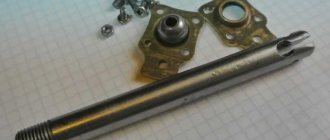
Это моя первая, можно даже сказать, первая в жизни попытка сделать копию детали для конструктора из эпоксидной смолы. А так как разъёмные формочки я никогда ещё не делал, то тема скорее для ознакомления, чем инструкция к применению. В общем, имеем вот такой вот радиатор от Ашетовской модели Танка и желание сделать такую же его копию, ну или приблизительно такой же радиатор.
Чуть не забыл, проще всего наверное сделать формочку из силикона, но на его покупку уйдёт столько же средств, сколько стоит сам радиатор. А так как Алебастра у меня хоть жо. й жуй, то решил всё таки попробовать сделать из подручных материалов, ничего при этом не покупая. Так же в наличии имеется кроме алебастра, эпоксидная смола, парафин, ПВА, солидол, моторное масло, пластилин и прочий разовый инструмент. Так что если у вас нет в наличии эпоксидки или гипса, то не имеет смысла покупать их, ибо покупка готового радиатора обойдётся вам дешевле, чем возня с этими формочками. Но это относится скорее к тем, кто уже собирает модель этого танка и решил сэкономить только на одном номере.
Для начала наждачкой прошёлся по всем штырям радиатора, чтобы придать им еле заметную конусовидную форму. Так же зачистил немного боковые плоскости бачка, избавляясь таким образом от параллельных линий. Всё это для того, чтобы отлитую деталь легче было вытащить из гипсовой формы. В общем грубо говоря, смысл в том, чтобы из квадрата сделать яйцо, ибо эта форма самая идеальная для извлечения её из жёсткой гипсовой формы.
Нарезал и пластика полосок, из которых потом собрал ванночку с помощью пластилина.
Чтобы деталь не утонула в случае чего, бросил на дно ванны огрызок пластика подходящей высоты. Сам радиатор воткнул плоскими штырями в пластилиновую стенку.
Слегка смазал радиатор машинным маслом и установил его в ванночку, саму ванночку не смазывал, так как она из тонкого и гибкого пластика, к тому же она и так жирная от пластилина. После чего намешал алебастра, воды лил побольше, чтобы смесь можно было заливать а не накладывать.
Из за того что деталь погружается сверху и нет возможности выгнать из под неё все воздушные пузыри, то эта половинка скорее всего пойдёт у меня на выброс. Радиатор оказался хорошим поплавком, поэтому придавил его грузом, хорошо что на дно положил тот огрызок пластика.
Здесь видно ошибку которую я не углядел вначале, впадина заливной горловины осталась открытой, что в последствии помешало нормально вытащить деталь из верхней гипсовой половинки. Мне бы в этот момент залипить пластилином эту впадину (на конус к верху), тогда приключений было бы меньше.
Что хорошо в гипсе, так это то, что он быстро схватывается, буквально через 5 минут. Для верности выждал 20 минут, после чего сверлом выбрал замки в гипсовой половинке.
Затем ещё влажный гипс смазал солидолом а деталь машинным маслом ибо солидол густой и испортил бы рисунок радиаторной решётки в гипсе.
Вот это уже ответственный момент, эту половинку нужно залить очень тщательно, так как именно на дне гипсовой смеси получаются очень чёткие отпечатки. Ну а секрет прост, при заливке, нужно кисточкой распределять смесь по всем углам и впадинам, тем самым выгоняя воздушные пузыри. Алебастр разводим пожиже ибо при заливке нижняя половинка начнёт быстро отбирать у смеси воду и та в свою очередь будет густеть.
Через полчаса разобрал ванночку.
Скальпелем зачистил и подготовил торец гипсового куба для последней половинки. Гипс легко обрабатывается пока он влажный и не окончательно затвердел, к тому же нет пыли.
Насверлил канавок для замков.
Смазал маслом торец блока, возвёл опалубку из того же пластика и залил гипс.
Через двадцать минут разобрал опалубку, положил блок на батарею и забыл про него на ночь.
