Анкеровка арматуры. Соединения арматуры. Гнутые стержни
Требования к анкеровке и соединению арматуры, гнутым стержням установлены в:
СП 52-101-2003 Бетонные и железобетонные конструкции без предварительного напряжения арматуры , п. 8.3.18-8.3.30
Пособие к СП 52-101-2003 Пособие по проектированию бетонных и железобетонных конструкций из тяжелого бетона без предварительного напряжения арматуры , п. 5.29-5.41 (2.02 MB; 3y ago ; загрузок: 4086)
ГОСТ 14098-91 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры (простейшее — соединение типа С23-Рэ (47.5 kB; 3y ago ; загрузок: 4156))
Для удобства работы разработана таблица в MS Excel (72.5 kB; 3y ago ; загрузок: 3024) для определения относительной (в диаметрах) и абсолютной (в мм) длины анкеровки и нахлёста для различных случаев
Места стыковки
Пособие по проектированию бетонных и железобетонных конструкций из тяжелых и легких бетонов без предварительного напряжения арматуры (к СНиП 2.03.01-84):
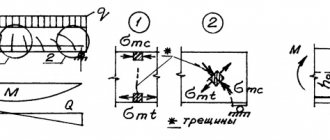
п.5.47 (5.37) Стыки стержней рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в местах полного использования арматуры. Такие стыки не допускаются в линейных элементах, сечение которых полностью растянуто.
Гнутые стержни
Следует различать минимальные радиусы загиба по условиям прочности арматуры и минимальный радиус загиба по условиям прочности бетона в месте изгиба:
требования к радиусу загиба по условиям прочности арматуры установлены в п.5.41 Пособия (2.02 MB; 3y ago ; загрузок: 4086)
требования к радиусу загиба по условиям прочности бетона в месте изгиба установлены в п.5.36 Пособия (2.02 MB; 3y ago ; загрузок: 4086)
Применение в проекте
Все соединения отдельных стержней арматуры – внахлёстку без сварки. Длина нахлёста арматуры – не менее 46 диаметров арматуры (при количестве стыкуемой в одном расчётном сечении элемента рабочей растянутой арматуры не более 50%) и не менее 76 диаметров арматуры (при стыковке в одном расчётном сечении элемента всей рабочей растянутой арматуры). Стыки арматуры попадают в одно расчётное сечение, если между их центрами менее 60 диаметров стыкуемой арматуры.
Нижнюю арматуру плит перекрытий и покрытия не допускается стыковать в средней трети пролета. Верхнюю арматуру плит перекрытий и покрытия необходимо стыковать в средней трети пролета.
Верхнюю арматуру фундаментных плит не допускается стыковать в средней трети пролета. Нижнюю арматуру фундаментных плит необходимо стыковать в средней трети пролета.
Увеличение расхода арматуры на нахлёсты стержней 2) в размере: 4% для d8, 5% для d12, 6% для d16 учтено в спецификациях для позиций, посчитанных в погонных метрах.
Минимальный диаметр оправки для арматуры принять в зависимости от диаметра стержня:
диаметр оправки не менее 5 диаметров стержня при диаметре стержня меньше 20 мм;
диаметр оправки не менее 8 диаметров стержня при диаметре стержня больше или равном 20 мм.
1) применимо для арматуры класса А500С и бетона класса B30
2) определяется по формуле: Lнахлёста /11700, где Lнахлёста — длина нахлёста в мм
Armin. -02-04 15:04
По поводу соединений стержней внахлестку без сварки.В новой нормативной литературе (СП 52-101-2003, Пособие к СП 52-101-2003 и пр.) особо не оговаривается, тем не менее в старом пособии была рекомендация по поводу мест стыковки.
Пособие по проектированию бетонных и железобетонных конструкций из тяжелых и легких бетонов без предварительного напряжения арматуры (к СНиП 2.03.01-84)п.5.47 (5.37). Стыки стержней рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в местах полного использования арматуры. Такие стыки не допускаются в линейных элементах, сечение которых полностью растянуто.
Соответственно пишу в общих указаниях в дополнение к указанному пишу (для плит перекрытия): Нижнюю арматуру плиты допускается стыковать за исключением зон в средней трети пролетов с перепуском ____. Верхнюю арматуру допускается стыковать в средней трети пролета с перепуском _____.
Для фундаментных плит, соответственно наоборот.
Dmitry Rudenko. -02-04 15:11
Спасибо, ценное замечание
Для чего необходимо гнуть арматуру и как это лучше сделать
Как известно, бетонные конструкции плохо переносят нагрузки на изгиб, под воздействием которых они начинают разрушаться. Чтобы избежать таких негативных последствий, бетонные конструкции укрепляют при помощи каркасов из стальных прутков, а с недавнего времени для этих же целей стали использовать и композитную арматуру. Без армирующего каркаса почти невозможно сделать надежный фундамент для любого строения, а также бетонные конструкции, испытывающие в процессе эксплуатации механические нагрузки.
Наиболее слабыми местами в любом арматурном каркасе являются места стыков прутков, что особенно актуально для угловых соединений, создание которых путем пересечения прямых арматурных прутков является серьезным нарушением технологии.
Усиление арматурного каркаса посредством гнутых стержней
Угловые участки армирующего каркаса, сформированные таким неправильным образом, значительно ослабляют бетонную конструкцию и могут привести к ее расслоению. Именно поэтому для подобных соединений необходимо гнуть и укладывать арматуру таким образом, чтобы на каждый примыкающий к ней пруток образовывался нахлест величиной минимум 80 см. Гнутые арматурные элементы используются не только для создания каркасов для фундамента, их также применяют в качестве соединительных элементов, которые эксплуатируются под воздействием растягивающих нагрузок (крюки различного назначения, лапки и др.).
О том, как согнуть арматуру таким образом, чтобы она при этом не лишилась своих первоначальных прочностных характеристик, знают только специалисты. При этом важно иметь в виду, что своими руками допускается гнуть только арматуру из металла, но не из композитных материалов (информацию о том, чем резать стеклопластиковую арматуру, можно найти в конце статьи).
Минимальный радиус загиба арматурных стержней
Гибку арматуры для получения надежного каркаса для фундамента следует выполнять только механическим способом, избегая образования острых углов в месте изгиба. Радиус закругления прутков, который формируется в месте изгиба, должен иметь величину в интервале 10–15 диаметров самого изделия.
