Особенности регуляторов для первички трансформаторов
Ток зарядки батареи составляет 10% ее емкости. Это значит, что аккумулятор с емкостью 60Ач заряжается током не более 6А. Напряжение заряда при работе автомобиля 14,5В. Учитывая необходимый запас, зарядное устройства должно быть способно выдать 10А при напряжении 16В.
Запас напряжения необходим для регулировки и ограничения зарядного тока.
В разных моделях аппаратов она производится разными способами:
- Добавочными сопротивлениями. Включаются после диодного моста. Самая простая конструкция, но имеющая самые большие размеры.
- Транзисторами. Высокая точность регулировки, но самая сложная схема, требующая хорошего охлаждения силовых транзисторов.
- Тиристорное управление. Простые схемы. Регулировка осуществляется тиристорным ключем в цепи первичной обмотки или тиристорами, установленными вместо диодов в выпрямительный мост.
Схема и назначение тиристорного регулятора напряжения для трансформатора
Ток, протекающий при зарядке через аккумуляторную батарею, определяется внутренним сопротивлением аккумулятора, его ЭДС и напряжением на выходе зарядного устройства. Для его изменения, кроме других способов, можно регулировать напряжение на первичной обмотке. Самый удобный способ – использование тиристорного регулятора.
Модели для зарядки аккумуляторов
Зарядные устройства делятся на три группы:
- Пусковые. Предназначены для запуска двигателя при разряженном аккумуляторе. Использовать для зарядки батареи не рекомендуется – недостаточное напряжение и отсутствие регулировок.
- Зарядные. Предназначены для заряда аккумуляторов. Имеют ручную или автоматическую регулировку.
- Пуско-зарядные. Могут выполнять обе функции.
Принцип действия тиристорного регулятора
Тиристор имеет два состояния – открытый, в котором он пропускает электрический ток и закрытый. Открывается этот элемент при протекании тока через управляющий электрод и остается открытым, пока через тиристор идет ток. Переменное напряжение в сети имеет синусоидальную форму. Тиристор, включенный в цепи нагрузки, открывается в определенный момент полуволны. Это называется “угол открытия”. В результате этого через электроприбор ток протекает не все время, а только после перехода элемента в открытое состояние. Это меняет действующее значение напряжения на нагрузке.
Важно! Вольтметр измеряет действующее значение. Для надежной работы допустимое напряжение тиристоров должно соответствовать максимальному напряжению, которое больше в 1,4 раз. Для бытовой сети это 308В.
Разновидности и технические характеристики тиристорного регулятора
Из-за того, что тиристор пропускает через себя напряжение только одной полярности, его нелзя использовать для управления трансформатором без дополнительных элементов:
- Включить тиристор в диодный мост из 4 диодов на вывода “+” и “-“. Вывода “~” подключаются в разрыв цепи вместо выключателя или последовательно с ним. Диодный мост выпрямляет напряжение и на тиристор подается питание только одной полярности.
- Использовать два тиристора, включенные встречно-параллельно и для управления через переменный резистор соединяются управляющие вывода. Каждый из элементов открывается при своей полярности, а оба вместе управляют напряжением на нагрузке.
Открытие тиристора происходит при прохождении тока больше определенной величины и есть два способа управления углом открывания:
- Переменным сопротивлением, включенным между анодом и управляющим электродом. В течении первой половины полуволны напряжение и ток управления растут и при достижении его определенной величины, зависящей от марки элемента. Недостаток этой схемы в ограниченном диапазоне регулировки 110-220В, но этого достаточно для управления трансформатором зарядного устройства.
- Управление импульсами, которые подает отдельная схема на управляющий электрод в определенный момент полуволны синусоиды. Допустимый ток и напряжение тиристорного регулятора зависят в первую очередь от установленных тиристоров. Самые распространенные – тиристоры серии КУ 202, но в некоторых случаях допускается применение других элементов:
- КУ 202Н – 400В, 30А. Крепятся на резьбе М6. При регулировке первичной обмотки, ток которой менее 1А, используются без радиаторов.
- КУ 201л – 300В, 30А, крепление- резьба М6. Допускается использовать в первичной обмотке.
