Как правильно и без потерь инструмента нарезать резьбу вручную
Технологический процесс нарезки резьбы разбивается на несколько операций.
- Подготовка. По таблице соответствий подобрать сверло нужного диаметра и точно просверлить отверстие, не допуская увода сверла. Сверло должно быть правильно заточено, иначе материал перегреется, и прочность резьбы снизится. Отверстие зазенковать. В случае глухого отверстия дать припуск по глубине.
- Для нарезания резьбы использовать метчики только стандартных типоразмеров.
- Нарезка. Движения должны быть аккуратные и размеренные. Не пропускать номера, следует использовать последовательно все три — от грубого до финишного.
- После каждого полного оборота воротка следует давать пол-оборота в обратном направлении для скола стружки и ее выталкивания из канавок.
- Очистка. Проходные отверстия очищаются проволочным ершиком, глухие — промышленным пылесосом или потоком сжатого воздуха.
- Проверка. Закрутить в отверстие винт. Он должен заходить без перекоса и идти по резьбе плавно и без усилий.
Последовательность нарезания резьбы метчиком
В народном фольклоре существуют и другие секреты ручной нарезки, однако для получения качественной резьбы достаточно четко соблюдать вышеперечисленные
Процедура нарезки резьбы
Технологией мехобработки для различных типов отверстий предусматривается такой алгоритм:
- для глухого типа требуется выполнить включение правого вращения и ввести метчик в отверстие. После момента остановки переключить направление вращения на левое, что позволит инструменту свободно выйти обратно по нарезанной резьбе. Без применения реверсирования резьбонарезание нельзя осуществить;
- для сквозного типа инструмент при правом вращении перемещается до низа детали, после переключения на левое вращение перемещается в медленном темпе вверх. Без наличия функции реверсирования после прохода требуется извлечь метчик вручную, а затем продолжить операцию.
Советы по нарезке резьбы
Операцию резьбонарезания следует проводить на режимах с низкими оборотами, не допуская резких движений и обеспечивая плавное течение процесса.
В обязательном порядке необходимо обильно применять СОЖ в магнитных сверлильных станках, оборудованных встроенной системой её подачи, или выполнять внешнее смазывание, используя разработанные воски, пасты или пены.
Нарезание внутренней резьбы магнитным сверлильным станком
Для нарезания внутренней резьбы магнитным сверлильным станком потребуются такие инструменты, как метчик и резьбонарезной патрон с необходимыми предохранительными головками, которые, как правило, входят в резьбонарезной набор. При отсутствии резьбонарезного набора можно воспользоваться прямым переходником с метчика на Weldon, но в таком случае есть риск поломки инструмента. Также непосредственно перед процессом нарезания, необходимо предварительно просверлить отверстие в детали соответствующего диаметра.
Метчик — это специальный инструмент для нарезания внутренней метрической резьбы в сквозных и глухих отверстиях. Как правило, метчики идут комплектом по две штуки: один черновой — для первичного нарезания резьбы, другой чистовой — для финишной обработки отверстия. Отличие одного метчика от другого в том, что режущая поверхность чернового метчика выражена не так ярко, как чистового.
| Черновой и чистовой метчики |
Важно! Метчики должны быть изготовлены из качественного материала! У дешевого китайского инструмента режущая кромка быстро затупится, нарезать резьбу не получится. Метчик просто застрянет в материале, т.к. сработает механизм защиты в предохранительной вставке
С его извлечением проблем будет намного больше, чем с покупкой нового инструмента
сработает механизм защиты в предохранительной вставке. С его извлечением проблем будет намного больше, чем с покупкой нового инструмента.
Резьбонарезной патрон и предохранительные вставкиДля нарезания резьбы потребуется резьбонарезной набор. Такой набор включает в себя резьбонарезной патрон с хвостовиком конус Морзе и комплект быстросменных вставок (втулок) для установки метчиков. В патроне имеются системы защиты от перегрузки и осевой компенсации шага резьбы. Вставки имеют механизм регулировки крутящего момента, что позволяет предотвратить поломку инструмента (при увеличении момента метчик останавливается), а так же выполнить качественную резьбу. Вставки имеют удобный механизм быстрой смены метчика обеспечивая при этом его надежную фиксацию. Резьбонарезной патрон применяется в магнитных сверлильных станках как с реверсом вращения шпинделя, так и без него. Разница в том, что магнитный сверлильный станок с реверсом обеспечивает переключение с правого вращения на левое, что позволяет удобно вывести метчик обратно из отверстия, не вынимая его из патрона. | Набор резьбонарезной M12-M24 с предохранительными вставками |
Какого диаметра брать сверло под отверстие, в котором будем нарезать резьбу?
Подходящий диаметр сверла подбираем в зависимости от диаметра резьбы и ее шага. Рекомендуемые значения диаметров отверстий приведены в конце статьи.
Процесс нарезания резьбы
Для глухой резьбы необходимо включить правое вращение и «утопить» метчик в отверстии, после его остановки — переключить направление вращения на левое и метчик плавно выйдет обратно по своей резьбе. Без реверса такой резьбы выполнить невозможно.
Для сквозной резьбы при правом вращении проходим метчиком насквозь вниз в нужной детали, и потом переключением на левое вращение проходим медленно вверх. Для сквозной резьбы в магнитных сверлильных станках без реверса после прохода метчика, его необходимо будет извлечь вручную, прежде чем продолжить работу.
Рекомендации по процессу нарезания резьбы
Резьбу необходимо выполнять на низких оборотах. При этом нельзя делать резких движений, метчик должен идти очень плавно!
Обязательно следует обильно использовать смазывающую охлаждающую жидкость (концентрат СОЖ) в магнитных сверлильных станках с интегрированной системой ее подачи, или же смазывать извне специальными воском, пастой или пеной.
Как нарезать резьбу в отверстии, используя магнитный сверлильный станок
Для нарезания резьбы в отверстии магнитным сверлильным станком используются метчики и резьбонарезной патрон, или держатель метчика. Мы рекомендуем использовать специальный резьбонарезной патрон с предохранительными головками, потому как при нарезании резьбы есть риск поломки метчика в заготовке и выхода из строя оборудования от возникшей нагрузки. В процессе нарезания резьбы в резьбонарезном патроне идет ограничение крутящего момента и срабатывает предохранительный механизм при заклинивании метчика.
Метчики
Метчик – это резьбонарезной металлорежущий инструмент. Для нарезания резьбы в отверстиях с помощью магнитных сверлильных станков вы можете использовать метчики:
- машинно-ручные, они же однопроходные, то есть резьба нарезается с первого раза;
- ручные, состоящие из комплекта 2 или 3 шт. Первый номер в комплекте необходим для черновой, а последний — для чистовой нарезки резьбы.
В зависимости от обрабатываемой детали на метчике, форма канавок
может быть прямой или винтовой и с укороченными канавками,
расположение зубьев
по одной линии или в шахматном порядке. Универсальные конструкции метчиков в мягких и твердых сплавах использоваться не могут. Метчики для глухих отверстий имеют спиральные канавки, что позволяет легко выводить стружку наверх. У метчика для сквозных отверстий прямая канавка.
Резьбонарезной патрон
Резьбонарезной патрон предназначен для нарезания резьбы метчиком.
Состоит собственно из патрона, с коническим хвостовиком и набора предохранительных резьбонарезных головок, настроенных под необходимое усилие нарезаемой резьбы. Учтите конусность станка при подборе патрона. Резьбонарезной патрон имеет компенсацию по длине инструмента, те нет необходимости давить на метчик при работе. Метчик в патроне надежно фиксируется и легко устанавливается.
Патрон предполагает систему защиты от перегрузок и осевую компенсацию шага резьбы. При увеличении крутящего момента метчик останавливается, патрон прокручивается.
Из плюсов резьбонарезного патрона выделим следующие:
- быстрота смены метчика вместе с предохранительной головкой,
- защита от поломки и метчика и двигателя магнитного станка,
- нарезать резьбу может мастер, не имеющий высокой квалификации.
Соответствие диаметра отверстия необходимой резьбе
Для того, чтобы просверлить правильный диаметр отверстия под нужную резьбу, воспользуйтесь сводными таблицами. Ниже приводим стандартную таблицу соответствия метчиков и диаметров отверстий для внутренней метрической резьбы.
Реверсивный станок на магнитном основании AT-S SU-48R
Оснащен электронным реверсом, который позволяет нарезать резьбу и в глухих, и в сквозных отверстиях.
Магнитные сверлильные станки могут применяться для выполнения нескольких задач. В некоторых случаях показатель их функциональности зависит от оснастки. Для нарезания резьбы в сквозных отверстиях вы можете использовать любые магнитные сверлильные станки. Для глухих отверстий нужна опция реверса.
Многофункциональный магнитный станок SU-48R промышленного назначения отличается особыми преимуществами:
- наличие реверса,
- двухскоростной привод со шпинделем Конус Морзе 2,
- малый размер,
- легкий вес,
- высокая эффективность,
- плавная регулировка скорости.
Помимо этого мощный двигатель поддерживает постоянную мощность, имеет механизм плавного пуска, электронное ступенчатое управление скоростью и систему предохранения от перегрузки.
Редуктор привода станка имеет масляную ванну, что обеспечивает лучшую смазку, своевременное охлаждение и увеличивает срок службы станка. Пониженная передача и наличие реверса позволяют нарезать с помощью станка резьбу в сквозных и глухих отверстиях. Станок может выполнять несколько функций: сверление корончатыми и спиральными сверлами, резьбонарезание в глухих и сквозных отверстиях и снятие фаски отверстия зенкером. Особые положительные отзывы в условиях пониженной t °C.
