Резьбовые соединения очень широко применяют в машиностроении, поэтому инструмент для изготовления резьб является одним из самых распространенных.
Резьбы различают:
- по расположению витков — наружные и внутренние;
- по направлению винтовой линии — правые и левые;
- по форме профиля канавки — треугольные, трапецеидальные, прямоугольные, упорные и специальные;
- по направлению образующей — цилиндрические и конические;
- по системе размеров — метрические и дюймовые.
В зависимости от размеров резьбы, типа производства и конструкции деталей используют разные виды резьборежущего инструмента:
- резьбовые резцы (стержневые и фасонные однониточные и многониточные);
- метчики (ручные, машинные, гаечные, станочные, инструментальные, маточные и т.д.);
- круглые плашки;
- резьбонарезные головки;
- резьбовые фрезы.
Инструмент для нарезания резьбы
Осевой многолезвийный инструмент для образования и обработки внутренней резьбы называется метчиком, наружной — плашкой.
Ручные метчики применяют для нарезания внутренней резьбы.
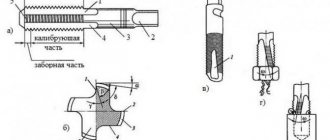
Рабочая часть метчика длиной f разделяется на режущую (заборную) и направляющую (калибрующую) части длинами соответственно l1 и l2 (рис. 1, а). Резцы режущей части имеют главные кромки, расположенные на конической поверхности, и вспомогательные кромки, являющиеся частью резьбового профиля (рис. 1, б). Направляющая часть служит для направления метчика и самоподачи путем ввинчивания, а также является резервом при переточках. Угол конуса режущей части зависит от угла в плане φ, который назначается равным 5° — для ручных, 3°30′ — для гаечных и 6°30′ — для машинных метчиков. Направляющая часть имеет обратную конусность для уменьшения трения и устранения опасного заклинивания метчика в отверстии.
Рис. 1. Конструктивные элементы (а), профиль резьбы (б) и геометрические параметры (в) метчика
Длину заборной части метчика принимают для чернового метчика равной 45 S, для среднего — 2,55 S и для чистового — (1,5–2,0) S, где S — шаг нарезаемой резьбы. Машинные метчики изготовляют с коротким заборным конусом, равным (1,5–2) S.
Передние углы метчиков выбирают в зависимости от обрабатываемого материала по следующим данным:
- для стали мягкой γ = 12–15°;
- стали средней твердости γ = 8–10°;
- стали твердой γ = 5°;
- чугуна и бронзы γ = 0–5°;
- легких сплавов γ = 25–30° (рис. 1, в).
Хвостовая часть метчика предназначена для закрепления его в воротке или патроне и для передачи крутящего момента.
Ручные метчики выпускаются комплектами. В комплект входят три метчика, которые делят по назначению на черновой, средний и чистовой. Черновой нарезает резьбу, снимая при этом до 60% металла; средний дает более точную резьбу, снимая до 30% металла; третий (чистовой) метчик производит окончательное нарезание и калибровку резьбы, снимая до 10% металла.
Для нарезания трубных и мелких метрических резьб используют комплект из двух метчиков.
Метчики в комплекте отличаются друг от друга профилем резьбы и длиной заборной части.
По конструкции режущей части различают два типа метчиков — цилиндрические и конические (рис. 2; а, б).
Рис. 2. Образование режущей поверхности в комплекте метчиков: а — цилиндрической конструкции, б — конической конструкции
При цилиндрической конструкции метчиков все три инструмента комплекта имеют разные диаметры. У чистового метчика полный профиль резьбы. Диаметр среднего метчика меньше нормального на 0,6 глубины нарезки, а диаметр чернового меньше диаметра резьбы на полную глубину нарезки.
Длину заборной части, учитывая распределение работы по нарезанию резьбы между тремя метчиками комплекта, устанавливают в соотношении 4:2:1. Таким образом, у чернового метчика длина заборной части равна 6–7 ниткам, у среднего — 3– 3,5 и у чистового — 1,5–2 ниткам.
Цилиндрическая конструкция метчика обеспечивает срезание вершинами зубьев стружки в виде широких площадок.
При конической конструкции метчиков все три инструмента комплекта имеют одинаковый диаметр и полный профиль резьбы с различной длиной заборных частей.
Резьба в пределах заборной части делается конической и дополнительно срезается по вершинам зубьев на конус.
У конических метчиков заборная часть равна: у чернового метчика – всей длине рабочей части, у среднего – половине этой длины, у чистового – двум ниткам.
Конические метчики применяются обычно при нарезании сквозных отверстий. Глухие отверстия нарезаются цилиндрическими метчиками.
Задняя (затылочная) поверхность (рис. 1, в) режущих зубьев затылуется по спирали, что позволяет сохранять постоянный профиль зубьев после их переточек.
Воротки и клуппы. Нарезание резьбы ручными метчиками осуществляется с помощью воротков, которые надеваются на квадратные концы хвостовиков.
Наиболее распространенными являются простые двухсторонние воротки (рис. 3).
Рис. 3. Двухсторонний вороток: а, а1, а2 — отверстия под хвостовики метчиков
Универсальные воротки (рис. 4) представляют собой рамку 1 с двумя сухарями — подвижным 3 и неподвижным 4, образующими квадратное отверстие. Одна из рукояток 2 заканчивается винтом для зажима квадрата метчика.
Рис. 4. Универсальный вороток: а — отверстие под хвостовик метчика
Другое исполнение универсального воротка приведено на рис. 5. Этот вороток позволяет работать с метчиками, размеры квадратов которых колеблются от 5х5 до 25х25 мм.
Рис. 5. Универсальный вороток
Круглые плашки используют для нарезания крепежных резьб на болтах, винтах и шпильках при работе вручную и на станках (револьверных, автоматах и т.д.).
