Аргонодуговая сварка бронзы
Аргонодуговая сварка бронзы производится в случае обнаружения дефектов литья или при образовании дефектов при наплавке и в других случаях. Бронзовые детали свариваются с предварительным подогревом приблизительно до 350 – 400 градусов по Цельсию. Крупные изделия подогреваются до 500 – 600 градусов. Прочность бронзы при высокой температуре значительно понижается, поэтому деталь перед свариванием нужно хорошо закреплять, чтобы во время сварочного процесса случайно ее не повредить.
После сваривания бронзовые детали подвергаются отжигу с подогревом до 700 градусов. Выдерживаются детали при такой температуре от 3 до 5 часов. Подогрев отливок начинается с температуры 200 градусов, и температура повышается приблизительно на 100 градусов в час. Для отливок, которые выполняют ответственные задачи, применяется температура до 750 градусов по Цельсию. Прокатанная бронза подвергается проковке в холодном состоянии. Делается это для повышения плотности и прочности металла сварочного шва.
При сваривании угольными электродами используется постоянный ток прямой полярности. Для сваривания оловянистой бронзы используют прутки, в составе которых 8% цинка, 3% олова, 0,2 фосфора, 0,3% никеля, 0,3% железа, 0,2% свинца. Остальным материалом является медь. Для бронз других видов используются прутки такого же состава, из которого состоит основной свариваемый металл.
Сваривание бронзы находит широкое применение. Наилучшие результаты сваривания дает сварка на постоянном токе обратной полярности. Величина сварочного тока составляет 30 – 40 Ампер на 1 миллиметр диаметра сварочного электрода. Если при сваривании используется переменный ток, то для того чтобы повысить устойчивость горения дуги, нужно повышать силу тока до 75 – 80 Ампер на 1 миллиметр диаметра электрода. Также в такой ситуации Вы можете воспользоваться осциллятором.
Сваривание бронзы ведут без перерыва в один слой. При сваривании электрод должен находиться практически перпендикулярно к поверхности металла. Для того чтобы лучше удалять газы с поверхности сварочного шва делаются зигзагообразные движения. Для того чтобы получить максимальную высоту напайки нужно вести дугу с предварительной формовкой места наплавки при наклоне до 15 градусов к горизонтальному положению. Если сваривание производится без подогрева, то для этой работы применяется больший сварочный ток.
Если сваривание бронзы производилось в соответствии с требованиями, то механические свойства сварочного шва получаются примерно такими же, как и свойства основного металла. Для прокатных бронз применяется сварка в аргоне с использованием неплавящихся электродов, например вольфрамовых.
Нередко бронзу сваривают газовой сваркой. В таком случае сваривание ведется с подогревом детали до 450-и градусов по Цельсию. Сварочное пламя обязательно должно быть восстановительным, потому что если оно будет иметь окислительные свойства, то содержание олова, алюминия и кремния сильно сократиться.
Сварка меди
Сварка меди затрудняется ее высокой теплопроводностью, большой жидкотекучестью, способностью сильно окисляться в нагретом и особенно в расплавленном состоянии. Теплопроводность меди почти в шесть раз больше теплопроводности стали и железа.
На свариваемость меди оказывает большое влияние примеси, входящие в ее состав (кислород, висмут, свинец, сера, фосфор, сурьма, мышьяк); особенно отрицательно влияет висмут. При нагревании и расплавлении медь, окисляясь, образует закись меди Cu2О, которая , реагируя с водородом, растворенном в металле, вызывает склонность меди к водородной болезни (поверхностные трещины). Наилучшую свариваемость имеет электролитическая медь, содержащая не более 0,05 % примесей. Медь сваривают ручной и автоматической дуговой сваркой, в среде защитных газов и газовой сваркой.
Дуговая сварка
Ручную дуговую сварку меди выполняют металлическим или угольным электродом. В качестве электродных стержней для электродов ЗТ применяют проволоку из меди М1, проволоку из кремнемарганцовой бронзы Бр. КМц3-1, литые стержни из латуни Л90 или оловянно-фосфористой бронзы Бр. ОФ4-0,25; для электродов «Комсомолец-100» -медная проволока М1. Для электродов используют также медь М2 и М3.
На электродные стержни наносят специальные покрытия, состав которых приведен в табл.14. Сварку ведут на постоянном токе обратной полярности. Режимы сварки металлическим электродом приведены в табл. 15.
При сварке угольным или графитовым электродом в качестве присадочных прутков применяют стержни из меди тех же марок, что и для металлических электродов. Для улучшения процесса сварки меди угольной дугой применяют специальные флюсы, которые перед сваркой наносят на присадочные прутки или подсыпают в разделку. Состав флюса для сварки меди угольным электродом приведен в табл. 16; режим сварки в табл. 17.
Ручную дуговую сварку меди толщиной до 4 мм производят без разделки кромок. Стыковые соединения собирают под сварку без зазоров.
Угловые и тавровые соединения сваривают в положении «в лодочку». Изделия толщиной более 5 мм перед сваркой нужно нагреть до 200-300ᴼ С.