Подробнее о станке
Нарезание резьбы в отверстии
- используйте низкие обороты,
- старайтесь вводить метчик в металл плавно и постепенно, после закрепления метчика в отверстии нарезание продолжится постепенно за счет компенсации в резьбонарезном патроне;
- глухая резьба выполняется только на станках с реверсивным ходом. После прохода метчиком глухого или сквозного отверстия, включите реверс и выведите метчик,
- после исполнения резьбы в сквозном отверстии на безреверсивном станке извлеките метчик и затем поднимите привод.
- ВСЕГДА: используйте охлаждающие и смазывающие средства.
Видео нарезания резьбы на станке AT-S SU-48R
Классификация резьб
Резьба — это винтовая линия, образуемая на поверхности тела вращения вершиной выступа определенной формы. Расстояние между близлежащими выступами равно шагу резьбы. Форма выступа зависит от её вида. Между двумя соседствующими выступами находится впадина.
Классификация резьб
Виды резьбовых признаков:
- Направление винтовой линии:
- правая (подъём её происходит слева направо, а завинчивание болта осуществляют по движению часовой стрелки);
- левая (завинчивание происходит против движения часовой стрелки).
- Формы выступа в виде:
- треугольника,
- трапеции,
- неравнобочной трапеции,
- прямоугольника,
- полукруга.
- Внешней поверхности детали (цилиндрической или конусной).
- Расположения на детали (внутренней или наружной).
- Число заходов (один, два, три);
- Назначение (крепежная и ходовая).
Резьбу подразделяют на виды:
- с углом профиля: 60⁰ (метрическая, коническая дюймовая);
- 55⁰ (трубная цилиндрическая, трубная коническая);
Трапецеидальной резьбе присуща большая прочность, чем прямоугольной, при меньшей трудоемкости изготовления. Назначение трапецеидальной резьбы — преобразование вращательного движения в поступательное.
Кроме этого, используют резьбу, называемую модульной. Её используют там, где передают вращение с червяка на червячное колесо, оси которых находятся под углом 90⁰.
Расшифровка написания резьб
Резьба обозначается: М12х1,25–7Н. Это означает: метрическая внутренняя (7Н), диаметр 12 мм, шаг – 1,25 мм, поле допуска 7Н. Для наружной резьбы поле допуска записывают: 6h. Значение крупного шага в обозначении не приводится (М16–8g). Левой резьбе в обозначении добавляют буквы LH (М16–8g–LH). В ГОСТ 8724–81 приведена таблица, с указанием диаметра и шага нужного размера.
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.
Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
Технология и приемы нарезания резьбы вручную
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис. 10, а)
10, а).
Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом
После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки. При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза). При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза)
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
348
Параметры отверстия
Различают следующие параметры резьбы:
- диаметры (внутренний, внешний и так далее);
- форму профиля, его высоту и угол;
- шаг и вхождение;
- прочие.
Условием соединения деталей между собой является полное совпадение показателей внешней и внутренней резьбы. В случае, если какая-то из них выполнена без соблюдения требований, то крепление будет ненадежным.
Внешняя резьба
Крепление может быть болтовым или шпилечным, которые кроме основных деталей включают в себя гайки и шайбы. В скрепляемых деталях перед соединением формируют отверстия, а затем проводят нарезание.
При сквозном выполнении диаметр отверстия должен быть на 5-10% больше размера болта или шпильки, тогда выполняется условие:
dотв = (1,05..1,10)×d, (1),
где d – номинальный диаметр болта или шпильки, мм.
Для определения размера отверстия второй детали расчет ведут так: из значения номинального диаметра (d) вычитают величину шага (Р) – полученный результат является искомым значением:
dотв = d — P, (2).
Результаты расчетов наглядно демонстрирует таблица диаметров отверстий под резьбу, составленная по данным ГОСТ 19257-73, для размеров 1-1,8 мм с малым и основным шагами.
| Диаметр номинальный, мм | Шаг, мм | Размер отверстия, мм |
| 1 | 0,2 | 0,8 |
| 1 | 0,25 | 0,75 |
| 1,1 | 0,2 | 0,9 |
| 1,1 | 0,25 | 0,85 |
| 1,2 | 0,2 | 1 |
| 1,2 | 0,25 | 0,95 |
| 1,4 | 0,2 | 1,2 |
| 1,4 | 0,3 | 1,1 |
| 1,6 | 0,2 | 1,4 |
| 1,6 | 0,35 | 1,25 |
| 1,8 | 0,2 | 1,6 |
| 1,8 | 0,35 | 1,45 |
Немаловажным параметром является глубина сверления, которая вычисляется из суммы таких показателей:
- глубины ввинчивания;
- запаса внешней резьбы ввинчиваемой детали;
- ее недореза;
- фаски.
При этом 3 последних параметра справочные, а первый вычисляется через коэффициенты учета материала изделия, которые равны для изделий из:
- стали, латуни, бронзы, титана – 1;
- чугунов серого и ковкого – 1,25;
- легких сплавов – 2.
Внутренняя резьба на муфте-бочонке
Таким образом, глубина ввинчивания составляет произведение коэффициента учета материала на номинальный диаметр, и выражается в миллиметрах.
Это интересно: Гибка проволоки: вручную и на проволокогибочных станках
Рекомендации по процессу нарезания резьбы
Резьбу необходимо выполнять на низких оборотах. При этом нельзя делать резких движений, метчик должен идти очень плавно!
Обязательно следует обильно использовать смазывающую охлаждающую жидкость (концентрат СОЖ) в магнитных сверлильных станках с интегрированной системой ее подачи, или же смазывать извне специальными воском, пастой или пеной.
Диаметры сверл для отверстий под нарезание метрической резьбы по ГОСТ 19257-73 «Отверстия под нарезание метрической резьбы»
Примечание: подчеркиванием выделены диаметры сверл для отверстий под резьбу с крупным шагом.
| Номинальный диаметр резьбы | Шаг резьбы | Диаметр сверла |
| 1 | 0,2 | 0,8 |
| 0,25 | 0,75 | |
| 0,2 | 0,9 | |
| 1,1 | 0,25 | 0,85 |
| 0,2 | 1 | |
| 1,2 | 0,25 | 0,95 |
| 0,2 | 1,2 | |
| 1,4 | 0,3 | 1,1 |
| 1,6 | 0,2 | 1,4 |
| 0,35 | 1,25 | |
| 1,8 | 0,2 | 1,6 |
| 0,35 | 1,45 | |
| 2 | 0,25 | 1,75 |
| 0,4 | 1,6 | |
| 0,25 | 1,95 | |
| 2,2 | 0,45 | 1,75 |
| 2,5 | 0,35 | 2,15 |
| 0,45 | 2,05 | |
| 3 | 0,35 | 2,65 |
| 0,5 | 2,5 | |
| 0,35 | 3,15 | |
| 3,5 | 0,6 | 2,9 |
| 0,5 | 3,5 | |
| 4 | 0,7 | 3,3 |
| 0,5 | 4 | |
| 4,5 | 0,75 | 3,75 |
| 5 | 0,5 | 4,5 |
| 0,8 | 4,2 | |
| 5,5 | 0,5 | 5 |
| 0,5 | 5,5 | |
| 6 | 0,75 | 5,25 |
| 1 | 5 | |
| 0,5 | 6,5 | |
| 7 | 0,75 | 6,25 |
| 1 | 6 | |
| 8 | 0,5 | 7,5 |
| 0,75 | 7,25 | |
| 1 | 7 | |
| 1,25 | 6,8 | |
| 0,5 | 8,5 | |
| 9 | 0,75 | 8,25 |
| 1 | 8 | |
| 1,25 | 7,8 | |
| 10 | 0,5 | 9,5 |
| 0,75 | 9,25 | |
| 1 | 9 | |
| 1,25 | 8,8 | |
| 1,5 | 8,5 | |
| 11 | 0,5 | 10,5 |
| 0,75 | 10,25 | |
| 1 | 10 | |
| 1,25 | 9,5 | |
| 12 | 0,5 | 11,5 |
| 0,75 | 11,25 | |
| 1 | 11 | |
| 1,25 | 10,8 | |
| 1,5 | 10,5 | |
| 1,75 | 10,2 | |
| 14 | 0,5 | 13,5 |
| 0,75 | 13,25 | |
| 1 | 13 | |
| 1,25 | 12,8 | |
| 1,5 | 12,5 | |
| 2 | 12 | |
| 15 | 1 | 14 |
| 1,5 | 13,5 | |
| 16 | 0,5 | 15,5 |
| 0,75 | 15,25 | |
| 1 | 15 | |
| 1,5 | 14,5 | |
| 2 | 14 | |
| 17 | 1 | 16 |
| 1,5 | 15,5 | |
| 18 | 0,5 | 17,5 |
| 0,75 | 17,25 | |
| 1 | 17 | |
| 1,5 | 16,5 | |
| 2 | 16 | |
| 2,5 | 15,5 | |
| 20 | 0,5 | 19,5 |
| 0,75 | 19,25 | |
| 1 | 19 | |
| 1,5 | 18,5 | |
| 2 | 18 | |
| 2,5 | 17,5 |
| Номинальный диаметр резьбы | Шаг резьбы | Диаметр сверла |
| 22 | 0,5 | 21,5 |
| 0,75 | 21,25 | |
| 1 | 21 | |
| 1,5 | 20,5 | |
| 2 | 20 | |
| 2,5 | 19,5 | |
| 24 | 0,75 | 23,25 |
| 1 | 23 | |
| 1,5 | 22,5 | |
| 2 | 22 | |
| 3 | 21 | |
| 25 | 1 | 24 |
| 1,5 | 23,5 | |
| 2 | 23 | |
| 26 | 1,5 | 24,5 |
| 27 | 0,75 | 26,25 |
| 1 | 26 | |
| 1,5 | 25,5 | |
| 2 | 25 | |
| 3 | 24 | |
| 28 | 1 | 27 |
| 1,5 | 26,5 | |
| 2 | 26 | |
| 30 | 0,75 | 29,25 |
| 1 | 29 | |
| 1,5 | 28,5 | |
| 2 | 28 | |
| 3 | 27 | |
| 3,5 | 26,5 | |
| 32 | 1,5 | 30,5 |
| 2 | 30 | |
| 33 | 0,75 | 32,25 |
| 1 | 32 | |
| 1,5 | 31,5 | |
| 2 | 31 | |
| 3 | 30 | |
| 3,5 | 29,5 | |
| 35 | 1,5 | 33,5 |
| 36 | 1 | 35 |
| 1,5 | 34,5 | |
| 2 | 34 | |
| 3 | 33 | |
| 4 | 32 | |
| 38 | 1,5 | 36,5 |
| 39 | 1 | 38 |
| 1,5 | 37,5 | |
| 2 | 37 | |
| 3 | 36 | |
| 4 | 35 | |
| 40 | 1,5 | 38,5 |
| 2 | 38 | |
| 3 | 37 | |
| 42 | 1 | 41 |
| 1,5 | 40,5 | |
| 2 | 40 | |
| 3 | 39 | |
| 4 | 38 | |
| 4,5 | 37,5 | |
| 45 | 1 | 44 |
| 1,5 | 43,5 | |
| 2 | 43 | |
| 3 | 42 | |
| 4 | 41 | |
| 4,5 | 40,5 | |
| 48 | 1 | 47 |
| 1,5 | 46,5 | |
| 2 | 46 | |
| 3 | 45 | |
| 4 | 44 | |
| 5 | 43 | |
| 50 | 1,5 | 48,5 |
| 2 | 48 | |
| 3 | 47 | |
| 52 | 1 | 51 |
| 1,5 | 50,5 | |
| 2 | 50 | |
| 3 | 49 | |
| 4 | 48 | |
| 5 | 47 |
Рекомендации при нарезании резьбы машинным способом
- В заготовках, полученных литьем или ковкой, отверстия обязательно нужно предварительно рассверливать или зенкеровать, т.к. отсутствует возможность выполнить их под нарезание резьбы в пределах допуска.
