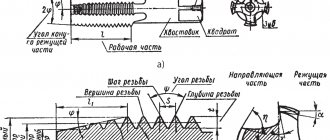
Резьба — это вид нарезки поверхности крепежных элементов с поочередными выступами и впадинами. Используется несколько ее видов и самые популярные – метрическая и дюймовая, кроме этого есть дюймовая трубная, шурупная, трапецеидальная. Сейчас мы поговорим только о метрической резьбе, так как в России и странах СНГ она наиболее распространенная.
Во всех крепежных элементах – болтах, винтах, саморезах, шурупах используют резьбу с основным (крупным) или мелким шагом.
И тот и другой вид характеризуется несколькими основными параметрами:
- Профиль резьбы – очертания выступов и впадин в продольном сечении крепежного изделия, проходящем вдоль оси крепежа.
- Шаг резьбы – расстояние между двумя соседними выступами, измеренное вдоль оси крепежного элемента.
- Угол профиля – значение угла между гранями профиля, измеряемый в сечении плоскостью вдоль оси крепежа.
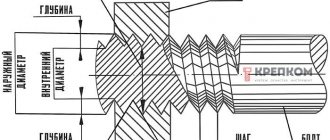
- Наружный диаметр – наибольший диаметр крепежа, измеряемый по вершинам профиля.
- Ход резьбы – значение продольного перемещения крепежного элемента за один поворот.
ГОСТ 8724-81 определяет, что шаг от 1 до 68 мм – крупный шаг, выше чем 68 мм – только мелкий шаг. Также, следует отметить тот факт, что мелкий шаг резьбы может быть разным при одном и том же диаметре стержня, а крупный имеет только одно значение.
У метрической резьбы профиль равнобедренного треугольника с углом 60°, который еще называют крепежным. Так как все параметры резьбы – диаметр и шаг, обозначаются в миллиметрах, то и названа она «метрической». Используется для нанесения как на наружных, так и внутренних поверхностей крепежных элементов, чаще всего цилиндрической формы. Существует несколько стандартов на метрическую резьбу. Например, в Европе и США чаще применяется метрическая резьба стандарта ISO. Метрическая обозначается буквой “М” c указанием значения наружного диаметра резьбы и, после знака умножения “×”, обозначение шага резьбы (к примеру, М12×0.75).
Примеры маркировки резьбы
- Метрическая резьба с крупным шагом традиционно обозначается буквой “M”, за которой указано значение наружного диаметра, но шаг при этом не указывается (к примеру, M8, М10, М14). Как правило под резьбой ISO подразумевается именно резьба с нормальным (крупным) шагом.
- Метрическая резьба с мелким шагом также обозначается буквой “M”, но в маркировке номинала резьбы всегда указан размер шага в мм (например, М8×1). За рубежом она иногда (например, в заголовках таблиц) может обозначаться буквами “MF” (от “Fine” – “Мелкий”).
Крупный и мелкий шаг резьбы болта
Обычно крепеж с мелких шагом резьбы применяется в условиях небольшой вибрации или толчков, поэтому используются в автомобилестроении, авиастроении и для скрепления высокоточных механизмов в машиностроении.
Что касается обычного шага, то такие крепежи самые популярные и их эксплуатируют практически везде и повсеместно.
Измерение резьбомером
Точная идентификация резьбы на крепежной детали имеет решающее значение перед выбором и установкой правильных фитингов.
Как измерить резьбу:
- Использовать комбинированный штангенциркуль для измерения диаметра резьбы. Стоит взять во внимание, что резьба использованного фитинга может изнашиваться и искажаться, поэтому расчеты могут быть неточными.
- Применить резьбомер, чтобы определить количество резьб на дюйм. Для метрических соединений вычисляется расстояние между нитями. Для этого нужно поместить прибор на резьбу, пока он не будет плотно прилегать, а далее сопоставить свои измерения с диаграммой резьбы.
- Если порт расположен под углом, определить угол наклона с помощью угломера на уплотнительной поверхности. Осевая линия фитинга и калибра должна быть параллельной.
Используя комбинацию из трех инструментов, идентифицировать соединители легко. Применение штангенциркуля, резьбомера и угломера позволяет производить точные измерения большинства соединений.
