23.10.2019 Автор: VT-METALL
Вопросы, рассмотренные в материале:
- Что собой представляет резка листового металла
- Какие бывают промышленные виды резки листового металла
- С помощью каких инструментов возможна ручная резка листового металла
- Какие существуют механические способы резки листового металла
- В чем принцип резки листового металла болгаркой и гильотиной
Качество обработки металла зависит от многих параметров: используемой технологии, производительности оборудования, навыков мастера, особенностей сырья и т. д. Сегодня в статье мы расскажем о том, что качественная резка листового металла возможна не только в производственных, но и в домашних условиях, а также рассмотрим основные нюансы применения самого популярного оборудования.
Промышленные виды резки листового металла
Обработка металла может осуществляться разными способами. Специфика проведения работ зависит от типа оборудования, которое используется для резки металлических листов.
На крупных промышленных предприятиях чаще всего применяют гидроабразивную или термическую резку.
1. Термическая обработка листового металла.
Термическая резка подразумевает разделение металлических листов струей, нагретой до предельной температуры. Данный вид резки еще называют бесконтактным, поскольку инструмент не вступает во взаимодействие с поверхностью листового материала.
Разновидности термической резки: газокислородная, лазерная, плазменная.
- Газокислородная резка листового металла.
Газокислородная обработка листового металла включает в себя два этапа:
- В начальную точку предполагаемой линии реза подается струя пламени, выходящая из резака. В качестве рабочего газа используется ацетилен.
- После прогрева материала аппарат подает кислородный поток, который легко разрезает размягченный металл. Одновременно с этим удаляются окислы.
Для того чтобы качество резки было высоким, расстояние между соплом резака и металлом должно быть одинаковым на протяжении всего рабочего процесса.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Газокислородная резка является самым экономичным способом обработки и отлично подходит для реза низколегированных сталей. При соблюдении всех нюансов технологии и наличии достаточного опыта у мастера кромка листового металла после газокислородной резки не требует дополнительной обработки.
Недостатком применения такого вида резки является возможность обработки металлов только с низкой теплопроводностью.
- Плазменная резка листового металла.
Плазменная резка считается более универсальным способом обработки листовых материалов. Первое оборудование для этого вида разрезания металла появилось во второй половине XX века. Аппаратура была не только громоздкой, но и дорогой, в связи с этим ее приобретение и использование могли себе позволить только крупные промышленные предприятия. Со временем оснастка стала более доступной, и популярность плазменной резки выросла в разы.
VT-metall предлагает услуги:
Обработка металла в данном случае осуществляется при помощи высокоскоростного плазменного потока, температура которого может достигать +30 000 °C. При этом капли расплавленного металла, образующиеся в результате плавления, мгновенно сдуваются струей сжатого воздуха. По сравнению с предыдущим видом резки, плазменная обработка отличается высокой производительностью, ведь температура газокислородного потока составляет всего +1 800 °C.
Стоит отметить, что популярность плазменной резки объясняется не только высокой производительностью, но и рядом других важных параметров. Так, рабочий процесс не требует регулярной заправки газовых баллонов, присадок для резки ценных металлов или повышенного внимания к мерам пожарной безопасности. Для работы с плазменным оборудованием понадобится только электроэнергия и воздух, что позволяет сделать объективные выводы о простоте, удобстве и экономичности рабочего процесса.
Плазменная резка листового металла может использоваться для обработки:
- алюминия и сплавов на его основе толщиной до 120 мм;
- меди толщиной до 80 мм;
- легированных и углеродистых сталей толщиной до 50 мм;
- чугуна толщиной до 90 мм.
Если толщина металла превышает 120 мм, целесообразнее использовать газокислородную резку.
При подборе оптимального оборудования для обработки металла очень важно учитывать такие его свойства, как толщина и теплопроводность. Здесь нужно запомнить одно простое правило: чем выше теплопроводность разрезаемого материала, тем больше теплоотвод и меньше возможная толщина обрабатываемого листа (например, толщина листа меди должна быть меньше, чем листа из нержавейки).
Инструменты для ручной резки листового металла
Ручную резку листового металла нельзя назвать высокоэффективной, поэтому чаще всего она применяется только в домашних условиях.
В процессе такой резки листового металла используются следующие инструменты:
- Ножницы. При помощи ручных ножниц можно обрабатывать листы металла, толщина которых не превышает 3 мм. Существует несколько видов подобных приспособлений, подходящих для резки металла:
- Для прямого реза.
- Для криволинейного.
- Пальцевые (прямого и зеркального вида) – используются для получения сложных фигур.
- С одним подвижным лезвием, а вторым фиксированным, закрепленным в верстак.
- Ножовка.
- Лобзик.