- Нарежьте фаску со стороны подвода метчика под углом 60 и глубиной более 1 шага резьбы.
- Используйте специализированные резьбонарезные сверлильные патроны: реверсивные, плавающие, качающиеся, самоцентрирующиеся, предохранительные.
- Для исключения задиров, рваных витков и повышения стойкости инструмента используйте пасты и смазки.
СОЖ для улучшение режущих свойств и отвода тепла можно изготовить самостоятельно в домашних условия. Самым простым рецептом является вариант, разработанный Петровым Г.Д. В состав смазки входят:
- олеиновая кислота — 78%;
- стеариновая кислота — 17%;
- сера тонкого помола – 5%.
Олеиновую и стеариновую кислоты нагреваем до температуры 65 C и смешать. Когда раствор остынет до температуры 20 C необходимо смешать его с серой.
При обработке легких сплавов можно в качестве СОЖ можно использовать керосин или жирной 10% эмульсией.
Обратите внимание на нюансы при нарезании в глухих отверстиях на сверлильном станке: предварительно необходимо просверливать отверстия большей длины, чем будет длина самой резьбы, если это конструктивно возможно. Данное мероприятие способствует отводу стружки и формированию полного профиля; используйте предохранительные патроны: когда инструмент упрется в дно он автоматически перестанет вращаться и не сломается; если на вашем станке отсутствует реверс шпинделя, то используйте реверсивные патроны для выкручивания метчика.. Работа на магнитном сверлильном станке
Работа на магнитном сверлильном станке
Чтобы исключить брак при нарезании резьбы на сверлильном станке придерживайтесь следующих правил:
- подготавливайте диаметр по ГОСТ;
- правильно подбирайте инструмент требуемой конструкции и геометрии согласно обрабатываемого материала;
- помните, что метчики могут изготавливаться комплектами: черновые и чистовые, следовательно, обязательно использовать все для образования полного профиля;
- пользуйтесь заточенными метчиками;
- выставляйте инструмент строго по оси отверстий без перекосов;
- подавайте качественную смазочно-охлаждающую жидкость в место реза в зависимости от обрабатываемого материала;
- выбирайте оптимальные скорости резания;
- вовремя удаляйте стружку из канавок метчика.
Технология нарезания внутренней резьбы
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
Для нарезания внутренних резьб метчиками необходимо иметь предварительно подготовленное отверстие.
Если отверстия в заготовках получают литьем или штамповкой, то нарезание резьбы происходит в тяжелых условиях, так как невозможно обеспечить размеры допусков в пределах, необходимых для нарезания внутренних резьб. Исключение составляют отверстия в заготовках, полученных литьем под давлением или литьем по выплавляемым моделям.
Наиболее благоприятные условия для нарезания резьбы метчиком создаются при подготовке отверстия сверлением или зенкерованием. При нарезании резьбы материал детали частично выдавливается метчиком и внутренний диаметр резьбы получается больше диаметра отверстия, полученного при сверлении. При подготовке сверлением отверстий под нарезание резьбы метчиками необходимо диаметры сверл подбирать согласно ГОСТ 19257—73. Если диаметр отверстия, просверленного под резьбу, будет меньше рекомендуемого ГОСТом, нагрузка на метчик резко возрастет, резьба получится рваной, может заклинить и поломать метчик. Если диаметр просверленного отверстия окажется больше рекомендуемого, то резьба будет иметь неполный профиль.
При нарезании внутренней резьбы на сверлильных станках необходимо руководствоваться следующими общими правилами:
- не рекомендуется нарезать резьбу в отверстиях, полученных литьем и штамповкой. Отверстия, полученные указанными методами, перед нарезанием резьбы надо рассверливать или зенкеровать, чтобы удалить нагар, окалину, наклеп и получить требуемый диаметр отверстия под резьбу;
- метчики при нарезании резьбы на сверлильных станках должны быть закреплены в предохранительных самоцентрирующих, качающихся, плавающих и реверсивных патронах;
- в отверстиях, подготавливаемых под нарезание в них резьбы, со стороны входа метчика должны быть сняты фаски (угол 60°, высота не менее одного шага резьбы);
- при нарезании резьбы на сверлильных станках особое внимание следует уделять регулированию перемещения шпинделя, который должен быть хорошо уравновешен противовесом, легко перемещаться, чтобы врезание и вывинчивание метчика происходили плавно. При перемещении шпинделя с большим осевым усилием может произойти разбивание резьбы по среднему диаметру;
- метчик воспринимает большие нагрузки, поэтому при нарезании резьбы надо применять охлаждение и смазку инструмента.
При нарезании резьбы в отверстиях на сверлильных станках по окончании операции метчик из нарезанного отверстия надо вывернуть. Технологии нарезания резьб в глухих и сквозных отверстиях имеют различия.
По окончании нарезания резьбы в глухом отверстии метчик из него можно удалить только вывинчиванием. Поэтому нарезают такую резьбу только на станке, у которого метчик может реверсироваться, т. е. вращаться в направлении, обратном рабочему, и со скоростью, большей, чем при нарезании (для уменьшения непроизводительных затрат времени) .
Если нарезают глухую резьбу на станке, у которого нет реверсивного механизма, изменяющего направление вращения шпинделя, то для крепления метчиков применяют специальный реверсивный патрон, имеющий соответствующее предохранительное устройство.
Чтобы при нарезании глухой резьбы метчик не сломался, когда дойдет до конца отверстия и упрется в дно, на станках, имеющих реверсивный механизм, необходимо применять специальный предохранительный патрон.
Для нарезания глухих резьб следует применять машинные метчики с небольшой заборной частью (равной примерно трем шагам нарезаемой резьбы). Это позволит нарезать резьбу наиболее близко ко дну отверстия.
Нарезание резьбы в пластичных легированных сталях с аустенитной структурой, которые плохо обрабатываются резанием, а также в жаропрочных, титановых и легких сплавах имеет следующие специфические особенности, которые необходимо учитывать при выполнении этой работы:
- если заготовка из жаропрочного сплава обладает достаточной жесткостью и при ее установке на столе станка обеспечивается перпендикулярность оси резьбы к базовой поверхности, то резьбу можно нарезать, не применяя кондуктор: Если же требуется обеспечить строгую перпендикулярность оси резьбы к базовой поверхности, а жесткость заготовки и ее крепление на станке не обеспечивают получения заданной точности, то резьбу надо нарезать с применением кондукторов;
- для нарезания резьбы в заготовках из жаропрочных сплавов следует применять метчики с шахматным расположением зубьев. Для сквозных отверстий применяют один метчик, для глухих — комплект из двух или трех метчиков;
- при нарезании резьбы в заготовках из жаропрочных сплавов надо обязательно охлаждать метчик. Если охлаждающая жидкость подается насосом, то в ее состав должно входить: 60 % сульфо-фрезола, 25 % керосина и 15 % олеиновой кислоты. Если на станке нет насоса, то охлаждающую жидкость, состоящую из 85 % сульфофрезола и 15% олеиновой кислоты, наносят на метчик кистью или погружают метчик в эту жидкость;
- нарезать резьбу в заготовках из алюминиевых и цинковых сплавов, обладающих сравнительно небольшой твердостью и большой пластичностью, рекомендуется на станках с принудительной скоростью подачи шпинделя по шагу резьбы. Если на станке нет механизма принудительной подачи шпинделя, то должен быть обеспечен его легкий ход, что достигается уменьшением уравновешивающих нагрузок (пружин, грузов). При большой массе подвижных частей и перемещении шпинделя с большой осевой нагрузкой нарезаемая резьба чаще разбивается по среднему диаметру;
- скорость резания при нарезании резьбы в заготовках из силуминовых сплавов должна быть в 1,2… 1,5 раза выше, а охлаждение — во столько же раз интенсивнее, чем при нарезании резьбы в стали;
- для охлаждения метчиков при обработке заготовок из легких сплавов лучше всего применять керосин; можно также использовать 8… 10 %-ную эмульсию. Не следует охлаждать метчик маслом, так как оно не предохраняет его от налипания стружки при нарезании, а также затрудняет очистку нарезанной резьбы от налипшей стружки;
- для нарезания резьбы от М4 до М30 в заготовках из труднообрабатываемых сталей аустенитного класса и титановых сплавов могут быть применены бесканавочные метчики из быстрорежущей стали. Стойкость такого метчика по сравнению со стандартным значительно выше.
