Контактный метод сварки широко применяется на производстве и в быту. В процессе сваривания металлов электроток большой мощности прогревает место спайки, при механическом сдавливании образуется прочное точечное соединение. Клещи для сварки одновременно обеспечивают прогрев и усиленное сжатие двух металлических полос.
Аппараты различной модификации можно увидеть в заводских цехах и небольших автомастерских. Ими быстро делаются прочные точечные сварные швы каркасных конструкций, корпусных изделий, воздуховодов, различных емкостей. Оборудование не требует расходных материалов.
Устройство и принцип работы
Любые сварочные клещи состоят пяти основных элементов:
- блока питания, обеспечивающего электроснабжение необходимой мощности (с этой задачей справляется трансформатор);
- пускового устройства;
- двух проводников, соединяющих блок питания с концами зажимного устройства (куски кабеля с большим сечением);
- двух жестких токопроводов, по которым идет заряд к месту контакта (они выполняют функцию рычагов зажимного устройство);
- двух плотных электродов, способных выдержать сжимающую нагрузку и создающих электрическую дугу, прогревающую металл.
Сварочные клещи
По сути, чертеж зажимов прост. Это те же плоскогубцы, к ручкам которых подведены провода, а на месте зажимных пластин установлены электроды. Для электропитания используют мощные трансформаторы, запитывающиеся от трехфазной сети 380 В. Они оснащены цельным медным диском вторичной обмотки. Необходимая разница потенциалов холостого хода составляет от двух до пяти вольт. Сила тока контактной сварки в зависимости от вида агрегатов варьируется от 2 до 15 кА.
Для того, чтобы металл плотно сваривать, нужна мощная дуга. От нее в месте соединения двух листов внахлест образуется 2-3 миллиметровая сплавленная точка с общей кристаллической структурой. Для плотного контакта ручки сжимаются с необходимым усилием, поэтому ручные клещи делают с длинными ручками.
Общая информация
Зажимы для точечной сварки бывают ручные и подвесные. На типах этого инструмента нужно остановиться на пару минут, чтобы понимать нюансы их ручной сборки.
Ручные сварочные клещи имеют простую конструкцию. Также, как и весь остальной ручной инструмент (пассатижи, плоскогубцы, щипцы), в основе их системы рычаг, который регулирует открытие и закрытие клещей.
Главный нюанс сварочных клещей — возможность применить трансформаторную систему. К одной рукояти клещей подсоединяется трансформатор, который передает на инструмент ток для того, чтобы создать соединение.
Через одну из рукояток трансформаторный механизм передаёт генерируемый сварочный ток на электродные стержни. В этом заключается основная работа механизмов для зажима. Вы руками прижимаете детали из металла клещами, через них идёт ток.
Электрическая сила и сила сжатия создают точку сварки (поэтому сварка точечная). Процесс не механизированный, он от начала до конца выполняется руками сварщика, поэтому только он решает, насколько быстро будут свариваться элементы.
Подвесные зажимы для контактной сварки в быту используются редко. Но их часто можно встретить на заводах и у профессиональных мастеров, использующих узкоспециализированное оборудование для точечной технологии.
Эти клещи встроены в сам аппарат, и принцип их работы другой. Да, они созданы, чтобы сжимать детали друг с другом, но не вручную. Потому производительность работ вместе с подвесными клещами выше, чем с ручными.
Собирать такие дома нет смысла, так как, скорее всего, у вас нет оборудования, с которым их можно было применить.
Поэтому далее речь будет идти о сборке именно ручных клещей для точечного метода сварки.
Разновидности оборудования
Все сварочные клещи работают по одному принципу: при подаче тока электроды сжимаются. Они различаются по форме крепления и методу создания силовой нагрузки. Они бывают двух видов:
- ручные (они отличаются небольшим весом);
- подвесные (зажимные рычаги закрепляются на кронштейнах или стационарно размещаются на столах так, чтобы контакты находились на весу, в руках сварщик свободно держит свариваемые детали).
Ручные сварочные клещи
Подвесные сварочные клещи
Подвесные промышленные клещи для создания большого сжимающего усилия оборудуют пневматическим толкателем. При необходимости можно сделать подвесные ручные клещи, для этого их располагают в вертикальной плоскости. В тисках зажимают нижнюю ручку, верхняя остается свободной. Такая конструкция облегчает труд сварщика.