Чтобы рассчитать шаг резьбы – расстояние между витками нитей, необходимо измерить линейкой или штангенциркулем резьбовый элемент, и подсчитать количество витков на данном участке. Деление длины на количество витков даёт значение шага резьбы. Значение показателя выражается в миллиметрах.
Расстояние между витками нитей можно измерить штангенциркулем, резьбомером. Менее точные результаты с помощью замера участка стержня линейкой, подсчёта числа витков, и делением показателя длины на количество нитей. Показатель исчисляется в миллиметрах. Шаг резьбы указан в технической документации и в маркировке детали.
Штангенциркуль используется для измерения диаметра наружной внутренней резьбы. При сопоставлении калибровочных измерений с диаграммами резьбы следует иметь в виду, что резьба на соединениях, которые были в эксплуатации, может быть изношена и искажена от использования. Это приводит к неточному сравнению с таблицами резьбы.
Это более точный способ замера шага резьбы. Штангенциркулем измеряют участок определённой длины. Затем подсчитывают количество витков на нём. Значение шага резьбы получают путём деления длины участка на количество витков, и вычитания из полученного результата одного витка.
Для английских, британских и других европейских резьб измеритель шага обладает дюймовой шкалой. Однако для метрических деталей прибор будет определять расстояние между резьбами в миллиметрах.
Угломер используется путем его размещения на уплотнительной поверхности. Осевая линия фитингового конца и калибра должна быть параллельной. На английском языке система размеров резьбы и шаг (количество резьб на дюйм) задаются вместе с типом резьбы.
При использовании резьбомера его нужно выровнять по резьбе и убедиться, что он плотно прилегает к ней. Сопоставить измерение с резьбой, затем вычислить диаметр с помощью штангенциркуля.
Внутренние соединения измеряются путем вставки идентификационной части прибора в разъем на уплотнительной поверхности. Необходимо убедиться, что осевые линии соединения и угломера параллельны. Это позволит определить правильный угол.
Необходимо измерить определённую длину участка стержня штангенциркулем, или приложив к поверхности линейку. Подсчитать количество витков на данном участке. Рекомендуется подсчёт проводить на отрезке длиной 20 мм или 10 мм. Шаг резьбы получают путём деления дины на число витков.
С помощью указанных выше способов можно измерить шаг резьбы любого крепежа. Это можеть быть как гайка с фланцем и контрящим пластиковым вкладышем, так и шайба с внутренним конусом.
Измерение внутреннего диаметра резьбы
Внутренний диаметр нарезки контролируется измерительным приспособлением с заострёнными ножками – кронциркулем. Для организации вычислительных работ нужно установить инструмент на шаблонную деталь по резьбовому калибру, и затем проделать сравнение с исходным внутренним диаметром резьбовых соединений. Кронциркуль должен находиться относительно измеряемой оси под углом.
Также измерение внутренней резьбы может осуществляться приборами для цилиндрической резьбы. Это обусловлено тем, что внутренний диаметр имеет гладкую поверхность, что идеально подходит для формы наконечников, используемых в этих инструментах. Проверка полученных измерений делается посредством калибров-пробок.
Лекция 6
Лекция 6. Резьбовые соединения
- Общее понятие о резьбе: тип, шаг, ход резьбы.
- Изображение и обозначение резьбы.
- Проточки.
- Соединение деталей с помощью резьбы.
- Болтовое соединение, его действительное, упрощенное и условное обозначение.
6.1 Общее понятие о резьбе: тип, шаг, ход резьбы.
Связь между отдельными сборочными единицами и деталями машин осуществляется с помощью различных соединений. Существующие соединения делятся на разъемные и неразъемные.
К неразъемным относят заклепочные и сварные соединения, а также соединения, образованные развальцовкой, склеиванием, посадкой с натягом и другие, разборка которых невозможна без нарушения деталей изделия.
К разъемным соединениям относят резьбовые, клиновые, шпоночные, шлицевые (зубчатые). Такие соединения могут быть разобраны без нарушения фиксирующих элементов.