Применение резцов
Для нарезания резьбы с помощью токарного станка необходимы резьбонарезные резцы. Изготавливаются они из быстрорежущей стали, а требования к их характеристикам оговариваются соответствующим ГОСТом (18876-73). По конструкции такие резцы подразделяются на следующие типы:
- призматические;
- стержневые;
- круглые (дисковые).
Винтовая резьбовая канавка на поверхности заготовки нарезается резцом отогнутой или прямой формы, а для формирования резьбы внутреннего типа требуются прямые и изогнутые инструменты, которые фиксируют в специальной оправке. Вершина токарного резца, которой и выполняется нарезание витков, должна иметь конфигурацию, полностью соответствующую профилю формируемой резьбы.
Резцы для нарезания резьбы: а — стержневой; б — призматический многопрофильный; в — призматический однопрофильный; г — дисковый многопрофильный; д — дисковый однопрофильный; е — дисковый для внутренней резьбы; α — задний угол; γ — передний угол; φ — угол заборного конуса; h — высота установки оси резца
При формировании резьбы резцом следует учитывать ряд особенностей такой технологии.
- Передний угол токарного инструмента для нарезания резьбы зависит от характеристики материала, подвергаемого обработке. Выбирать такой угол можно в достаточно широких пределах: 0–250. Так, если резьба с помощью станка нарезается на заготовках из обычных сталей, передний угол должен составлять 0 градусов, для высоколегированных сталей, которые хорошо противостоят температурным нагрузкам, передний угол может составлять 5–100. Он может быть тем больше, чем выше вязкость материала, и тем меньше, чем выше твердость и хрупкость металла, из которого выполнена обрабатываемая на станке заготовка.
- Вершина токарного резца, которая формирует винтовую линию на заготовке, должна иметь форму, идентичную профилю резьбы.
- Задние боковые углы инструмента выбираются такими, чтобы поверхности резца, которыми они сформированы, не терлись о только что сформированную винтовую канавку. Обычно эти углы с обеих сторон токарного резца делают одинаковыми. Если угол подъема, которым характеризуется резьба, составляет менее 4 градусов, то такие углы выбирают в пределах 3–50, если больше 40, то 6–8 градусов.
- Резьбу внутреннего типа нарезают в уже подготовленных отверстиях, которые получены расточкой или сверлением.
Резьбонарезные резцы
Как нарезать резьбу метчиком?
Нарезание внутренней резьбы метчиком является точным технологическим процессом, который проводится в определенной последовательности.
Подготовка
Изначально требуется подготовить инструменты, дополнительные приспособления для проведения работ:
- Маленькие тиски.
- Электродрель с регулятором оборотов, сверла по металлу.
- Набор метчиков.
- Щетка по металлу.
- Керн с молотком.
Нарезка резьбы метчиком вручную проводится на низких оборотах электроинструмента.
Процесс нарезки
Пошаговая инструкция нарезания резьбы:
- Накернить место отверстия керном с молотком.
- Просверлить отверстие электродрелью. Удерживать оснастку точно перпендикулярно относительно обрабатываемой поверхности. Дополнительно смазать сверло специальным маслом.
- Снять фаску на 1 мм по глубине. Для этого использовать сверло большего диаметра.
- Закрепить в воротке оснастку. Выполнять по два движения вперед, одно движение назад. Так металлическая стружка будет выходить наружу из отверстия, не возникнет проблем с нарезанием. Движения должны быть плавными.
Во время ручной нарезки нельзя делать усилия на прижим, продолжать вращать инструмент после его застревания. Если он сломался, требуется высверливать метчик с помощью дрели, разных сверл по металлу. Еще один вариант извлечения обломка – обтачивание зоны вокруг отверстия с помощью шлифовальной машинки. Затем требуется достать его плоскогубцами.
Для создания резьбовых соединений нужно купить соответствующие документы, научиться с ними работать. Проводя работы аккуратно, без спешки, можно получить надежное соединение за короткий промежуток времени.
Подготовка к нарезанию
Нарезка внутренней резьбы начинается с просверливания нужного отверстия – сквозного или глухого. Главное условие: отверстие должно быть меньше диаметра резьбы. При сверлении отверстия рекомендуется выбирать сверло из следующего условия:
Классификация разновидностей резьбы.
- при резьбе М3 – диаметр сверла 2,5 мм;
- при М4 – 3,4 мм;
- при М5 – 4,2 мм;
- при М6 – 5 мм;
- при М8 – 6,7 мм;
- при М10 – 8,4 мм.
Если необходимо нарезать большую резьбу, то диаметр отверстия определяется приблизительно умножением диаметра резьбы на 0,8.
Отверстие для нарезания внутренней резьбы делается на сверлильном станке или электродрелью. В последнем случае заготовка зажимается в тиски. Необходимо следить, чтобы сверло направлялось строго вертикально. На верхней кромке отверстия снимается фаска для облегчения входа метчика. Ее можно сделать сверлом большего диаметра или напильником
После сверления отверстие тщательно очищается от стружки, что особенно важно для глухих отверстий
9.6. Нарезание внутренней резьбы.
Оглавление книги Предыдущая Следующая
Для нарезания внутренних резьб метчиками необходимо иметь предварительно подготовленное отверстие.
Если отверстия в заготовках получают литьем или штамповкой, то нарезание резьбы происходит в тяжелых условиях, так как невозможно обеспечить размеры допусков в пределах, необходимых для нарезания внутренних резьб. Исключение составляют отверстия в заготовках, полученных литьем под давлением или литьем по выплавляемым моделям.
Наиболее благоприятные условия для нарезания резьбы метчиком создаются при подготовке отверстия сверлением или зенкерованием. При нарезании резьбы материал детали несколько выдавливается метчиком и внутренний диаметр резьбы получается больше диаметра отверстия, полученного при сверлении. Поэтому при подготовке сверлением отверстий под нарезание резьбы метчиками необходимо диаметры сверл подбирать согласно ГОСТ 19257—73. Если диаметр отверстия, просверленного под резьбу, будет меньше рекомендуемого ГОСТом, нагрузка на метчик резко возрастет, резьба получится рваной, может заклиниться и поломаться метчик. Если диаметр просверленного отверстия окажется больше рекомендуемого, получится резьба неполного профиля.
При нарезании внутренней резьбы на сверлильных станках надо руководствоваться следующими общими правилами:
1. Не рекомендуется нарезать резьбу в отверстиях, полученных литьем, штамповкой и другими подобными методами. Перед нарезанием резьбы в указанных случаях отверстия надо рассверливать или зенкеровать, чтобы удалить нагар, окалину, наклеп и получить требуемый диаметр отверстия под резьбу.
2. Метчики при нарезании резьбы на сверлильных станках надо крепить в самоцентрирующих, качающихся, плавающих или реверсивных патронах (см. рис. 5.59 и 5.31).
3. В отверстиях, подготавливаемых под нарезание в них резьбы, со стороны входа метчика должны быть сняты фаски под углом 60° и высотой не менее одного шага резьбы.
4. При нарезании резьбы на сверлильных станках особое внимание надо уделять регулированию перемещения шпинделя. Шпиндель должен быть хорошо уравновешен противовесом, легко перемещаться, чтобы врезание и выем метчика происходили плавно; при тяжелом ходе шпинделя может произойти разбивание резьбы по среднему диаметру.
5. Учитывая, что метчик воспринимает большие нагрузки, нарезать резьбу надо с охлаждением и смазкой инструмента. Метчик из отверстия по окончании операции вывинчивают при нарезании резьбы в сквозных отверстиях. Приемы нарезания резьб в глухих отверстиях несколько отличны от приемов нарезания резьбы в сквозных отверстиях.
По окончании нарезания резьбы в глухом отверстии метчик из него можно удалить только вывинчиванием. Поэтому нарезают такую резьбу только на станке, у которого метчик может вращаться в обратном рабочему направлении и со скоростью большей, чем при нарезании (для уменьшения непроизводительных затрат времени).
Если нарезают глухую резьбу на станке, у которого нет реверсивного механизма, изменяющего направление вращения шпинделя, для крепления метчиков применяют специальный реверсивный патрон (см. рис. 5.31).
Чтобы при нарезании глухой резьбы метчик не сломался, когда он дойдет до конца отверстия и упрется в дно, на станках, имеющих реверсивный механизм, необходимо применять специальный предохранительный патрон (см. рис. 5.30), реверсивные патроны имеют соответствующее предохранительное устройство.
Для нарезания глухих резьб следует применять машинные метчики с небольшой заборной частью (равной примерно трем. шагам нарезаемой резьбы). Это позволит нарезать резьбу наиболее близко ко дну отверстия.
Процесс нарезания резьбы в сталях аустенитного класса, а также в жаропрочных, титановых и легких сплавах имеет свои специфические особенности, которые надо учитывать при выполнении этой работы:
1. Если заготовка из жаропрочного сплава обладает достаточной жесткостью и при ее установке на столе станка обеспечивается перпендикулярность оси резьбы к базовой поверхности, резьбу можно нарезать не применяя кондуктор. Если же требуется обеспечить строгую перпендикулярность оси резьбы к базовой поверхности, а жесткость заготовки и ее крепление на станке не обеспечивают получения заданной точности, резьбу надо нарезать с применением кондукторов.