Те, кто выполняет гибку арматуры своими руками, часто совершают следующие грубые ошибки:
- делают надпил или надрез места сгиба, чтобы облегчить себе работу (такой надрез, нарушая структуру металлического прутка, значительно ослабляет конструкцию каркаса);
- место, где необходимо выполнить изгиб, предварительно нагревают при помощи паяльной лампы или помещая пруток в костер.
После выполнения надреза или нагрева прутка в домашних условиях его обычно гнут при помощи подручных средств – кувалды, молотка, куска трубы и др. Естественно, что все подобные процедуры приводят к ослаблению и разрушению арматурной конструкции. Чтобы сохранить ее прочностные характеристики, гнуть элементы, из которых она состоит, необходимо только в холодном состоянии и не нарушая целостности их структуры, ели это дополнительно не оговорено в проектной документации.
Правильный расчет
Чтобы выполнить анкеровку арматуры в плитах из бетона, нужно учитывать все строительные нюансы. Расчет операции заделки стальных изделий осваивается на изучении следующих показателей:
- Максимальная прочность железобетона.
- Показатель напряжения на участке сцепления.
- Разновидность анкеровки.
- Профиль используемой арматуры.
- Глубина и длина закладки стальных деталей.
- Сечение стержней.
Упрощенный способ расчета важных показателей (длина, глубина) позволяет мастерам выполнить качественно все строительные работы в максимально сжатые сроки. Для этих целей можно задействовать специальную таблицу, которая включает в себя различные показатели. Изучить все необходимые данные можно при помощи компьютерной программы. Если внести все данные, то в итоге можно получить комплексный расчет анкеровки.
Теория гибки
Главная Каталог Инструменты и расходные материалы Инструмент для гибочного пресса
ГИБКА ДО СОПРИКОСНОВЕНИЯ И ИНСТРУМЕНТАЛЬНАЯ ГИБКА.
Гибка до соприкосновения: После выбора нужного V-образного канала, поместите материал по обоим краям V канала. После установки шага хода, верхний инструмент начнет двигаться, гибка будет осуществляться до требуемого значения (30, 60, 75 и т.д. )
Примите во внимание, что материал во время процесса гибки будет испытывать напряжение. Важные величины при выборе V канала: — Листы до 3 мм — 6-8 х S — Листы более 3 мм – 8-12 х S S — толщина гибочного листа
Примечание: Эти значения так же учитываются при гибке короткого материала. Требуемые для гибочного стола величины сопротивления, внутреннего радиуса и прочая информация находится в Инструкции. Пример: Толщина листа 3 мм, ширина требуемого канала 25 мм, лист для гибки 18 мм. Внутренний радиус 4,2 мм и требуемое сопротивление 21 тонна. Будьте внимательны к следующим моментам при осуществлении гибки: А – 3 точки для эффективной гибки. Это оба края нижнего инструмента и гибочный край верхнего инструмента. В – Гибочный лист (90) с механической обработкой. Верхний инструмент должен находиться под давлением по обеим сторонам пока не достигнет канала нижнего инструмента. Преимущества данного процесса следующие: 1 – Нет необходимости использовать все тоннажное сопротивление Пресса. 2 – Возможность для гибки соответствующих толщин листов. 3 – Один и тот же инструмент может использоваться на разных уровнях гиба. Следующие допуски должны быть приняты во внимание при гибке до соприкосновения материалов старой формы, наклоненной назад: а – гибка с остроконечным инструментом +/- 2 б – гибка со стандартным инструментом +/- 3 с – гибка с инструментом с тупым концом +/- 5 Разница в уровнях общей длины величины толщины гибки до соприкосновения: Пример: 2 мм толщина листа с 140 гиба. Выбранный проем V канала: V: 8 х s: 8 х 2 : 16 мм Как видно из следующей таблицы, если мы примем за основу, что разница толщины общей длины материала 10 %, то это означает, что разница в уровне будет 2,5. Приведенные значения вычислены теоретически и на практике путем, указанным выше. В СООТВЕТСТВИИ С ТАБЛИЦЕЙ DEHLER
ПРЕССОВАНИЕ С ИСПОЛЬЗОВАНИЕМ ИНСТРУМЕНТА.
Для достижения хорошего результата на точных профилях, инструменты должны быть очень хорошего качества. В данной ситуации требуется высокий тоннаж. Уровень прессования на данных станках уже задан, поэтому нет необходимости производить какие либо установки самостоятельно. Преимущества: Так как минимизируется тенденция материала к возврату к прежней форме, разница уровней будет минимальной. Недостатки: высокий тоннаж и высокий гиб требуют дорогостоящего инструмента.
Гибка листа связана с величиной радиуса V канала и не связана с толщиной листа и длиной.При таких условиях радиус меньше чем радиус V канала.
Как известно, листы металла имеют свойство принимать прежнюю форму из-за эластичности материала. Это связано со следующим: А – требуемые стандартом пропорции Б – Материалоемкость В – Покрытие материала С – Содержимое
P: Сопротивление давлению (тонн) L: Длина листа (мм) R: Сопротивление (кг/мм2) s: Толщина листа (мм) V: Расстояние канала Пример: Длина листа: 1000 мм Сопротивление: 42 кг/мм2 Если ширина V канала: 8 х S выбрана, то тогда получается следующее значение.
С этой формулой нет необходимости производить оставшиеся калькуляции для нахождения сопротивления давлению (тоннаж). Длина: 2500 мм Толщина листа: 2 мм Сопротивление: 45 кг/мм2 Подходящее сопротивление давлению 2,5 х 8 х 2: 40 тонн, как показывает последний пример, жесткость материала в 40-45 кг/мм2 требует сопротивления в 2,5 мм. Если Гибочный пресс используется вне его возможностей, это может нанести вред инструменту и материалу. Когда лист гнется с сопротивлением более 40 кг/мм2, в таком случае, как показывает практика, к полученному значению нужно добавить 10%. На жестком материале это значение 10-12 х S и из-за жесткости материала возможность появления повреждений предупреждена.
135 – Разница углов, которая может произойти из-за проема V-образного канала.
