Как производится операция и в чем ее суть
Основная задача слесаря – создать техотверстие в металлической толще с последующим образованием ложбинок изнутри. Их требуется сделать так, чтобы витки подходили к болту, шпильке или иному крепежу.
Резьбовой элемент может понадобиться в быту для максимально прочного соединения двух частей. Здесь необходимо добиться абсолютной чистоты – чтобы не оставалось стружек, деформаций, сбитых нитей. Также очень важно следовать стандартам ГОСТ по размеру приспособления. Диаметр должен совпадать с винтом, который будет входить внутрь.
Важность имеют многие параметры – тип материала, его плотность, а также состояние, например, температура, наличие коррозии. Сперва следует подготовить заготовку – убрать лишние загрязнения. Затем нужно верно подобрать инструмент, только после этого приступать к металлообработке в два или три этапа – от черновой до финишной.
Значительны несколько параметров:
- диаметр отверстия;
- глубина нарезки;
- количество ниток (это заходы, самое распространенное – наличие трех полостей);
- шаг, то есть расстояние между двумя бороздами.
Чем нарезается внутренняя резьба на стержне – общая информация
Приспособление называется метчик. Он может быть двух разновидностей – ручным и машинным, в соответствии со способами нанесения борозд. Материал, который подвергается обработке, – это металл, но не только он. Также есть облегченные модели, они создают нарезку в пластике или дереве. Последний вариант нельзя назвать самым распространенным.
На заводах применяется механизированная техника – металлические сверла делают сквозные отверстия (или несквозную полость), после лезвия наносят несколько витков с заранее определенным шагом. Достоинство такого прима – высокая точность. Расчеты производятся с применением компьютерных программ для автоматизированного проектирования, затем данные вводятся в модуль управления – руками или с помощью ЧПУ. Второе преимущество – фактически невозможен перекос угла спирали, ошибки.
Но в домашних условиях и на мелких производствах чаще применяют более простую, но менее точную процедуру – нарезание внутренней резьбы метчиком вручную (нарезать ровно вы сможете даже своими руками). Работу можно проводить на месте, для этого нужно купить само приспособление и сверло, чтобы сделать предварительное отверстие.
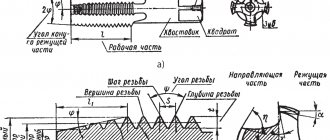
Инструмент напоминает по форме елочку из-за того, что рабочая поверхность – ребристое лезвие. Конструктивно изделие представляет собой довольно сложную конфигурацию из инструментальной стали. Такой материал используется из-за его прочности и возможности обрабатывать большинство сплавов, даже чугун. Не очень хорошо получается работать только с каленым металлом – он имеет напряжения внутри, поэтому считается хрупким и может крошиться в процессе.
Нарезание резьбы — статья о метчиках
За пост начислено вознаграждение
Этот материал написан посетителем сайта, и за него начислено вознаграждение.
Читая статьи на overclockers.ru и форум, я понял, что мало кто разбирается в нарезке резьбы в металлах. Хотя этот процесс сопровождает многие работы с металлами, в частности для компьютеров моддинг и различные «железячные» модификации. В данной статье хочу рассказать о метчиках и их особенностях на примере своих метчиков.
Для начала метчик (tap) – это инструмент для нарезания внутренней резьбы. Плашка (die) для нарезания внешней резьбы, для общего сведения.
Метчики можно поделить на две большие группы, машинные метчики (machine taps) и ручные метчики (hand taps). В данной статье речь пойдет о ручных метчиках, так как машинных метчиков великое множество, и они нужны лишь малому проценту людей ввиду того, что используются на станках.