- КУ 201а – 25В, 30А, крепление – резьба М6. Можно использовать только с радиаторами при регулировке после трансформатора.
- КУ 101г – 80В, 1А. Похож на транзистор. В силовых цепях зарядных устройствах не используются, только в схемах управления.
- КУ 104а – 6В, 3А. Так же в силовых цепях не применяются.
Регулятор мощности для сварочного трансформатора своими руками
» Статьи » Регулятор тока для сварочного аппарата своими руками
Каждый способ регулирования способен положительно сказываться на работе сварочного агрегата, но есть у каждого метода и свои недостатки, которые желательно знать и уметь избегать неприятных ситуаций. Сварочный процесс является ответственной процедурой, поэтому становится определяющим практически любое отклонение от норм.
При помощи специальных регуляторов:
- Настраивается рабочий ток,
- Меняется магнитный поток.
Поэтому регулятор тока для сварочного аппарата выполняет важную функцию и в качестве основных методов регулировки используют: магнитное шунтирование, подвижность обмоток, а так же дроссели разных видов.
Способы регулировки параметров сварки
Если подключится к отводам, которые выполняются на второй обмотке трансформатора, то есть возможность для ступенчатого регулирования электрического тока. При использовании данного способа меняется количество витков, таким образом, происходит уменьшение или увеличение тока.
Но есть недостатки в этом методе, которые заключаются в минимальных диапазонах регулировки. И придется делать приличные габариты регулирующего устройства, чтобы выдерживать серьезные электрические перегрузки. Также предстоит пользоваться мощными переключателями, способными выдерживать большие токи.
Вторичная обмотка принимает значительно большие нагрузки, чем вторичная обмотка, поэтому это приспособление быстро изнашивается. Для улучшения показателей подобной конструкции применяются тиристоры, которые интегрируются в первичную обмотку.
С помощью такого прибора осуществляется настройка сварочного аппарата, причем делать это очень просто. Чтобы сделать регулятор тока для сварочного аппарата, нужно правильно подбирать сопротивления и прочие элементы, входящие в схему данного устройства.
Схема регулятора тока для сварочного агрегата
Тиристоры в устройстве устанавливаются параллельно, так что они открываются при помощи тока, который создается двумя транзисторами. Когда регулятор включается в схему, тиристоры находятся в закрытом состоянии, а заряд принимают конденсаторы благодаря переменному сопротивлению.
И при достижении конденсатором определенного напряжения происходит движение тока разряда. После транзистора происходит открытие тиристора, подключающего нагрузку.
Меняя сопротивление резистора, будет можно осуществлять регулировку подключения тиристоров. В связи с этим происходит изменение общего тока на изначальной трансформаторной обмотке.
Чтобы добиться увеличения или снижения диапазона регулировки, меняется сопротивление резистора в нужном направлении. Если нет в наличии транзисторов, допустимым условием является применение динисторов.
Схема регулятора с динисторами и транзисторами
Монтируется регулятор тока для сварочного аппарата не только на транзисторах, предназначенных для получения лавинного напряжения, но и с использованием динисторов.
Данный элемент нужно подключить анодами к выводам сопротивления, а катодами он должен быть присоединен к другим двум резисторам. Используются для регуляторов сварочных приборов транзисторы моделей П416, ГТ308, но есть еще возможность для подключения маломощных транзисторов с похожими характеристиками.
Резисторы переменного типа могут быть использованы СП-2, а в качестве постоянных элементов применяются МБМ. При этом нужно подбирать такое сопротивление, которое будет обладать подходящим рабочим напряжением.
Чтобы качественно собрать регулирующее устройство для сварочного аппарата, нужно воспользоваться текстолитовым основанием, имеющим толщину 1,5 – 2 миллиметра, тогда процесс монтажа получится более удобным.
Необходимо предусмотреть изоляцию всех деталей, участвующих в схеме, от корпуса, так как возможны короткие замыкания и увеличение температуры. Серьезные перегрузки способны приводить к негативным последствиям и выходу из строя, как отдельных элементов, так и всего устройства.
