Технические данные
- Шарико-винтовые передачи, pdf, англ., объем -4,41 Мб:
- Инструкция к ШВП, pdf-файл, объем-209 кб:
Компания SNR производит катаные и шлифованные шарико-винтовые передачи (ШВП). Большой выбор гаек, вариантов обработки и обширные технические знания позволяют нам конструировать шарико-винтовые пары в соответствии со специальными запросами наших клиентов.
Шарико-витовые передачи находят свое применение в самых разных отраслях, таких как металлообрабатка, обработка дерева, авиастроение, автоматические линии сборки, производство полупроводников.
Изменение и допустимое отклонение хода
Классы точности шариковинтовых пар определяются в соответствии с ISO 3408. Точность определяет максимально допустимое отклонение хода шарико-винтовой передачи за полезный ход lu. Для классов точности t7-t10 среднее отклонение на ходе 300 мм в любой части резьбы.
lu — полезный ход — это ход плюс длина шариковой гайки le — выбег – это осевой ход за пределами полезного хода , служащий для безопасности. Ограниченный ход и допустимые отклонения жесткости для полезного хода не используются. lo – номинальный ход – это осевой ход номинальный шаг, умноженный на число поворотов вращения шариковой гайки относительно шпинделя C – корректировка полезного хода, определяемая пользователем. Разница между полезным и действительным ходом определяется пользователем (стандарт с=0) ep – верхние и нижние лимиты действительного хода формируют области точности для среднего хода Vup – допустимое отклонение полезного хода выше полезного хода lu V300p — допустимое отклонение для длины хода 300 мм V2πp – допустимое отклонение за один оборот
Допустимые отклонения хода
| Длина винта lu, мм | Класс точности | ||||||||||
| T0 | T1 | T3 | T5 | T7 | T10 | ||||||
| от | до | ep | vu | ep | vu | ep | vu | ep | vu | ep | vu |
| 0 | 315 | 4 | 3.5 | 6 | 6 | 12 | 12 | 23 | 23 | 52 мкм / 300 мм | 210 мкм / 300 мм |
| 315 | 400 | 5 | 3.5 | 7 | 6 | 13 | 12 | 25 | 25 | ||
| 400 | 500 | 6 | 4 | 8 | 7 | 15 | 13 | 27 | 26 | ||
| 500 | 630 | 6 | 4 | 9 | 7 | 16 | 14 | 32 | 29 | ||
| 630 | 800 | 7 | 5 | 10 | 8 | 18 | 16 | 36 | 31 | ||
| 800 | 1000 | 8 | 6 | 11 | 9 | 21 | 17 | 40 | 34 | ||
| 1000 | 1250 | 9 | 6 | 13 | 10 | 24 | 19 | 47 | 39 | ||
| 1250 | 1600 | 11 | 7 | 15 | 11 | 29 | 22 | 55 | 44 | ||
| 1600 | 2000 | — | — | 18 | 13 | 35 | 25 | 65 | 51 | ||
| 2000 | 2500 | — | — | 22 | 15 | 41 | 29 | 78 | 59 | ||
| 2500 | 3150 | — | — | 26 | 17 | 50 | 34 | 96 | 69 | ||
| 3150 | 4000 | — | — | 32 | 21 | 62 | 41 | 115 | 82 | ||
| 4000 | 5000 | — | — | — | — | 76 | 49 | 140 | 99 | ||
| 5000 | 6300 | — | — | — | — | — | — | 170 | 119 | ||
Допуск для изменения хода внутри интервала 300 мм(международные стандарты)
| Класс точности | T0 | T1 | T3 | T5 | T7 | T10 |
| e300 DIN, ISO | 3.5 | 6 | 12 | 23 | 52 | 210 |
| e300 JIS B 1192 | 3.5 | 5 | 8 | 18 | 50 | 210 |
| e2π | 3 | 4 | 6 | 8 | — | — |
Назначение шарико-винтовых пар
Конструкция шарико-винтовой передачи
Все виды ШВП для станков с ЧПУ предназначены для преобразования вращательного движения в поступательное. Конструктивно состоят из корпуса и ходового винта. Отличаются друг от друга размерами и техническими характеристиками.
Основным требованием является минимизация трения во время работы. Для этого поверхность комплектующих проходит процесс тщательной шлифовки. В результате этого во время движения ходового винта не происходит резких скачков его положения относительно корпуса с подшипниками.