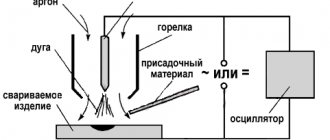
Автоматическую дуговую сварку меди под флюсом можно вести неплавящимся угольным или плавящимся металлическим электродом. Для автоматической сварки меди применяют флюсы ОСЦ-45, АН-20 и АН-348А. Сварку угольным или графитовым электродом выполняют с помощью автоматической сварочной головки, которая передвигается вдоль шва с постоянной скоростью. Для сварки металла толщиной 4-8 мм угольный электрод берут диаметром 20 мм. Схема автоматической сварки меди угольным электродом показана на рис 1.
Режимы автоматической сварки угольным электродом под слоем флюса приведены в табл. 18.
Автоматическую сварку меди металлическим электродом можно выполнять с помощью обычных автоматов.
Сварку ведут электродной проволокой из меди М1,М2, М3 диаметром 1,6- 3 мм на постоянном токе обратной полярности. При автоматической сварке меди металлическим электродом применяют керамический флюс марки ЖМ-1, который имеет следующий состав , %: мрамор 28,0;полевой шпат 57,5; плавиковый шпат 8,0; древесный уголь 2,2; борный шлак 3,5; алюминий 0,8.
Флюс ЖМ-1дает возможность выполнять автоматическую сварку меди на переменном токе. При одностороннем шве сваривают на графитовой или медной подкладке со сквозным проваром. Листы толщиной до 8мм сваривают без разделки кромок. При сварке более толстых листов применяют V-образную раздел под углом 60ᴼ. Листы толщиной 8-12 мм рекомендуется сваривать с двух сторон. Режимы автоматической сварки меди металлическим электродом под слоем флюса приведены в таб. 19-21. Для более легкого зажигания дуги в начале сварки рекомендуется под электродную проволоку подсыпать латунную стружку.
Сварка в среде защитных газов
Медь можно сваривать неплавящимся вольфрамовым или плавящимися электродами в среде азота или аргона. Более распространенная сварка вольфрамовым электродом на постоянном токе прямой поверхности, режимы сварки приведены в табл. 22. В качестве присадочного металла применяют прутки из меди М1,М2,М3.
Сварку меди плавящимся электродом также ведут на постоянном токе обратной полярности. В качестве электродного материала применяют проволоку марок М1, Бр. КМц-3-1 и Бр. ОЦ 4-3.
Газовая сварка
Этот вид меди сварки наиболее распространен. В качестве присадочного материала при сварке металла толщиной до 5 мм применяют прутки из меди М1,М2,М3. При сварке металлов большей толщины рекомендуется применять медную проволоку, содержащую 0,2 % Р и0,15 -0,30 %Si или только 0,2-0,7 % Р.
Наиболее распространенные флюсы, применяемые при газовой сварке меди, бронзы и латуни, приведены в табл. 23. Режимы газовой сварки меди даны в табл.24.
Термическая обработка
После сварки меди любым способом сварные швы рекомендуется подвергать проковке. При толщине свариваемых листов до 5 мм медь проковывают в холодном состоянии, при большой толщине – в горячем состоянии при 250-350 ᴼС. Проковку швов при температурах свыше 400 ᴼС производить нельзя, так как медь становится хрупкой и могут появиться трещины. Для улучшения пластических свойств сварного соединения применяют отжиг, при этом соединение нагревают до 500-600 ᴼС, а затем охлаждают в воде.
Как выполняется сварка бронзы, какие существуют методики
Бронза среди материалов получила большую популярность. Но существенно портят всю картину сложности, возникающие во время проведения сварочных работ. Многие понимают, что бронза – это не химический элемент, а сплав, однако не каждый знает о том, что состав материала может быть различным.
В общем смысле под бронзами подразумевают сплавы меди, в которые добавлены такие легирующие элементы, как алюминий, олово, кремний или марганец.
Сразу отметим, что по ряду физических свойств бронза схожа с латунью. В частности, для этих материалов определены идентичные способы сварки. В металлургии же существует четкое разделение сплавов. Если в качестве основного элемента используется медь с цинком, то образованный сплав называется латунью.
Виды бронзы определяются, в зависимости от того, какой элемент используется для легирования. В простейшей классификации бронзы можно разделить на оловянные и безоловянные. Оловянная бронза в своем составе, помимо меди и олова, может иметь никель, фосфор, цинк. Считается, что именно добавление в сплав олова делает его более качественным.
Бронзы
Бронзы — сплавы меди с алюминием. Их обозначают двумя буквами «Бр» начальными буквами русских названий легирующих элементов и рядом чисел, указывающих содержание этих элементов в %.
Так, марка БрАЖМц 10-3-1,5 означает, что бронза содержит 10% алюминия, 3% железа, 1,5% марганца. В конце некоторых марок литейных бронз ставится буква «Л».