Если при сборке регулирующего устройства соблюдались все правила, и детали были подобраны по оптимальным параметрам, то регулятор не обязательно настраивать.
Но перед тем как эксплуатировать приспособление в полном объеме, нужно проконтролировать работу транзисторов, включенных в схему, потому что они могут не выдержать лавинного режима.
Благодаря стабильной работе устройства сварочные аппараты смогут нормально работать с разными свариваемыми материалами и конструкциями.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
Регулятор сварочного тока
Для удобной регулировки сварочного тока в бытовых сварочных аппаратах применяют различные способы от переключения отводов в первичной и вторичной обмотке трансформатора до гашения сварочного тока с помощью балластных резисторов. Наиболее продвинутое решение применить для этих целей электронный регулятор сварочного тока .
Этот регулятор доступен для самостоятельного повторения и имеет хорошие показатели, как по качеству сварочного шва, так и по энергопотреблению. Схема достаточно простая и доступна для воплощения радиолюбителю из разряда начинающих.
Трансформатор необходимо взять с запасом по мощности киловатта на 3.для такой мощности первичная обмотка должна содержать примерно 200–240т витков провода в ПСД изоляции сечением 5мм². Вторичная силовая обмотка выполняется сечением 16мм² и выше.
Разносить обмотки необходимо для более мягкого процесса сварки, при намотке вторичной обмотки и первичной друг на друга коэффициент связи получается хорошим, но аппарат варит жестко и решением проблемы может быть только применение на выходе сглаживающего дросселя, который устранит провалы напряжения при переходе через нуль. Иногда и это не помогает.
Хорошо намотанный аппарат должен петь дугой, мягко шипеть, как будто он сало жарит. Напряжение вторичной обмотки выбирайте в пределах 50–55В при мощности трансформатора 3.0–3.5 КВт, ток сварки может достигать 200–220А.
Регулятор сварочного тока, предложенный здесь, работает на нескольких самодельных сварочных аппаратах, а также на сварочном Дуга производства ЗАО Электроприбор.
Блок штатной заводской регулировки удален, дополнительно намотано две обмотки для питания электронной схемы, плюс вставлены два тиристора диоды силовые там имеются.
Дроссель на выходе тоже есть, так что узел в рамке исключен. На качестве сварки переделка не отразилась.
Аналог сварочного аппарата дуга можете посмотреть здесь. Это зарядное – пусковое устройство Дуга 318П , отличается от сварочного аппарата только величиной выходного напряжения и мостовым выпрямителем. Здесь они слепили чудо. Так что воплощайте в жизнь регулятор сварочного тока на любых аппаратах. Эта схема работает хорошо .
Что представляет собой симистор
У тиристора есть недостаток, усложняющий его применение в сети переменного тока – он пропускает через себя только одну полуволну и на выходе вместо переменного напряжения получается постоянное пульсирующее. Поэтому эти приборы используются парами или вместе с диодным мостом. От этого недостатка свободен симистор.
Симистор внешне похож на тиристор. Также, как и тиристор, он открывается импульсом тока, протекающего через управляющий электрод, но этот прибор пропускает через себя обе полуволны и способен работать в сети переменного тока.
Принципиальная схема симисторного регулятора тока для активной и индуктивной нагрузки Устройство симисторного регулятора аналогично тиристорному. Отличие в том, что симистор управляет обоими полярностями и поэтому нет необходимости использовать диодный мост или встречно-параллельное включение элементов.
Кроме того, для симистора не имеет значение полярность управляющего напряжения, что позволяет упростить схему импульсного управления.
Совет! Для регулировки симистором можно использовать диммер от лампы накаливания. Для этого он включается между анодом и управляющим электродом силового симистора.
Регулятор мощности для сварочного трансформатора своими руками — Справочник металлиста
Одна из главных составляющих по-настоящему качественного шва — это правильная и точная настройка сварочного тока в соответствии с поставленной задачей.
Опытным сварщикам часто приходится работать с металлом разной толщины, и порой стандартной регулировки min/max недостаточно для полноценной работы. В таких случаях возникает необходимость многоступенчатой регулировки тока, с точностью до ампера.