ДИАГРАММА ГИБА
Вместимость (тонн) L: — длина листа (мм) (L=1000мм) R: — Внешний радиус (мм) Предел прочности на разрыв (кг/мм2) V: — Расстояние шаблона P: — Необходимый тоннаж (тонн) Н: — Минимальная длина листа гиба (мм) S: — Толщина листа (мм)
ВАЖНЫЕ СВЕДЕНИЯ ДЛЯ ГИБА.
Рисунок 1: Рисунок показывает максимальный тоннаж, разрешенный для определения длины гибки. TS: — Общая длина листа. Рисунок 2: — Когда Вам необходимо произвести короткие гибы, как показано на рисунке 2, следует гнуть материал одинаковой длины на обоих концах станка.
Зачем нужно армировать ленточный фундамент
Необходимость армирования ленточного фундамента на обычном грунте или на суглинке в углах объясняется свойствами строительных материалов. Сам бетон недостаточно пластичен и прочен, чтобы легко выдерживать растяжения и другие нагрузки, работающие в разных частях фундамента, особенно если речь о неравномерных нагрузках (провоцируются пучением грунта, температурными перепадами, влагой и т.д.).
В процессе деформации в бетонной конструкции появляются зоны растяжения и сжатия. И если сжатие бетон пережить может, то растяжение его разрушает. Для того, чтобы противодействовать этой нагрузке, и нужна армировка: внутри бетонной конструкции располагают металлический каркас, который воспринимает растягивающие нагрузки и существенно укрепляет материал, продлевая срок эксплуатации всего строения.
Угол ленты и места примыкания – самые важные точки конструкции, на них оказывается большее давление в сравнении продольными частями, поэтому их упрочнению нужно уделить особое внимание.
Пункт 3.71. О шаге поперечной арматуры.
Когда вы определили диаметр хомутов, нужно назначить их шаг. Расчет – расчетом, но окончательно мы всегда сверяемся с таблицей 25. Как видите, шаг хомутов зависит от класса арматуры, это нужно учитывать при выборе. Значение Rac – это расчетное сопротивление арматуры сжатию для предельных состояний первой группы.
С процентом армирования μ более 3% нужно быть тоже внимательными – оно сразу вызывает сгущение шага поперечной арматуры. Мало того, при стыковке арматуры в нахлестку, при проценте армирования 3 и более всегда возникают проблемы с размещением арматуры. По возможности такого насыщенного армирования нужно избегать.
Заметьте, если вы стыкуете арматуру в нахлестку, в местах нахлестки всегда идет более частое расположение хомутов.
Если вы применяете арматуру по ДСТУ 3760, проверяйте все требования еще и по «Рекомендациям по применению арматурного проката по ДСТУ 3760-98» и выбирайте худший вариант.
Армирование тупых углов
Когда выполняется фундамент сложной конфигурации, могут появляться углы более 90 градусов. Их упрочняют в соответствии со специальными схемами и используют арматурную конструкцию двух видов.
Первый способ
Выполняется загиб наружной продольной арматуры под установленным углом. Продольные внутренние хлысты загибаются аналогичным образом, потом вяжутся к продольной внешней части каркаса. Каждая загнутая часть продольного внутреннего прутка должна составлять минимум 50 диаметров основных стержней.
Второй способ
Осуществляется с использованием дополнительных гнутых элементов (они уже подготовлены и соответствуют нужному углу). Изогнутый элемент должен обладать плечом, равным минимум 50 диаметрам продольных прутьев. Перехлест в вязке может быть в диапазоне 35-50 значений сечения арматуры (зависит от марки цемента, который используется в приготовлении раствора).
Прямая анкеровка.
Прямая анкеровка арматуры устраивается в местах, где геометрия конструкции позволяет это сделать, и иногда может располагаться в защитном слое бетона. Прямая анкеровка допускается только для арматуры периодического профиля.
Наличие дополнительного обжатия бетона от внешних силовых факторов в зоне анкеровки увеличивает несущую способность самого бетона, тем самым увеличивается эффективность анкеровки (сцепления).
При прямой анкеровке в защитном слое бетона продольное усилие пытается сколоть защитный слой касательными напряжениями.
Рис. 1. Возможность скалывания защитного слоя бетона при анкеровке.
Наши нормы не оговаривают длину анкеровки в зависимости от расположения стержня в конструкции, поэтому анкеровку в защитном слое бетона не рекомендуется выполнять без наличия поперечной арматуры или каких-то других дополнительных мероприятий (увеличенная длина анкеровки, установка верхней перпендикулярной продольной или поперечной арматуры, увеличение защитного слоя, устройство отгиба и т.д.), с помощью которых будут восприниматься касательные напряжения и исключено скалывание защитного слоя бетона.
Установка по верху перпендикулярной продольной арматуры в зоне анкеровки увеличивает зону скола защитного слоя бетона, но при этом ее применение по сравнению с установкой поперечной арматуры менее эффективно.
Шаг и диаметр хомутов в зоне прямой анкеровки в защитном слое бетона определяется в зависимости от типа хомута и диаметра продольной арматуры.
Расчетная длина прямой анкеровки арматуры в бетоне определяется
(СП 52-101-2003 п. 8.3.22 или СП 63.13330.2012 п. 10.3.25):
Для элементов из мелкозернистого бетона группы А требуемая расчетная величина длины анкеровки должна быть увеличена на 10ds для растянутого бетона и на 5ds – для сжатого.
Допускается уменьшать длину прямой анкеровки стержней ненапрягаемой арматуры в зависимости от количества и диаметра поперечной арматуры в зоне анкеровки, вида дополнительных анкерующих устройств (приварка поперечной арматуры) и величины поперечного обжатия бетона в зоне анкеровки (например, от опорной реакции), но не более чем на 30%.
В любом случае фактическую длину анкеровки принимают не менее 15ds и 200 мм, а также не менее 0,3×lo,аn.
