХ
4.1. При возникновении возгорания — прекратить работу, обесточить оборудование, оповестить окружающих и непосредственного начальника, вызвать пожарную команду, эвакуировать людей из опасной зоны и принять меры по ликвидации очага загорания.
4.2. В случае поражения током, при отравлении газами, при получении ожогов — прекратить работу, обесточить оборудование, оповестить окружающих и непосредственного начальника, вызвать медицинскую помощь, принять меры по оказанию первой медицинской помощи.
4.3. Возобновление работы возможно только после устранения неисправностей, проверки оборудования и помещения.
4.4. Доврачебная помощь при поражении электрическим током
4.4.1. Исход поражения электрическим током зависит от того, как быстро освободили пострадавшего от действия электрического тока, и от того, оказали ли ему своевременно и правильно первую доврачебную помощь.
4.4.2. При освобождении пострадавшего от действия электрического тока необходимо применять резиновые перчатки, использовать сухие доски, резиновые коврики.
Освобождение пострадавшего на высоте от действия электрического тока необходимо производить, кроме того, с применением мер, предотвращающих падение пострадавшего при снятии напряжения.
4.4.3. Освобождение пострадавшего от действия электрического тока должно производиться отключением напряжения в сети, снятием токоведущего провода с пострадавшего, перерезанием (перерубания) токоведущего провода и другими способами.
4.4.4. Если пострадавший после освобождения от действия электрического тока находится в сознании, необходимо расстегнуть или снять стесняющую одежду, обеспечить полный покой и доступ свежего воздуха до прибытия медицинского персонала.
4.4.5. Если пострадавший не дышит или дышит судорожно, после освобождения его от стесняющей одежды необходимо сделать искусственное дыхание одним из известных методов.
При способе «изо рта в рот» производят 10 — 12 вдуваний в рот (или в нос) пострадавшему в 1 мин. В гигиенических целях воздух должен вдуваться пострадавшему через смоченную марлю или специальную трубку.
Одновременно с вдуванием должен производиться наружный массаж сердца ритмичными сжатиями передней стенки грудной клетки крест-накрест сложенными ладонями.
4.4.6. Обязательным требованием для работ с повышенной опасностью поражения электрическим током является наличие в каждой смене, на каждом участке или объекте производства таких работ персонала, обученного практическим приемам освобождения от действия тока и методам оказания первой доврачебной помощи. При проведении работ по газовой сварке в специально отведенном месте должны находиться средства для оказания первой медицинской помощи: стерильный перевязочный материал, кровоостанавливающий жгут, лейкопластырь, бинты, настойка йода, нашатырный спирт, спринцовка для промывания, мазь от ожогов.
5. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПО ОКОНЧАНИИ РАБОТЫ
5.1. После прекращения работы — отключить оборудование и аппаратуру, убрать инструменты и приспособления.
5.2. Произвести уборку рабочего места.
5.3. Снять и привести в порядок спецодежду и СИЗ.
5.4. Вымыть лицо и руки с мылом или принять душ.
Организация сварочного производства
Грамотная организация сварочного производства является залогом успеха. При ее неправильном проведении могут пропасть все усилия и материальные затраты.
Имеются разные виды объектов, на которых осуществляются сварочные работы. Это может быть специальный цех на предприятии, который обслуживает все другие отделы, или обособленно стоящий завод, куда привозят детали для их сварки. Если необходимо произвести сварку на открытом воздухе, например, трубопроводов, то осуществляется выезд на место со всем необходимым оборудованием. Такой вариант является более сложным и зависит от погодных условий.
Сварка в цеховых условиях является более универсальной. Имеется возможность выполнения работ любой сложности. Более того, тем же оборудованием можно выполнять не только сварке, но резку металла. Правильная организация сварочного участка является необходимой ступенькой, позволяющей получить необходимый результат при сварочных работах.
Существуют требования, которые предъявляются ко всем перечисленным вариантам, включая безопасность и экологичность.