Круглая плашка на каждом зубе 2 (рис. 6, а) имеет заднюю 1 и переднюю 5 поверхности, спинку зуба 3 и режущую кромку 6, образуемую стружечным отверстием 4. Круглая плашка имеет режущую и направляющую части длинами соответственно l1 и l2 (рис. 6, б). Длина режущей части равна полутора ниткам резьбы, а толщина плашки — семи-восьми ниткам.
Рис. 6. Конструктивные элементы (а), основные части (б) и формы стружечных отверстий (в) круглой плашки
Передние углы принимают для твердых обрабатываемых материалов γ = 10–12°; для материалов средней твердости γ = 15–20°; для мягких материалов γ = 22–50°.
Плашки применяют (рис. 7) цельные (а), разрезные (б) и раздвижные.
Рис. 7. Плашки
Круглые и раздвижные плашки при ручном нарезании устанавливаются в специальных воротках и клуппах.
Воротки для круглых плашек выполнены рамкой, в отверстие которой помещается плашка (рис. 8).
Рис. 8. Вороток для круглой плашки
Удерживается плашка от провертывания тремя стопорными винтами (1, 2 и 3), конические концы которых входят в углубления на боковой поверхности плашки. Четвертый винт входит в разрез регулируемой плашки и фиксирует правильный размер резьбы.
Клуппы для раздвижных плашек (рис. 9, а) представляют собой косую рамку с двумя рукоятками. В центральном отверстии рамки с размерами А и С устанавливаются и центрируются раздвижные плашки. Установка раздвижных плашек на требуемый размер осуществляется с помощью нажимного винта 1, действующего на подвижную часть раздвижной плашки.
Клуппы для нарезания резьбы на трубах отличаются от обычных тем, что в прорези обоймы клуппа входят четыре стальные гребенки 2 (рис. 9, б).
Рис. 9. Клуппы: а — для раздвижных плашек; б — для нарезания резьбы на трубах
Повертыванием верхней рукоятки 1 можно сближать или раздвигать гребенки и благодаря этому применять один и тот же клупп для нарезания резьбы на трубах различных диаметров. Трубный клупп снабжается направляющими 3, которые регулируются так же, как и плашки, нижней рукояткой 4. Этим обеспечивается правильное положение клуппа на трубе при нарезании резьбы.
Нарезка резьбы метчиком
Деталь, в которой просверлено отверстие для внутренней резьбы, закрепляется в тиски так, чтобы фаска на отверстии находилась вверху. Ось отверстия должна расположиться строго перпендикулярно столу. Метчик надежно закрепляется в гнезде воротка и вертикально вводится в фаску отверстия заготовки. Держась обеими руками за ручки воротка, метчик прижимают к детали и вращают по часовой стрелке. Вращение производится плавно и равномерно с легким нажимом. Так делается два оборота вперед. Затем производится поворот на половину оборота назад (против часовой стрелки). В такой последовательности просверливается все отверстие.
При нарезании резьбы болт нужно закреплять.
При нарезке резьбы необходимо периодически охлаждать инструмент. Рекомендуется использовать следующие вещества: при работе с алюминием и его сплавами – керосин, с медью – скипидар, со стальными деталями – эмульсию. Для таких металлов, как бронза или чугун, охлаждающие смазки можно не применять.
Нарезку внутренней резьбы метчиком лучше всего производить комплектными метчиками. Вначале нарезается черновая резьба. Потом аналогично пропускают средний метчик, и только потом резьба окончательно формируется с помощью чистового. Исключение из процесса какого-либо метчика не приведет к заметному ускорению процесса, но значительно ухудшит качество работы.
Основные правила нарезки
Внутренняя резьба метчиком должна делаться с обязательным соблюдением определенных правил. В случае нарезания в длинных отверстиях, в глухих отверстиях, в алюминии или меди, метчик нужно временами извлекать наружу, а отверстие тщательно прочищать от частиц металла.
Нарезку рекомендуется производить полным комплектом устройства. Средний и чистовой вначале проворачиваются в отверстии вручную без закрепления в воротке и только после этого закрепляются в нем и прогоняются с легким усилием. Резьба внутри глухих отверстий нарезается длиной, большей расчетной длины резьбы на длину режущего участка метчика.
Введение метчика в отверстие необходимо тщательно контролировать по вертикали.
Через каждые три оборота воротка следует проверять вертикальность угольником.
Обязательно используется охлаждающая жидкость.
При нарезке могут возникнуть характерные дефекты, за появлением которых необходимо пристально следить. Шероховатая или неравномерная резьба появляется при недостаточном охлаждении или перекосе метчика. Неполное формирование профиля может проявиться при неправильном просверливании отверстия. По той же причине могут происходить перекосы направления и поломки инструмента.
Конструктивные особенности инструмента
Если необходимо нарезать резьбу, перед этим нужно разобраться с тем, какие виды метчиков могут встретиться в строительном магазине:
- Выделяются прямые, винтовые приспособления. Отдельной группой являются стержни цилиндрической формы, на которых нарезаются специальные канавки для вывода металлической стружки из отверстия.
- Еще одно разделение по конструкции — универсальные, комплектные инструменты. Первые вариант представляет собой метчики, рабочая часть которых разделена на три зоны. Они нужны для последовательного проведения грубой, средней, финишной обработки внутренней части отверстия. Второй вариант представляет собой комплекты металлических цилиндров, каждый из которых отвечает за свой тип нарезания резьбы.
Для получения более качественного соединения, нужно выбирать комплект метчиков. Отдельные приспособления позволяют более точнее обрабатывать металл, менее уязвимы к большому усилию. Отличаются надежностью, долговечностью, высокой точностью.