Расчетная длина прямой анкеровки растянутой (не напрягаемой) арматуры при k=1 класса А400:
| Класс бетона на сжатие | Lан/ds | Длина анкеровки (мм) в зависимости от диаметра арматуры | |||||||||||
| 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | ||
| В15 | 47,32 | 284 | 379 | 473 | 568 | 663 | 757 | 852 | 947 | 1041 | 1183 | 1325 | 1515 |
| В20 | 39,41 | 237 | 315 | 394 | 473 | 552 | 631 | 710 | 788 | 867 | 985 | 1104 | 1262 |
| В25 | 33,77 | 203 | 270 | 338 | 405 | 473 | 540 | 608 | 676 | 743 | 844 | 946 | 1081 |
| В30 | 30,84 | 200 | 247 | 309 | 370 | 432 | 494 | 555 | 617 | 679 | 771 | 864 | 987 |
| В35 | 27,28 | 200 | 218 | 273 | 328 | 382 | 437 | 491 | 546 | 600 | 682 | 764 | 873 |
Расчетная длина прямой анкеровки растянутой (не напрягаемой) арматуры при k=1 класса А500:
| Класс бетона на сжатие | Lан/ds | Длина анкеровки (мм) в зависимости от диаметра арматуры | |||||||||||
| 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | ||
| В15 | 58 | 348 | 464 | 580 | 696 | 812 | 928 | 1044 | 1160 | 1276 | 1450 | 1624 | 1856 |
| В20 | 48,32 | 290 | 387 | 483 | 580 | 677 | 773 | 870 | 967 | 1063 | 1208 | 1353 | 1546 |
| В25 | 41,41 | 249 | 332 | 414 | 497 | 580 | 663 | 746 | 828 | 911 | 1035 | 1160 | 1325 |
| В30 | 37,81 | 227 | 303 | 378 | 454 | 530 | 605 | 681 | 756 | 832 | 945 | 1059 | 1210 |
| В35 | 33,44 | 201 | 268 | 335 | 401 | 468 | 535 | 602 | 669 | 736 | 836 | 937 | 1070 |
Расчетная длина прямой анкеровки растянутой (не напрягаемой) арматуры при k=1 класса А500СП с эффективным профилем:
| Класс бетона на сжатие | Lан/ds | Длина анкеровки (мм) в зависимости от диаметра арматуры | ||||||||||
| 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | ||
| В15 | 53,56 | 322 | 429 | 536 | 643 | 750 | 857 | 964 | 1071 | 1179 | 1339 | 1500 |
| В20 | 44,63 | 268 | 357 | 446 | 536 | 625 | 714 | 804 | 893 | 982 | 1116 | 1250 |
| В25 | 38,25 | 230 | 306 | 383 | 459 | 536 | 612 | 689 | 765 | 842 | 956 | 1071 |
| В30 | 34,94 | 210 | 280 | 350 | 419 | 489 | 559 | 629 | 699 | 769 | 874 | 979 |
| В35 | 30,91 | 200 | 247 | 309 | 371 | 433 | 495 | 557 | 618 | 680 | 773 | 866 |
Примечание: отношение в таблицах Lан/ds для не напрягаемой арматуры диметром больше 32 мм нужно разделить на коэффициент 0,9.
Технология
Количество гибов, расстояние между ними определяют, учитывая индивидуальные особенности каждого конкретного заказа. А именно – требования к плавности дуги. Количество гибов прямо пропорционально плавности. Чем их больше и чем меньше шаг между ними, тем более плавным получается изгиб на выходе.
Мы выполняем обработку на универсальном специализированном оборудовании, предназначенном для пластической деформации. Радиусная гибка выполняется с учетом особенностей металла и требований заказчика. Мы создаем изделия любой сложности, полностью соответствующие техническому заданию.
Разновидности балок
Что представляет собой конструкция железобетонной балки? Каковы отличия по способу установки и форме сечения?
Балка – изготовленный из бетона и армированный стальными прутками элемент, работающий в составе строительной конструкции и воспринимающий силовые нагрузки. Такие строительные конструкции еще называют ригелями или прогонами. В зависимости от метода установки они могут быть:
- Монолитными элементами, представляющими собой свободно расположенные или защемленные с одной или двух сторон однопролетные конструкции.
- Комбинированными (сборно-монолитными) конструкциями, в том числе консольными.
- Сборными, состоящими из отдельных частей, входящих в состав общей многопролетной конструкции.
Сечение элементов различное и может иметь прямоугольную форму, представлять трапецию, тавр, двутавр или другие виды. Согласно строительным нормам, ширина сечения принимается равной 5 сантиметрам и представляет собой цифровой ряд, начиная от 100 мм, и заканчивая 250 мм. Высота изделия соответственно изменяется.
Комбинация арматурных стержней и бетона даёт комбинацию их свойств
Процесс армирование углов
Ввиду того, что на углы ленточного фундамента припадает основная часть нагрузки, долговечность и отсутствие деформаций напрямую зависят от правильности и качества выполнения упрочнения. Правила выполнения работы базируются на строительных нормативах и показателях.
Основные положения правильного армирования
- Максимальные нагрузки идут на продольную часть ленточного фундамента – эти участки упрочняются самыми толстыми стержнями сечением до 15 миллиметров.
- Напрямую влияет на жесткость и качество усиления плотность грунта (особенно сложно, когда грунты рыхлые, неустойчивы, глинистые): ленточный фундамент на суглинке должен выполняться с максимальными характеристиками жесткости из большего слоя прутьев большого сечения.
- Прутья должны быть рифлеными, с хорошей адгезией с бетонной смесью.
- Углы укрепляются более тщательно, чем стены и места примыкания.
Как правильно просчитать металлический каркас армирования
- Каркас должен находиться от края основания на расстоянии минимум 5 сантиметров.
- Нижние стержни не могут располагаться ниже уровня грунта больше, чем на 5 сантиметров.
- Между вертикальными стойками выдерживают расстояние в 50-80 сантиметров.
- Диаметр несущих прутьев опоры – 10-20 миллиметров, дополнительных – 4-10 миллиметров, проволоки для вязания – меньше.
Прежде, чем приступать к работе, обязательно нужно прорисовать чертеж, составить схему. Так удастся избежать самых распространенных ошибок.
Алгоритм изготовления металлического каркаса
Сначала вбивают в землю несущие стержни диаметром 10-20 миллиметров шагом 50-60 сантиметров. Снизу и сверху варятся несущие стержни в вертикальном положении, потом привариваются рабочие дополнительные с шагом около 8-10 сантиметров.
Нюансы дополнительного армирования углов
- Сварка на стыках конструкции недопустима, да и прямые участки так не скрепляются – лучше вязать.
- На углах прутки варят чуть под наклоном, сгибая заранее.
- Перекрестные крепления для упрочнения ленточного основания на стыках стен не допускаются.
- Рекомендовано дополнительное крепление каждого прутка согнутой арматурой.
- Все усиление должно превратиться в монолитную конструкцию из стержней каркаса, а не сборку из отдельных блоков.