Эту проблему можно легко решить путем включения в цепь дополнительного прибора — регулятора тока.
Ток можно регулировать по вторичке (вторичной обмотке) и по первичке (первичной обмотке). При этом каждый из способов настройки трансформатора для сварки имеет свои особенности, которые важно учитывать.
В этой статье мы расскажем, как осуществляется регулировка тока в сварочных аппаратах, приведем схемы регуляторов для сварочного полуавтомата, поможем грамотно выбрать регулятор сварочного тока по первичной обмотке для сварочного трансформатора.
Способы регулировки тока
Существуют множество способов регулировки тока, и выше мы писали о вторичной и первичной обмотке. На самом деле, это очень грубая классификация, поскольку регулировка еще делится на несколько составляющих. Мы не сможем разобрать все составляющие в рамках этой статьи, поэтому остановимся на наиболее популярных.
Один из самых часто применяемых методов регулировки тока — это добавление баластника на выходе вторичной обмотки. Это надежный и долговечный способ, баластник можно легко сделать своими руками и использовать в работе без дополнительных приборов. Зачастую баластники используют исключительно для уменьшения силы тока.
В этой статье мы подробно описывали принцип работы и особенности использования баластника для сварочного полуавтомата. Там вы найдете подробную инструкцию, как изготовить прибор в домашних условиях и как использовать его в своей работе.
Несмотря на множество достоинств, метод регулировки тока по вторичной обмотке при использовании в связке с трансформатором для сварки может быть не очень удобен, особенно для начинающих сварщиков.
Прежде всего, баластник довольно громоздкий и его размер может достигать метра в длину. Еще прибор часто находится под ногами и при этом сильно нагревается, а это грубое нарушение техники безопасности.
Если вы не готовы мириться с этими недостатками, то рекомендуем обратить внимание на метод, когда производится регулировка сварочного тока по первичной обмотке. Для этих целей зачастую используются электронные приборы, которые можно легко сделать своими руками. Такой прибор будет беспроблемно регулировать ток по первичке и не доставит сварщику неудобств при эксплуатации.
Электронный регулятор станет незаменимым помощником дачника, который вынужден проводить сварку в условиях нестабильного напряжения. Часто домам просто не положено использование электроприборов более 3-5 кВт, а это очень ограничивает в работе.
С помощью регулятора можно настроить свой аппарат таким образом, чтобы он мог бесперебойно работать даже с учетом низкого напряжения. Также такой прибор пригодится мастерам, которым необходимо постоянно перемещаться с места на место во время работы.
Ведь регулятор не нужно таскать за собой, как баластник, и он никогда не станет причиной травм.
Теперь мы расскажем о том, как самому изготовить электронный регулятор из тиристоров.
Схема тиристорного регулятора
Выше вы можете видеть схему простейшего регулятор на 2 тиристорах с минимумов недефицитных деталей. Вы также можете сделать регулятор на симисторе, но наша практика показала, что тиристорный регулятор мощности долговечнее и работает более стабильно. Схема для сборки очень простая и по ней вы сможете довольно быстро собрать регулятор, имея минимальные навыки пайки.
Принцип действия данного регулятора тоже прост. У нас есть цепь первичной обмотки, в которую подключается регулятор. Регулятор состоит из транзисторов VS1 и VS2 (для каждой полуволны).
RC-цепочка определяет момент, когда откроются тиристоры, вместе с тем меняется сопротивление R7.
В результате мы получаем возможность изменять ток по первичке трансформатора, после чего ток меняется и во вторичке.
Обратите внимание! Настройка регулятора осуществляется под напряжением, об этом не стоит забывать. Чтобы избежать фатальных ошибок и не получить травму нужно обязательно изолировать все радиоэлементы.
В принципе, вы можете использовать транзисторы старого образца. Это отличный способ сэкономить, поскольку такие транзисторы можно без проблем найти в старом радиоприемнике или на барахолке. Но учтите, что такие транзисторы должны использоваться на рабочем напряжении не менее 400 В.