Из всех видов соединений, применяемых в машиностроении, резьбовые соединения— самые распространенные, так как они наиболее надежны и удобны по форме для сборки и разборки, имеют небольшие габариты, просты в изготовлении, допускают точную установку соединяемых деталей и любуюстепень затяжкикрепежными деталями. Недостаток резьбовых соединений состоит в наличии концентраторов напряжений в резьбовых деталях, понижающих их прочность.
Резьбовыминазываютсоединения, в которых сопряженные детали соединены при помощи резьбы или резьбовых крепежных деталей. Указанные соединения являются наиболее распространенным видом разъемных соединений. Резьбовые соединения используют также для преобразования движения, например, в ходовых игрузовых винтах. Основным элементом соединения является резьба с соответствующим профилем, устанавливаемым стандартом.
Резьбой (ГОСТ 11708-82) называется поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности.
Виткомрезьбы называется та часть ее выступа, которая охватывает резьбовую деталь в пределах до 360°.
Резьбу, образованную на наружной поверхности, называют наружной(рис. 6.1а),на внутренней –внутренней(рис. 6.1б).
В соответствии со стандартом «Изображение резьбы», который устанавливает правила изображения и нанесения обозначения резьбы на чертежах всех отраслей промышленности и строительства, резьбу изображают:
а) на стержне — сплошными основными линиями по наружному диаметру и сплошными тонкими линиями — по внутреннему (рис. 6.1а).
На изображениях, полученных проецированием на плоскость, параллельную оси стержня, сплошную тонкую линию по внутреннему диаметру резьбы проводят на всю длину резьбы (рис. 6.1а). На видах, полученных проецированием на плоскость, перпендикулярную к оси стержня, по внутреннему диаметру резьбы проводят дугу, приблизительно равную 3/4 окружности, разомкнутую в любом месте (рис. 6.1а, б).
б) в отверстии — сплошными основными линиями по внутреннему диаметру резьбы и сплошными тонкими линиями — по наружному диаметру (рис. 6.1б).
Легко запомнить, что тонкая линия по впадинам резьбы всегда проводится по “металлу” не ближе 0,8-1мм к сплошной основной линии и не более величины шагаР.
а) б)
Рисунок 6.1
Штриховку в разрезах и сечениях проводят до линии наружного диаметра резьбы на стержне и до линии внутреннего диаметра в отверстии, т. е. в обоих случаях до сплошной основной линии.
Резьба называется правой, если подъем винтовой линии осуществляется снизу вверх направо от наблюдателя, и левой, если подъем винтовой линии осуществляется от наблюдателя снизу вверх налево.
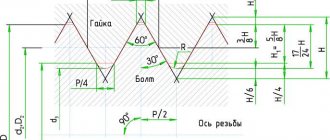
Шаг резьбы Р – это расстояние между соседними одноименными точками профиля, измеренное вдоль оси, см. рисунок 6.2.Р – стандартная величина и выбирается по таблицам, например, для метрической резьбы -ГОСТ 8724-81. Профиль резьбы, это контур сечения резьбы в плоскости, проходящей через ось.
Рисунок 6.2
Резьба метрическая. Профиль резьбы треугольный.Угол профиля метрической резьбы60º, см. рисунок 6.3.
Рисунок 6.3
В обозначении метрическихрезьб указывается букваМи размер наружного диаметра резьбы, например,М16. Каждой резьбе соответствует один крупный шаг и несколько мелких. Мелкий шаг всегда указывается в обозначениях, а крупный опускается. На рисунке 6.4а изображена метрическая резьба с наружным диаметром24мм и крупным шагомР=2,5(выбирается поГОСТ 8724-81). На рисунке 6.4б изображена метрическая резьба с наружным диаметром24мм и мелким шагомР=1,5мм, левая. Для обозначения левой резьбы применяется символLH.
Шаг резьбы,расстояние между параллельными сторонами профиля двух соседних витков, измеренное вдоль оси. Обычно Ш. р. измеряют по линии, на которой ширина витков равна ширине впадин. У многоходовыхрезьб, кроме шага, различают ход, равный расстоянию, на которое переместится вдоль оси винт при одном полном его обороте в неподвижной гайке, т. е. шаг одной и той же винтовой линии резьбы. Ход резьбы равен произведению Ш. р. на число заходов резьбы. У одноходовой резьбы ход равен шагу.