Правила хорошего строительства
При выполнении работы используются только качественные материалы, соответствующие указанным физическим характеристикам. Именно фундамент требует использования самых лучших материалов, так как это основа и от того, насколько она получится надежной, зависит срок службы всего здания.
Нужно уметь правильно применять разные типы соединений в зависимости от контуров каркаса – в одних местах нужна сварка, в других недопустимо сваривать и нужно вязать. Делать наугад нельзя ни в коем случае. Каркас можно опускать в готовый котлован, заливать бетоном обязательно в один заход, чтобы избежать ослабляющих основание стыков и расслоений.
Для создания нужной монолитности основания на стыках стен используют гнутые стержни и установка их диагональная – под углом к основной сетке. Так удается добиться нужных характеристик надежности и прочности.
Ручной арматурогиб своими руками. Чертёж, описание
Для того, чтобы изготовить простейший арматурогиб потребуется:
- стальное основание, в качестве которого можно использовать часть стального листа толщиной не менее 6 мм;
- стальной уголок размерами от 40×40×2 и длиной не менее 4…5 длин наибольшего горизонтального размера арматурного прутка – поворотный рычаг (чем длиннее рычаг, тем меньше усилие гиба);
- подшипниковый узел качения, в котором будет поворачиваться приводной рычаг;
- переустанавливаемые упоры – стальные уголки, закрепляемые в приводном рычаге;
- направляющие – втулки из инструментальной стали типа У8, свободно вращающиеся на своей оси. Для качественного направления заготовки по основанию их должно быть две, но для простейших работ хватит и одной. Втулку лучше закалить на HRC 50…55;
- деревянная рукоятка, насаживаемая на рычаг.
Монтаж такого арматурогиба несложен, и не требует использования сварочного оборудования. Основание надёжно закрепляется на верстаке, после чего подбирается нужный размер уголка – заготовка для поворотного рычага. В нём фрезеруются или просверливаются пазы для установки упоров, места которых соотносятся с размерами требующейся арматуры (впрочем, можно предусмотреть и сквозной паз). В нужном месте основания крепятся подшипник и направляющие втулки.
При помощи такого устройства можно выполнять горизонтальные и вертикальные гибы на произвольные углы. Для повышения точности можно снабдить ручной арматурогиб размерной шкалой.
Виды углов
Прежде, чем будет выполнена вязка углов, необходимо определить тип угла и в соответствии с этим организовывать работы, подбирать материалы. Острые углы в вязке наиболее сложны, тупые – простые.
Углы бывают:
1. Прямые – распространены больше всего. Могут быть Т или Г-образными.
2. Тупые – произвольные (эркеры). Развернутые углы от 160 градусов легки в работе – арматура прокладывается от внешней к внутренней стороне, увеличивая частоту поперечин в два раза в сравнении с остальной длиной фундамента, а потом перевязывается. Углы 90-160 градусов требуют установки вертикальных стержней.
3. Острые – в частном малоэтажном строительстве встречаются нечасто, очень сложны в работе.
Как согнуть арматуру без станков
Если нет спецоборудования и нет возможности соорудить приспособление собственными силами, можно прибегнуть к ручному методу гибки. Но такое мероприятие является достаточно травмоопасным. Однако необходимо учитывать, что ручной метод подойдет для гибки стержней до 8 мм. Кроме того, качество такой металлообработки будет не самым высоким. С помощью прутков, согнутых таким способом, не получится организовать надежный, долговечный и устойчивый к нагрузкам фундамент.
Для обработки арматуры большего диаметра можно использовать 2 трубы. Принцип процедуры: стальной пруток крепится в одной трубе, а вторая надевается на выступающий конец проката и используется как рычаг. Металлические стержни небольшого диаметра можно загибать прямо от земли, просто встав на упорную трубу (собственным весом).
Есть другой вариант, который подразумевает крепление фиксирующей трубы, к примеру, в тисках либо с помощью бетона в специально созданном для этого месте. Существует еще один способ: в землю вбиваются штыри, которые будут выполнять функцию упоров. Материал помещается между штырями, а трубы выполняют роль рычага.
Не рекомендуется самостоятельно производить гибку стальной арматуры, если речь идет об организации фундамента или подготовке материала для проведения других ответственных работ. В этих случаях задействовать необходимо специальное оборудование. Только в таком случае вы получите надежную арматуру, которая сможет выдержать достаточно серьезные нагрузки. Не стоит экономить на металлообработке, так как от этого зависит не только долговечность возводимой конструкции, но также безопасность людей.
Наша компания реализует арматуру всех востребованных диаметров. Мы предлагаем выгодные цены и осуществляем доставку продукции. Также у нас вы можете воспользоваться услугой гибки стального металлопроката. Мы обрабатываем стержни диаметром до 40 мм. Гарантируем высокую точность гибки по заданным параметрам. Чтобы получить дополнительную информацию, свяжитесь с нашими менеджерами.
Как правильно армировать углы
Сначала выполняют чертежи каркаса, где прописывают основные значения, рассчитывают важные параметры и показатели, определяют необходимый минимум арматуры в расчете. Потом реализуют задачу.
Схема армирования:
- Вертикальные стержни зафиксировать с интервалом в 60 сантиметров.
- Вязальной проволокой скрепить горизонтальные силовые прутья сверху и снизу контура в местах их пересечения.
- Усилить зоны, которые находятся посредине пролетов, дополнительными стержнями.
Ошибки при вязке арматуры на углах:
- Арматуру просто скрещивают в углах, скрепляя проволокой. Это неправильно, хотя, схема достаточно распространенная.
- В углах стержни гнут, но не анкеруют. Так, СП 50-101-2004 говорит, что сборномонолитные и монолитные фундаменты должны быть жестко связанными перекрестными лентами. Соединение обычным перекрестием – это разрыв в месте сгиба, что не обеспечит достаточной жесткости. В местах перехлеста стержни можно соединять лишь указанными способами: механически муфтами, свариванием, без сварки (внахлест рифленые прутья с прямыми концами, с поперечными или приваренными стержнями, с загибами на концах).
- Использование только одного контура обвязки.
- Использование двух контуров без должного крепления их вместе.
- Отсутствие конструкционной связи между арматурным каркасом и подошвой основания.
- В углах строения стержни соединили при помощи сварки, проигнорировав другие методы соединения.