Ориентировочные режимы сварки бронз Бр.АМц 9-2, Бр.АЖМц 9-5-2 и латуни ЛМНЖ 55-3-1 в аргоне в нижнем положении (постоянный ток, обратная полярность, проволока Бр. АМц 9-2)
| Вид соединения | Размер, мм | Процесс сварки | Сварочный ток, А | Напряжение на дуге, В | Скорость сварки м/ч | Диаметр электрода, мм | Вылет электрода, мм | Расход газа, л/мин | |
| S | b | ||||||||
| 3 | 0+1 | ИДС КЗ | 150-190 160-190 | 23-26 22-25 | 20-25 20-25 | 1-1,5 1-1,5 | 10-16 10-16 | 8-10 9-11 | |
| 4-5 | 0+1,5 | ИДС КЗ | 140-220 160-220 | 23-26 22-26 | 20-22 20-22 | 1-1,5 1-1,5 | 10-16 10-16 | 10-12 10-12 | |
| 8-10 | 0+1,5 0+2 | СТР СТР | 300-400 375-450 | 29-33 31-36 | 25-32 30-35 | 2-4 2-4 | 20-35 20-35 | 12-16 14-16 | |
| 14-16 | 0+2 | СТР | 400-650 | 33-38 | 20-25 | 2-5 | 20-40 | 16-20 | |
| 24-26 | 0+2 | СТР | 400-800 | 33-42 | 18-30 | 2-5 | 20-40 | 16-20 | |
Трудность сваривания бронз объясняется их повышенной жидкотекучестью. При сварке бронз возникают трудности, вызванные образованием окиси алюминия, поэтому способ и технологию сварки выбирают такими, как и при сварке алюминия, а режимы — характерные для медных сплавов.
Особенности
Нередко при варке оловянной бронзы наблюдается такое явление, как образование застывших капель. Происходит это по той причине, что легкоплавкие фракции всплывают на поверхность. Такие компоненты, как свинец и цинк, подлежат угару. Их температура кипения ниже, чем у меди, поэтому происходит процесс естественного испарения.
Следует контролировать тип пламени. Оно должно быть строго нормальным. В окислительном пламени выгорает олово, а науглероживающее пламя приводит к появлению пор. Расход ацетилена при газовой сварке должен составлять 70-120 литров в час на 1 мм толщины листа металла. Поверхность должна находиться в зоне восстановительного пламени, что составляет 7-10 мм. Только так можно снизить степень выгорания олова.
Детали из литой бронзы рекомендуется предварительно разогреть до температуры 450°C градусов. Присадочным материалом служит проволока БрОЦ4-3 или БрОФ6,5-0,15. Сложности сварки алюминиевой бронзы связаны с образованием оксидной пленки, которая имеет высокую температуру плавления. С ней можно бороться только при наличии специального флюса. В качестве последнего выступает вещество, содержащее фтористый натрий, хлористый натрий, хлористый барий и хлористый калий. Кремнистая бронза, в отличие от остальных видов сплавов, неплохо сваривается за счет присутствия таких элементов, как кремний и марганец.
Существуют особенности, характерные для любого сплава, содержащего медь. Об этих особенностях сварщик обязан знать, ведь он в обязательном порядке столкнется с определенными сложностями. Наличие в сплаве меди определяет его физические свойства. Теплопроводность бронзы, как и латуни, достаточно высокая, вследствие этого приходится учитывать интенсивную отдачу тепла. Быстрая кристаллизация сопровождается образованием трещин. Здесь оказывает влияние еще один фактор – высокий коэффициент теплового расширения. При кристаллизации металла происходит его «стягивание», в результате чего возникают внутренние напряжения.
Бронза широко применяется художниками и скульпторами при изготовлении бюстов или памятников. Из нее делают фурнитуру и элементы декора. Сварочные работы должны обеспечивать не только надежное соединение, но и эстетичный вид. Наличие в сплавах таких элементов, как цинк, олово или свинец во многом определяет особенности сварочных работ.
Выгорание перечисленных элементов обусловлено существенной разницей в температурах кипения. После плавления металла в сварной ванне происходит поглощение атмосферного кислорода. С ним вступают в реакцию легирующие элементы. На поверхности ванны образуется пленка. Параллельно с этим в металл попадает водород, и при кристаллизации остаются поры. Они существенно снижают качество сварного шва.
Часть проблем удается решить, обеспечив защиту ванны инертным газом. Чаще всего используется аргон. Все вышеописанное указывает на то, что сварка бронзы является достаточно сложным процессом, поэтому сварщик обязан обладать определенными знаниями и опытом.
Особенности сварки цветных металлов: латуни и бронзы
- Сварка латуни.
Латунь – это сплав, состоящий из 75 % цинка и 55 % меди. Особые сорта латуни также содержат немного олова, кремния и других элементов.
Основная трудность при работе с латунью – это выгорание цинка, начинающего кипеть и интенсивно испаряться при температуре выше +905 °С. Попадая в воздух, пары цинка быстро окисляются и опадают на окружающие предметы в виде белого осадка. Эти окислы являются ядовитыми, поэтому при работе с латунью обязательно соблюдайте необходимые меры безопасности.