При организации необходимо выполнение всех правил производства сварочных работ. В первую очередь это касается оборудования и технологии сварочного производства. Современное техническое оснащение, механизация и автоматизация, правильное составление технической документации являются неотъемлемой частью современного производства.
Грамотная организация и привлечение квалифицированных специалистов всех уровней являются основой, на которой будут успешно осуществлены эти востребованные во всех областях работы.
Организация работы сварочного цеха
Любой сварочный цех – объект непростой. Чтобы его организовать, придется провести согласования с пожарной охраной и санэпидстанцией, потому что в первую очередь здесь будет присутствовать энергия в чистом открытом виде, а это электричество или огонь от газовой горелки.
Во вторую очередь, все по тем же причинам, здесь будут сложные условия работы. Поэтому очень важно изучить правила организации цеха, строго соблюдать их в процессе всего срока эксплуатации сварочного участка.
Функции сварочного производства
Основные функции сварочного производства состоят в следующем:
- Технологическая подготовка производства. Организация сварочного производства и управление процессом.
- Приобретение необходимого оборудования для сварки и его ремонт при выходе из строя.
- Проведение заготовительных операций сварочного производства.
- Приобретение необходимых расходных материалов в нужном количестве.
- Контроль за соблюдением установленных сроков обеспечения всем необходимым для производства.
- Учет материальных ресурсов.
К основным задачам сварочной службы относятся:
- Участие в проектировании узлов и деталей конструкций с точки зрения технологичности их выполнения. Если чертежи выполняются сторонней организацией, то необходимо их согласование.
- Разработка технологических процессов.
- Выпуск технических заданий на проектирование и изготовление технологической оснастки.
- Составление графиков проводимых работ.
- Контрольные испытания.
- Осуществление входного контроля приобретенных материалов и оборудования.
- Обучение сварщиков и их периодическая аттестация.
- Освоение прогрессивных методов и их внедрение в производство.
- Поэтапный контроль за выполнением сварочных процессов.
- Обеспечение качества получаемых результатов.
- Снижение себестоимости производимых работ и повышения производительности труда.
К основным задачам можно отнести также общее повышение культуры сварочного производства и улучшение условий труда сварщиков.
Подготовка и комплектация
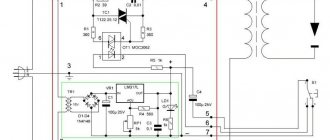
Для того чтобы выполнить сварной шов при помощи ручной дуговой сварки, необходимо подготовить расходные материалы, маску для сварочных работ. Напряжение в электросети при этом должно соответствовать номинальным показателям, которые требуются для нормальной работы сварочного оборудования. Если есть прочие агрегаты, в работе которых нет необходимости, то их желательно не использовать в процессе дуговой сварки. Это применимо для бытового использования дуговой сварки. На производстве электрические сети выполняются с запасом нагрузки, поэтому работа сварочного оборудования в процессе дуговой сварки не вызовет нежелательных последствий.
Схема классификации сварных швов.
Кроме того, в наличии должны быть:
- Сварочный аппарат, который состоит из реостата, держателя, заземляющего кабеля.
Реостат, который предоставляет возможность изменять подаваемый ток. Этот параметр должен соответствовать типу стали, из которой изготовлены металлические детали для сварки. Величина подаваемого тока должна зависеть от того, насколько глубокой должна быть сварочная ванна, каким будет резаный шов, от степени стягивания, методов наплавления.
Кабель, который используется для такого соединения, может состоять из 1, 2, 3-х жил. Главное, чтобы кабель был рассчитан на предполагаемые нагрузки, причем с запасом. Иначе возможно его повреждение непосредственно в технологическом процессе сварки. Заземляющий кабель необходим для того, чтобы при соприкосновении электрода со свариваемой поверхностью замыкался контур, образовывая тем самым дугу для выполнения сварочных работ.
Общая характеристика свариваемости материалов.