2. Для нарезания резьбы в жаропрочных сплавах следует применять метчики с шахматным расположением зубьев. Для сквозных отверстий применяют один метчик, для глухих — комплект из двух или трех метчиков.
3. При нарезании резьбы в жаропрочных сплавах надо обязательно охлаждать метчик. Если охлаждающая жидкость подается насосом, в состав ее должно входить 60% сульфофрезола и 15% олеиновой кислоты. Если на станке нет насоса, охлаждающую жидкость из 85% сульфофрезола и 15% олеиновой кислоты наносят на метчик кистью или погружают метчик в эту жидкость.
4. Нарезать резьбу в алюминиевых и цинковых сплавах, обладающих сравнительно небольшой твердостью и большой пластичностью, рекомендуется на станках с принудительной подачей шпинделя по шагу резьбы. Если на станке нет механизма принудительной подачи шпинделя, должен быть обеспечен его легкий ход, что достигается уменьшением уравновешивающих нагрузок (пружины, грузы). При большой массе подвижных частей и тяжелом ходе шпинделя нарезаемая резьба чаще разбивается по среднему диаметру.
5. Скорость резания резьбы в силуминовых сплавах должна быть в 1,2—1,5 раза выше, а охлаждение — во столько же раз интенсивнее, чем при нарезании резьбы в стали.
6. Для охлаждения метчиков при обработке легких сплавов лучше всего применять керосин; можно пользоваться и жирной 8—10%-ной эмульсией. Не следует охлаждать метчик маслом, так как оно не предохраняет его от налипания стружки при нарезании, а также затрудняет очистку нарезанной резьбы от налипшей стружки.
7. Для нарезания резьбы от М4 до М30 в заготовках из труднообрабатываемых сталей аустенитного класса и титановых сплавов могут быть применены бесканавочные метчики из быстрорежущей стали. Стойкость такого метчика по сравнению со стандартным значительно выше.
При нарезании резьб метчиками на сверлильных станках встречаются следующие основные виды брака:
1. Рваная резьба, вызванная затуплением метчика, малыми передним и задним углами зубьев, недостаточным охлаждением, перекосом метчика относительно оси отверстия (неправильная установка метчика).
Для предупреждения такого брака нужно работать только острозаточенным метчиком; обеспечивать достаточное охлаждение его; правильно, без перекосов устанавливать относительно оси отверстия.
2. Тупая резьба вследствие завышенного диаметра отверстия под резьбу или работы изношенным метчиком с низкой твердостью и малыми передним и задним углами зубьев.
Предупредить такой брак можно правильно подготовляя отверстие под резьбу (оставляя необходимые припуски) и пользуясь метчиками, конструкция и геометрия которых выбрана с учетом обрабатываемого материала.
3. Большая шероховатость поверхности резьбы в результате малой величины переднего угла зубьев метчика, недостаточной длины его заборного конуса, сильного затупления или неправильной заточки метчика, низкого качества охлаждающей жидкости, чрезмерно высоких режимов резания.
Устранить причины, вызывающие этот вид брака, можно применяя метчики требуемой конструкции и геометрии, используя соответствующую смазочно-охлаждающую жидкость, назначая рациональные скорости резания.
4. Провал резьбы по калибрам-пробкам в результате разбивания ее вследствие неправильной установки метчика, его большого биения, снятия метчиком стружки при его вывертывании, применения больших скоростей резания и малоэффективной смазочно охлаждающей жидкости, неисправного патрона.
Мерами предупреждения и устранения брака являются: правильная установка метчика, применение метчиков с биением в пределах допуска и правильно выполненными стружкоотводящими канавками, правильный выбор режимов резания и смазочно-охлаждающей жидкости, пользование только исправным плавающим патроном.
5. Тугая резьба вследствие использования метчиков неправильных размеров или получения поверхности резьбы высокой шероховатости.
Необходимо пользоваться метчиком только соответствующих размеров и обеспечивать требуемую шероховатость поверхности резьбы (острые зубья метчика, правильное охлаждение его, рациональные режимы резания и т. д.).
6. Конусность резьбы, причинами которой могут быть: биение метчика (разбивается верхняя часть отверстия), отсутствие у метчика обратного конуса, вследствие чего зубья калибрующей части срезают металл.
Для предупреждения этого вида брака надо правильно устанавливать метчик, проверять его биение, пользоваться метчиком требуемой конструкции.
7. Неправильные размеры резьбы (проходной калибр не проходит); причинами этого вида брака может быть применение несоответствующего по размерам и профилю метчика, перекос метчика при его установке или нарушение нормальных услсвий его эксплуатации, срезание резьбы при выворачивании метчика. Чтобы избежать этого, следует правильно подбирать и устанавливать метчик, обеспечивать нормальные условия его работы.
8. Срыв отдельных ниток резьбы из-за того, что диаметр просверленного отверстия меньше требуемого, из-за работы затупившимся метчиком, наличия стружки в канавках метчика. Чтобы предупредить этот вид брака, надо правильно подготавливать отверстия под резьбу (сверлить отверстие требуемого диаметра), работать острозаточенным метчиком, чаще удалять стружку из канавок метчика.
Перейти вверх к навигации
Как нарезать резьбу
Нарезание резьбы выполняется достаточно просто, но требует особой аккуратности при работе, точной последовательности действий. От выбора способа нарезки будет зависеть список используемых инструментов, особенности подготовки детали для обработки.
Понадобится технический справочник с данными о размерах используемых инструментов. Шаг резьбы можно найти на используемом метчике.
Подготовка к нарезке резьбы
Нарезают резьбу только после выполнения подготовительных работ:
- в справочнике ищут необходимую информацию о диаметрах режущих инструментов для дальнейшего подбора;
- собирают нужные для работы инструменты;
- керном намечают расположение отверстия для внутренней нарезки, затем просверливают его дрелью;
- для наружной нарезки следует подготовить на фрезерном станке заготовку по нужному диаметру и срезать фаску;
- очищают поверхность заготовки от грязи и масляных пятен, затем на неё и инструмент наносят смазку.
Инструмент для нарезки резьбы
Порядок выполнения работ
Только после подготовительных работ следует приступать к обработке заготовки, так как иначе правильно выполнить нарезку резьбы не получится. Пошагово нарезка выполняется так:
- Нужно жёстко зафиксировать заготовку в тисках, чтобы предотвратить вращательные или поступательные движения с отклонением от первоначального положения.
- В зависимости от типа резьбы снять фаску (внешняя) или просверлить сквозное или глухое отверстие при помощи дрели. Применяются свёрла с углами заточки, зависящими от твёрдости материала, но не более 140.
- В отверстии нужно снять фаску зенковкой. Глубина должна быть в пределах 0,5-1 мм, подбирается на основе размеров детали и резьбового диаметра.
- Выполняется нарезание метчиком или плашкой. Режущая часть обязательно должна быть смазана.
- Очистка поверхности от стружки при помощи ёршиков.
При нарезке нужно последовательно использовать инструменты по номерам от 1 до 3, входящие в комплект набора. Для повышения скорости работы не допускается использовать большие номера без использования предыдущих. Последний номер служит для формирования финишных витков, без создания которых винт при вкручивании может заклинить.
Технология нарезания резьбы в отверстиях
Перед началом формирования резьбовых канавок с помощью инструмента сверлится отверстие. В зависимости от конструктивных особенностей оно может быть сквозным или глухим. Сверло сконструировано так, что винтовая поверхность выводит основную часть стружки. Но следует помнить, что внутри может оставаться определенная часть остатков от сверления. Поэтому, если позволяет масса и внешние параметры, производят вытряхивание на специальные уловители.
На громоздких изделиях подобные операции выполнить трудно, поэтому выдувают струей сжатого воздуха.
Внимание! Органы зрения и дыхания должны быть защищены от продуктов, которые могут оказаться внутри отверстий. Начинающие мастера часто интересуются, какой диаметр должен быть в отверстии, где требуется нарезать резьбу
Самое простое – это воспользоваться формулой:
Начинающие мастера часто интересуются, какой диаметр должен быть в отверстии, где требуется нарезать резьбу. Самое простое – это воспользоваться формулой:
Dотв = 0,8·М, мм,
здесь Dотв – диаметр отверстия, мм; М – размер метрической резьбы по номеру.
Для большинства металлов подобное определение будет достаточным. Возможно, потребует приложить несколько большее усилие при выполнении работы, но результат будет удовлетворительным.
Например, для М6 нетрудно подсчитать по приведенной формуле требуемое значение сверла по металлу. Оно получится равным Dотв = 6 · 0,8 =4,8 мм.
Для более точного определения используют специальные таблицы.