Как правильно вязать арматуру
Вязка арматуры в углах ленточного фундамента осуществляется с использованием таких средств: болгарка, прутья, газо- или электросварочный аппарат. Сначала все просчитывают – от расчета зависит количество прутьев, их диаметр, способы вязки. Особое внимание уделяют усилению подошвы, изготавливая конструкцию на объекте.
Сваривают два контура, один с отступом в 5 сантиметров от внешнего периметра траншеи фундамента. Второй располагают на таком же расстоянии от внутреннего края. Шва сварки не должны быть по углам. Гнут арматуру под прямым углом, места сгиба разогревают, сварку используют только там, где нагрузки сравнительно невысокие.
Далее конструкцию опускают в траншею, в углы устанавливают вертикальные прутья. Штыри вбивают в грунт глубоко, контуры приваривают к вертикальным стойкам. Верхняя часть фундамента тоже должна быть выполнена из двух контуров.
До того, как вязать арматуру, необходимо изучить типы связки. Простые соединения не подходят в данном случае. Обязательно использование гнутых элементов, которые будут продолжать продольные прутья каркаса и выступать за угол на 60-70 сантиметров. Если длины стержня недостаточно, можно скреплять хомутами со сторонами, равными минимум 50 диаметрам используемой арматуры.
Полезные советы по правильной укладке арматуры
- Расстояние между расположенными вертикально стержнями до 20 миллиметров должно быть равно 50-80 сантиметрам.
- Применять нужно рабочие стальные прутья диаметром 1-2 сантиметра, дополнительные элементы должны быть в сечении не менее 4-10 миллиметров.
- Желательно использование подкладок не из металла, которые зафиксируют каркас на нужном расстоянии от грунта и ближних конструкций.
- Горизонтально расположенные прутья монтируются исключительно в загнутом виде.
- Соединять встык нельзя.
Гибка арматуры в МЕТАЛЛ БЮРО
Технологический процесс гибки строительной арматуры и ее виды в МЕТАЛЛ БЮРО
Гибкой арматурной заготовки или ее части придается изогнутая, криволинейная форма. Данная технологическая операция используется также для правки арматуры. При формоизменении арматурного стержня наружный слой металла растягивается, а внутренний – сжимается.
Для гибки арматуры, в зависимости от объема и технических требований заказа, МЕТАЛЛ БЮРО применяет следующие способы:
- ручной
- механизированный
Использование гнутой арматуры от МЕТАЛЛ БЮРО в строительстве
Для армирования железобетонных, монолитных конструкций может понадобиться не только прямолинейные арматурные прутки, но и гнутая арматура (хомуты, скобы, крюки и пр.), например:
- На торцевых участках стен зданий по их высоте устанавливают поперечную арматуру в виде П-образных/замкнутых хомутов, создающих анкеровку концевых участков горизонтальных стержней и способствуют предохранению от выпучивания торцевых сжатых вертикальных армирующих стержней стен.
- При конструировании узлов сопряжения балок с колоннами используется поперечная гнутая арматура в виде замкнутых хомутов/П-образных деталей, которые располагают в зоне рабочей арматуры балки.
Способы ручной гибки арматуры в МЕТАЛЛ БЮРО
Гибку легкой арматуры можно производить ручными способами:
- гибку арматурных стержней диаметром до 6мм, закрепленных неподвижно, выполняют с помощью слесарных молотков, кругло-/плоскогубцев
- для гибки арматуры 12 — 14 мм (или менее) можно использовать ручной станок
- арматуру 14 мм и более можно подвергать правке и сгибать ручным способом с помощью правильных плит с закрепленными уголками/с закрепленными несколькими штифтами и специльных ключей в комплекте с плитами, размеры ключа подбирают в соответствии с диаметром арматурного стержня
Принцип действия ручного станка для гибки арматуры в МЕТАЛЛ БЮРО
Ручной гибочный станок предназначен для холодной гибки арматуры. На корпусе станка установлена плита, на которой находится рабочий диск с центральным и изгибочными пальцами, которые вращаются вместе с ним в правую или левую сторону с помощью длинной ручки-рычага. На неподвижной станине закреплен упорный палец, расположенный рядом с диском. Изгибание арматурного проката происходит вокруг центрального пальца (радиус изгиба определяется его диаметром), упорный палец способствует удержанию стержня от поворота.
На вращающемся диске предусмотрено использование сменных пальцев разного диаметра для корректировки радиуса/угла изгиба. Использование ручного станка оправдано при небольших объемах строительства для изготовления арматурных изделий невысокой точности. Процесс сгибания прутка вручную трудоемок и долог, поэтому для больших объемов арматуры используют механизированное оборудование.
Оправка при механизированной гибке арматурного проката в МЕТАЛЛ БЮРО
Современные способы гибки арматуры основаны на применении механизированного оборудования, которое имеет высокую производительность и позволяет осуществлять одновременную гибку нескольких стержней, заправленных в специальный держатель, с точностью обеспечивает требуемые параметры гнутых изделий, влияющих на надежность железобетонных и монолитных конструкций.
Так, при монолитном строительстве, применение гнутой арматуры с отгибами/загибами стержней требует соблюдения определенных диаметров загиба стержней, необходимого для того, чтобы не допустить раскалывания/разрушения бетона внутри загиба арматурного стержня. Поэтому при гибке стержней диаметр оправки выбирается в зависимости от диаметра арматуры, например:
- для гладкой арматуры диаметром до 20мм диаметр оправки выбирают не менее 2,5хдиаметр арматуры/не менее 4хдиаметр арматурного стержня соответственно
- для арматуры периодического профиля диаметром до 20мм/ 20мм диаметр оправки будет равен не менее 5хдиаметр арматуры/4хдиаметр арматуры соответственно
Для термомеханической арматуры А500С. А500СП гибка проводится только в холодном состоянии. Гибка арматуры проводится с максимальным углом изгиба 180˚.
Для гибки арматуры МЕТАЛЛ БЮРО использует станки с электрическим/ гидравлическим приводом, а также автоматизированные станки с программным управлением, позволяющие получить арматурные изделия высокой точности с заданным радиусом изгиба. Станки имеют разную производительность и предназначены для гнутья легкой (до 14мм диаметром) и тяжелой арматуры диаметром от 14мм, в т.ч. арматуры для крупных ж/б сооружений.