Сваривание латунных деталей можно осуществлять методами, которые применимы к меди. При работе угольным электродом используйте литые или прессованные прутки из латуни, содержащие в своем составе кремний (помимо цинка и меди). В присадочных прутках должно содержаться примерно столько же меди, сколько и в основном материале, а кремния – не более 3 %. Этот метод требует применения флюсов.
При газовой сварке цветных металлов некоторых типов обычным пламенем выделяются пары, из-за которых шов оказывается пористым. Это происходит при работе с латунью. Предупредить такой негативный процесс можно пламенем с избыточным содержанием кислорода (30–40 %). Тогда кислород частично окислит цинк и на поверхности расплавленного участка образуется пленка оксида, которая предотвратит последующее окисление цветного металла.
Кромки, которые необходимо сварить, тщательно зачистите (до появления блеска). Чтобы избавиться от оксидов, используйте 10%-ный водный раствор азотной кислоты, затем промойте изделие горячей водой и насухо его протрите. Убедитесь, что удельная мощность пламени составляет 100–150 л/ч. Мундштук горелки зафиксируйте под наклоном 80–90°, а присадочный пруток – под углом 80° к нему.
Старайтесь выполнить сваривание как можно быстрее и за один раз, без перерывов. Это позволит предотвратить интенсивное окисление. Проследите, чтобы ядро пламени находилось на расстоянии 7–10 мм от ванны. Если толщина изделия превышает 15 мм, то его лучше сначала подогреть до +500…+550 °C. По окончании сварки прокуйте шов. При содержании в латуни свыше 60 % меди проковывать нужно холодный шов. В ином случае делайте это при нагреве до +700 °C. После чего выполните отжиг швов при температуре +600…+650 °C, а затем медленно охладите их.
Дефекты на латунных изделиях можно заварить без подогрева. Только прежде чем это делать, их нужно тщательно подготовить. Газовая сварка цветных металлов выполняется на постоянном токе обратной полярности, для электрода диаметром 6 мм – при силе тока 200–225, в полувертикальном или нижнем положении.
- Сварка бронзы.
Бронза представляет собой сплав меди и цинка, марганца, кремния, алюминия, олова. С учетом объема содержащихся в их составе добавок бронзы сплавы бывают оловянными (8–10 % олова, 2–4 % цинка, остальное – медь) и специальными (кремнистые, марганцевые, железомарганцевые, алюминиевые и пр.).
Бронзовые изделия заваривают металлическими и угольными электродами, а перед этим подогревают до +200…+550 °С. Для деталей сложной конфигурации устанавливается более высокая температура подогрева.
Простые детали (втулки) можно подогревать при меньшей температуре. Сварка бронзовых изделий выполняется для соединения частей сложных конструкций (сварнолитые изделия), ремонта изношенных и поломанных деталей, исправления дефектов отливок.
В данном случае сварку цветных металлов осуществляют в полувертикальном или нижнем положении. Если необходимо состыковать швы и заварить сквозные дефекты, то для предупреждения протекания материала используются подкладки. Их изготавливают из огнеупорной глины, стальных листов, асбеста. Форма подкладки должна повторять конфигурацию внутренней стороны изделия в свариваемом участке.
Для сваривания оловянных бронз угольным электродом применяйте присадочные прутки, отлитые в кокиль, и содержащие: 0,25 % фосфора, 3-4 % кремния, 95-96 % меди. Флюсом здесь будет выступать борный шлак или прокаленная бура.
По окончании сваривания укройте изделие асбестом, чтобы оно медленно охлаждалось. Таким образом вы сможете снизить остаточные напряжения и предотвратить появление трещин.
Для сварки специальных бронз угольным электродом обычно используют присадочные прутки того же состава, что и основной материал.
В качестве флюса при сваривании кремнистых бронз лучше всего применять прокаленную буру, а фосфористых – бронборный шлак.
Для сварки алюминиевых бронз используйте тот же флюс, что и для работы с алюминием и его сплавами.
Если нужно сварить специальные бронзы металлическим электродом, то подбирайте содержание электродного стержня с учетом состава основного материала. Например, для фосфористой бронзы подойдут стержни, содержащие 0,5–1 % фосфора или 9 – 11 % олова, до 0,75 % примесей, остальное – медь.
Сваривать алюминиевую бронзу рекомендуется прутками, в состав которых входит: столько же алюминия, сколько его содержится в основе, 1,5–2,5 % марганца, остальное – медь и железо.
Сваривание бронз металлическим электродом выполняется на постоянном токе обратной полярности, при этом сила тока рассчитывается по схеме: 40 А на 1 мм диаметра электрода.
Подготовка к работе
На сегодняшний день сварка бронзы, как и прочих сплавов, содержащих медь, осуществляется тремя способами: ручная дуговая сварка, аргонодуговая сварка и газовая сварка. Подготовительные работы определены для каждого вида работ и не зависят от выбора способа сварки. Необходимость подготовки металлических поверхностей продиктована требованиями к сварочному шву.