Клещи зажимные сварочные легче сжимать, опираясь на прижимной рычаг всем телом.
Варианты сварочных работ
Виды точечной сварки определяются количеством единовременно образуемых пикселей соединения. В производстве используются: одноточечный, двухточечный и многоточечный виды.
Одноточечный вид используют при соединении нескольких листов, при этом качество сваривания уменьшается с каждым слоем листов (деталей). Двухточечный вид сваривания применяют при соединении деталей обладающих широкими поверхностями.
Многоточечный вид используют для скрепления различных штампованных конструкций. Он может быть двусторонним и односторонним, все зависит от размещения электродов по отношению к скрепляемым узлам.
Этот вид сварки может различаться и циклами прохождения электроимпульсов. Цикличность зависит от толщины свариваемых деталей.
При толщине металлической поверхности до пяти миллиметров достаточно и одного импульса электротока, а при большой толщине необходимо несколько кратковременных электрических импульсов. При сваривании металлических элементов большой толщины и твердости применяются циклы с повышенным стискиванием.
Параметры выбора клещей для сварки
Для подбора сварочного оборудования необходимо знать, по каким параметрам оцениваются агрегаты контактной точечной сварки:
- мощностные характеристики: сила тока и рабочее напряжение, от них зависит разогревающая способность дуги: она должна соответствовать температуре плавления соединяемых сплавов (для 4 мм соединения нужен ток не менее 6 кА);
- расстояние между электродами и центральной осью сварочных клещей, (вылет электродов характеризует глубину захода инструмента на свариваемые поверхности);
- крепление электродов: они фиксируются зажимными держателями и резьбовым соединением (предпочтительнее зажимы);
- физические свойства электродов (компоненты медных сплавов влияют на электропроводность);
- производительность (измеряется количеством мест соединения, сделанных в течение часа);
- вес сварочного аппарата;
- конструктивное решение: ручные клещи или подвесные.
- мощность готовых сварочных клещей колеблется от 2 до 6 кВА.
Общая информация
Клещи для сварочных работ могут быть ручными и подвесными. Давайте подробнее поговорим про типы клещей, поскольку это важно для их самостоятельной сборки.
Ручные клещи контактной сварки вы можете видеть на картинке ниже. Как видите, конструкция ручных клещей крайне проста, и во многом схожа с любым других ручным инструментом (с теми же плоскогубцами или щипцами), где используется рычажная система открытия/закрытия. Основное отличие ручных клещей для контактной сварки заключается в дополнительном применении трансформатора. Трансформатор подключается к одной из рукояток клещей и генерирует сварочный ток, необходимый для формирования шва.
Суть работы клещей контактной точечной сварки заключается в том, что трансформатор генерирует сварочный ток, который затем подается через рукоятку клещей на сварочные электроды. Клещи вручную зажимают металлические заготовки, затем через электроды пропускается ток и под действием силы сжатия формируется сварная точка. Скорость сварки ручными клещами напрямую зависит от самого сварщика, поскольку весь процесс выполняется вручную.
Также есть подвесные сварочные клещи для точечной сварки. Они используются на производстве либо при изготовлении профессиональных аппаратов для контактной сварки. Такие клещи встраиваются в сварочный аппарат и работают по иной схеме. Они все так же сжимают обе детали, но этот процесс происходит не вручную. Именно по этой причине подвесные клещи гораздо производительнее, чем ручные. Тем не менее, в домашних условиях подвесные клещи не собираются. Это нецелесообразно и для их применения нужно специальное оборудование.
Поэтому далее мы расскажем, как собрать своими руками ручные клещи для контактной сварки.
Самодельные клещи для контактной сварки
Клещи для точечной сварки своими руками изготовить вполне реально. Пошаговая инструкция:
- Делают зажимное устройство. Для ручек используют металлические 20 мм полосы толщиной до 3-х мм или металлические стержни. Из них выгибают два держателя, которые затем скрепляют подвижным осевым соединением. Для удобства место соединения оборудуют разгибающей пружиной.