Таблица 1: Размеры отверстий для нарезания метрической резьбы
| Номи-нальный диаметр | Стандартный шаг | Мелкий шаг | ||||||
| Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр с учетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр с учетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | |
| М4 | 0,70 | 3,393 | 3,323 | 3,3 | 0,50 | 3,567 | 3,517 | 3,5 |
| М5 | 0,80 | 4,307 | 4,227 | 4,2 | 0,50 | 4,567 | 4,517 | 4,5 |
| М6 | 1,00 | 5,133 | 5,033 | 5,0 | 0,75 | 5,350 | 5,275 | 5,3 |
| М7* | 1,00 | 6,133 | 6,033 | 6,0 | 0,80 | 6,307 | 6,227 | 6,2 |
| М8 | 1,25 | 6,917 | 6,792 | 6,8 | 1,00 | 7,133 | 7,033 | 7,0 |
| М9* | 1,25 | 7,917 | 7,792 | 7,8 | 1,00 | 8,133 | 8,033 | 8,0 |
| М10 | 1,50 | 8,700 | 8,550 | 8,6 | 1,25 | 8,917 | 8,792 | 8,8 |
| М11* | 1,50 | 9,700 | 9,550 | 9,6 | 1,00 | 10,133 | 10,033 | 10,0 |
| М12 | 1,75 | 10,484 | 10,309 | 10,3 | 1,50 | 10,700 | 10,550 | 10,6 |
| М13* | 1,75 | 11,484 | 11,309 | 11,3 | 1,50 | 11,700 | 11,550 | 11,6 |
| М14 | 2,00 | 12,267 | 12,067 | 12,1 | 1,50 | 12,700 | 12,550 | 12,6 |
| М15* | 2,00 | 13,267 | 13,067 | 13,1 | 1,75 | 13,484 | 13,309 | 13,3 |
| М16 | 2,50 | 13,834 | 13,584 | 13,6 | 1,50 | 14,700 | 14,550 | 14,6 |
| М18 | 2,50 | 15,834 | 15,584 | 15,6 | 1,50 | 16,700 | 16,550 | 16,6 |
| М20 | 2,50 | 17,834 | 17,584 | 17,6 | 1,50 | 18,700 | 18,550 | 18,6 |
| М22 | 2,50 | 19,834 | 19,584 | 19,6 | 2,00 | 20,267 | 20,067 | 20,1 |
| М24 | 3,00 | 21,400 | 21,100 | 21,1 | 2,00 | 22,267 | 22,067 | 22,1 |
| М25* | 3,00 | 22,400 | 22,100 | 22,1 | 2,00 | 23,267 | 23,067 | 23,1 |
| М27 | 3,00 | 24,400 | 24,100 | 24,1 | 2,00 | 25,267 | 25,067 | 25,1 |
| М30 | 3,50 | 26,967 | 26,617 | 26,6 | 2,50 | 27,834 | 27,584 | 27,6 |
| М33 | 3,50 | 29,967 | 29,617 | 29,6 | 2,50 | 30,834 | 30,584 | 30,6 |
| М36 | 4,00 | 32,534 | 32,134 | 32,1 | 3,00 | 33,400 | 33,100 | 33,1 |
| М39 | 4,00 | 35,534 | 35,134 | 35,1 | 3,00 | 36,400 | 36,100 | 36,1 |
| М40* | 4,00 | 36,534 | 36,134 | 36,1 | 3,00 | 37,400 | 37,100 | 37,1 |
| М42 | 4,50 | 38,100 | 37,650 | 37,7 | 3,50 | 38,967 | 38,617 | 38,6 |
| М45 | 4,50 | 41,100 | 40,650 | 40,7 | 3,50 | 41,967 | 41,617 | 41,6 |
| М48 | 5,00 | 43,667 | 43,167 | 43,2 | 4,00 | 44,534 | 44,134 | 44,1 |
* – специальные типы резьбы.
Таблица 2: Размеры отверстий для нарезания дюймовой резьбы
| Номи- нальный диаметр | Стандартный шаг | Мелкий шаг | ||||||
| Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр сучетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр сучетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | |
| 1/16″ | 0,40 | 1,203 | 1,163 | 1,2 | 0,30 | 1,328 | 1,298 | 1,3 |
| 1/12″ | 0,50 | 1,636 | 1,586 | 1,6 | 0,45 | 1,727 | 1,682 | 1,7 |
| 1/8″ | 0,60 | 2,598 | 2,538 | 2,5 | 0,50 | 2,742 | 2,692 | 2,7 |
| 1/10″ | 0,65 | 1,915 | 1,850 | 1,9 | 0,55 | 2,063 | 2,008 | 2,0 |
| 1/6″ | 0,70 | 3,561 | 3,491 | 3,5 | 0,50 | 3,753 | 3,703 | 3,7 |
| 3/16″ | 1,00 | 3,801 | 3,701 | 3,7 | 0,80 | 4,069 | 3,989 | 4,0 |
| 1/4″ | 0,75 | 5,629 | 5,554 | 5,6 | 0,75 | 5,700 | 5,625 | 5,6 |
| 5/16″ | 0,95 | 7,024 | 6,929 | 6,9 | 0,80 | 7,244 | 7,164 | 7,2 |
| 3/8″ | 1,10 | 8,468 | 8,358 | 8,4 | 0,95 | 8,702 | 8,607 | 8,6 |
| 7/16″ | 1,30 | 9,863 | 9,733 | 9,7 | 1,10 | 10,159 | 10,049 | 10,0 |
| 1/2″ | 1,55 | 11,210 | 11,055 | 11,1 | 1,34 | 11,539 | 11,405 | 11,4 |
| 9/16 | 1,60 | 12,750 | 12,590 | 12,6 | 1,40 | 13,074 | 12,934 | 12,9 |
| 3/4″ | 1,65 | 17,464 | 17,299 | 17,3 | 1,50 | 17,750 | 17,600 | 17,6 |
| 1″ | 2,54 | 22,959 | 22,705 | 22,7 | 1,89 | 23,762 | 23,573 | 23,6 |
| 1 1/4″ | 3,25 | 28,627 | 28,302 | 28,3 | 2,80 | 29,324 | 29,044 | 29,0 |
| 1 1/2″ | 4,25 | 34,015 | 33,590 | 33,6 | 3,72 | 34,876 | 34,504 | 34,5 |
| 1 3/4″ | 5,20 | 39,452 | 38,932 | 38,9 | 4,35 | 40,680 | 40,245 | 40,2 |
| 2″ | 6,34 | 44,707 | 44,073 | 44,1 | 5,64 | 45,913 | 45,349 | 45,3 |
Конструкция
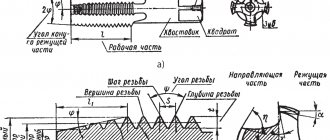
Производители постоянно совершенствуют модельный ряд метчиков, оптимизируя их геометрию под новые материалы и условия обработки. Но базовая стержневидная конструкция остается неизменной. На фото метчиков можно разглядеть ряд типовых решений, среди которых хвостовик, рабочая часть, канавки.
Каждый из них имеет свое назначение:
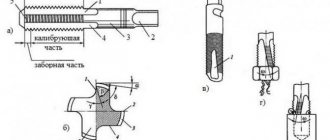
Канавки образуют режущие кромки, отводят стружку, облегчают подвод СОЖ. Они ориентированы прямолинейно или по винтовой линии. Метчики с левонаправленными винтовыми углублениями применяют при резьбообразовании напроход. Глухие отверстия получают правосторонними винтами. Число канавок варьируется в диапазоне 2-6 шт.
Калибрующий участок направляет метчик, предотвращает разбивание отверстия и зачищает резьбу. Для уменьшения трения выполнен с обратным занижением диаметра до 0,1 мм.
Инструмент для нарезания резьб
Плашка. На наружной поверхности резьба нарезается плашками. Их изготавливают в виде гайки. Для получения режущих элементов и отвода стружки в них просверлены отверстия. С каждой стороны плашка имеет режущие элементы, образующие заборный конус (угол 20⁰–30⁰). В средней части расположена калибрующая зона.
Плашку фиксируют в воротке при помощи винтов. Нужно после каждого оборота плашки поворачивать её назад на треть окружности. Это нужно для очистки отверстий от стружки и получения качественной резьбовой поверхности.
Метчик. Метчик используют для нарезания внутренней резьбы. Он имеет режущие кромки, получаемые при изготовлении продольных или винтовых канавок. Канавки формируют передние поверхности на зубьях. Рабочая зона метчика образует заборный и калибрующий участки. Заборный участок ещё называют режущим. Он конической формы и врезание происходит постепенно.
Различают ручные, машинные и гаечные метчики. Ручные метчики изготавливают одинарными и в комплекте: для чернового и чистового проходов при нарезании резьб. Комплект состоит и из 3 метчиков. Номер его указывают количеством круговых рисок на хвостовике (1 — черновой, 2 — получистовой, 3 — чистовой).
Наибольшая заборная часть у чернового метчика. Хвостовик у метчиков изготавливают в виде квадрата, чтобы передавать рабочее усилие воротком. Метчики подразделяют для нарезки резьб в сквозных и глухих отверстиях. Гаечные метчики изготавливают с прямым или изогнутым хвостовиком.
Резец. Резьба нарезается вершиной резца, закреплённого в суппорте, при перемещении его относительно вращающейся заготовки. При этом шаг резьбы, образуемый резцом, равен расстоянию между вершинами соседних выступов по оси детали.
Процесс нарезания резьбы
Для глухой резьбы необходимо включить правое вращение и «утопить» метчик в отверстии, после его остановки — переключить направление вращения на левое и метчик плавно выйдет обратно по своей резьбе. Без реверса такой резьбы выполнить невозможно.
Для сквозной резьбы при правом вращении проходим метчиком насквозь вниз в нужной детали, и потом переключением на левое вращение проходим медленно вверх. Для сквозной резьбы в магнитных сверлильных станках без реверса после прохода метчика, его необходимо будет извлечь вручную, прежде чем продолжить работу.
Нарезание резьбы резьбонарезными головками
Резьбонарезные винторезные головки применяют для нарезания наружной и внутренней резьбы на токарных, токарно-револьверных станках и на токарных автоматах.
С помощью хвостовика резьбонарезная головка устанавливается в пиноли задней бабки или в револьверной головке станка. В винторезных головках применяют радиальные, тангенциальные и круглые гребенки. В конце нарезания резьбы гребенки автоматически расходятся и при обратном ходе не соприкасаются с резьбой.
При нарезании наружной резьбы большое распространение получили головки с круглыми гребенками, так как они просты по конструкции, позволяют осуществлять много переточек и обладают большей стойкостью, чем радиальные и тангенциальные гребенки. Устройство и принцип работы существующих винторезных головок имеют незначительные различия.
Внутреннюю резьбу чаще нарезают резьбонарезными головками с призматическими гребенками, режущие кромки которых располагаются на одном диаметре и имеют заходный конус. Число гребенок в комплекте зависит от размера головки. Гребенки смещены в комплекте одна относительно другой в соответствии с углом подъема винтовой линии нарезаемой резьбы.