Дополнительно для достижения плавного хода применяется не трение скольжение относительно штифта и корпуса, а качение. Для получения этого эффекта применяется принцип шариковых подшипников. Подобная схема увеличивает перегрузочные характеристики ШВП для станков с ЧПУ, значительно повышает КПД.
Основные компоненты шарико-винтовой передачи:
- ходовой винт. Предназначен для преобразования вращательного движения в поступательное. На его поверхности формируется резьба, основная характеристика — ее шаг;
- корпус. Во время движения ходового винта происходит смещение. На корпус могут устанавливаться различные компоненты станка: фрезы, сверла и т.д.;
- шарики и вкладыши. Необходимы для плавного хода корпуса относительно оси ходового винта.
Несмотря на все преимущества подобной конструкции шарико-винтовые передачи для ЧПУ применяются только для средних и малых станков. Это связано с возможностью прогиба винта при расположении корпуса в его средней части. В настоящее время максимально допустимая длина составляет 1,5 м.
Аналогичными свойствами обладает передача винт-гайка. Однако это схема характеризуется быстрым износом комплектующих из-за их постоянного трения между собой.
Рабочее испытание и испытание на опорную прочность в соответствии с ISO 3408-3
Измерение радиального биения t5 наружного диаметра вала на отрезке l5 для определения прямолинейности по отношению к АА’
| Номинальный диаметр d0в мм | I5 | t5p в мкм/интервал I5 | ||||||
| класс точности | ||||||||
| от | до | 0 | 1 | 3 | 5 | 7 | 10 | |
| 6 | 12 | 80 | 16 | 20 | 25 | 32 | 40 | 80 |
| 12 | 25 | 160 | ||||||
| 25 | 50 | 315 | ||||||
| 50 | 100 | 630 | ||||||
| 100 | 200 | 1250 | ||||||
| Номинальный диаметр I1/d0 | t5max в мкм/I1>4*15 | ||||||
| От | до | 0 | 1 | 3 | 5 | 7 | 10 |
| — | 40 | 32 | 40 | 50 | 64 | 80 | 160 |
| 40 | 60 | 48 | 60 | 75 | 96 | 120 | 240 |
| 60 | 80 | 80 | 100 | 125 | 160 | 200 | 400 |
| 80 | 100 | 128 | 160 | 200 | 256 | 320 | 640 |
Измерение радиального биения t6.1 опорных цапф по отношению к АА’ при l6≤l. Для длины l6>l должно выполняться условие
| Номинальный диаметр d0в мм | l в мм | t6.1p в мкм/интервал l | ||||||
| класс точности | ||||||||
| от | до | 1 | 3 | 5 | 7 | 10 | ||
| 6 | 20 | 80 | 10 | 12 | 20 | 40 | 63 | |
| 20 | 50 | 125 | 12 | 16 | 25 | 50 | 80 | |
| 50 | 125 | 200 | 16 | 20 | 32 | 63 | 100 | |
| 125 | 200 | 315 | — | 25 | 40 | 80 | 125 | |
Измерение радиального биения t7.1 концевых цапф винта по отношению к опорным цапфам для l7≤l. Для длины l7>l примиенимо
| Номинальный диаметр d0в мм | l в мм | t7.1p в мкм/интервал l | ||||||
| класс точности | ||||||||
| от | до | 1 | 3 | 5 | 7 | 10 | ||
| 6 | 20 | 80 | 5 | 6 | 8 | 12 | 16 | |
| 20 | 50 | 125 | 6 | 8 | 10 | 16 | 20 | |
| 50 | 125 | 200 | 8 | 10 | 12 | 20 | 25 | |
| 125 | 200 | 315 | — | 12 | 16 | 25 | 32 | |
Торцевое биение t8.1 заплечника опорной цапфы винта по отношению к опорной цапфе.