Если вы посчитаете нужным, можете поставить динисторы вместо транзисторов и резисторов, показанных на схеме. Мы динисторы не использовали, поскольку в данном варианте они работают не очень стабильно.
В целом, эта схема регулятора сварочного тока на тиристорах неплохо зарекомендовала себя и на ее основе было изготовлено множество регуляторов, которые стабильно работают и хорошо выполняют свою функцию.
Также вы могли видеть в магазинах регулятор контактной сварки РКС-801 и регулятор контактной сварки РКС-15-1.
Мы не рекомендуем изготавливать их самостоятельно, поскольку это займет много времени и несильно сэкономит вам деньги, но если есть такое желание, то можете изготовить РКС-801.
Ниже вы видите схему регулятора и схему его подключения к сварочнику. Откройте картинки в новом окне, чтобы лучше видеть текст.
Измерение сварочного тока
После того как вы изготовили и настроили регулятор, его можно использовать в работе. Для этого вам нужен еще один прибор, который будет измерять сварочный ток.
К сожалению, не получится использовать бытовые амперметры, поскольку они не способны работать с полуавтоматами мощностью более 200 ампер. Поэтому рекомендуем использовать токоизмерительные клещи.
Это относительно недорогой и точный способ узнать значение тока, управление клещами понятное и простое.
Так называемые «клещи» в верхней части прибора охватывают провод и измеряют ток. На корпусе прибора находится переключатель пределов измерения тока. В зависимости от модели и цены разные производители изготавливают токоизмерительные клещи, способные работать в диапазоне от 100 до 500 ампер. Выберите прибор, характеристики которого совпадают с вашим сварочным аппаратом.
Токоизмерительные клещи — это отличный выбор, если нужно оперативно измерить значение тока, при этом не влияя на цепь и не подключая в нее дополнительные элементы.
Но есть один недостаток: клещи абсолютно бесполезны при измерении значения постоянного тока. Дело в том, что постоянный ток не создает переменное электромагнитное поле, поэтому прибор просто не видит его.
Но в работе с переменным током такой прибор оправдывает все ожидания.
Это дешевый и эффективный способ измерения тока, но использование амперметра в сварочных аппаратах тоже имеет свои особенности. В цепь добавляется не сам амперметр, а его резистор или шунт, при этом стрелочный индикатор должен параллельно подключаться к резистору или шунту. Если не соблюдать эту последовательность, прибор в лучшем случае просто не будет работать.
Вместо заключения
Другие простые варианты регулировки напряжения в первичке
Кроме тиристорных и симисторных регуляторов есть другие способы управления зарядным током в первичной обмотке трансформатора:
- Переключением выводов первичной обмотки. Недостаток в том, что эти вывода необходимо делать при намотке катушек.
- Подключением зарядного аппарата после ЛАТРА (лабораторного автотрансформатора). Его мощность должна быть не менее 160Вт.
- Переменным сопротивлением, подключаемым последовательно с трансформатором. Его параметры приблизительно 50-100Ом, мощностью 50Вт и зависят от конкретного зарядного.
Несмотря на появление современных зарядных устройств, аппараты с обычными трансформаторами есть у многих владельцев автомобилей, и регулировка аппарата по первичной обмотке позволяет обойтись без мощных тиристоров или добавочных сопротивлений.
Способы регулировки сварочного тока – Сварка Профи
Регулировка рабочего тока сварочного аппарата имеет первостепенное значение для удобства пользования и качества получаемого шва. Это объясняется возможностью подбирать тип используемого электрода и его толщину применительно к каждому конкретному случаю.
Конструкционно вариация режима функционирования может осуществляться достаточно просто (механически) или гораздо более сложно (тиристорное или симисторное электронное управление).
В последнем случае ремонт сварочного оборудования при выходе его из строя представляет собой непростую задачу и может быть выполнен лишь в условиях спецмастерской.