- Продумывают крепление электродов. Сварочные клещи с одной стороны концов оснащают болтовыми креплениями сменных электродов, с другой подводят к ним электрический шнур.
- Подводится провод, к ручкам он крепится клеммами. Для обеспечения электробезопасности рукоятки покрывают изоляционными материалами.
- Вытачивают электроды. Их делают из медных или бронзовых прутков, добиваясь минимальных контактных площадок. Иногда вместо электродов вставляют жала электропаяльников.
- Подбирают блок питания. Лучше использовать готовый мощный трансформатор. Если его нет, вместо вторичной обмотки прикрепляют три плотных витка кабеля с медной жилой. Иногда два трансформатора подключают параллельно, это позволяет увеличить общую мощность в цепи.
- Аппарат оснащают включателем. Пусковой механизм удобней крепить на прижимную рукоятку. Но иногда его монтируют на базе коробки старого устройства, в этом случае он находится отдельно.
- Проверяют все соединения индикатором, самодельный сварочный аппарат для точечных швов готов к работе.
Изготовление
Вы проведете меньше времени в магазинах, сделав сварочные клещи для точечной сварки своими руками. При этом вы тратите намного меньше, и сэкономленные деньги можно «пустить» на качественные материалы для сварки.
Делать и использовать ручные клещи для контактной сварки несложно. Но при этом они подходят для любого вида металла. Им найдёт место и человек, ремонтирующий своё авто в гараже, и мастер выездных работ. Себестоимость их радует экономных людей.
Первый этап изготовления самодельного инструмента — создание основы. Для неё подойдут материалы, которые есть у каждого под рукой. Это может быть любая сталь или сплав, толщина которых не больше пяти миллиметров.
Из листа материала сделайте несколько полосок по двадцать мм в ширину. Длина их может быть разной, она зависит от ваших пожеланий. Для основы подойдут и широкие стержни из металла. Кончикам заготовок придайте очертания щипцов.
Наложите изготовки наискось относительно друг друга и состыкуйте. По центру сделайте отверстие, которое будет точкой регулировки открывания и закрывания клещей. В месте отверстия проложите между пластинами диэлектрическую прокладку.
С конца одного стержня/пластины также нужно просверлить дырочку, чтобы можно было крепить на болты медный провод. Противоположная заготовка тоже просверливается. Отверстие в ней нужно, чтобы крепить кабель аппарата и фиксировать клемму.
Изолируйте металл клещей для точечной сварки с помощью изоленты вместе с резиновой накладкой (это может быть кусок шланга) после того, как соедините и просверлите нужные компоненты.
Эти материалы защитят вас во время работы с электричеством, а держать их в руках станет удобнее. Такой конструкции хватит, чтобы поддерживать сварочные зажимы на весу, но для их закрепления нужно будет добавить пружину между ручками.
Ток к зажиму подводится тоже с учётом правил. Его лучшим источником станет трансформаторный механизм со второстепенной наложенной обмоткой. Можно обмотать кабель на сердечник три раза.
Для того, чтобы повысить мощность точечной сварки, объедините пару трансформаторов, генерирующих ток.
Схемы для создания ручных клещей найти нелегко, поэтому постарайтесь продумать их устройство сами. В помощь вы можете взять видео уроки по созданию не подвесных клещей или советы знакомых мастеров.
Читать также: Как слепить пожарного из пластилина
Вторичная обмотка
Что касается вторичной обмотки, то если бы клещи были стационарные, то достаточно было 4 витка провода сечением 100 кв.мм. Но в данном случае, поскольку клещи выносные, длина провода от трансформатора до электродов составляла 1,7м. А чем длиннее провода, тем больше падает мощность аппарата.
К сожалению, мне неизвестно, падает ли мощность из-за уменьшения тока во вторичной цепи вследствие тонких проводов (по отношению к длине) или из-за просадки напряжения во время сварки. Поэтому решил намотать 6 витков проводом 50 кв.мм, чтобы компенсировать просадку напряжения во время сварки.
Клещи изготавливались из 1/2″ водопроводной трубы длиной 50см, сквозь которые протягивались провода и зажимались болтами непосредственно в электродах. В электродах были просверлены отверстия на глубину 50мм, чтобы была максимально большая площадь соприкосновения провода с электродом. Место соединения клещей, тщательно изолируется друг от друга текстолитовыми шайбами.