| Номинальный диаметр d0в мм | t8.1p в мкм | |||||
| класс точности | ||||||
| от | до | 1 | 3 | 5 | 7 | 10 |
| 6 | 63 | 3 | 4 | 5 | 6 | 10 |
| 63 | 125 | 4 | 5 | 6 | 8 | 12 |
| 125 | 200 | — | 6 | 8 | 10 | 16 |
Торцевое биение t9 опорной поверхности гайки по отношению к АА’ (только для шариковых гаек с предварительным натягом)
| Диаметр фланца D2в мм | t9p в мкм | ||||||
| класс точности | |||||||
| от | до | 0 | 1 | 3 | 5 | 7 | 10 |
| 16 | 32 | 8 | 10 | 12 | 16 | 20 | — |
| 32 | 63 | 10 | 12 | 16 | 20 | 25 | — |
| 63 | 125 | 12 | 16 | 20 | 25 | 32 | — |
| 125 | 250 | 16 | 20 | 25 | 32 | 40 | — |
| 250 | 500 | — | — | 32 | 40 | 50 | — |
Радиальное биение t10p наружного диаметра гайки по отношению к АА’ (только для шариковых гаек с предвариетльным натягом)
| Диаметр фланца D2в мм | t10p в мкм | ||||||
| класс точности | |||||||
| от | до | 0 | 1 | 3 | 5 | 7 | 10 |
| 16 | 32 | 8 | 10 | 12 | 16 | 20 | — |
| 32 | 63 | 10 | 12 | 16 | 20 | 25 | — |
| 63 | 125 | 12 | 16 | 20 | 25 | 32 | — |
| 125 | 250 | 16 | 20 | 25 | 32 | 40 | — |
| 250 | 500 | — | — | 32 | 40 | 50 | — |
Изменение параллельности t11 цилиндрической гайки относительно АА’ (только для шариковых гаек с предварительным натягом)
| t11p в мкм на 100 мм (кумулятивный) класс точности | |||||
| 0 | 1 | 3 | 5 | 7 | 10 |
| 14 | 16 | 20 | 25 | 32 | — |
Испытания на соответствие техническим условиям 3408-3
Измерение тормозного момента на нагружающем Δ Tp
Тормозной момент через нагружающий Tpr
Момент шарикового винта , который требуется чтобы повернуть для поворота шариковой гайки против винта (или наоборот) без внешней нагрузки. Возможные моменты трения из-за уплотняющего элемента не берутся во внимание.
Совокупный тормозной момент Tt
Момент который требуется чтобы повернуть шариковую гайку против шарикового винта (или наоборот) без внешней нагрузки, включая момент трения уплотняющих элементов
Вариация момента
Значение колебаний предварительно определенного тормозного момента под предварительной нагрузкой. Положительное или отрицательное значение относительно среднего момента
Метод измерений
Предварительный натяг генерирует динамический момент трения между гайкой и резьбой в шарико-винтовой паре. Это измеряется путем перемещения шпинделя с резьбой на постоянной скорости, в то время как гайка удерживается специальным блокирующим устройством. Измеренная сила F используется для подсчета тормозного момента шпинделя с резьбой.
| Средний крутящий момент Tp0 [Нм] | Общая длина [мм] | |||||||||||||
| До 4000 | От 4000 до 10000 | |||||||||||||
| 40 | (Длина резьбовой части/диаметр винта)≤40 | — | ||||||||||||
| ΔTpp (в % до Tp0) класс точности | ΔTpp (в % до Tp0) класс точности | ΔTpp (в % до Tp0) класс точности | ||||||||||||
| от | до | 0 | 1 | 3 | 5 | 7 | 0 | 1 | 3 | 5 | 7 | 3 | 5 | 7 |
| 0.2 | 0.4 | ± 30 % | ± 35 % | ± 40 % | ± 50 % | — | ± 40 % | ± 40 % | ± 50 % | ± 60 % | — | — | — | — |
| 0.4 | 0.6 | ± 25 % | ± 30 % | ± 35 % | ± 40 % | — | ± 35 % | ± 35 % | ± 40 % | ± 45 % | — | — | — | — |
| 0.6 | 1.0 | ± 20 % | ± 25 % | ± 30 % | ± 35 % | ± 40 % | ± 30 % | ± 30 % | ± 35 % | ± 40 % | ± 45 % | ± 40 % | ± 45 % | ± 50 % |
| 1.0 | 2.5 | ± 15 % | ± 20 % | ± 25 % | ± 30 % | ± 35 % | ± 25 % | ± 25 % | ± 30 % | ± 35 % | ± 40 % | ± 35 % | ± 40 % | ± 45 % |
| 2.5 | 6.3 | ± 10 % | ± 15 % | ± 20 % | ± 25 % | ± 30 % | ± 20 % | ± 20 % | ± 25 % | ± 30 % | ± 35 % | ± 30 % | ± 35 % | ± 40 % |
| 6.3 | 10 | — | — | ± 15 % | ± 20 % | ± 30 % | — | — | ± 20 % | ± 25 % | ± 35 % | ± 25 % | ± 30 % | ± 35 % |
Осевой зазор и натяг
Через натяг устраняется зазор шарикового винта и увеличивается жесткость. Более того, точность позиционирования шарико-винтовой передачи также улучшается. Натяг одинарной гайки достигается установкой шариков выбранных размеров. Натяг двойной гайки создается натяжением двух гаек друг против друга.