Первым делом путем механической обработки необходимо сформировать кромки, которые будут прилегать друг к другу максимальной площадью. Затем наждачной бумагой или любым инструментом с абразивом придется отполировать торцы до появления характерного золотистого блеска. Данную процедуру нужно выполнять в любом случае, так как бронза быстро покрывается слоем окисла, который может препятствовать формированию качественного шва.
Если нет возможности провести механическую обработку, а кромки находятся в нормальном состоянии, то избавиться от окисла можно с помощью раствора азотной или соляной кислоты.
Ручная дуговая сварка
Сварка бронзы чаще всего необходима при проведении ремонтных работ, исправлении брака или при наплавке. Можно применять предварительный подогрев детали до 350-450°C градусов, однако следует помнить, что при высокой температуре прочность бронзы снижается. Ручная дуговая сварка ведется в нижнем положении. В качестве расходного материала применяются металлические или угольные электроды.
- При использовании металлического электрода выставляется постоянный сварочный ток обратной полярности.
- Угольные электроды требуют прямой полярности.
Возможна сварка и переменным током, однако для стабильной дуги сила тока должна быть существенно выше. Если при постоянном токе она выбирается исходя из расчета 40 А на 1 мм (диаметр электрода), то для переменного тока показатель возрастает до 80 А. Шов накладывается непрерывно, без поперечных движений электрода.
Сварка латуни
Основным затруднением при сварке латуни является испарение цинка, что приводит к пористости металла шва. Латунь можно сваривать ручной и автоматической дуговой сваркой, в среде защитных газов и газовой сваркой.
Дуговая сварка латуни
Сварку ведут угольным или металлическим электродом. При сварке угольным электродом применяют такие же режимы и флюсы, что и при сварке меди. В качестве присадочного металла используют прутки латуни ЛК 62-05 (60,5-63,4%Сu, 0,3-0,7% Si, остальное Zn) и ЛМЦ 40-4,5 (405 Zn, 4,5% Mn, остальное –Cu). Кроме того можно применять прутки из латуни марок ЛК-80-3, ЛМц 58-2, ЛМцЖ 55-3-1 или бронзы Бр. ОМцА 8-0,7 -0,7.
Ручную дуговую сварку металлическим электродом применяют в основном для металла толщиной более 5 мм. Сварку ведут на постоянном токе прямой полярности. Электродные стержни берут такого же химического состава, что и присадочные прутки при сварке угольной дугой. На электродные стержни наносят двухслойное покрытие, замешанное на жидком стекле. Состав первого слоя покрытий, %: марганцевая руда 30; титановый концентрат 30; ферромарганец 15; мел 20; сернокислый калий 6.
Толщина слоя покрытия 0,2-0,3 мм. После просушки на воздухе в течение 4-5 ч электроды прокаливают при 180-200 ᴼС в течение 1,5 -2 ч. Затем наносят второй слой покрытия толщиной 0,8 -1,1 мм. Состав второго слоя: борный шлак, разведенный на жидком стекле. Ориентировочный режим сварки металлическим электродом:
| Диаметр электрода, мм | 5 | 6 | 8 |
| Сила тока, А | 250-280 | 280-320 | 350-400 |
Автоматическую дуговую сварку латуни металлическим плавящимся электродом выполняют на обычных сварочных автоматах. Сварку ведут на постоянном токе прямой полярности. Электродную проволоку можно применять из латуни марок Бр.ОЦ 4-3, Бр. КМц-3-1 или из меди марок М1,М2, М3 диаметром 1,5-3 мм. Для сварки применяют флюсы ОСЦ-45 или АН-348А. Режимы автоматической сварки латуни приведены в табл. 25.
Сварка в среде защитных газов
Латунь можно сваривать в среде аргона или гелия вольфрамовым электродом диаметром 1,4-4,8 мм на постоянном токе прямой полярности. Режимы сварки аналогичны режимам аргоннодуговой сварки меди. В качестве присадочного металла применяют прутки из латуни того же химического состава, что и сварочный металл, или прутки из латуни ЛК 62-0,5 или бронзы Бр.ОЦ 4-3 и Бр. КМЦ 3-1.
Газовая сварка латуни
Этот способ сварки латуни является самым распространенным. Режимы сварки и флюсы те же, что и для сварки меди. Наилучшие результаты получаются при применении проволоки ЛК 62-0,5. Для уменьшения испарения цинка сварку латуни ведут окислительным пламенем с избытком кислорода до 30-40%.
Термическая обработка
Изделия из латуни толщиной более 10 мм должны перед сваркой подогреваться до 300-500 ᴼС. После сварки швы подвергают проковке. Для улучшения механических свойств после проковки применяют отжиг при 600-700ᴼС с последующим медленным охлаждением.