К таким материалам можно отнести несколько электродов. Их количество определяется размером свариваемого шва. В зависимости от типа и состава стали, из которой выполнены свариваемые детали, выбирают тип электрода. Состав покрытия электрода, условия правильного хранения и прочие требования, которые предъявляет производитель к потребителю, должны быть указаны на упаковке. Пользователю необходимо ознакомиться с ними и четко выполнять требования, что обеспечит хорошую производительность данного расходного материала.
- Проволока для сваривания.
Марка проволоки, химические компоненты, которые находятся внутри нее, также определяются материалом, из которого выполнены элементы для сварки. Все обозначения и область использования проволоки должен указывать производитель на упаковке. Этот расходный материал должен в точности соответствовать марке стали, иначе сварное соединение будет непрочным или его невозможно будет выполнить.
- Если сварочный технологический процесс требует применение флюса, то смесь должна в полной мере защищать рабочее свариваемое пространство.
Некоторые виды флюсов могут применяться только при специфических работах, если элементы для выполнения сварки имеют сложный состав и особые требования по качеству полученного соединения.
- При сварке в особых условиях или при определенных металлах может потребоваться газ.
Аргон, гелий и их смеси, не влияя на химический состав сварной спайки, тем не менее ограничивают доступ кислорода в рабочую зону.
Разработка технологического процесса
Разрабатывать технологический процесс имеют право работники, обладающие специальностью по оборудованию и технологии сварочного производства. Оно должно соответствовать правилам нормативного документа ЕСТД. При этом необходим учет типовой документации.
Техпроцесс является отдельным документом. Также он может входить как составная часть в общий техпроцесс всей конструкции, включающий также сборочные и монтажные работы.
Содержание документа, представляющего собой технологический процесс:
- требования к сборке перед сваркой;
- требования к материалам, подлежащим сварке;
- наличие соответствующей квалификации сварщиков, инженеров и технологов;
- режимы сварки;
- обеспечение безопасности;
- вид оборудования для осуществления сварки;
- необходимая технологическая оснастка;
- необходимость термообработки, ее режимы и необходимое для этого оборудование;
- количество исполнителей;
- массу металла для наплавки;
- методы контроля качества сварных швов.
При разработке технологического процесса необходимо учитывать материальные возможности предприятия, осуществляющего такие работы.
Правильно оформленный технологический процесс, имеющий все необходимые подписи, является официальным документом, требования которого подлежат обязательному выполнению. Место хранения этого документа на предприятии — отдел главного технолога.
Проект производства сварочных работ
К числу необходимых для сварки документов относится проект производства сварочных работ (ППСР). Он разрабатывается на основе имеющихся нормативных документов.
Документу присваивается идентификационный номер.
Такое задание могут выполнить за определенную плату сторонние организации при условии предоставления им всех необходимых для этого сведений. В этом случае привлекаются специалисты этого дела, имеющие 3-й или 4-й уровень квалификации, а также аттестацию НАКС.
Назначением ППСР является описание следующих моментов:
- порядок, в котором происходит организация сварочного участка;
- количество необходимых постов и их комплектация;
- предполагаемые сроки, в которые должны уложиться сварочные работы;
- графики дат поставки необходимых материалов;
- требования к экологической безопасности проводимых работ;
- требования охраны труда и безопасности.
В документе указываются выбранные технологии. Также указываются методы контроля качества сварных соединений.
Составление ППСР на конкретную работу необходимо, поскольку существующие нормативные материалы не могут охватить все многообразие существующих вариантов сварочных работ. Создание индивидуального плана облегчит осуществление этого рода деятельности. Тем не менее, необходимо придерживаться основных требований официальных нормативных документов.
Образец проекта производства сварочных работ поможет правильному его оформлению. В состав ППСР должны входить обязательные разделы, начинающиеся с введения и заканчивающиеся требованиями к безопасности, как пожарной, так и экологической. Помимо этого в документе в различных разделах должно иметься описание конструкции, методы входного контроля, необходимая квалификация сварщиков, методы контроля результатов, применяемое оборудование, выбор расходных материалов, последовательность проведения операций, методы исправления обнаруженных дефектов.