Таблица 1 Сочетание осевого зазора и натяга
| Символ | 0 | 1 | 2 | 3 | 4 |
| Осевой зазор | да | нет | нет | нет | нет |
| Натяг | нет | нет | легкий | средний | высокий |
| % от динамичной максимально допустимой нагрузки | — | — | ~3 | ~5 | ~7 |
Таблица 2
| CI | SK | SC | DC | SU | DU | SE | |
| 0 | * | * | * | * | * | * | * |
| 1 | * | * | * | * | * | * | * |
| 2 | * | * | * | * | * | ||
| 3 | * | * | |||||
| 4 | * | * |
Сочетание осевого зазора 0
Таблица 3
| Диаметр шпинделя | Осевой зазор завернутого шарикового винта |
| 04-14 | 0.05 |
| 15-40 | 0.08 |
| 50-100 | 0.12 |
Центровка ШВП, несоосность и приложение нагрузки
Точное совмещение крепления шейки шарико-винтовой передачи с шариковой гайкой необходимо для длительного срока службы и точности позиционирования. Радиальные, изгибающие или опрокидывающие нагрузки, прикладываемые к ШВП, сокращают срок службы узла и его упорных подшипников. Радиальное смещение шарико-винтовой передачи приводит к увеличению крутящего момента по мере приближения шариковой гайки к опорам подшипника. Изгибающие или опрокидывающие нагрузки вызывают грубую работу и шум. Радиальные, изгибающие или переворачивающие нагрузки отрицательно влияют на точность позиционирования.
Неправильная регулировка следующего приведет к перегрузке шарико-винтовой передачи и гайки в сборе и будет способствовать отказу шарико-винтовой передачи и низкой точности позиционирования.
Критическая скорость вращения шарикового винта
Как и у любого торсионного вала, у шарикового винта есть критическая скорость, которая является гармоническим колебанием. Постоянное вращение шарикового винта в диапазоне критической скорости сократит период эксплуатации, и может повлиять на производительность машины. Критическая скорость является функциональной зависимостью диаметра, длины шарикового винта и конфигурации монтажа. Осевой зазор гайки не оказывает влияние на критическую скорость nk.
Операционная скорость не должна превышать 80% от критической скорости. Формула ниже для подсчета допустимой скорости nkzyl учитывает этот фактор безопасности 0,8.
,где Nk – критическая скорость (число оборотов в минуту) Nkzyl – рабочая скорость вращения (число оборотов в минуту) α – фактор безопасности (=0,8) E – модуль эластичности (E=2,06*105 Н/мм2) l – геометрический момент инерции (мм2) d2 – диаметр стержня шарикового винта (мм) γ – специфическая плотность материала (7,6*10 -5 Н/мм3) g – постоянная величина земной гравитации (9,8*10 3 мм/с2) А – поперечное сечение шарикового винта (мм2) lk – неподдерживаемая длина между двумя корпусами f – фактор коррекции по монтажу
| Плавающий – плавающий | λ=3.14 | f=9.7 |
| Жесткий — плавающий | λ=3.927 | f=15.1 |
| Жесткий — жесткий | λ=4.730 | f=21.9 |
| Жесткий — свободный | λ=1.875 | f=3.4 |
Максимально допустимая скорость шарикового винта ограничена.
Для гаек SC/DC d0*nkzyl≤120 000
Для гаек CI, SK, SU/DU, SE d0*nkzyl≤90 000 , где d0 — центральный диаметр шпинделя,мм
Пожалуйста, свяжитесь с нашими инженерами, если требуемая скорость превышает DN, или если шариковый винт используется на более высоких скоростях.
КАК РАБОТАЕТ ШВП?