анонсы и реклама
RTX 3070 Ti Aorus по цене не Ti
RTX 3080 за 288 тр в Ситилинке
RTX 3090 MSI за 539 тр
Зарабатывай деньги, участвуя в наполнении нашего сайта
Еще одна 3080 даже дешевле — смотри цену
Крутая 3060 Ti Gigabyte Aorus подешевела 2 раза
Основные и параметры выбора метчика — это тип резьбы и ее шаг. Для примера, М8-1.25, означает это метрическая резьба 8 мм с шагом 1.25 мм, по шагу резьбы есть вариации допустим тот же М8-1.0. В штатовской системе в общем все также, но со своими заковырками, например, №6-32 UNC, здесь 6 это диаметр по номерной системе, 32 это нит на дюйм, по сути, аналог шага резьбы, UNC обозначение грубой резьбы, к слову, UNF – мелкая резьба, UNS – специальная. (на самом деле там есть еще несколько видов, но мало кому нужны). Отдельно стоят трубные резьбы, так как они могут быть и конусными, пример NTP и BSP.
Далее уже примеры на фото, ручные метчики продаются (должны продаваться) как в комплектах по 3 так и отдельно каждый. Комплект состоит из трех разных! метчиков начальный (taper), средний (plug) и финишный (bottoming) их также у нас называют первый, второй, третий. (Иногда спец метчики идут в комплектах по двое, но обычно это только для очень мелкошаговой резьбы).
Для того что бы показать различия, вот фото довольно большого метчика М14-2.
М14
На что обратить внимание, в первую очередь резьба на первом метчике начинается с 6-7 витка и сам профиль не прорезает материал слишком глубоко. Затем в ход идет второй метчик у него резьба начинается примерно с 4 витка, профиль более острый, и третий метчик резьба идет со 2 витка и профиль финиширует резьбу и подгоняет по допуски. Отличить их можно по внешнему виду, либо на европейских метчиках, есть маркировка с полосками. Также на примере этого набора обратите вынимание что резьба по профилю шире самого тела метчика, а это значит, что резьбу можно нарезать в глубоких отверстиях. На обоих концах есть центровочные отверстия под подпружиненный конус.
Каналы под стружку прямые, как и должны быть у ручных метчиков, на этих их четыре.
Далее по форме метчиков, например маленькие типа М2-0.4 уже сделаны по-другому. Хвостовик намного толще рабочей части. Канавок всего две.
Также примерно выглядят метчики для М3-0.5. Но не от всех производителей, например на фото третий метчик имеет прямой кончик, теоретически в глухом отверстии от глубже нарежет резьбу почти до конца самого отверстия. Канавок (flutes) у них уже три, а не две. Ширина хвостовика также больше, чем рабочая часть.
Далее М4-0.7. У этих метчиков также три канавки, ширина рабочей части меньше, но зато есть участок с сужением, за счет этого можно нарезать резьбу чуть глубже.
Также у маленьких метчиков нет центровочных отверстий. Даже у М6-1.0, например на фото относительно не дорогой метчик и выполнен он с острыми концами и с узкой рабочей частью.
Еще вот уже побольше, М8-1.25 двух видов у них есть центровочные отверстия. Один обычный с тремя канавками второй набор со специальным самоцентрирующимся первым метчиком. Также отличие второго в применении стали HSS-CO5, то есть 5% кобальт. Такие метчики подходят для нарезки и в нержавейке. К слову, большинство метчиков выполняются из стали HSS, или HSS-G и гораздо реже из HSS-CO, покрытие также бывают разными, просто без покрытия, чернение, и оксид титана, самый дорогой оксид титана, а также наиболее коррозионностойкий, но гонятся именно за этим видом покрытия не стоит, все равно на рынке 90% без покрытия.
M8
Все трех метчиковые наборы обладают хорошей точностью ISO 2 или 6H, но также существуют однозаходные комбинирование метчики. Например, на фото ниже 6-32 UNC. На фото видно что его начальная часть как у первого номера, а далее идет как второй номер. Естественно, такие метчики не для толстых и твердых материалов, но резьба вполне нормальная получается. Это не плохой бюджетный вариант.
По дополнительным инструментам для метчиков нужны еще воротки, и чаще всего выполнены они в двух исполнениях. На фото ниже три воротка, скажу, что вороток Ruko, серый на фото я не рекомендую, сделан довольно криво и своей цены в общем не стоит. Также Т-образный вороток лучше выбирать с пружинным удержанием квадрата, но фото вороток с цанговым зажимом, и он не очень хороший и в плане удержания, и в плане центровки. А вообще прямо хороший вороток я не нашел, все какие видел были кривоваты, даже те что стоили более 100$.