Читать также: Частотный регулятор для асинхронного двигателя 220в
Уж сколько солидолу мазал, но гипс всё равно впитал его в себя, поэтому так просто не получилось разъединить формочки. Пришлось немного применить грубой силы, постукивая резиновыми ручками пасатижей по торцу блока. Как и предполагал, нижняя форма оказалась совсем убогой, одни раковины и никакой детализации.
А вот верхняя получилась очень даже ничего.
Переделал на форме впадину заливной горловины (чтобы она была на одной половинке а не да двух), после чего пересобрал опалубку и перезалил бракованную половинку гипсовой формочки.
Результат получился в разы лучше, но всё равно не идеал, есть микро-раковины, то ли я халтурил при разравнивании смеси кисточкой, то ли эти пузыри притянулись к радиатору из самой смеси. Скорее всего я схалтурил при разравнивании гипса кистью ибо торопился.
Ну а дальше посыпались сюрпризы, оказалось что эпоксидная смола прекрасно впитывается гипсом. Попробовал пропитать гипс в углу парафином, затем налить эпоксидной смолы. Не помогло, смола начала впитываться вслед за парафином.
Методом проб выяснил что закрыть поры гипса можно клеем ПВА, разбавив его водой, чтобы он не сильно портил детализацию формы. Здесь на фото блок покрыт по краям клеем ПВА, потом смазан машинным маслом и уже поверх него налиты капли эпоксидки. По середине нет никакой защиты, поэтому хорошо видно что эпоксидка впитывается в гипс.
Очередной сюрприз, после застывания смолы, капли эпоксидки оторвались вместе с клеем ПВА, куда делось масло, для меня осталось загадкой.
Очередным экспериментом выяснил что если покрыть ПВА парафином, то капельки эпоксидной смолы очень легко отделяются от формы.
В итоге после стольких вые. ов, что то начал склоняться в сторону покупки журнала с этим радиатором. Но продолжать возню с литьём заставила будущая куча номеров со снарядами. В общем покрыл формочки разбавленным ПВА (разбавлял его до состояния похожего на молоко), затем забросил формы на батарею сохнуть. В результате формочки приобрели характерный блеск.
Растопил парафин, одновременно прогревая формы.
Смазал формы парафином. Главное хорошенько прогреть формы, чтобы воск не застывал на гипсе, а наносился тонким слоем.
Чтобы не изводить понапрасну эпоксидную смолу, нарезал хлама от литника.
Опять смазал формочки, стянул их резинками, залил немного смолы и кисточкой разогнал её по всем углам.
Затем засыпал бой, притопил его немного. Нанёс немного эпоксидной смолы в продольные канавки торцевой крышки.
Перемотал всё это дело резинками. Спустя какое то время эпоксидка начала просачиваться сквозь швы, залипил их пластилином. Опасаясь что выздушные пузыри соберутся где нибудь у одного края, решил ускорить процесс схватывания эпоксидной смолы. Начал прогревать блок на свечном огне, одновременно вращая его в руках. Хватило меня на 10 минут, после чего забросил этот блок на х. й (батарею) и уже на батарее просто периодически переворачивал его первые несколько часов.
На следующий день снял резинки с блока, с наивной надеждой что половинки формы развалятся прямо в руках и из них выпадет радиатор заводского качества. Счаззз, блок превратился в монолит, около получаса я как мартышка постукивал по блоку, пытаясь отколоть хоть что нибудь. Зная что двухкомпонентники не любят нагрева и становятся пластичны, бросил его на огонь. Вот это сразу принесло результат, половинки развалились практически без моей помощи.
Глядя на просвет, почему то вспомнился фильм Парк юрского, с комарами в янтарях. Надо было таракана закатать в эпоксидку, для истории.
В общем слои ПВА и парафина сделали своё дело, деталь потеряла немного в детализации. Скорее всего есть какая нибудь химия ввиде спреев или масел, а уж с силиконом наверное вообще геморроя меньше, но я действовал по принципу, если в магазин, то за готовым радиатором, поэтому лепил из того что есть. В любом случае, для меня это был эксперимент, так сказать, набирался опыта перед клонированием боекомплекта.