а б
Рисунок 6.4
Профиль трапецеидальной резьбыимеет вид равнобокой трапеции с углом30º, см. рисунок 6.5. В обозначении однозаходной трапецеидальной резьбы наносятся буквы«Тr», наружный диаметр и шаг, например,Тr 48х8. ЗаписьТr 60х14 LHобозначает левую трапецеидальную резьбу с наружным диаметром60мм, шагомР=14 мм.
Рисунок 6.5
Упорная резьба. Профиль резьбы имеет вид неравнобокой трапеции, см. рис. 6.6.
Рисунок 6.6
В обозначении однозаходной упорной резьбы указывается буква S,наружный диаметр и шаг, например,S48х6. Для левых резьб добавляетсяLН, например,S52х12 LН. Размеры упорных однозаходных резьб приведены в табл. 7( ГОСТ 10177-89).
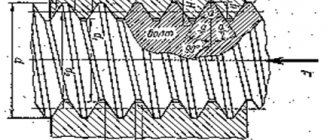
В машиностроении чаще всего применяют правые резьбы. Они бывают одно- и многозаходные. У однозаходной резьбы (рис. 6.7а) на торце винта или гайки виден только один конец витка у двухзаходной (рис. 6.7б) — два витка, у трехзаходной (рис. 6.7в) — три витка. Однозаходные резьбы имеют малые углы подъема винтовой линии, характеризуются большим коэффициентом трения и применяются там, где требуется надежное соединение (для крепежных резьб). У многозаходных резьб угол подъема винтовой линии значительно больше, чем у однозаходных. Такие резьбы применяют в тех случаях, когда необходимо быстрое перемещение по резьбе при наименьшем трении. У многозаходных резьб ход резьбы равен шагу Р, умноженному на число заходов. У однозаходной резьбы ход равен шагу Р.
а б в
Рисунок 6.7
6.2 Изображение и обозначение резьбы.
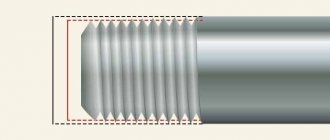
Обозначение резьбы показано на рис. 6.1. В действительности резкий переход от резьбы к гладкой поверхности стержня или отверстия отсутствует. Объясняется это постепенным выходом режущей части инструмента из тела детали в конце операции нарезания резьбы или наличием у него заборной части. Профиль винтовой канавки в данном случае искажается. Участок выхода инструмента называется сбегом резьбы(рис. 6.8).
Рисунок 6.8
Обычно он входит в общую длину резьбы. Размер длины резьбы на стержне и в отверстии указывают, как правило, без сбега (рис. 6.9а,в). При необходимости длину резьбы со сбегом показывают как на рис. 6.9б,в. Недорезрезьбы, выполненной до упора, изображают, как показано на рис. 6.10а, в. Допускается изображать недорез резьбы, как показано на рисунке 6.10б, г.
На чертежах, по которым резьбу не выполняют, конец глухого резьбового отверстия допускается изображать как показано на рисунке 6.11, даже при наличии разности между глубиной отверстия под резьбу и длиной резьбы.
Рисунок 6.9
а б в г
Рисунок 6.10
Сплошная тонкая линия изображения резьбы на стержне должна пересекать линию границы фаски (рис. 6.9в).
Рисунок 6.11
6.3 Проточки
У резьбонарезного инструмента (резца или плашки) всегда имеется некоторое расстояние (по оси резьбы) между собственно режущими кромками и краем инструмента. Поэтому резьба получится «недорезанной» из-за упора инструмента в ненарезаемый торец. Это может привести к проблемам при сборке. Проточка же обеспечивает стандартный профиль резьбы по всей ее длине, и наворачиваемую деталь можно довести вплотную до упора в ненарезанный торец.
Для наружной и внутренней резьбы проточка имеет вид кольцевой канавки, размеры которой выбираются для метрической резьбы по ГОСТ 27148-86, а для других резьб поГОСТ 10549-80.
В учебных целяхпроточки можно выбирать по относительным зависимостям ( в зависимости от шагаР резьбы). Так они легче запоминаются, да и стандарты разработаны примерно по этим же зависимостям. Выбор размеров проточки смотри на рисунке 6.12.