Воротки
Во время нарезки надо пользоваться спец жидкостью для сверления, также как только метчик начинает идти туговато нужно сделать оборот назад это срежет заусенцы и соберет мусор в канавках. Главное на метчик не давить, особенно в стороны, а то он лопнет. При правильном размере отверстия и хорошем метчике, резьба нарезается без излишнего сопротивления.
По самим канавкам у ручных они всегда прямые, но у машинных они могут быть также спиралью и уклоном. В этом видео от Haas очень подробно рассказывают о машинных метчиках. Отверстия под резьбу выбираются тоже не просто так, они зависят от шага резьбы и диаметра. Наиболее простой способ воспользоваться таблицей размеров наподобие этой. По типу резьбы сразу можно выбрать размер сверла для дрели.
А для определения типа резьбы самый простой способ воспользоваться резьбомером (thread gauge), они хоть и номинально подходят для внешней резьбы, но ими также можно и проверять в отверстиях если влезет.
По выбору метчика, конечно, лучше всего смотреть, прежде чем покупаешь так как в интернете обычно фотки не соответствуют товару. Также и на саму резьбу посмотреть, если каждый номер имеет профиль как положено, то с резьбой скорее всего все будет норм. Также внимательно осмотреть обработку краев канавки, если срез не ровный, то метчик будет плохо прорезать металл. Метчик конечно же надо выбирать исходя из задач, например если работать с нержавейкой, то придется покупать дорогой кобальтовый метчик. Также метчик после работы надо от стружки отчищать чем-то типа зубной щетки. Что касается цен, то набор хороших метчиков М3 стоит от 10 до 40$, если большие размеры, то цены естественно выше.
Надеюсь, моя статья будет полезна и больше дырки раздраконивать винтами никто не будет).
P.S. Полезное видео от Haas. В основном о машинных метчиках, но тем не менее интересное.
За пост начислено вознаграждение
Этот материал написан посетителем сайта, и за него начислено вознаграждение.
Разновидности и сферы применения метчиков
По способу привода разграничивают на:
- Ручные – они отличаются хвостиком квадратного сечения, который вставляется в вороток. Есть две ручки, за которые удобно поворачивать изделие. Важно не допускать перекос. Такой результат можно будет исправить только рассверливанием и нарезанием большего диаметра.
- Машинные – применяются на металлорежущих станках. Они крепко фиксируются в держателе, точные, не предполагают отклонений.
По способу нарезки:
- Универсальные. Их конструкцию можно назвать классической. Инструмент с ходовой частью (ее длина определяет глубину вхождения винта впоследствии, если отверстие не сквозное), которая разделена на участки. Каждый из них имеет определенные геометрические параметры – угол, направление, расстояние, шаг. Обычно их три, каждый предназначен для черновой металлообработки, промежуточной и финишной. Таким образом, можно одним движением добиться максимально точного показателя.
- Комплектные. Название говорит само за себя. Потребуется комплект из 3 метчиков, так как сделать внутреннюю резьбу нужно с высокой точностью. Сперва используется наиболее грубый инструмент, затем тонкий, а в конце – со шлифовкой и оттачиванием самых мелких углов. Покупать набор дороже, но результат намного более высокого качества.
По типу отверстия:
- Для сквозных. Они отличаются длинной рабочей частью. Она постепенно расширяется, переходя в тот участок, который и отвечает за точную нарезку.
- Для глухих. На нарезающем отрезке сразу начинаются калибрующие витки. Поэтому их очень важно затачивать или своевременно менять набор по мере износа.
По конструкции канавок:
- прямые – прекрасно работаю с мягкими сплавами;
- винтовые, их участок располагается в шахматном порядке, они могут с легкостью пройти даже через чугун;
- укороченные – хорошо отводят стружки.
По форме изделие напоминает конус (полный или усеченный) или цилиндр. Также все они различаются по диаметру.
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.
По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.