Аргонодуговая
Данный тип сварки принципиально схож с ручной дуговой сваркой. Отличие заключается лишь в том, что процесс происходит в среде защитного газа. Аргон тяжелее воздуха, поэтому он образует защитную зону, через которую к сварочной ванне не поступает атмосферный кислород. Аргонодуговая сварка может осуществляться неплавящимися вольфрамовыми электродами или плавящимися электродами, роль которых выполняют прутки.
Именно аргонодуговая сварка наиболее часто применяется при работе с бронзой и латунью. В особенности такое предпочтение отдается при толщине металла, превышающей 5 мм. Производительность сварки достаточно высокая, однако сам процесс требует от сварщика наличия определенной квалификации. Электрическая дуга, образованная между поверхностью металла и электродом, частично расплавляет кромки, после чего происходит соединение с образованием шва. Как было уже сказано выше, требуется предварительная подготовка кромок.
Существует ряд рекомендаций, позволяющий получить высококачественное соединение деталей из сплавов меди.
- Шов желательно формировать небольшими участками.
- При финализации процесса постепенно понижается напряжение, а затем дуга уводится в сторону.
- Для предотвращения испарения легирующих элементов применяют специальные присадки, содержащие кремний, алюминий или бор.
Сварка бронзы и латуни сопровождается выделением токсичный веществ, поэтому осуществляется с соблюдением всевозможных мер безопасности. Аргоновая сварка имеет ряд преимуществ перед остальными типами соединения.
- Получение эстетичного шва.
- Экономичность процесса.
- Не нужно очищать деталь от шлака.
- Для бронзы аргоновая сварка является наиболее предпочтительной.
- Аргоновой сваркой можно наплавлять детали, восстанавливая их прежнюю форму (например, при износе).
- Имеется возможность работать с тонколистовым металлом.
Сварка аргоном — Сварка бронзы со сталью
В нашей мастерской вы можете заказать полный комплекс услуг сварки аргоном.Огромный опыт в этой сфере, ответственность, компетентность сотрудников и наличие профессионального оборудования позволяют нам гарантировать клиентам максимально высокое качество своей работы. Возможен выезд нашей мобильной бригады.
Цены
| Услуга | Цена |
| Сварка бронзы со сталью | Звоните |
Возможен выезд нашей мобильной бригады.
ЗАКАЗАТЬ
Подробнее об услуге
В жизни каждого из нас возникает необходимость в сварочных работах.
Однако, далеко не каждый обладает должным навыком сварки. По этой причине, наша мастерская берет на себя ответственность за выполнение всего спектра необходимых вам сварочных работ. Используя качественное, европейское оборудование, мы практикуем технологию аргоновой сварки на самых выгодных условиях.
Сварка отдельных металлов, художественная сварка, сварка бронзы со сталью — все это под силу нашим мастерам!
Сварка бронзы со сталью
Основные нюансы сварки.
Развивая начатую тему, следует сказать, что при сваривании сплавов бронзы со сталью, идеальным решением послужит именно аргоновая сварка. Благодаря ей, структура исходных металлов не повреждается, а получаемый шов выглядит весьма эстетично.
Осуществляется аргоновая сварка бронзы со сталью, как правило, при высоких температурах, однако, выделения токсичных газов не происходит.
Сварка бронзы со сталью аргоном
Преимущества аргоновой сварки.
Напоследок, стоит осветить и ряд преимуществ аргоновой сварки бронзы со сталью:
- Низкая цена, за счет малых сырьевых затрат
- Высокое качество шва
- Надежность.
Подводя итоги, аргоновая сварка бронзы ссо сталью является максимально выигрышным решением, на фоне остальных сварочных работ.
Цены
| Услуга | Цена |
| Сварка бронзы со сталью | Звоните |
Другие услуги
Заказать
Вы можете отправить нам заявку при помощи формы обратной связи:
svarka-argonom.ru
Газовая
Газовая сварка медных сплавов используется преимущественна для того, чтобы максимально снизить угар легирующих элементов. Сварочное пламя настраивается так, чтобы отчетливо выделялись три зоны. Поверхность металла должна находиться на границе второй и третьей зоны. Работа с кремнистой бронзой требует наличия окислительного пламени. Оно получается при горении смеси кислорода и ацетилена, если соотношение первого газа ко второму составляет 1,2. Бронза, содержащая алюминий, при сварке доставляет немало проблем, так как образуется пленка из оксида алюминия, сгущающая содержимое сварочной ванны.
При отсутствии предварительной и последующей термообработки шва качество и прочность соединения, полученного при помощи газовой сварки составляет 85% от прочности основного метала. Хороший результат можно получить только после проковки шва. Газовая сварка требует от мастера большого опыта. При низкой скорости ведения горелки в металле могут образовываться поры. Необходимо правильно подобрать мощность горелки, состав газа, исходя из типа бронзы и толщины заготовки.
Особенности сварочных работ со сплавами меди
Латунь часто сравнивают с бронзами. Ведь бронзы – это тоже сплавы, в которых присутствует медь, а в качестве второго основного компонента может выступать алюминий, кремний, свинец, бериллий и так далее.