Рисунок 6.12
6.4 Соединения деталей с помощью резьбы
Основными стандартными крепежными деталями резьбовых соединений являются болт, гайка, шпилька, винт и шайба.
Резьбовое соединение – это соединение 2-х деталей, одна из которых имеет наружную резьбу, а другая – внутреннюю.
На разрезах резьбовых соединений в отверстии показывают только ту часть резьбы, которая не закрыта резьбой стержня.
Для разъемного соединения двух и более деталей применяется болтовое соединение, соединение шпилькой и винтовое. Для неразъемного соединения двух и более деталей применяется сварка.
Важным элементом изображения резьбовых соединений является изображение резьбовых деталей в разрезе. Внешний диаметр резьбы стержня соответствует внешнему диаметру резьбы в отверстии, а внутренний диаметр резьбы стержня – диаметру отверстия (рис. 6.13а).
Рисунок 6.13
На изображении резьбового соединения предпочтение отдают резьбе стержня, а резьбу отверстия показывают только там, где она не закрыта изображением стержня (рис. 6.13б).
В учебных целях параметры болтового соединения рассчитываются в зависимости от диаметра резьбы и толщины соединяемых деталей, см. рисунок 6.14. Размер «под ключ» Sможно выбрать по стандартуГОСТ 24671-84,в зависимости от диаметра резьбыd или определить по ориентировочной формулеS≈1,6d и округлить до стандартного значения. Болт, гайку и шайбу изображают не рассеченными.
На чертеже болтового соединения наносятся три размера: диаметр резьбы; диаметр отверстия; длину болта.
В соответствии с ГОСТ 2.315-68 на сборочных чертежах и чертежах общего вида соединительные детали можно изображать упрощенно (без фасок, зазоров и скруглений) как показано на рисунке 6.15. ГОСТ 2.315-68 предусматривает упрощенные и условные изображения наиболее распространенных крепежных деталей на сборочных чертежах.
Рисунок 6.14
Рисунок 6.15
Условное обозначение соединения болтом представлено на рисунке 6.16.
Рисунок 6.16
studfiles.net
Поля допусков
Посадка наружного профиля во внутренний зависит от рабочей высоты – максимальной величины соприкосновения сторон профилей соединительных элементов. Выражают ее через поля допусков резьбы.
О надежности соединения, где колебания внутри него сведены к минимуму, говорит первый или точный класс допусков. Наиболее распространенный – второй (средний) класс. О большом отклонении свидетельствует третий (грубый) класс.
Допуски на размеры метрических резьб обозначают через значения двух диаметров: среднего и диметра выступов.
Читать также: Воздушный фильтр на компрессор своими руками
Формируя метрическую резьбу данные берут из соответствующих таблиц (ГОСТ 16093-2004). Выбор полей допусков осуществляют по правилам очередности:
- первая очередь – значения, указанные жирным шрифтом;
- вторая – обычным шрифтом;
- третья – значения, взятые в круглые скобки;
- внеочередные – значения в квадратных скобках (для специальных изделий).
Возможно использовать допуски, не указанные в таблицах, а сформированные из соотношений существующих стандартных диаметров.
Поля допусков наружной резьбы
Поля допусков внутренней резьбы
Важно, чтобы защитные покрытия деталей по своим геометрическим параметрам не превышали значение номинального профиля, потому в таких случаях допуски используют еще до нанесения защитного слоя.
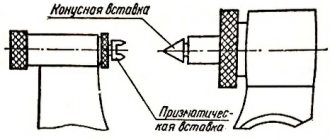
Средний диаметр резьбового соединения
Для определения среднего диаметра резьбы необходим микрометр со специальными наконечниками в виде конуса и выреза. С его помощью определяется размер детали по вершине резьбы и по впадине для расчета среднего значения. При подборе комплекта необходимо учесть предел измерения, который указан в маркировке литерой М и цифрами означающими минимально и максимально допустимый шаг резьбы. Также для получения усредненного значения резьбы используется кронциркуль с шариковыми наконечниками, профиль которых совпадает с типом и шагом резьбы. Наконечники выставляются по калибру с нескольких сторон детали для максимально точного результата.