Технология: как пользоваться метчиком для резьбы
Есть несколько этапов, каждый из которого важен. Это подготовительные процедуры, 1, 2, 3 и более подходов вращения, финишная шлифовка. О подготовке подробнее поговорим ниже. Сама манипуляция с инструментом условно проста. Необходимо направить кончик, установить его ровно, а затем с помощью воротка совершать вращательные движения.
Особые рекомендации:
- Мы не советуем приступать к нарезке неподготовленной заготовки. Если у вас уже есть лист металла, где сквозное отверстие получено путем штамповки или другой металлообработки, нужно его рассверлить, а затем отзенковать – срезать края.
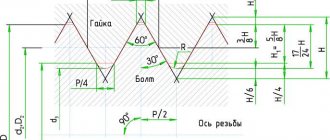
- Снимите с образца фаски на верхних 0,5 см. Делать это требуется под углом 60 градусов.
- Прибор надо смазывать и охлаждать в процессе, иначе получится термальная обработка, в ходе которой металлическая поверхность может приобрести дополнительную прочность.
- Применяйте обратный ход через каждый 1—2 витка. Это позволяет очистить рабочую зону от налипания стружки.
Посмотрим видеоролик. На нем показано как сделать отверстие не только метчиком для нарезания внутренней резьбы, но и с плашкой, чтобы резать наружную:
Подготовительный этап
Для того чтобы работа по получению резьбы не вызывала много трудностей, следует провести тщательную подготовку к подобной технологической операции. Все применяемые методы, связанные с нарезанием внутренней резьбы, предусматривают то, что заранее уже было получено отверстие требуемого диаметра. Получить стандартный размер резьбы можно при создании отверстия согласно таблице соответствия. К примеру, для резьбы М10 создается отверстие диаметром 8,5 мм.
Часто встречается ситуация, когда следует получить резьбу нестандартного размера. В этом случае проводится расчет требуемого диаметра отверстия по универсальной формуле. Вычисления проводятся следующим образом:
- Изучается маркировка применяемого инструмента. Нужно уделить внимание типу нарезаемой резьбы, шагу и диаметру.
- Определить требуемый диаметр отверстия при использовании метчика М5Х0,75 можно следующим образом: 5−0,75=5,25 мм.
Проще всего провести работу в случае, когда нужно получить стандартную резьбу, так как вся необходимая информация может быть взята из различных таблиц нормативной документации.
Для получения качественного отверстия нужно правильно выбрать сверло. При сверлении рекомендуется использовать оборудование, которое препятствует возникновению биения при работе. Выбирая сверло, стоит помнить, что оно должно иметь качественную заточку. Специалисты рекомендуют подбирать угол заточки в зависимости от того, какой твердостью обладает обрабатываемый материал. С повышением показателя твердости увеличивается и рекомендуемый угол заточки, но он не должен превышать значение 140 градусов.
Подготовительные процедуры
Начало любой работы – выбор материала и инструмента. У заготовки должно быть отверстие. Хуже всего подвергаются преобразованию те, которые получены путем литья или штамповки. Лучше – если было применено давление или выплавление. Но в любом случае самые подходящие условия создаются при свежей металлообработке с помощью сверления или зенкерования.
Сверло и его сечение подбирают в соответствии с необходимым результатом по нормативному документу – ГОСТ 19257 – 73. Это российский стандарт, но он соответствует международным нормам. Оно должно быть новым или иметь хорошую заточку. В рабочем инструменте (или в патроне станка) его важно крепко закрепить, чтоб не было биений или шатаний.
Этапы нарезания резьбы машинно-ручным метчиком
Порядок производства работ:
- Первый шаг – разметка в соответствии с чертежами.
- По отметкам производят кернение остро заточенным керном.
- Сверлят со средним нажимом на невысоких оборотах. Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.
- Повысить качество результата позволяет обработка зенкером, которая уменьшает конусность и обеспечивает параллельность боковых поверхностей.