- Болгарка. Это углошлифовальная машина, применяемая для резки металла, управление которой осуществляется вручную. Основными достоинствами болгарки являются:
- удобство эксплуатации;
- возможность обработки листов метала разной толщины;
- большой выбор вариантов сменных дисков.
Таким образом, ручная резка металла может выполняться при помощи ножниц, специальной машины – болгарки или трубореза.
Рабочими элементами трубореза являются дисковые резцы-ролики, которые обеспечивают удобство и должную скорость разрезания изделий цилиндрической формы.
Качество и скорость ручной работы в большей степени зависят от опыта и навыков работника.
Приспособления для ручной резки имеют низкую производительность, поэтому используются для обработки металла преимущественно в бытовых условиях.
Механические виды резки листового металла
Механическая резка металла – это контактный способ обработки, при котором поверхность инструмента взаимодействует с материалом. Режущий элемент, как правило, тоже изготавливается из металла, но более высокой твердости.
В группу приспособлений для механической резки листового металла входят ножницы, пила и резцы. Особым видом механической обработки металлических листов является рубка. Ударная резка или рубка при помощи гильотины обычно используется на этапе создания заготовок.
Механическая обработка листового металла также может выполняться с использованием следующего оборудования:
- ленточно-пильных станков (ЛПС);
- гильотин;
- дисковых станков;
- токарных станков с установленными на них резцами;
- агрегатов продольной резки.
1. Резка ленточной пилой.
Ленточную пилу целесообразно использовать для обработки сортового металла. Такое приспособление – главный рабочий элемент на ленточно-пильном станке (ЛПС). Принцип работы пилы схож с принципом действия обычной ножовки. Полотно пилы замкнуто в ленту большого диаметра, одна сторона которого имеет специальные зубья. Непрерывное движение ленты обеспечивается за счет вращающихся шкивов, подключенных к электромотору. Средняя скорость работы ЛПС – 100 мм/мин. Рабочее полотно для таких станков обычно изготавливается из углеродистой стали или биметаллического сплава.
К числу преимуществ использования ЛПС относят: точность, доступность, выгодную стоимость оборудования, возможность выполнять как прямой, так и угловой рез, экономичность (минимальное количество отходов).
Современные станки для резки листового металла оснащаются электроникой и дополнительными элементами, что позволяет включать их в состав технологической линии в случае необходимости.
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.
По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика. Работа обычно выполняется воротком.
- В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.
Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Читать также: Инструменты для работы на токарном станке
Основы процесса и техника безопасности при резке листового металла болгаркой
Соблюдение правил техники безопасности – важнейший момент, пренебрежение которым может повлечь за собой получение травм различной степени тяжести.
Приведем несколько правил, которые следует соблюдать в процессе резки листового металла болгаркой.
- Размер диска. Ошибочно полагать, что его величину можно подбирать без учета размеров болгарки. Не стоит устанавливать большой диск без защитного кожуха на маленький инструмент, иначе вы можете подвергнуть свою жизнь опасности. Обороты у небольшой болгарки намного выше, поэтому и режущие элементы для них нужны соответствующие. Установив большой диск, вы даже не успеете провести линию реза, зубчатый круг просто разлетится на части после включения.
- Направление вращения. Некоторых работников не устраивает направление полета искр, которое наблюдается при стандартной работе инструмента. Поэтому они разворачивают кожух, переставляют ручку и приступают к резке. Самоуправство в данном вопросе может привести к тому, что при зацепе за острую кромку режущий диск разлетится на части. Запомните – вращение диска должно производиться «на себя», а не наоборот.
- Индивидуальные средства защиты. Наличие таких приспособлений – обязательное условие работы с болгаркой. Защитные очки, перчатки и респиратор помогут избежать травмирования жизненно важных органов.
1. Обычный рез тонкого листового металла.
Резка металла небольшой толщины обычно не вызывает особых сложностей. Залогом качественного результата в данном случае являются внимательность и аккуратность. Стоит отметить, что именно при обработке тонких металлических листов режущий диск часто «закусывает». Перед началом проведения работ нужно убедиться в том, что на режущей плоскости круга отсутствуют дефекты. Их наличие может привести к расколу зубчатого диска.
Начинать линию реза следует от дальнего края листа (получается, что мастер как бы тянет болгарку на себя). Режущий диск при этом не стоит погружать слишком глубоко в материал (максимум 5-6 мм). Правильное направление движения инструмента и небольшая глубина погружения помогут избежать зацепов диска. И наоборот – чрезмерное погружение режущего элемента приведет к уменьшению площади соприкосновения, зацепам и последующему расколу диска.
2. Резка толстых листов металла болгаркой.
Если толщина листового металла больше 8 мм, то двигать инструмент следует не к себе, а от себя. Однако если выполнять рез просто по начерченной линии, то идеально ровной кромки не получить. Помимо этого, можно чрезмерно перенапрячь руку, ведь придется постоянно контролировать движение болгарки.