При нарезании длинных винтов и червяков для повышения производительности применяют резцовые головки, которые устанавливают на суппорте станка. Эти головки оснащают обыкновенными и чашечными резцами и используют при нарезании наружных и внутренних резьб.
Устройство резьбонарезного патрона и вставок
Нарезание требует применения резьбонарезного комплекта. В его состав входят резьбонарезной патрон с конусом Морзе и набор заменяемых сменных вставок.
Патрон имеет защищенность от перегруженности и компенсирования резьбового шага. Вставки обладают устройством регулирования крутящего момента. Такое свойство предотвращает поломку инструмента, обеспечивая его остановку при возрастании момента кручения. Вставки оборудованы рациональным устройством оперативной замены, обеспечивая надёжную фиксацию инструмента.
Оборудование предполагает применение резьбонарезного патрона как с функцией реверсирования вращения шпинделя, так и без этой функции. Отличие заключается в том, что на станке с реверсированием имеется возможность переключать направление вращения с правого на левое, что позволяет удобно выводить метчик обратно из отверстия без вынимания его из патрона.
Профиль и размеры конической дюймовой резьбы с углом профиля 60 градусов
Данная таблица показывает какие могут быть отклонения по уклону и по шагу профиля.
Видео: нарезание трубной конической резьбы.
Что касается дополнительных креплений, то зачастую используют шплинты в качестве соединительных деталей, поскольку трубопроводы могут подвергаться вибрации как постоянной, так и периодической.
Все дело в том, что данный тип соединения имеет свойство раскручиваться, то во избежание этого используются шплинты для таких соединений. Особенно это касается мест прокладывания трубопроводов под магистралями, где имеется постоянное движение автотранспорта, что создает вибрации.
Резьба представляет собой винтовую канавку определенного профиля, прорезанную на цилиндрической или конической поверхностях. На токарных станках ее выполняют посредством двух равномерных движений — вращения заготовки и поступательного перемещения режущего инструмента вдоль ее оси. Применяемые резьбы можно разделить на ряд групп: 1) по расположению — на наружные и внутренние; 2) по назначению — на крепежные и ходовые; 3) по форме исходной поверхности — на цилиндрические и конические; 4) по направлению — на правые и левые; 5) по форме профиля — на треугольные, прямоугольные, трапецеидальные, круглые; 6) по числу заходов — на одно и многозаходные. Крепежные резьбы чаще всего имеют треугольный профиль. Они используются для соединения различных деталей.- Ходовые резьбы служат для преобразования вращательного движения в поступательное. К ним относятся резьбы с трапецеидальным и реже прямоугольным профилем. Конические резьбы обеспечивают высокую герметичность соединения и поэтому применяются в местах, находящихся под повышенным давлением жидкостей и газов. У правых резьб винтовая канавка имеет направление по ходу часовой стрелки (если смотреть с торца детали), у левых — наоборот. Однозаходными называются резьбы, имеющие одну винтовую канавку. В многозаходных резьбах выполнено несколько параллельных винтовых канавок, равномерно расположенных по окружности. Число заходов резьбы можно определить по количеству начал винтовых канавок на торце детали.
Область применения и инструменты.
Круглые плашки применяются для нарезания наружных резьб треугольного профиля на деталях, к которым не предъявляют высоких требований соосности резьбы с другими поверхностями. Пределы выполняемых резьб ограничиваются механическими свойствами обрабатываемого металла. Так, например, на токарных станках» круглыми плашками нарезают резьбы на стальных деталях с шагом примерно до 2 мм. Для более мягких цветных металлов этот предел может быть увеличен. Резьбы с крупным шагом предварительно прорезают резцом, а затем калибруют плашками. Круглые плашки (рис. 118, а) по внешнему виду напоминают гайку, в которой для создания режущих кромок просверлены стружечные отверстия (от 3 до 8 в зависимости от размера). Рабочая часть плашки для цилиндрических резьб состоит из трех участков: двух крайних — режущих и среднего — калибрующего. Режущие части плашки конические с углом конуса 2ф = 50-60°. Калибрующая часть цилиндрическая, Она придает резьбе окончательные размеры и обеспечивает направление плашке в процессе резания. Геометрическая форма зуба плашки создается передним углом у который выполняют заточкой в пределах 15-20° (для плашек централизованного изготовления). При резании твердых металлов его рекомендуется уменьшать до 10-12°, а для мягких — увеличивать4 до 20-25°. Задний угол а выполняют затылованием только на режущих частях в пределах 6-8°. Для крепления в плашкодержателе или резьбонарезном патроне на наружной поверхности плашки предусмотрены конические углубления и угловой паз. Угловой паз плашки позволяет при необходимости Разрезать плашку шлифовальным кругом по перемычке (рис. 118, б) и регулировать ее диаметр в пределах 0,1- 0,3 мм. Круглые плашки общего назначения изготавливаются для следующих резьб: метрических с крупным шагом Ml — М68; метрических с мелкими шагами М1Х0,2 — М135Х6; дюймовых 1/4-2″; трубных 1/8-1l/2″. Плашки должны обеспечить нарезание резьб 2-го класса точности. Плашки для конических резьб более широкие и имеют только одну режущую часть со стороны большего диаметра. Особенность работы плашек состоит в том, что в процессе прорезания винтовой канавки участвует не только режущая, но и калибрующая часть.
Такие плашки изготавливаются для резьб от 1/16″ до 2″. Плашки выполняются из легированной стали 9ХС или быстрорежущих сталей Р9 и Р18. На плашках маркируются обозначение резьбы, класс точности (только 3-й), марка стали (9ХС не указывается), буква Л для левых резьб.
Нарезание резьбы на токарных и сверлильных станках
Лекция №15
Характеристика методов нарезания резьбы;
Резьба на деталях образуется с применением следующих основных способов:
1. Нарезанием;
2. Шлифованием;
3. Накатыванием.
Резьбообразующие инструменты делятся на три группы:
1. Лезвийные (резьбовые резцы, гребенки и фрезы, метчики, плашки и головки);
2. Абразивные (одно- и многониточные шлифовальные круги);
3. Накатные (плашки, ролики, головки, раскатники).
При образовании резьбы заготовка и инструмент совершают два относительных движения:
1. Вращение вокруг продольной оси резьбы;
2. Продольную подачу, равную шагу резьбы Р.
При работе лезвийных и абразивных инструментов резьба образуется за счет срезания стружки, а при работе накатных – за счет пластического деформирования поверхностных слоев детали. При этом резьба на детали, полученная за счет выдавливания, более прочная, так как в этом случае волокна металла не перерезаны, а деформированы и упрочнены инструментом.
Если рассматривать методы создания резьбы более детально, то можно выделить следующие:
1 — нарезание резьбовыми резцами или резьбовыми гребенками;
2 — нарезание плашками, резьбонарезными головками и метчиками;
3 — накатывание при помощи плоских или круглых накатных плашек;
4 — фрезерование с помощью специальных резьбовых фрез;
5 — шлифование абразивными кругами.
Возможно применение такого способа, как нарезание резьбы резцами. С помощью резьбовых резцов и гребенок на токарно-винторезных станках нарезают резьбу как наружную, так и внутреннюю (внутренняя резьба, начиная с диаметра 12 мм и выше).
Способ нарезания резьбы резцами характеризуется относительно невысокой производительностью, поэтому в настоящее время он применяется в основном в мелкосерийном и индивидуальном производстве, а также при создании точных винтов, калибров, ходовых винтов и т. д. Достоинством этого способа является простота режущего инструмента и сравнительно высокая точность получаемой резьбы. Схематически он заключается в следующем (рис. 14): при одновременном вращательном движении детали, на которой нарезается резьба, и поступательном движении резца (на токарном станке — II) последний снимает (вырезает) часть поверхности детали в виде винтовой линии (I).
Рис. 14. Нарезание резьбы резцами:
I – винтовая линия, образующаяся при нарезании резьбы резцами;
II — поступательное движение резца на токарном станке при нарезании резьбы.
Наиболее часто резьбу нарезают плашками и метчиками. На рис. 15 показаны плашки, которые по своим конструктивным особенностям делятся на круглые — I и II (лерки) и раздвижные — III (клупповые).
Круглые плашки, имеющие применение на монтажных, заготовительных и других работах, предназначены для нарезания наружной резьбы диаметром до 52 мм в один проход. Для более крупной резьбы применяют плашки особой конструкции, которые фактически служат лишь для зачистки резьбы после предварительной нарезки ее другими инструментами. Раздвижные плашки состоят из двух половин, вставляющихся в клупп и постепенно сближающихся в процессе резания.
Рис. 15, 16. Нарезание резьбы плашками.
При нарезании резьбы на металлорежущих станках (II) плашка устанавливается и закрепляется в специальном патроне или приспособлении (рис. 16). Деталь подается в калибрующую часть вращающейся плашки. Внутреннюю крепежную резьбу в подавляющем большинстве случаев нарезают метчиками.
Рис.17. Метчик для нарезания метрической резьбы
Метчик (рис. 17) представляет собой стальной стержень с резьбой, разделенный продольными прямыми или винтовыми канавками, образующими режущие кромки. Эти же канавки служат для выхода стружки. По способу применения метчики разделяются на ручные и машинные.
Рис. 18. Нарезание резьбы в глухих отверстиях.
Последовательность получения резьбы в глухих отверстиях такова (рис. 18): вначале высверливают гнездо, куда в дальнейшем будет завернута шпилька или винт. Диаметр сверла должен быть выбран из табл. рекомендуемых стандартом ГОСТ 9150-81 величин. Резьбу нарезают комплектом из двух или трех метчиков (малого, среднего и нормального, чистового) в зависимости от размера резьбы. Нарезать резьбу одним метчиком (нормальным) за один заход нельзя. Это ведет к поломке метчика.