Теплопроводность меди в 6 раз больше, чем железа. И поэтому технология сварки сплавов из меди имеет серьёзные отличия от технологии сварки стальных и железных изделий
Важно также отметить, что вещи из латуни или бронзы зачастую имеют декоративную ценность. А значит, при сварке нужно использовать тот режим, который позволит получить идеально гладкий шов и придать долговечность соединению.
Все сплавы с медью имеют определённые общие черты, но при этом у каждого из них есть и свои уникальные свойства. Например, особое значение для работы с латунью имеет тот факт, что в ней присутствует цинк.
Именно этот элемент из таблицы Менделеева делает сварку латуни столь непростой. Есть несколько трудностей, с которыми мастера сталкиваются при этом процессе:
- газы поглощаются расплавленным металлом (происходит окисление цинка и возникновение водородных пузырьков в сварном шве);
- на латуни при перегреве легко образуются поры и трещинки;
- из сплава начинает выгорать цинк, так как он имеет меньшую точку кипения, чем медь.
Чтобы бороться со всеми трудностями при сварке, используют защитную среду аргона. Применяют и другие виды сварок, не забывая о подготовке материала и строгом соблюдении технологии процесса.
Подготовка
Сегодня на практике при работе с бронзой и латунью применяют электродуговую, газопламенную и аргоновую сварку. Но вне зависимости от того, какая именно технология была выбрана, необходимо тщательно подготовить металлические поверхности, которые предполагается сваривать.
Для этого по краям заготовок следует вырезать специальные сварочные кромки, а будущее место шва отполировать до появления блеска с помощью наждачки и напильника.
На латунных поверхностях нередко образуются окислы, от которых тоже нужно избавиться. Это можно сделать, воспользовавшись раствором соляной или азотной кислоты. Причём такую очистку следует осуществлять строго перед началом сварочных работ.
Электродуговая
Для стандартной электродуговой сварки лучше всего использовать электроды из латунной проволоки (причём доля цинка в этой проволоке должна составлять 40%) с включениями алюминия, железа, свинца, марганца.
Через эти электроды при включении аппарата должен проходить постоянный электроток, обладающий прямой полярностью. В данном случае сварка проводится короткой дугой из положения снизу.
Дуга должна поддерживаться силой тока в 250 ампер для электродов длиною в 5 мм. В таком случае быстрота укладки шва может достигать 30 см в минуту.
По окончании основной операции сварочный шов следует дополнительно проковать и разогреть до температуры в диапазоне от 600 до 650 °C. Это придаст соединению большую прочность.
Техника сварки
Для повышения стойкости металла шва к образованию горячих трещин рекомендуются проволоки Бр.АЖНМц 8,5-4-5-1,5; Бр.МцФЖН 12-8-3-3; ММц40, Механические свойства сварных соединений в этом случае соответствуют свойствам основного металла.
Ориентировочные режимы сварки меди в нижнем положении
| Вид соединения | Размеры, мм | Процесс сварки | Газ | Сварочный ток, А | Напряжение на дуге, В | Скорость сварки, м/ч | Диаметр электрода, мм | Вылет электрода, мм | Расход газа, л/мин | |
| S | b | |||||||||
| 0,8-1 | 0+0,5 | ИДС КЗ | Ar N2 | 80-110 80-110 | 18-20 18-20 | 30-45 | 0,8-1,2 0,8 | 10-14 10-12 | 7-9 | |
| 2-3 | 1-1,5 | ИДС КЗ КЗ | Ar N2 Ar | 140-210 140-200 140-200 | 19-23 20-25 19-23 | 25-35 25-35 25-30 | 0,8-1,6 0,8-1,2 0,8-1,2 | 10-18 10-14 10-14 | 8-10 8-9 8-10 | |
| 5-6 | 2-3 | КЗ СТР ИДС | N2 Ar Ar | 250-320 250-320 250-320 | 24-27 23-26 23-28 | 22-28 20-25 20-25 | 1-1,4 1-1,6 1,2-3 | 10-16 10-18 12-30 | 10-12 | |
| 8-10 | 3-3,5 | СТР СТР КР | Ar He N2 | 350-550 300-500 300-500 | 32-37 33-38 34-39 | 18-20 20-22 20-28 | 2-3 1,6-3 1,6-3 | 20-35 18-35 18-35 | 14-16 30-40 14-16 | |
| 12-14 | 1,5-2,5 | СТР СТР КР | Ar He N2 | 300-500 270-500 280-500 | 28-36 32-38 32-39 | 16-18 18-22 18-22 | 2-4 1,5-3 1,5-3 | 20-40 18-35 18-35 | 14-18 30-40 14-16 | |
| 16-20 | 3-4 | СТР СТР КР | Ar He N2 | 350-680 350-650 350-650 | 32-39 34-42 35-42 | 16-18 16-20 16-20 | 2-4 2-4 2-4 | 20-40 | 14-18 30-50 14-18 | |
Медь сваривают с минимальным числом проходов.