Методы регулировки
Для коррекции тока служат следующие способы:
- механическое переключение между отводами обмоток первичной и/или вторичной цепи (изменение количества рабочих витков);
- дополнительное их шунтирование подключаемой последовательно активной или реактивной нагрузкой;
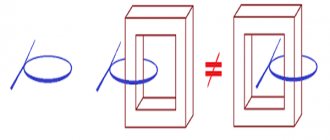
- искажение (за счет сдвига-разноса в пространстве обмоток относительно друг друга ) связующего магнитного потока или внесения в него вспомогательного шунтирующего дросселя;
- регулирование параметров цепи с помощью блока электронного управления, включая использование широтно-импульсной модуляции.
Первый способ, фактически заключающийся в манипуляции вторичным напряжением холостого хода, не позволяет варьировать ток в широких пределах, так как даже для двух- или трёхкратного изменения требуется коммутировать дополнительные секции не только силовой, но и первичной обмотки. А это чревато усложнением конструкции, излишним расходом проводов, увеличением массы аппарата и его габаритов.
Во втором случае в цепь включаются магазины мощных (и, к сожалению, громоздких) балластных реостатов сопротивлением в десятые и сотые доли ома.
Улучшая характеристики силового трансформатора и параметры дуги, они в то же время рассеивают на себе полезную мощность, снижая общий КПД сварочного аппарата.
Несколько лучше третий метод: он, в отличие от предыдущих, позволяет регулировать ток плавно, а не скачками. Применяется в трансформаторах типов ТС, ТСК или ТД.
Перечисленные приёмы достаточно просты и могут использоваться даже в самодельных конструкциях. Да и ремонт сварочных аппаратов такого класса также под силу домашним умельцам.
Значительно привлекательнее обстоит дело с последним рассматриваемым методом.
Электронное управление защищает трансформатор от перегрузок, позволяет легко, плавно и удобно регулировать сварочный ток, причём даже в процессе горения дуги.
Элементы не подвергаются чрезмерному нагреву, поэтому могут быть смонтированы в закрытом кожухе. Единственный недостаток – чуть большая прерывистость дуги на минимальной мощности.
Новости
Электронный регулятор тока для сварочного трансформатора. Регулировка тока трансформатора
ТрансформаторРегулировка тока трансформатора
Качество сварного шва в значительной мере зависит от характеристик электрической дуги. Для каждой толщины металла, в зависимости от его вида требуется определенной силы сварочный ток.
Кроме этого, важна вольтамперная характеристика аппарата для сварки, от этого зависит качество электрической дуги. Для резки металла тоже требуются свои значения электротока. То есть любой сварочный аппарат должен обладать регулятором, управляющим мощностью сварки.
Способы регулирования
Управлять током можно по-разному. Основные способы регулирования такие:
- введение резистивной или индуктивной нагрузки во вторичную обмотку сварочного аппарата;
- изменение количества витков во вторичной обмотке;
- изменение магнитного потока аппарата для сварки;
- использование полупроводниковых приборов.
Схематических реализаций этих способов множество. При изготовлении аппарата для сварки своими руками каждый может выбрать себе регулятор по вкусу и возможностям.
Резистор или индуктивность
Регулировка сварочного тока с использованием сопротивления или катушки индуктивности является самой простой и надежной. К держателю сварочных электродов последовательно подключают мощный резистор или дроссель. За счет этого меняется активное или индуктивное сопротивление нагрузки, что приводит к падению напряжения и изменению сварочного тока.
Регуляторы в виде резисторов применяют для улучшения вольтамперной характеристики сварочного аппарата. Используется набор мощных проволочных сопротивлений или один резистор, выполненный из толстой нихромовой проволоки в виде спирали.
Для изменения сопротивления специальным зажимом их подключают к определенному витку провода. Резистор выполняется в виде спирали для уменьшения габаритов и удобства использования. Номинал резистора не должен превышать 1 Ом.
Переменный ток в определенные моменты времени имеет нулевые или близкие к нему значения. В это время получается кратковременное гашение дуги. При изменении промежутка между электродом и деталью может произойти прилипание или полное ее гашение.
Для смягчения режима сваривания и соответственно получения качественного шва применяют регулятор в виде дросселя, который включается последовательно с держаком в выходной цепи аппарата.
Дополнительная индуктивность вызывает сдвиг фаз между выходным током и напряжением. При нулевых или близких к нему значениях переменного тока напряжение имеет максимальную амплитуду и наоборот. Это позволяет поддерживать стабильную дугу и обеспечивает надежное ее зажигание.