Добавил тему про отливку снарядов в силиконовую форму, правда результаты не сильно впечатлили. Поэтому сделал ещё одну разборную форму, на этот раз из смолы и уже в ней отлил боекомплект для танка Тигр.
Читать также: Сип провод таблица мощности
Так же советую присмотреться вот к таким формам из желатина ( ссыль 1, ссыль 2 ), так как с недавних пор использую именно его, для быстрого формирования формочек и отливки разнообразной мелочёвки из смолы.
Написать сообщение автору Автор: Nikolay Golovin – – – – – – – – 20.11.2013
Гипс — доступный и легкий в обработке материал. С доисторических времен литье из гипса наравне с лепкой из глины использовалось для изготовления различных поделок, игрушек и ритуальных фигурок.
И в наши дни гипс сохраняет свою популярность как поделочный материал. Из него делают также украшения и детали масштабных моделей техники.
Из чего сделать форму для заливки гипса
Для создания гипсового лепного декора для украшения дома, а также для изго-товления различных сувениров методом литья, используются разнообразные формы. Умение самому создать такую пригодится и в бизнесе, и в реализации творческих идей.
Формы бывают деревянными, цементными, пластиковыми или металлическими, иногда их делают из смол или пластилина.
Тем не менее самыми распространенными благодаря удобству и практичности считаются полиуретановые и силиконовые формы.
Полиуретановые и силиконовые формы для заливки гипса имеют несколько отличий, но нельзя сказать, что одна лучше другой, каждая подходит для решения определенных задач. Первая прочнее и долговечнее, но токсична и сложнее в обращении: нужно много разделительной смазки, иначе изделие прилипнет к форме. С силиконом работать проще, он мягкий и эластичный, то есть он одновременно и долговечен, и «дружелюбнее» по отношению к гипсу, который к нему не прилипает. Это значит, во-первых, что получившееся в итоге изделие будет идеальной формы, во-вторых, вы легко отделите его от силикона, специальная смазка вообще не нужна.
Изготовление форм для литья из гипса
Наиболее используемыми материалами являются сам гипс и силикон.
Формы из гипса являются традиционными и привычными для многих поколений мастеров. Они более требовательны к уровню мастерства при изготовлении. В последние десятилетия их все больше теснят формы из силикона.
Читать также: Инструмент для сверления отверстий в металле
Формы, которые сделаны из силикона, отличаются высокой точностью, возможностью проработки мелких деталей, легкостью изготовления и снятия ее с отливки. Несколько дороже обходится исходный состав, но это компенсируется повышенной технологичностью и долговечностью.
При проектировании и изготовлении формы важно обращать внимание на:
- Тщательность проработки деталей.
- Способ соединения половинок формы и их последующей разборки
- Способ фиксации половинок друг относительно друга
- Расположение отверстий для литья. Оно должно позволить жидкому гипсу проникать во все уголки формы и полностью заполнять ее.
- Конфигурация опоки должна давать пузырькам воздуха свободный выход.
Для фиксации частей опоки друг относительно друга обычно используют резиновые ленты. Для маленьких изделий подходят резинки для денег, для более крупных их вырезают из велосипедных или автомобильных камер.
Как выбрать силикон для отливки гипсом
Почти всегда для работы используется Двухкомпонентный силикон, состоящий из основы и катализатора (вещества, отвечающего за отвердевание). Ка-тализаторы бывают оловянными или платиновыми. Силикон на олове благодаря оптимальному соотношению «цена-качество» популярнее. Кроме того, силикон на платиновой основе вступает в реакцию почти со всеми природными объектами.
Другим параметром, который стоит выбрать, является твердость. Существует несколько вариантов твердости по специальной шкале (шкала Альберта Шора), но обычно вещества для работы с мягкими материалами обозначают буквой А, для работы с твердыми – буквой D.
Также разделяют и числовое значение показателя твердости. Силикон с показателем от 10 до 15 подойдет для работы с небольшими легкими формами, показатель от 20 до 70 значит, что из такого силикона можно отлить форму для тяжелой статуи или другого крупного изделия. Буквенные и цифровые обозначения присутствуют в названии силикона, обращайте на них внимание при выборе.