Сварку ведут «углом вперед» справа налево. Для формирования обратной стороны шва стыковых соединений используют графитовые или медные водоохлаждаемые подкладки. Двухсторонние соединения выполняют с формированием шва на весу или по подварочному шву наложенному ручной аргонодуговой сваркой W-электродом.
Газовая
Безусловно, варить поверхности изделий из латуни можно и газовым аппаратом. Но в этом случае работу надо осуществлять с максимальной скоростью. Если горелка будет двигаться медленно, то в шве будут образовываться поры – это опять же связано с особенностями плавления цинка. В конечном счёте, скорость работы должна быть равна примерно 25 см в минуту.
Сварку газовым аппаратом нужно выполнять без поперечных колебаний, иначе изделие из латуни начнёт расплавляться. Горелку специалисты советуют держать под прямым углом к поверхности изделия. А присадочную проволоку необходимо во время процесса располагать под углом примерно в 30 градусов к свариваемым кромкам.
В среде аргона
Сварка латуни аргоном – самый качественный и популярный вариант на сегодня. Причём это справедливо не только для латуни, но и для иных медных сплавов.
Данный метод представляет собой ту же дуговую сварку, но в среде инертного газа аргона. И здесь возможно применение как плавящихся, так и неплавящихся электродов.
В качестве материала для неплавящихся электродов, как правило, используется вольфрам. А хорошим присадочным материалом в большинстве случаев могут стать бронзовые прутки марки БрКМц-3-1.
Однако если сплав латуни очень сложен, то следует использовать присадочную проволоку из того же материала, что и само обрабатываемое металлическое изделие.
Сварка бронзы или латуни аргоновым аппаратом выполняется в один слой. И при этом варить нужно не цельным швом, а небольшими отдельными участками (валиками).
В домашних условиях
Дома проще всего воспользоваться имеющейся в наличии или позаимствованной у кого-то паяльной лампой и оловянным припоем. А в качестве флюса, то есть материала, отделяющего зону сварки от атмосферного воздуха, можно использовать дешёвый и доступный борат натрия. Иногда для пайки латуни готовят специальные припои из меди и серебра.
Если предстоит сварка латуни в бытовых домашних условиях электродуговым методом, нужно подумать о средствах защиты и строгих мерах предосторожности. Пары цинка представляют действительно серьёзную опасность для здоровья людей – они ядовиты.
Следовательно, производить сваривание латуни обязательно нужно в защитной маске, перчатках и респираторе. По этой же причине данный процесс лучше выполнять на улице или в помещениях с достаточно мощными вытяжками.
Не слишком опытным мастерам будет полезен дополнительный совет. Сначала желательно потренироваться на ненужном куске латуни подходящих размеров. Только набив руку и установив правильные настройки аппарата, можно браться за настоящую работу.
Тем, кто хочет быстро соединить два металлических объекта, стоит знать о том, что такое холодная сварка. Хотя это название не совсем корректное. Условно говоря, удар кувалдой по двум металлическим пластинам, в результате которого можно получить единое изделие (и именно так поступали в древности) тоже можно считать холодной сваркой.
Но в наши дни так называют соединение двух металлических частей благодаря специальным составам, а также сами эти составы. Их можно купить практически в любом специализированном магазине, они позволяют соединять, ремонтировать и герметизировать изделия из латуни и бронзы.
Способ применения крайне прост: нужно размешать состав холодной сварки, пока не получится однородная масса. Потом следует нанести эту смесь на обе поверхности, которые необходимо соединить, и плотно прижать их друг к другу на несколько секунд.
Фактически холодная сварка – это клей для металлов, и иногда такой клей действительно способен решить соответствующие проблемы в домашних условиях. С другой стороны, бывают ситуации, когда без настоящей сварки не обойтись.
Аргонно-дуговая сварка медных образцов
Аргонно-дуговая сварка в домашних условиях выполняется при помощи сварочного оборудования с использованием постоянного тока, неплавящимися вольфрамовыми электродами. Процедура напоминает паяние изделий: электрод нагревается до высокой температуры. В результате медь начинает плавиться.
При такой методике сваривания важно мгновенно охлаждать соединяемые участки. Аргонно-дуговая сварка предусматривает использование аргона, медной присадочной проволоки, которая предварительно очищается от лакокрасочного изоляционного покрытия.
Сварка меди: область применение технологии
Аргоновая сварка применяется для проведения ремонта конструкций, изготовленных из меди. Она достаточно эффективно себя показала при выполнении сварочных работ на труднодоступных участках.
Аргонно-дуговая сварка достаточно востребована на производственных предприятиях, а при наличии соответствующего оборудования также успешно может применяться в бытовых условиях. Если в наличии есть инверторное оборудование для сварки, специальные плавкие электроды, процедуру соединения медных образцов можно осуществлять по технологии сваривания стальных изделий. Принципиальных отличий в данном случае практически нет. Но, при такой методике соединения намного сложнее сделать вертикальный шов, нежели горизонтальный.