Облегчить рабочий процесс поможет установка стального уголка по месту реза, который прижимается к листу струбцинами по двум сторонам. Теперь можно пройти несколько раз вдоль прочерченной линии, немного прикасаясь к уголку так, чтобы получилось небольшое углубление (не больше 1-2 мм). После того как углубление сделано, можно убирать уголок и приступать непосредственно к обработке металла. Так режущий диск не уйдет с намеченной линии, а кромка получится идеально ровной.
3. Еще один вариант резки.
Первые этапы проведения работ полностью совпадают с вышеописанным способом: проводится линия, укладывается и прижимается уголок. Особенность заключается в том, что углубление в данном случае делается немного глубже – примерно 4-5 мм. После удаления уголка остаток металла можно просто доломать, а край обработать при помощи УШМ со шлифовальным диском. Стоит отметить, что такая обработка не гарантирует высококачественного результата, поэтому второй способ используют гораздо чаще.
Болгарка позволяет быстро и качественно обрабатывать листовой металл, но успешное применение данного инструмента возможно только при наличии достаточных навыков и соблюдении всех правил техники безопасности.
Нарезка в несколько заходов
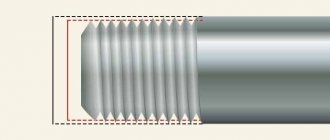
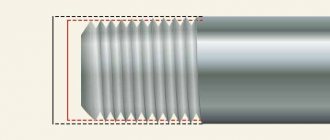
Резьбу обычно изготавливают в несколько заходов, используя метчики с разной полнотой профиля. Основная трудность заключается в стартовом, задающем проходе. Он выполняется метчиком с одной тонкой канавкой на хвостовике. Инструмент нужно свободно ввести в отверстие и, придавив его с небольшим усилием, провернуть на пару оборотов. При этом кредитной картой контролируется перпендикулярность введения, небольшие отклонения в 5–7° вполне допустимы.
За 5–6 витков в отверстие полностью вводится заходная часть и метчик уверенно становится на ход. Теперь инструмент нужно поворачивать без прижимного усилия. Будет ошибкой исправлять на этом этапе незначительные отклонения от перпендикулярности — метчик в этом не виноват, он идет строго по отверстию. После каждых 1,5–2 витков подачи нужно выкручивать инструмент на пол-оборота.
Читать также: Перфоратор устройство и принцип работы
После стартового прохода, когда профиль резьбы готов на 50–60%, следует сформировать его средним (#2) и чистовым (#3) метчиками c соответствующим количеством канавок на хвостовике. Тут важно лишь проконтролировать правильность захода метчика на уже имеющуюся резьбу, остальное — дело техники.
Особенностей работы с плашкой практически никаких нет, наибольшую сложность составляет работа на заходной части. Она у плашки короткая, всего 2,5–2 витка, поэтому рекомендуется удерживать инструмент обеими руками.
Нюансы резки листового металла гильотиной
Гильотины применяются для резки листового металла в домашних условиях или на небольших производствах.
1. Что можно резать гильотиной?
При помощи гильотины можно обрабатывать металл ничуть не хуже, чем на заводском оборудовании. Более того, мастера часто изготавливают гильотинные ножницы в домашних условиях.
Самыми распространенными вариантами гильотин являются модели, имеющие прямое движение ножа и с изменением угла. У первых нож двигается в вертикальном положении и позволяет ровно разрезать листовой металл. Использование моделей второй группы позволяет не только осуществлять резку листового металла, но и обрабатывать пруты арматуры и большие металлические уголки.
Рабочие возможности самодельных гильотин, как правило, ограничены. Это объясняется тем, что, в отличие от промышленных образцов, которые обладают различными типами привода (гидравлическим, пневматическим или электрическим), самодельное приспособление для резки листового металла обычно оснащается только механическим рычагом или педальным механизмом. Глубина реза при использовании самодельных установок зависит от величины усилия, которое прилагает мастер.
При помощи самодельных гильотин можно разрезать:
- листы черной и оцинкованной стали толщиной до 1,5 мм;
- листы нержавеющей стали до 0,6 мм;
- алюминий;
- пластмассу;
- картон.
В процессе изготовления гильотинных ножниц следует обязательно учитывать тот вид металла, который вы планируете обрабатывать.
2. Принцип действия.
Раскрой металла при помощи гильотин может осуществляться как в продольном, так и в поперечном направлении. Возможности установки зависят от типа установленных ножей и их расположения. Выполняя поперечный рез, нож совершает одно движение. Продольная резка сопровождается несколькими движениями, которые будут повторяться совместно с поступательными перемещениями изделия. Продольное разрезание выполняется при рулонной обработке или в случае необходимости раскраивания листов длиной более 2 м.