Процесс литья из гипса
Процесс литья из гипса состоит из нескольких этапов. Само литье в гипсовые формы занимает минуты, гораздо больше времени уходит на подготовительные и завершающие операции. К подготовительным относятся:
- Изготовление модели изделия.
- Проектирование и изготовление формы, или опоки.
- Подготовка материалов для литья смазывания формы.
Процесс литья из гипса
Проверьте, чтобы все необходимые материалы, оборудование и инструменты были под рукой, отмыты и очищены после прошлого раза. Счет при отливке идет на минуты.
Непосредственно перед литьем в гипс следует произвести смазывание опоки и смешивание раствора для литья. Заливать растров в отверстие следует тонкой струйкой, обязательно давая воздуху возможность выйти. После заливки форму надо повращать и слегка потрясти, чтобы добиться максимального прилегания раствора к мелким деталям рельефа.
Завершающие операции не менее важны. Они так же определяют качество изделия. К ним относятся
- Сушка (при естественной температуре или на радиаторе). Слишком быстрая сушка может привести к растрескиванию отливки.
- Разборка формы. Если она плохо отходит от изделия, можно легонько обстучать ее деревянным или резиновым молоточком.
- Удаление литников и доработка деталей готового изделия.
- Очистка опоки (если планируется еще одна или несколько отливок).
Литье в гипсовые формы немного отличается от литья в формы из силикона. Силикон не нуждается в смазке, он упруг и из него легче извлекать отливку, к тому же он дает больше возможностей для проработки деталей.
Изготовление силиконовых форм для гипса, процесс
При подготовке к созданию изделия важно также понимать, какой будет ваша модель: плоской или объемной (3d). Для плоской нет никаких особенных требований, объемную же собирают из двух частей (половин). Затем вокруг модели устанавливается опалубка. Или модель/фигуру можно положить в подходящую емкость, если позволяют размеры. Заливается силикон, отсчитывается нужное время, которое указывается на упаковке или в инструкции. Оптимальным временем затвердевания считается от 30 до 50 минут.
Также модель можно обмазать компаундом, такой способ годится для крупных фигур: высоких статуй или колонн. Некоторые специалисты рекомендуют применять обмазку при обилии мелких узоров/деталей для лучшей прорисовки.
Пример 1 — Заливаем силиконом: https://www.youtube.com/watch?v=aeeitOYrNPc&fea-
Пример 2 — Обмазываем силиконом: https://www.youtube.com/watch?v=EW-
Видео описание
В видеоролике показано, как можно сделать фигурку из гипса, заливая смесь в силиконовую форму:
Есть у описываемого выбора один существенный недостаток. Производство садовых фигур из полистоуна невозможно без использования синтетических пигментов и полиэфирных смол. В их составе есть стирол – опасное химическое соединение. Поэтому тот, кто выбирает такую технологию для производства садовых фигурок, необходимо будет более тщательно относиться к самой организации трудового процесса. Для его осуществления подходят только те помещения, которые находятся в пятистах метрах от жилых построек, внутри должна быть установлена хорошая вентиляция, рабочие должны носить респираторы и другие средства защиты.
Фигурки из полистоуна с большим количеством мелких деталей Источник vsegdasvami.ru
Важно ! На отечественном рынке нет местного сырья. Его приходится ввозить из-за границы, поэтому себестоимость фигурок из полистоуна получается очень высокой.
Хорошим спросом пользуются у покупателей и садовые фигурки из бетона. При их изготовлении используются вполне доступные по цене компоненты. Это песок, цемент, пигменты и пластификаторы. Все сухие ингредиенты замешиваются в раствор при помощи воды, раствор заливается в специальные формы. После застывания в итоге получаются очень прочные изделия, способные простоять в саду десятилетия. У них есть один существенный недостаток – большой вес. Фигурку сложно будет при желании перенести с места на место. Часто для транспортировки и установки таких скульптур приходится привлекать спецтехнику.
Фигурка сторожевого пса из бетона Источник compras.sharemedoc.com
Где купить и как искать формы для заливки гипсом
Разумеется, делать форму самостоятельно не обязательно, существует множество готовых вариантов, начиная от имеющихся дома предметов на выбор, заканчивая иностранными поставщиками.