Шарико-винтовая передача в сборе
Узел шарико-винтовой передачи состоит из винта и гайки, каждая из которых имеет соответствующие винтовые канавки, и шариков, которые катятся между этими канавками, обеспечивая единственный контакт между гайкой и винтом. При вращении винта или гайки шарики отклоняются дефлектором в систему возврата шариков гайки, и они проходят через систему возврата к противоположному концу шариковой гайки по непрерывному пути. Затем шарики выходят из системы возврата шариков в дорожки качения ШВП и гайки, чтобы рециркулировать в замкнутом контуре.
Узел шариковой гайки
Шариковая гайка определяет нагрузку и срок службы шарико-винтовой передачи. Отношение количества резьбы в контуре шариковой гайки к количеству резьбы шарико-винтовой передачи определяет, насколько раньше шариковая гайка достигнет усталостного разрушения (износа), чем шарико-винтовая передача.
Шариковые гайки изготавливаются с двумя типами систем возврата шара.
(а) Внешняя система возврата шарика. В системе возврата этого типа шар возвращается к противоположному концу контура через трубку возврата шара, которая выступает над внешним диаметром шариковой гайки.
Внешняя система возврата шарика
(b) Внутренняя система возврата шара (существует несколько вариантов системы возврата этого типа) Шарик возвращается через стенку гайки или вдоль нее, но ниже внешнего диаметра.
Пример (1): У некоторых производителей есть схемы с одним оборотом, в которых шарики вынуждены перевыливаться через гребень резьбы на винте системой возврата. Это известно как система внутреннего возврата с перекрестным дефлектором. В шаровых гайках с перекрестным дефлектором шарики совершают только один оборот вала, и цепь замыкается шаровым дефлектором (B) в гайке (C), позволяя шарику проходить между соседними канавками в точках ( А) и (D).
Схем с одним оборотом
Пример (2): Внутренняя система возврата шара.
Внутренняя система возврата шара в ШВП
В системе возврата этого типа шар возвращается к противоположному концу контура через стенку гайки или вдоль нее, но ниже внешнего диаметра через V-образный колпачок.
Пример (3): тангенциальная система внутреннего возврата шара.
Тангенциальная система внутреннего возврата шара в ШВП
Для работы на высоких скоростях или высоких нагрузках используется система тангенциального шарикового возврата. Это обеспечивает очень плавный поток шариков на любой скорости в ограниченном пространстве. Это очень прочная система возврата шара, которая также используется в решениях с высокими нагрузками.
D. Узел вращающейся шариковой гайки
Когда длинная шарико-винтовая передача вращается с высокой скоростью, она может начать вибрировать, как только коэффициент гибкости достигнет естественной гармоники для этого размера вала. Это называется критической скоростью и может сильно сказаться на сроке службы ШВП. Безопасная рабочая скорость не должна превышать 80% критической скорости винта.
Тем не менее, для некоторых задач требуются валы большей длины и высокие скорости. Вот где нужна вращающаяся шариковая гайка. Как правило для этого изготавливаются специальные системы ШВП.
Допустимая осевая нагрузка для винта (продольная устойчивость)
Как и другие винты, шариковые винты выдерживают ограниченную осевую нагрузку. Если нагрузка превышает максимально допустимые показатели,это приводит к повреждению винта. Допустимое осевое сжатие является функциональной зависимостью длины, диаметра и типа монтажа винта. Максимальная сжимающая нагрузка должна составлять 50% и менее от теоретически допустимой нагрузки. Расчет с использованием формулы, представленной ниже,учитывает этот фактор безопасности.
, где Fk – теоретическая максимально допустимая осевая нагрузка Fkzyl — максимально допустимая рабочая осевая нагрузка α — Фактор безопасности (=0,5) E – модуль эластичности ( E=2,06*10 5 Н/мм2) l – геометрический момент инерции l= d2 – диаметр стержня шарикового винта (мм) lk — длина без опоры m,N фактор связанный с
| Плавающий — плавающий | m=5.1 | N=1 |
| Жесткий — плавающий | m=10.2 | N=2 |
| Жесткий — жесткий | m=20.3 | N=4 |
| Жесткий — свободный | m=1.3 | N=0.25 |
Основы расчета
Средняя скорость вращения и средняя нагрузка
Если скорость и нагрузка изменяются, расчет срока эксплуатации должен производиться с использованием средних значений Fm и nm
Для средней скорости вращения nm, в случае изменений скорости, применяются следующие формулы:
гдe nm – средняя скорость, q – доля времени
Для средней нагрузки Fm, в случае изменения нагрузки, используется следующая формула:
, где Fm – средняя нагрузка q – доля хода или времени при постоянной скорости
Для средней нагрузки Fm, если изменяется скорость вращения и нагрузка, применяется формула:
где Fm – средняя нагрузка q – доля времени nm – средняя скорость.