С трансформатором работы окончены. Теперь можно приступать к изготовлению корпуса. В наличии был лист толщиной 2мм. На листогибе согнуть короб из такого толстого металла довольно тяжело, поэтому в местах изгибы были пропилены пазы при помощи болгарки. Пока края не согнуты, желательно сразу же просверлить и вырезать все необходимые отверстия (вентиляторы, гермовводы и т.д.).
При наличии пропилов, ровно согнуть короб из толстого металла, не предоставляет труда.
В крышке, необходимо предусмотреть вентиляционные отверстия. Можно просто насверлить много отверстий, но это долго и некрасиво. Поэтому были куплены металлические вентиляционные решетки, а в крышке вырезаны отверстия под эти решетки.
Конструкция аппарата и необходимые детали
Любой сварочный агрегат контактного типа состоит из 2 узлов:
- блока питания (трансформатора);
- прижимных клещей.
Для получения мощного электрического разряда при минимальном напряжении применяют индукционный трансформатор.
Правильное соотношение обмоток позволяет генерировать ток, силы которого достаточно для плавления металла. Конструкция клещей включает графитовые или медные контакты, устанавливаемые на разные рычаги, фиксирующие механизм.
Существуют следующие типы прижимов:
- Механические. Включают мощную пружину и рычаг. Для сжатия металлов применяется мышечная сила сварщика. Прижимы такого типа устанавливают в бытовые аппараты, используемые для простых операций.
- Пневматические. Устанавливаются в портативные ручные аппараты. Настраиваются путем изменения давления в воздушном канале. Недостатком считают низкую производительность, невозможность регулировки параметров функционирования во время сварки.
- Гидравлические. Прижимы также отличаются небольшой скоростью работы, однако набор настроек у них шире, чем у предыдущего типа.
- Электромагнитные. Отличаются самой высокой производительностью, устанавливаются как в ручные, так и в стационарные агрегаты. Электромагнитные прижимы позволяют регулировать силу сжатия деталей при сварке. Это снижает вероятность возникновения непроваров и наплывов металла.
Иногда конструкцию усложняют, добавляя системы жидкостного охлаждения, управления параметрами тока, автоматического перемещения электродов.
При сборке самодельного аппарата для точечной сварки мастеру потребуются следующие детали и материалы:
- доработанный трансформатор от старой микроволновой печи или автомобильного аккумулятора;
- толстый медный провод или жгут кабелей небольшого сечения;
- рычаги, используемые для сборки зажимов;
- основание для установки блоков агрегата;
- прижимные струбцины;
- провода;
- изоляционные материалы;
- медные электроды, необходимые для выполнения сварки;
- клавиша управления.
Рекомендуем к прочтению Как сделать аппарат для сварки из микроволновки
Преимущества и недостатки
У контактной сварки довольно много достоинств, благодаря которым она стала так популярна в последнее время. Прежде всего, такой метод сварки потребляет очень мало энергии при высокой производительности. Ведь метод контактного соединения очень быстрый и на формирование одной сварной точки уходит менее секунды. Качество получаемых швов на высоком уровне, соединения получаются прочными и долговечными.
Не требуется особых знаний, контактной сваркой может заниматься мастер без специальной квалификации. Также возможна полная автоматизация рабочего процесса, вплоть до отсутствия необходимости находиться у станка. Профессиональные станки без проблем встраиваются в крупные сборочные линии.
Также не нужно использовать дополнительные комплектующие, вроде покрытых стержней, флюсов, газов и прочего
Отсюда и высокая экологичность контактной сварки, что тоже важно в условиях современного производства. Еще один плюс — простота сварки сложных металлов
Вам под силу сварка нержавеющей стали, алюминия и цветных металлов. При этом не нужно использовать инертный газ или неплавящиеся стержни.
Но, как и у всех видов сварки, у контактного метода есть свои недостатки. Самый главный — высокая цена на профессиональное сварочное оборудование. Чтобы укомплектовать небольшой завод необходимым количеством аппаратов для контактной сварки нужно иметь немалый бюджет. Не говоря уже о покупке аппарата для домашней сварки.