Пример проекта производства сварочных работ:
Оформление происходит на чертежных листах установленного размера. Необходимо правильное заполнение имеющегося внизу штампа. В текстовой части перечисляются требования, предъявляемые к сварным работам.
Проектирование
Сварочный участок может входить в комплекс цеха или выступать отдельной рабочей единицей. В любом случае изначально выполняется проект. При этом подразумевается, что на сборочно-сварочный участке будет проводиться определённый объём планируемых месячных работ, в том числе производство металлических конструкций и нестандартных изделий.
Для сварочного участка, где предполагается выполнение работ, выделяют определённое количество постов. Это могут быть посты:
- для газовой сварки;
- ручной электрической дуговой сварки;
- аргонно-дуговой сварки.
Если речь идет о сварке автомобилей, то в процентном соотношении распределение оборудования может выглядеть следующим образом. Работы, выполняемые с применением газовой горелки, составляют 35-40%, а ручным способом – достигают 60-65% от общего объёма работ. Аргонно-дуговой метод занимает не более 10-15 %.
На стадии проектирования необходимо учитывать возможность нестандартного оборудования. Речь идёт о резке металлической арматуры и рубке металлопроката.
На плане сварочного участка нужно предусмотреть расположение основного и запасного подъездного пути, позаботиться об освещении, предотвратить возможность сильных сквозняков.
Планировка происходит с участием работников чертёжного отдела, практикующих сотрудников ремонтных мастерских или сборочно-сварочных участков. Они могут дать ценный совет, помогут рассчитать площадь и указать на расположение сварочных аппаратов.
Работники цеха должны свободно перемещаться по территории, не задевая друг друга и своевременно выполняя задачи, поставленные руководителем.
Сварочная разводка
Как правило, сварочное производство развивается постепенно. Начинается с одного или нескольких сварочных постов, состоящих из сварочного аппарата и одного баллона с газом под давлением. Через некоторое время количество таких сварочных постов может увеличиться, что начинает вызывать определенные проблемы.
Решением этих проблем является сварочная разводка на предприятии. Она представляет собой централизованную подачу газа для сварочных работ. Баллоны отменяются, их заменяет трубопровод, по которому течет газ для сварки. Он имеет ответвления на каждый сварочный пост. Это дает большие преимущества:
- отпадает необходимость в постоянной проверке наполненности каждого баллона в отдельности благодаря автоматическому переключению;
- наличие ротаметров на каждом посту дает возможность регулировать поток газа;
- благодаря выносу тары с газом за пределы зоны, где происходят сварочные работы, увеличивается их безопасность;
- при установке газового смесителя появляется возможность регулировать состав в смеси газов;
- отпадает необходимость возвращать не до конца израсходованные баллоны, когда в них отпадает необходимость;
- решается вопрос о заказе новых баллонов, их подсоединении и хранении.
Имеется ограничение — давление сжиженного газа не должно превышать 150 кПа. Иначе появляется необходимость в установке сетевого редуктора, который снижает давление газа при подаче его на сварочный пост.
Некоторые особенности
Принцип газовой сварки.
При выполнении сварочных работ необходимо соблюдать требования техники безопасности, благодаря которым сварщик защищен от вредного воздействия брызг металла, ожогов для глаз. Такую защиту способна обеспечить маска сварщика, которая продается в специализированных магазинах. Специальное стекло, которое размещается в маске, надежно защищает глаза. Необходимо следить за тем, чтобы оно не было повреждено или поцарапано.
Любое повреждение стекла может привести к ожогу роговицы глаза сварщика или может ослепить его на время.
Если деформация стекла произошла во время выполнения работ, их надо прекратить до его замены.
Способы и режимы газовой сварки: А — ванночками; Б — по отборочным кромкам.