Многие используют формы, предназначенные для изготовления мыла. Охотно продают формы их прямые поставщики, в том числе и через Instagram и другие соцсети. Например:
https://www.instagram.com/betoforma/ https://www.instagram.com/form3d.ru/ https://vk.com/album-98743363_245301419
Формы продаются в специализированных магазинах и у производителей продукции.
Особенности выбора материала для производства садовых украшений
Отливать фигурки для сада можно из гипса, бетона и полистоуна. Изделия из гипса расходятся быстрее. Они имеют самую низкую цену. Поэтому организация производства таких изделий – процесс очень простой, не требующий больших материальных вложений. Килограмм гипса стоит от 40 рублей. Из него получаются изделия очень хрупкие, не обладающие устойчивостью к любым механическим нагрузкам. Они впитывают в себя влагу. Срок службы такого садового украшения – один сезон, но покупательский спрос на подобные изделия еще достаточно высокий, поэтому можно спокойно работать в обозначенном направлении.
Садовые фигурки из гипса Источник svarka-doka.ru
Изготовление гипсовой формы для объёмной модели
Хочу поделиться с вами информацией о том, как сделать гипсовую форму для отливки однотипных объёмных изделий.
Для этого нам понадобится сама модель, я слепила енотика из модельной массы, вы можете взять любое твердое изделие. Если делайте форму в первый раз, желательно взять что-то максимально простое, полностью симметричное.
Теперь необходимо посмотреть как разделить модель. Если она полностью симметричная, то просто делим ее пополам, если же в ней присутствуют так называемые замки (места которые будут цеплять форму, не дадут ей отделиться от модели), то делим на 3 и более части.
В моем случае такие «замки» присутствуют на хвосте енота, поэтому мы визуально делим форму на 3 части, первая — полностью лицевая часть, а 2 и 3, это задняя сторона, разделенная пополам.
Далее берем емкость, которая будет немного больше нашей формы в объеме, в моем случае это обычная картонная коробка, ее дополнительно обматываем скотчем, чтобы не пролился гипс и смазываем маслом, чтобы потом было легко извлечь форму, лицевую часть енота тоже смазываем маслом (еще можно использовать вазелин).
Следующим этапом замешиваем в отдельной емкости гипс с водой в пропорции 1:1, масса нужна примерно такая, чтобы можно было заполнить половину коробки. При замешивании гипса, сначала залейте воду, а потом сам гипс в емкость для смешивания и тщательно все перемешайте, чтобы не оставалось комков. После этого аккуратно вливаем гипс в нашу коробку тоненькой струйкой, чтобы избежать пузырей. Как только гипс начинает твердеть, опускаем в него енотика, лицевой частью, которая смазана маслом.
Оставляем форму минимум на 30 минут и ждем, пока гипс застынет.
После этого в не залитой гипсом части делаем стенку из пластилина, чтобы разделить модель еще на 2 части. Все тщательно смазываем маслом.
Аналогичным способом заливаем вторую часть, ждем, пока застынет, потом все снова смазываем маслом и заливаем 3 часть.
Когда форма подсохнет, убираем с нее стенки из картонной коробки и максимально аккуратно извлекаем нашего енота. Если форма была сделана правильно, то мы легко достанем из нее модель.
После этого отмечаем и вырезаем ножиком отверстие, куда будет проникать материал для заливки. С формы кисточкой удаляем все лишнее и оставляем ее сохнуть
После того как форма хорошо просохла мы приступаем к заливке самого изделия, для этой цели я буду использовать шликер-водная суспензия на основе глины.
Далее переходим к заливке шликера в гипсовую форму, все три части гипсовой формы хорошо скрепляются проволокой, в отверстие заливается шликер, его подливают до того момента, пока не образуются стенки фигурки нужной нам толщины, после этого оставшийся шликер сливают.
Шликер в форме необходимо оставить минимум на сутки, пока стенки будущей фигурки не подсохнут, затем необходимо аккуратно достать фигурку и обработать.
Ну и в конце любуемся тем, что у нас получилось!