Кроме того, такие аппараты требовательны к источнику питания. Им необходимо выдавать ток большого значения, минимум 1000 ампер. А для этого необходимо мощное и стабильное электронапряжение.
Начинающие сварщики, пожалуй, отнесут к недостатку тот факт, что правила контактной сварки регламентируются отдельным ГОСТом и они довольно строгие. Если хоть один пункт из правила не будет соблюдаться, то такую деталь просто не примут на следующий производственный этап. Проще говоря, уклониться от работы не получится. Мы не считаем это недостатком, ведь соблюдение технологии сварки и дальнейший контроль качества — это залог прочной и долговечной металлоконструкции.
Сборка аппарата из микроволновки
Изготавливаемый таким способом аппарат позволяет вести сварку переменным током с нерегулируемой силой.
Перечень необходимых инструментов
Для создания самодельного аппарата из микроволновой печи потребуются следующие приспособления:
- набор отверток;
- наждачная бумага;
- медные прутки;
- молоток;
- зубило;
- нож.
Переделка деталей от СВЧ
После извлечения трансформатора из печи выполняют следующие действия:
- Удаляют вторичную обмотку, используя ножовку или стамеску. Демонтаж выполняют аккуратно, стараясь не повредить подлежащий слой. Пространство между обмотками желательно заполнить гофрокартоном.
- Снимают металлические шунты, ограничивающие силу тока.
- Формируют вторичную обмотку. На этом этапе потребуется провод КГ 1х35. Он выдерживает длительное воздействие высокого напряжения и силы тока до 1200 А. Внешнюю резиновую изоляцию с кабеля снимают.
- Сердечник оклеивают скотчем, облегчающим скольжение провода при намотке. Кабель укладывают 3 плотными витками. Для обмотки допускается применение многожильного мягкого провода. Общий диаметр жил должен составлять не менее 1 см.
Рекомендуем к прочтению Как сделать точечную сварку для АКБ 18650
После переделки трансформатор должен иметь напряжение холостого хода не более 3В, силу тока не менее 800 А.
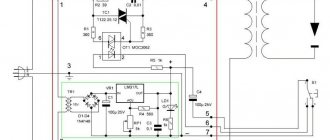
Схема самодельного устройства
Создание электрической цепи сварочного аппарата не вызывает затруднений. Электрод мягким кабелем соединяют с вторичной обмоткой трансформатора. В схему включают тиристоры, выпрямительные мосты. Один конец прижимного пистолета соединяют с вторичной обмоткой, другой – надежно фиксируют на аппарате.
Принцип действия электрической цепи агрегата таков:
- Однофазный или трехфазный ток подается на прижимной механизм.
- При нажатии кнопки на рукоятке пистолета открывается тиристор.
- Конденсатор заряжается от трансформатора. Тиристор закрывается, срабатывает прижимной механизм. Последний функционирует до разряда конденсатора. Повторное нажатие кнопки способствует подачи нового импульса. Время сохранения заряда конденсатора задается переменным резистором.
Сборка аппарата
Для создания рабочей части аппарата выполняют следующие действия:
- Собирают основу из нижней части корпуса микроволновой печи. На ней закрепляют один конец металлического профиля или деревянного бруса. Для этого используют саморезы, обеспечивающие прочную фиксацию. Ко второму краю профиля подсоединяют сварочный электрод с кабелем, подключенным к трансформатору. Провод наматывают на штангу, что предотвращает его повреждение.
- Обустраивают подвижную часть аппарата, имеющую вид рычага. В качестве оси используют длинный гвоздь. Создаваемые из профилей или брусков боковые стойки крепятся саморезами. Между ними и основанием рычага не должно оставаться расстояние. В противном случае точность воздействия аппарата снижается.
Тест работоспособности
После всех монтажно-сборочных работ аппарат проверяют следующими способами:
- Замеряют основные рабочие параметры агрегата. Для этого используют осциллограф. Сила импульса тока должна составлять около 800 А.
- Применяют собранное устройство на практике. Для этого создают пробный шов. После завершения работы замеряют температуру трансформатора. Если она является слишком высокой, схема собрана неправильно. Когда показатель находится в пределах нормы, делают еще 2 пробных шва.