Ручной станок для гибки арматуры своими руками.
Практически ни одно строительство не обходится без бетонных работ, а где бетон, там и арматура. Возвести фундамент, залить перекрытие, смонтировать армопояс в газобетонном доме. Все эти работы подразумевают использование арматуры, при помощи которой армируются железобетонные конструкции.
У начинающих застройщиков возникает вопрос: как правильно выполнить гнутье арматуры так, чтобы она не потеряла своих прочностных характеристик.
Неправильный самодельный арматурогиб
Если пруток диаметром 6-8 мм можно согнуть «об коленку», то арматуру большего диаметра руками согнуть затруднительно. И главное – качество такого изделия будет ниже всякой критики.
Также нельзя прибегать к таким «народным методам» гибки арматуры своими руками как:
- Надпиливание «болгаркой» места сгиба арматуры;
- Прогрев места сгиба открытым пламенем, в костре или паяльной лампой.
Эти способы, из-за механической и термической обработки металла, приводят к снижению его прочностных характеристик в месте сгиба. Это впоследствии может привести к разрушению арматуры под действием нагрузок.
Поэтому (если нет иных указаний по проекту), нужно гнуть «на холодную», не допускается изгиб стержня под острым углом.
Арматуру следует гнуть под определённым радиусом закругления, который зависит от её диаметра.
Для сгибания арматуры используются такие приспособления, как станки с механическим или ручным приводом. Из-за высокой стоимости станки с механическим приводом не нашли широкого распространения среди самостройщиков.
Цена на фирменные арматурогибы с ручным приводом также кусается.
Поэтому пользователи FORUMHOUSE предпочитают покупным изделиям приспособления — самоделки. Как показывает практика, такая приспособа для гнутья арматуры своими руками вполне по силам каждому. Для ее изготовления в ход идут обрезки водопроводных труб, швеллеры, уголки, болты, обрезки металлопроката и прочий «ненужный хлам», который найдётся в закромах любого домашнего мастера. Себестоимость таких изделий колеблется от 50 до 500 рублей, в то время как стоимость арматурогиба, купленного в магазине, может составлять 3-5 и 10 тыс. руб. Выгода очевидна. Засучиваем рукава и приступаем к работе.
Как сделать арматурогиб своими руками
Самый простой и доступный способ самостоятельного гнутья прутьев диаметра не более 6-8 мм (изготовления рамок, хомутов и т.п.) – это вбить три ее толстых отрезка в бревно. Причём, два куска вбиваются по одной линии, а третий вколачивается между ними, с отступом от осевой линии на толщину арматуры, которую предполагается согнуть.
Ещё один метод – прикрепить/приварить к углу бытовки/столбу два уголка с нижним упором, а арматуру гнуть между ними.
Либо такой вариант приспособления: приварить к заборному столбу болты.
Несмотря на простоту данных самодельных приспособ, работать на них не совсем удобно, и они лучше всего подходят для изготовления П-образных изделий, хомутов и рамок.
Станок для гнутья арматуры своими руками.
Поэтому дальнейшим развитием устройства становится изготовление полноценного самодельного арматурогиба, работающего в горизонтальной плоскости.
Принцип работы такого арматурогиба следующий: прут закрепляется между упорным элементом (уголком) и центральным неподвижным металлическим штифтом. Далее устанавливаем поворотный узел, который оснащён гибочным штырём и длинным рычагом (трубой).
При повороте гибочного узла для арматуры, за счёт усилия, возникающего на рычаге, арматурный пруток сгибается вокруг центрального металлического штифта на необходимый угол.
На таком станке вручную можно успешно гнуть арматуру диаметром до 14 мм, а при усилении конструкции и установке длинного рычага (около 2 метров) вам «подчинится» арматура диаметром и в 16 мм.
Арматурогиб ручной своими руками изготавливается за пару часов. Любой застройщик, кто хоть раз поработал на подобном устройстве, уже не вернётся к гибке арматуры своими руками, зажав её в тисках.
Вот один из вариантов изготовления такого арматурогиба по «рецепту» форумчанина с ником Константин Я.:
Константин Я.Пользователь FORUMHOUSE
Станина – это 12 или 14-й швеллер длиной 1 метр. Швеллер привариваем к двум опорам (металлическим трубам), вбитым в землю. Для упора арматуры привариваем к верхней полке швеллера два уголка. Рычаг – это две трубы, сваренные под углом 90 градусов. Через вертикальную трубу проходит ось, на горизонтальную трубу надеваем удлинитель длиной 1.2 метра. Это увеличивает усилие на рычаге. Сверху рычага привариваем уголок, благодаря чему цепляется конец арматуры при её гибке. Уголок должен находиться на одном уровне с верхней полкой швеллера.
Ось форумчанин сделал из металлического стержня диаметром 30 мм. Нижняя часть обточена под квадрат. Это не позволит оси провернуться или выпасть, т.к. нижнее отверстие в швеллере также вырезано под квадрат. Верхний конец оси выступает над верхней полкой швеллера. Вокруг него и производится загибание арматуры (посмотрим на этот простой чертеж):
Константин Я.Пользователь FORUMHOUSE
Для изготовления арматурогиба на всё про всё, вместе со сварными работами, я потратил 3 часа. Согнул на нём уже 3 тонны арматуры. Спокойно, в одиночку, гну арматуру диаметром 14 мм. Приспособлением для гибки арматуры полностью доволен, т.к. до его изготовления сломал хорошие мощные тиски – сгибал на них пруты диаметром 12 мм, надев на них трубу.
ВинчензоПользователь FORUMHOUSE
У меня «агрегат» несколько проще. Станина – это швеллер №10-12. Для изготовления «ног» взял арматуру диаметром в 20 мм. Уголки – размером 50х4. «Двенадцатую» арматуру гнул без проблем.
Арматурогиб из уголка своими руками
Рассматривая самоделки форумчан, можно сказать, что арматурогиб на основе уголков получил самое широкое распространение.