Гильотина работает по следующему принципу: острый нож под собственным весом с высокой скоростью опускается на металлическую поверхность. Иногда скорости реза или веса ножа недостаточно для разрезания металла определенного вида или необходимой толщины. Поэтому конструкцию станка часто оснащают дополнительным элементом – нижним неподвижным ножом. Такая установка работает как обычная гильотина и ножницы.
Наличие вспомогательного элемента, разумеется, приводит к повышению итоговой стоимости оборудования, но в то же время оно позволяет улучшить качество и увеличить скорость обработки металлических деталей.
Основные параметры
К основным параметрам относятся:
- шаг (расстояние между 2-мя соседними витками резьбы);
- внешний диаметр (диаметр элемента крепежа с учетом выступающего витка резьбы);
- внутренний диаметр;
- величина угла на вершине витков резьбы.
Виды резьбы
Резьбы можно разделить по следующим признакам:
- назначению (крепежная, крепежно-уплотняющая, ходовая или специальная резьба);
- виду профиля (треугольная, трапецеидальная, упорная, прямоугольная или круглая резьба);
- величине шага ;
- направлению (правая и левая);
- системе измерения параметров резьбы (метрическая и дюймовая);
- месту расположения на детали (внутренняя и внешняя);
- виду поверхности;
- числу заходов (одноходовая и многоходовая).
Свойства различных видов резьб
Крепежная резьба используется для соединения деталей. Крепежно-уплотняющая резьба используется для таких соединений, в которых важны не только прочность, но и герметичность соединения. Ходовая резьба используется для обеспечения движения одной детали относительно другой. Резьба специального вида используется в часовых механизмах или в окулярах.
Назначение резьбы обычно влияет и на другие характеристики используемой резьбы. Так для крепежа чаще всего используется треугольная метрическая или дюймовая правая однозаходная резьба. При этом параметры метрической резьбы стандартизированы для различных применений. Профиль треугольной резьбы — равносторонний треугольник, вершина которого срезана. Впадины между нитками резьбы притуплены, что требуется для уменьшения напряжений.
Метрическая резьба может иметь крупный шаг или мелкие шаги. В соответствии со стандартом, например, метрическая резьба М20 может иметь крупный шаг размером 2,5 мм и 5 более мелких шагов размерами от 0,5 до 2 мм. Соединение с мелким шагом используется в тех случаях, когда необходимо соединение тонкостенных деталей, а также для обеспечения торможения.
В некоторых случаях для увеличения прочности соединения используется многозаходная резьба. Такой вариант соединения важен в случаях, когда диаметр винта относительно невелик. При использовании многозаходной резьбы ее шаг, высота и внутренний диаметр будет соответствовать однозаходной резьбе, а ход (то есть, перемещение гайки) будет значительно больше. Необходимо учитывать, что технология нарезания многозаходной резьбы сложна, а, следовательно, и стоимость выполнения такой операции довольно велика.
Профиль крепежной дюймовой резьбы — треугольник с углом в 55°. Все параметры дюймовой резьбы задаются в дюймах. Такая резьба используется в изделиях, разработанных в западных странах, а в России используется только при ремонте импортной техники. Однако крепежно-уплотнительные дюймовые резьбы с углами 55° и 60° стандартизированы и используются в трубопроводах.
Профиль трапецеидальной резьбы — трапеция с углами наклона в 30°, а упорной резьбы — трапеция с углами в 30° и 3°. Оба типа резьбы являются ходовыми и используются для передачи движения. Например, трапецеидальная резьба используется для реверсивной передачи в токарных станках, а упорная – для передачи односторонней нагрузки в домкратах и прессах.
Прямоугольная резьба ограниченно используется в передачах движения. Она имеет большой КПД, но малую прочность. Кроме того, при изготовлении такой резьбы возникают технологические трудности.
Круглая резьба используется для водопроводной арматуры, для механизмов, работающих в агрессивной среде. Профиль такой резьбы образуется дугами и прямыми линиями.
От чего зависит цена резки листового металла на заказ
Стоимость проведения работ по резке листового металла определяется совокупностью взаимосвязанных факторов, как то:
- используемая технология;
- мощность оборудования;
- марка, толщина исходного сырья;
- качество готовой продукции;
- объем заказа.
Если в ходе проведения работ будет использоваться большое количество исходного сырья, стоимость заказа может быть снижена за счет сокращения значения цены расчетной единицы (килограмма, погонного метра).
Стоимость изготовления небольших партий обговаривается с заказчиком индивидуально в каждом конкретном случае. Цена раскроя листовых материалов не всегда рассчитывается по формуле «стоимость единицы, умноженная на количество», поскольку любой заказ требует перенастройки рабочего оборудования.
Сегодня производители применяют самые разные технологии для раскроя листового металла, однако основными критериями для заказчика по-прежнему остаются качество работы, срок изготовления, стоимость, а также наличие дополнительных услуг по транспортировке.