Для метрической резьбы с крупным шагом и дюймовой резьбы комплект состоит из трех метчиков, для метрической резьбы с мелким шагом и трубной резьбы — из двух.
Основной промышленный метод изготовления резьбы в настоящее время — накатка на специальных резьбонакатных станках, имеющих корпус трехроликовой головки 1, роликодержатель 2 и накатной ролик 3 (рис. 19). Деталь 4 зажимается в тисках суппорта. В этом случае при большой производительности обеспечивается получение высокого качества изделия (формы, размеров и шероховатости поверхности).
Рис.19. Накатка резьбы на резьбонакатных станках
1- трехроликовая головка; 2 – роликодержатель; 3- накатной ролик; 4 – деталь.
Процесс накатывания резьбы заключается в создании резьбы на поверхности детали без снятия стружки за счет пластической деформации поверхности обрабатываемой детали. Схематически это выглядит так. Деталь прокатывают между двумя плоскими плашками (рис. 20. I) или цилиндрическими роликами (рис. 20. II, III), имеющими резьбовой профиль, и на стержне выдавливается резьба такого же профиля. Наибольший диаметр накатываемой резьбы 25 мм, наименьший 1 мм; длина накатываемой резьбы 60…80 мм.
Рис. 20. Процесс накатывания резьбы:
I – плоскими плашками; II и III – цилиндрическими роликами.
Применяется нарезание резьбы гребенчатыми фрезами. Фрезерование наружной и внутренней резьбы производится на специальных резьбофрезерных станках. В этом случае вращающаяся гребенчатая фреза при радиальной подаче врезается в тело детали и фрезерует резьбу на ее поверхности. Периодически происходит осевое перемещение детали или фрезы от специального копира на величину, равную шагу резьбы за время одного оборота детали (рис. 21).
Рис. 21. Фрезерование резьбы на резьбофрезерных станках.
Шлифование как способ создания резьбы применяется главным образом для получения точной резьбы на сравнительно коротких резьбовых деталях, например резьбовых пробках — калибрах, резьбовых роликах и т. д.
Сущность процесса заключается в том, что шлифовальный круг, расположенный к детали под углом подъема резьбы, при быстром вращении и при одновременном медленном вращении детали с подачей вдоль оси на величину шага резьбы за один оборот вырезает (вышлифовывает) часть поверхности детали. В зависимости от конструкции станка и ряда других факторов резьба шлифуется за два-четыре и более прохода (рис. 22).
Рис.22. Шлифование резьбы.
Резьбошлифование используется для получения мелких резьб или для повышения точности резьбы. Применяемые шлифовальные круги имеют в сечении профиль резьбы. Обработка однониточными кругами по сравнению с многониточными обеспечивает более высокую точность резьбы. Однако производительность процесса при шлифовании многониточными кругами выше. Применяются также круги с кольцевой нарезкой.
Лекция №15
Характеристика методов нарезания резьбы;
Резьба на деталях образуется с применением следующих основных способов:
1. Нарезанием;
2. Шлифованием;
3. Накатыванием.
Резьбообразующие инструменты делятся на три группы:
1. Лезвийные (резьбовые резцы, гребенки и фрезы, метчики, плашки и головки);
2. Абразивные (одно- и многониточные шлифовальные круги);
3. Накатные (плашки, ролики, головки, раскатники).
При образовании резьбы заготовка и инструмент совершают два относительных движения:
1. Вращение вокруг продольной оси резьбы;
2. Продольную подачу, равную шагу резьбы Р.
При работе лезвийных и абразивных инструментов резьба образуется за счет срезания стружки, а при работе накатных – за счет пластического деформирования поверхностных слоев детали. При этом резьба на детали, полученная за счет выдавливания, более прочная, так как в этом случае волокна металла не перерезаны, а деформированы и упрочнены инструментом.
Если рассматривать методы создания резьбы более детально, то можно выделить следующие:
1 — нарезание резьбовыми резцами или резьбовыми гребенками;
2 — нарезание плашками, резьбонарезными головками и метчиками;
3 — накатывание при помощи плоских или круглых накатных плашек;
4 — фрезерование с помощью специальных резьбовых фрез;
5 — шлифование абразивными кругами.
Возможно применение такого способа, как нарезание резьбы резцами. С помощью резьбовых резцов и гребенок на токарно-винторезных станках нарезают резьбу как наружную, так и внутреннюю (внутренняя резьба, начиная с диаметра 12 мм и выше).
Способ нарезания резьбы резцами характеризуется относительно невысокой производительностью, поэтому в настоящее время он применяется в основном в мелкосерийном и индивидуальном производстве, а также при создании точных винтов, калибров, ходовых винтов и т. д. Достоинством этого способа является простота режущего инструмента и сравнительно высокая точность получаемой резьбы. Схематически он заключается в следующем (рис. 14): при одновременном вращательном движении детали, на которой нарезается резьба, и поступательном движении резца (на токарном станке — II) последний снимает (вырезает) часть поверхности детали в виде винтовой линии (I).
Рис. 14. Нарезание резьбы резцами:
I – винтовая линия, образующаяся при нарезании резьбы резцами;
II — поступательное движение резца на токарном станке при нарезании резьбы.
Наиболее часто резьбу нарезают плашками и метчиками. На рис. 15 показаны плашки, которые по своим конструктивным особенностям делятся на круглые — I и II (лерки) и раздвижные — III (клупповые).
Круглые плашки, имеющие применение на монтажных, заготовительных и других работах, предназначены для нарезания наружной резьбы диаметром до 52 мм в один проход. Для более крупной резьбы применяют плашки особой конструкции, которые фактически служат лишь для зачистки резьбы после предварительной нарезки ее другими инструментами. Раздвижные плашки состоят из двух половин, вставляющихся в клупп и постепенно сближающихся в процессе резания.
Рис. 15, 16. Нарезание резьбы плашками.
При нарезании резьбы на металлорежущих станках (II) плашка устанавливается и закрепляется в специальном патроне или приспособлении (рис. 16). Деталь подается в калибрующую часть вращающейся плашки. Внутреннюю крепежную резьбу в подавляющем большинстве случаев нарезают метчиками.
Рис.17. Метчик для нарезания метрической резьбы
Метчик (рис. 17) представляет собой стальной стержень с резьбой, разделенный продольными прямыми или винтовыми канавками, образующими режущие кромки. Эти же канавки служат для выхода стружки. По способу применения метчики разделяются на ручные и машинные.
Рис. 18. Нарезание резьбы в глухих отверстиях.
Последовательность получения резьбы в глухих отверстиях такова (рис. 18): вначале высверливают гнездо, куда в дальнейшем будет завернута шпилька или винт. Диаметр сверла должен быть выбран из табл. рекомендуемых стандартом ГОСТ 9150-81 величин. Резьбу нарезают комплектом из двух или трех метчиков (малого, среднего и нормального, чистового) в зависимости от размера резьбы. Нарезать резьбу одним метчиком (нормальным) за один заход нельзя. Это ведет к поломке метчика.
Для метрической резьбы с крупным шагом и дюймовой резьбы комплект состоит из трех метчиков, для метрической резьбы с мелким шагом и трубной резьбы — из двух.
Основной промышленный метод изготовления резьбы в настоящее время — накатка на специальных резьбонакатных станках, имеющих корпус трехроликовой головки 1, роликодержатель 2 и накатной ролик 3 (рис. 19). Деталь 4 зажимается в тисках суппорта. В этом случае при большой производительности обеспечивается получение высокого качества изделия (формы, размеров и шероховатости поверхности).
Рис.19. Накатка резьбы на резьбонакатных станках
1- трехроликовая головка; 2 – роликодержатель; 3- накатной ролик; 4 – деталь.
Процесс накатывания резьбы заключается в создании резьбы на поверхности детали без снятия стружки за счет пластической деформации поверхности обрабатываемой детали. Схематически это выглядит так. Деталь прокатывают между двумя плоскими плашками (рис. 20. I) или цилиндрическими роликами (рис. 20. II, III), имеющими резьбовой профиль, и на стержне выдавливается резьба такого же профиля. Наибольший диаметр накатываемой резьбы 25 мм, наименьший 1 мм; длина накатываемой резьбы 60…80 мм.
Рис. 20. Процесс накатывания резьбы:
I – плоскими плашками; II и III – цилиндрическими роликами.
Применяется нарезание резьбы гребенчатыми фрезами. Фрезерование наружной и внутренней резьбы производится на специальных резьбофрезерных станках. В этом случае вращающаяся гребенчатая фреза при радиальной подаче врезается в тело детали и фрезерует резьбу на ее поверхности. Периодически происходит осевое перемещение детали или фрезы от специального копира на величину, равную шагу резьбы за время одного оборота детали (рис. 21).
Рис. 21. Фрезерование резьбы на резьбофрезерных станках.
Шлифование как способ создания резьбы применяется главным образом для получения точной резьбы на сравнительно коротких резьбовых деталях, например резьбовых пробках — калибрах, резьбовых роликах и т. д.
Сущность процесса заключается в том, что шлифовальный круг, расположенный к детали под углом подъема резьбы, при быстром вращении и при одновременном медленном вращении детали с подачей вдоль оси на величину шага резьбы за один оборот вырезает (вышлифовывает) часть поверхности детали. В зависимости от конструкции станка и ряда других факторов резьба шлифуется за два-четыре и более прохода (рис. 22).
Рис.22. Шлифование резьбы.
Резьбошлифование используется для получения мелких резьб или для повышения точности резьбы. Применяемые шлифовальные круги имеют в сечении профиль резьбы. Обработка однониточными кругами по сравнению с многониточными обеспечивает более высокую точность резьбы. Однако производительность процесса при шлифовании многониточными кругами выше. Применяются также круги с кольцевой нарезкой.