- Метчик закрепляют в воротке, кончик его смазывают и вставляют в отверстие строго под прямым углом к поверхности. Делают первый оборот, несильно нажимая сверху на вороток. После первого оборота вперед следует сделать половину оборота назад для удаления стружки. Особую осторожность соблюдают при использовании универсального инструмента – он хрупкий и его легко повредить. Проще работать с комплектными моделями.
Как правильно определить диаметр и нарезать резьбу метчиком вручную – таблица
Для определения сечения есть специальные нормативы. Представим все данные в виде табличных значений. Сразу оговоримся, что они подходят не для любых задач, а только для стандартных. К ним относятся в том числе все гайки в продаже, которые подходят к шурупам. Поэтому, если вам требуется соединение с определенным крепежным элементом, обратите внимание на его маркировку.
| Маркировка | Шаг витков | Диаметр сверла | ||||
| 2 | 0,4 | 1,6 | 0,25 | 1,75 | — | — |
| 3 | 0,5 | 2,5 | 0,35 | 2,65 | — | — |
| 4 | 0,7 | 3,3 | 0,5 | 3,5 | — | — |
| 5 | 0,8 | 4,2 | 0,5 | 4,5 | — | — |
| 6 | 1 | 5 | 0,75 | 5,2 | 0,5 | 5,5 |
| 7 | 1 | 6 | 0,75 | 6,2 | 0,5 | 6,5 |
Таблицу можно продолжать, она большая, но мы не будем это делать в рамках этой статьи. За более подробными значениями рекомендуем обратиться к документу – ГОСТ 19257 – 73.
Это стандартные размеры, но есть специальные цели, уникальные соединения. Для них все очень просто рассчитывается самостоятельно. Если резьба имеет маркировку М10, а шаг 0,3, то от 10 мм необходимо вычесть 0,3 мм. Результат будет равен диаметру отверстия – 9,7 мм.
Если его сделать меньше, то метчику будет трудно проходить, будут образовываться участки с плохой обработкой. А если больше, то канавки будут неглубокими, винт будет шататься внутри или даже выпадать со временем.
Представим также международную систему маркировки в дюймах:
| Обозначение, дюймы | Внешний | Внутренний | Резьба, мм | Шаг |
| G 1/8 | 9,37 | 8,858,8 | 28 | 28 |
| G 1/4 | 13,16 | 11,89 | 11,8 | 19 |
| G 3/8 | 16,66 | 15,39 | 15,25 | 19 |
| G 1/2 | 20,95 | 19,17 | 19,00 | 14 |
| G 5/8 | 22,91 | 21,13 | 21,00 | 14 |
| G 3/4 | 26,44 | 24,66 | 24,50 | 14 |
| G 7/8 | 30,20 | 28,42 | 28,25 | 14 |
| G 1 | 33,25 | 30,93 | 30,75 | 11 |
| G 1, 1/8 | 37,90 | 35,58 | 35,30 | 11 |
| G 1, 1/4 | 41,91 | 25,59 | 39,25 | 11 |
| G 1, 3/8 | 44,32 | 45,00 | 41,70 | 11 |
| G 1, 1/2 | 47,80 | 45,48 | 45,25 | 11 |
| G 1, 3/4 | 53,74 | 51,43 | 51,10 | 11 |
| G 2 | 29,61 | 57,29 | 57,00 | 11 |
| G 2, 1/4 | 25,17 | 62,96 | 63,10 | 11 |
| G 2, 1/2 | 75,18 | 72,86 | 72,60 | 11 |
| G 2, 3/4 | 81,53 | 79,21 | 78,90 | 11 |
| G 3 | 87,88 | 58,56 | 85,30 | 11 |
| G 3, 1/4 | 93,98 | 91,66 | 91,50 | 11 |
| G 3, 1/2 | 100,33 | 98,01 | 97,70 | 11 |
| G 3, 3/4 | 106,68 | 104,3 | 104,00 | 11 |
| G 4 | 113,03 | 110,71 | 110,40 | 11 |
Как нарезать наружную резьбу при помощи плашки
Для нарезки наружной резьбы вручную применяется специальный инструмент — плашкодержатель с плашками различного диаметра.
Плашкодержатель с плашками под различный диаметр
В труднодоступных местах, например возле стен, используется плашкодержатель с трещоткой.