Подобное устройство для гибки прутка подкупает простотой своего изготовления, доступностью материалов и дешевизной. Предлагаем вам чертеж арматурогиба:
Устройство по этой схеме можно сделать даже без сварочного аппарата, обойдясь соединениями на болтах и гайках. Но наличие сварочного аппарата значительно расширяет возможности изготовления арматурогиба.
i-vПользователь FORUMHOUSE
Во время стройки у меня возник вопрос, чем же гнуть арматуру. Изучив форум, выбрал самый простой вариант – из двух соединённых болтом уголков. Т.к. мне нужно было гнуть пруты не более 8 мм в диаметре, то усиливать конструкцию не стал. Приварил к одному уголку кусок трубы диаметром 20 мм. Уголки соединил болтом М10. Накрутил на него гаек, после чего закрепил конструкцию на импровизированной станине – куске толстой фанеры. На изготовление потратил 1.5 часа. Ровно столько же времени ушло далее на изготовление рамок размером 150х750 мм количеством в 90 шт.
Несмотря на популярность этой конструкции арматурогиба, форумчане идут дальше по пути модернизации и улучшения механизма. Особый интерес представляет устройство для сгибания арматуры своими руками, сделанное max68.2011.
В качестве основы используется швеллер №10, т.к. его удобно закреплять на куске бруса. Также потребуются подшипники, уголки 25х25 мм длиной 50 мм, которые привариваются сбоку швеллера. Сбоку просверливаются 2 отверстия, нарезается резьба М10х1.5 (для тонкой арматуры).
Оси арматурогиба – это болты М16х2. Один болт приваривается к швеллеру. Второй болт привариваем к серьге (поворотному узлу), в качестве которого использована рессора от Газели. Ручка рычага – труба диаметром 34 мм и длиной 300 мм. Для увеличения усилия на рычаге на короткую трубу можно надеть удлинитель – длинную трубу большего (надевается снаружи) или меньшего (вставляется внутрь) диаметра.
Использование в гибочном узле подшипника позволяет скользить арматуре по обкатке. В самом же устройстве арматура стоит жёстко. Это увеличивает точность изготовления изделий.
Стоит заострить внимание на моменте, для чего арматурогибу нужен набор втулок разного диаметра длиной по 4 см.
Согласно СП 52-101-2003 «Бетонные и железобетонные конструкции без предварительного напряжения арматуры», при изгибании арматуры минимальный диаметр загиба отдельного стержня должен быть таким, чтобы избежать разрушения или раскалывания бетона внутри загиба арматурного стержня и его разрушения в месте загиба. Отсюда – минимальный диаметр оправки при сгибании арматуры, зависит от диаметра стержня. Для наглядности все величины сведены в следующую таблицу:
Благодаря набору втулок, можно гибко подбирать радиус изгиба арматуры в зависимости от её диаметра.
Со временем арматурогиб max68.2011 претерпел изменения. Теперь он по внешнему виду ничем не отличается от промышленных изделий.
Также многих форумчан интерсует вопрос: как рассчитать длину прута арматуры при изготовлении рамок. Ведь простое сложение величин если рамка должна получиться 50х20 + 2 ушка по 40 мм, то чисто теоретически, длина прута должна быть равна 50+50+20+20+4+4=148 см. Но, с учётом радиусов загибов, эта цифра неверна. Вот какой может быть выход из этой ситуации:
Hant72Пользователь FORUMHOUSE
По своей практике могу сказать, что дополнительно «накидываю» на каждый загиб от 5 мм. Это зависит от диаметра арматуры. Нужно изготовить рамку 50х20х4 (ушки) из арматуры «десятки», складываем: 4.5+50.5+20.5+50.5+20.5+4.5. Итого получается длина прутка =151 см.
В завершение расскажем про ещё один «секрет» форумчан, применяемый при гибке арматуры. Нужно закрепить арматурогиб на длинном деревянном столе и заранее разметить его, вкрутив саморезы и отметив маркером величины, которые соответствует монтажному размеру поворота прута в гибочном узле. Таким образом, можно избавить себя от необходимости каждый раз пользоваться рулеткой, отмеряя необходимую длину прута.
Прочитав темы Чем гнуть арматуру и Арматурогиб своими руками за 1.5 часа, вы познакомитесь с различными вариантами самостоятельного изготовления этого устройства (чертежи, фото, инструкции прилагаются). Также предлагаем узнать ответ на вопрос: как правильно армировать фундамент в углах. Также FORUMHOUSE рекомендует узнать все секреты сварочных работ и прочитать статью об особенностях холодной ковки. А это видео поможет вам понять, как правильно проводить арматурные работы.
Радиусы гибки листового металла
При деформировании заготовок важно знать минимальные радиусы гибки листового металла. Для каждого элемента или сплава эти показатели разные
Если их не учитывать, заготовку легко испортить.
Кроме материала, на радиус гибки влияют:
- вид листов (отожженные, наклепанные);
- положение линии гиба (вдоль или поперек волокон).
Минимальный радиус гибки листового металла
Для примера рассмотрим минимальные радиусы гибки металла в таблице.
| Материал | Отожженные | Наклепанные | ||
| Линия сгиба | ||||
| Поперек волокон | Вдоль волокон | Поперек волокон | Вдоль волокон | |
| Алюминий | 0,2 | 0,3 | 0,8 | |
| Медь | 0,2 | 1 | 2 | |
| Латунь Л68 | 0,2 | 0,4 | 0,8 | |
| Мягкий дюралюминий | 1 | 1,5 | 1,5 | 2,5 |
| Твердый дюралюминий | 2 | 3 | 3 | 4 |
| Сталь 05–08 | 0,2 | 0,2 | 0,5 | |
| Сталь 8–10, Ст1 и Ст2 | 0,4 | 0,4 | 0,8 | |
| Сталь 15–20, Ст3 | 0,1 | 0,5 | 0,5 | 1 |
| Сталь 25–30, Ст4 | 0,2 | 0,6 | 0,6 | 1,2 |
| Сталь 35–40, Ст5 | 0,3 | 0,8 | 0,8 | 1,5 |
| Сталь 45–50, Ст6 | 0,5 | 1 | 1 | 1,7 |
| Нержавеющая сталь Х18Н9Т | 1 | 2 | 3 | 4 |
Максимальный радиус гибки листового металла
Понятия максимального радиуса гибки нет. Если специалист точно знает, какой минимальный радиус гибки листового металла, значит, любые более крупные варианты подходят.
Расчет радиуса гибки листового металла
Из выше написанного следует, что расчет радиуса гибки листового металла, основывается на его параметрах. В учет берется материал изготовления, толщина изделия, способ изготовления заготовки, а также пожелания заказчика. Последние напрямую зависят от того, какое изделие необходимо получить.