Дроссель можно изготовить из старого трансформатор. Используется только его магнитопровод, все обмотки удаляются. Вместо них наматывают 25-40 витков толстого медного провода.
Данный регулятор был широко распространен при использовании трансформаторных аппаратов переменного тока благодаря своей простоте и наличию комплектующих. Недостатками дроссельного регулятора сварочного тока являются небольшой диапазон управления.
Изменение количества витков
При этом методе регулировка характеристик дуги осуществляется благодаря изменению коэффициента трансформации. Коэффициент трансформации позволяют изменить дополнительные отводы из вторичной катушки. Переключаясь с одного отвода на другой можно менять напряжение в выходной цепи аппарата, что приводит к изменению мощности дуги.
Регулятор должен выдерживать большой сварочный ток. Недостатком является трудность нахождения коммутатора с такими характеристиками, небольшой диапазон регулировок и дискретность коэффициента трансформации.
Изменение магнитного потока
Данный способ управления используется в трансформаторных аппаратах сварки. Изменяя магнитный поток, меняют коэффициент полезного действия трансформатора, это в свою очередь меняет величину сварочного тока.
Регулятор работает за счет изменения зазора магнитопровода, введения магнитного шунта или подвижности обмоток. Изменяя расстояние между обмотками, меняют магнитный поток, что соответственно сказывается на параметрах электрической дуги.
На старых сварочных аппаратах на крышке находилась рукоятка. При ее вращении вторичная обмотка поднималась или опускалась за счет червячной передачи. Этот способ практически изжил себя, он использовался до распространения полупроводников.
Полупроводниковые приборы
Создание мощных полупроводниковых приборов, способных работать с большими токами и напряжениями, позволило разработать сварочные аппараты нового типа.
Они стали способны менять не только сопротивление вторичной цепи и фазы, но и изменять частоту тока, его форму, что также влияет на характеристики сварочной дуги. В традиционном трансформаторном сварочном аппарате используется регулятор сварочного тока на базе тиристорной схемы.
Регулировка в инверторах
Сварочные инверторы – это самые современные аппараты для электродуговой сварки. Использование мощных полупроводниковых выпрямителей на входе устройства и последующей трансформации переменного тока в постоянный, а затем в переменный высокой частоты позволил создать устройства компактные и мощные одновременно.
В инверторных аппаратах основным регулятором является изменение частоты задающего генератора. При одном и том же размере трансформатора мощность преобразования напрямую зависит от частоты входного напряжения.
Чем меньше частота, тем меньшая мощность передается на вторичную обмотку. Ручка регулировочного резистора выводится на лицевую панель инвертора. При ее вращении изменяются характеристики задающего генератора, что приводит к изменению режима переключения силовых транзисторов. В итоге получается требуемый сварочный ток.
При использовании инверторных сварочных полуавтоматов настройка происходит так же, как и при использовании ручной сварки.
Кроме внешних регуляторов в блоке управления инвертором предусмотрены еще много различных управляющих элементов и защит, обеспечивающих стабильную дугу и безопасную работу. Для начинающего сварщика лучшим выбором будет инверторный аппарат для сварки.
Применение тиристорной и симисторной схемы
После создания мощных тиристоров и симисторов их стали использовать в регуляторах силы выходного тока в сварочных аппаратах. Они могут устанавливаться в первичной обмотке трансформатора или во вторичной. Суть их работы заключается в следующем.
На управляющий контакт тиристора со схемы регулятора поступает сигнал, открывающий полупроводник. Длительность сигнала может изменяться в больших пределах, от 0 до длительности полупериода тока протекающего через тиристор.
Управляющий сигнал синхронизирован с регулируемым током. Изменение длительности сигнала вызывает обрезание начала каждого полупериода синусоиды сварочного тока. Увеличивается скважность, в результате средний ток уменьшается. Трансформаторы очень чувствительны к такому управлению.
Такой регулятор имеет существенный недостаток. Время нулевых значений увеличивается, что приводит к неравномерности дуги и ее несанкционированному гашению.