Подбор плашки
Номинальный диаметр резьбы — диаметр в вершинах треугольников резьбы. Плашка срезает металл, образуя впадины и оставляя нетронутыми вершины, тем самым и стержень и плашка должны быть одинакового диаметра. Диметр резьбы, к примеру, — М3 — это «М» — метрическая резьба, а число — номинальный диаметр резьбы в мм. Соответственно, что бы нарезать резьбу на 3 мм стержне, берём плашку М3. Замеры стержня выполняются штангенциркулем.
Что бы плашка лучше врезалась в стержень с его торца срезают фаску.
Принцип нарезки резьбы плашкой
Для крепления заготовки понадобятся тиски. Заготовка прочно закрепляется в тисках и смазывается машинным маслом для более лёгкого хода плашки, уменьшения трения и износа инструмента.
При нарезке резьбы плашкой нужно избегать большого скопления стружки в стружкоотводящих отверстиях.
Плашку устанавливают на торец детали перпендикулярно. С небольшим нажимом начинают вращать плашкодержатель по часовой стрелке, если резьба правая, соответственно, если левая, то против часовой.
Нарезают резьбу следующим образом:
- Сначала делают 2-3 оборота.
- Потом пол оборота назад для удаления стружки.
- Подсмазываем после каждых 3-4 витков, можно при помощи шприца.
- И т.д.
Рекомендую: Сбор и сдача лома чёрных и цветных металлов — как на этом заработать
Резьба проверяется гайкой или калибр-кольцом. Гайки для вашей резьбы можно прикупить здесь → https://rus-metiz.com/categories/gaiki (РусМетиз).
Калибр-кольцо
Нарезаем резьбу плашкой своими руками (видео)
Полезные советы
- Определите ровный угол и сверяйтесь с угольником после каждого витка первые 3—4 вращения.
- Совершайте повороты в обратную сторону, чтобы избавиться от металлической стружки. Она может налипать.
- Используйте для смазки льняное масло или олифу, керосин, скипидар, животное сало или обычное мыло. Но если работаете с чугуном или бронзой, лучше проводить процедуру на сухую.
В статье мы рассказали, как и чем делают нарезку внутренней резьбы метчиком вручную, представили правила нарезания и вспомогательные таблицы, чтобы вы смогли не перерезать изделие. В качестве завершения темы посмотрим видео, как создавать метизы с помощью плашки:
Обращайтесь в ООО «Роста», если вы решили купить приспособления для промышленного пользования. У нас в наличии и на заказ имеются ручные и полуавтоматические ленточнопильные станки, а также маятниковые, вертикальные и двухстоечные агрегаты. Цена на товары снижена в 1.5 — 2 раза по сравнению с зарубежными аналогами. Чтобы уточнить интересующую вас информацию, свяжитесь с менеджерами, мы с радостью поможем в выборе оборудования.
Требуемое оборудование
Нарезка резьбы метчиком вручную возможна только при наличии следующего инструмента:
- Электрической дрели, которая способна работать на низких оборотах.
- Высококачественного сверла, диаметр и угол заточки которого подбирается по табличным значениям или высчитывается.
- Для снятия с краев отверстия фаски потребуется зенковка или сверло большого диаметра.
- Одного или целого комплекта (в зависимости от типа) метчиков соответствующего размера.
- Ручного держателя, который подходит для применяемого инструмента.
- Слесарных тисков, в которых будет осуществляться фиксация изделия. При нарезании резьбы происходит снятие определенного слоя металла, что возможно исключительно при прикладывании большого усилия. Если заготовка или готовое изделие будут плохо зафиксированы, то качество обработки будет низким.
- Керна и молотка.
- Для того чтобы упростить поставленную задачу, рекомендуется использовать машинное масло для смазывания как самого инструмента, так и обрабатываемой поверхности. Если не использовать машинное масло или другое вещество, обладающее аналогичными свойствами, то процесс может существенно затянуться.
- Ветоши.
После нахождения всего необходимого можно приступать к непосредственному выполнению работ.