Если при сварке произошла временная потеря зрения, то работа приостанавливается до полного его восстановления. Кроме маски глаза можно защищать очками. Но они не обеспечивают полноценной защиты головы и глаз в связи с тем, что сварка основана на создании дуги между электродом и деталью, для возникновения которой необходимо прохождение электрического тока по кабелю.
Механизация производства
Механизация сварочного производства является современным методом улучшения сварочного процесса. Это позволяет высвобождать лишних исполнителей и обходиться их минимальным количеством. Механизация сварочных работ уменьшает ошибки, которые могут допускать даже весьма квалифицированные сварщики. Немаловажным фактором является значительное повышение производительности труда.
Один из основных способов механизации — использование в качестве сварочного оборудования инверторов. Это не требует неоправданно высоких затрат, зато значительно повышает качество результатов сварки. Обучение, как правильно пользоваться этим аппаратом, много времени не занимает.
При механизации дуговой сварки новшество может заключаться в механической подаче в рабочую зону присадочных материалов, защитных газов. К преимуществам относится своевременная подача, повышается возможность непрерывной сварки. Для обеспечения непрерывности горения дуги можно использовать механизмы для перемещения сварочного оборудования. Это особенно важно при большой длине наложения шва. Механизации подлежат и вспомогательные работы. К ним относятся подвоз деталей, обладающих большой массой, и вынесение сварного изделия из зоны работ. Механизации полежит и перемещение оборудования вдоль сварного в необходимое место. К механизации можно отнести организацию надежных креплений для фиксации свариваемых деталей.
Механизировать можно, как все производство в целом, так и его отдельные участки. Частичная механизация затрагивает отдельные моменты производственного процесса. При комплексном подходе механизмы устанавливают последовательно согласно технологическому маршруту.
Механизация сборочных работ заключается в установке специальных стендов для сварки крупногабаритных деталей, а также решения вопроса об их перемещении. К оборудованию для помещения деталей в удобное для сварки положение служат манипуляторы, позиционеры, кантователи, вращатели, роликовые стенды.
Сварочный вращатель
Сварочный позиционер
Сварочный робот
Механизация делает труд сварщика более легким и привлекательным.
Меры безопасности
Организация планировки невозможна без соблюдения правил пожарной безопасности. Ацетиленовый генератор монтируют в отдельном помещении.
Курить на территории сварочного участка запрещено. Участок необходимо оснастить углекислотным или пенным огнетушителем, кошмой, ящиком с песком и совковой лопатой, позаботиться о пожарной сигнализации.
Оборудование, указанное на чертежах, должно устанавливаться в соответствии с намеченным планом. В обязательном порядке надо проинструктировать рабочих участка и назначить приказом ответственного за противопожарную безопасность.
На сварочном участке надо следить за чистотой и порядком. Если речь идет о сварке цветных металлов, что желательно сделать моющийся пол, и регулярно его протирать, чтобы не было пыли.
Несоблюдение вышеуказанных мер и игнорирование противопожарных мероприятий, может привести к тяжёлым последствиям.
Автоматизация производства
Для повышения производительности труда применяется автоматизация сварочного производства. Затраты на ее внедрение тем быстрее окупятся, чем более многосерийным является производство.
Главным преимуществом автоматизации процесса сварки является повышение качества получаемых результатов. Это происходит за счет того, что при автоматизации руководство на себя принимают алгоритмы вычислительных комплексов. Соответственно, брак уменьшается, а качество повышается. Швы получаются одинаковыми, приближенные к существующим стандартам. Появляется возможность сваривать конструкции, имеющие повышенную ответственность.
Помимо этого к достоинствам относится снижение материальных затрат и уменьшение количества исполнителей. Они могут иметь более низкую квалификацию и, соответственно, происходит экономия на выплате им заработной платы. Механизация и автоматизация сварочного производства позволяют оптимизировать все этапы сварочного процесса.