Для уменьшения негативного эффекта дополнительно приходится вводить дроссели, которые вызывают фазовый сдвиг между током и напряжением. В современных аппаратах данный метод практически не используются.
svaring.com
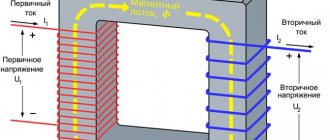
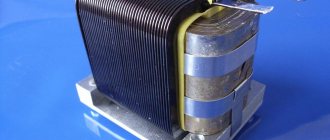
Сварочный трансформатор – это аппарат, преобразующий переменное напряжение сети в переменное напряжение для сварки (как правило, понижает переменное напряжение до значения менее 141 В).
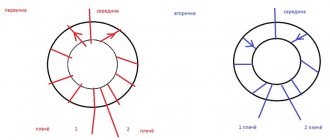
Катушки первичной обмотки укреплены неподвижно и включаются в сеть переменного тока. Катушки вторичной обмотки подвижны и от них сварочный ток подаётся на электрод и изделие. Провода сварочной цепи присоединяются к зажимам 2. Сварочный ток плавно регулируется изменением расстояния между первичной и вторичной обмотками.
Для этой цели служит вертикальный винт 9 с ленточной резьбой, который оканчивается рукояткой 5. При вращении рукоятки по часовой стрелке вторичная обмотка приближается кпервичной, магнитная связь между ними увеличивается. И сварочный ток растёт.
Для установления необходимого сварочного тока на крышке 8 корпуса трансформатора расположена шкала 7.
Сварочный выпрямитель – это аппарат, преобразующий переменный ток сети в постоянный ток для сварки.
С
Рисунок 1.
Сварочный трансформатор
варочный выпрямитель состоит из понижающего трехфазного трансформатора с подвижными катушками, выпрямительного блока с вентилятором, пускорегулирующей и защитной аппаратуры, смонтированных в кожухе.
Сварочный выпрямитель
Рисунок 2.
Сварочный выпрямитель
снижает напряжение сети до необходимого рабочего, а также служит для регулирования сварочного тока путем изменения расстояния между первичной и вторичной обмотками. Катушки вторичной обмотки неподвижны и закреплены у верхнего ярма. Катушки первичной обмотки подвижны.
Сердечник трансформатора собран из пластин электротехнической стали. Внутри сердечника проходит ходовой винт с закрепленным внизу подпятником. В верхнюю планку крепления первичной обмотки запрессована ходовая гайка.
При вращении рукоятки ходового винта вертикально перемещается ходовая гайка, а следовательно, и катушки первичной обмотки.
Выпрямительные блоки собраны по трехфазной мостовой схеме. Для охлаждения выпрямительных блоков служит вентилятор, приводимый во вращение от асинхронного электродвигателя.
Охлаждающий воздух, засасывается внутрь кожуха, проходит через блок, омывает трансформатор и выбрасывается с другой стороны.
С
Рисунок 3. Сварочный преобразователь
варочный преобразователь – устройство служащее для преобразования переменного тока в постоянный сварочный ток; он состоит из сварочного генератора постоянного тока и приводного трехфазного асинхронного электродвигателя, сидящих на одном валу и смонтированных в общем корпусе.
Сварочный генератор состоит из корпуса с укрепленными на нем магнитными полюсами 10 и приводимого во вращение якоря. Тело якоря набрано из отдельных лакированных пластин электротехнической стали. В продольных пазах его уложены витки обмотки.
Рядом с якорем находится коллектор, состоящий из большого числа изолированных друг от друга медных пластинок , к которым припаяны начала и концы каждой группы витков якоря. Магнитное поле внутри генератора создается магнитными полюсами обмоток возбуждения, которые питаются постоянным током от щеток самого генератора.
В распределительном устройстве размещены пакетный выключатель, регулировочный реостат, вольтметр , доски зажимов высокого и низкого напряжения и другая аппаратура. При включении электродвигателя якорь начинает вращаться в магнитном поле и в витках его возникает переменный ток, который с помощью коллектора преобразуется в постоянный.