Номинальный ресурс
Ресурс L, выраженный в числе оборотов:
L – ресурс, Fm средняя нагрзука, Сa – динамическая нагрузка
Ресурс, выраженный в часах Lh
Lh – ресурс в часах L – ресурс в оборотах nm – средняя скорость вращения(число оборотов в минуту) ED – операционное время (%)
Приводной момент двигателя и внешняя сила
Приводной момент Mta Для преобразования вращательного движения в возвратно-поступательное:
Приводной момент Mte для преобразования возвратно-поступательного движения во вращательное
где Mta – приводной момент (Нм) Mte – момент сопротивления (Нм) F – рабочая нагрузка (кН) P – шаг (мм) η – КПД (около 0,9) η’ – КПД (около 0,8)
При использовании двойных гаек с предварительным натягом необходимо учитывать крутящий момент холостого хода:
Приводная мощность Pa
Pa – приводная мощность Mta – приводной момент n – скорость вращения
Шарико-винтовая передача SFU1605 из Китая: собираем большой ЧПУ фрезер
Обзор на специфический товар: комплекта ШВП типа SFU1605-1000 в качестве элементов передач ЧПУ станка. В обзоре будет краткая информация о том, что такое ШВП и как ее применять Собственно говоря, при попытке рассчитать и построить любительский ЧПУ станок (фрезер) своими силами столкнулся с тем, что у нас либо дорогие комплектующие для станков, либо не совсем то, что нужно. А конкретно, была проблема с приобретением ходового винта или ШВП в качестве элементов передачи по осям станка.
Существуют следующие типы передач для ЧПУ:
- ременные
применяются вместе с шестернями в основном для лазеров, так как у лазера легкая «головка» - зубчатые
. Это прямозубые или косозубые зубчатые рейки и шестерни для перемещения по ним - ходовые винты
бывают типа Т8 (в основном используются в 3Д принтерах и других малогабаритных станках), типа TRR, например TRR12-3 с POM-гайкой (пластиковой). - шарико-винтовые передачи
— это винт и гайка к нему. В гайке есть специальные подшипники, которые перемещаются по каналу внутри гайки.
Как правило, выбирают с учетом нагруженности (масса передвигаемого портала/оси) и влиянию люфта. В ШВП люфт меньше за счет подшипников, они считаются точнее и предпочтительнее, но при этом достаточно дороги для самоделок.
Цитата с Вики:
Винтовая передача — механическая передача, преобразующая вращательное движение в поступательное, или наоборот. В общем случае она состоит из винта и гайки….
один из основных типов: шариковинтовая передача качения (ШВП).
Шарико-винтовая передача
(далее ШВП) — это более надежный аналог ходового винта, но вместо латунной гайки (или пластиковой как для винтов типа TRR-12-3, как у меня на старом проекте) предназначена специальная гайка с шариками, которые входят в зацепление с винтом ШВП, выбирают весь люфт и одновременно снижают трение. Для самостоятельной сборки станка ЧПУ или 3Д принтера на ШВП потребуется винт ШВП, гайка к нему, муфта крепления к двигателю и подвесные подшипники.
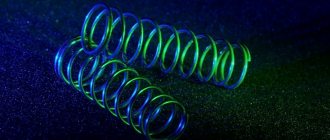
Вот небольшой рендер из интернета. Хорошо видно, как шарики распределены по винту. Аналогично Т8, винт ШВП имеет резьбу в несколько заходов.
Для станка ЧПУ нужно было для оси Y два комплекта ШВП на 1000 мм, и для X оси: 600 мм. ШВП получил курьерской почтой. Это не дорогой вариант, учитывая вес посылки (около 8 кг).
Упаковка представляет собой длинную узкую коробку, внутри картонной упаковки есть упаковка типа синтетического мешка, очень прочный материал. Аккуратно распаковываем. Внутри всем знакомая bubble-wrap, то есть пупырчатая пленка, которая защищает товар от механических воздействий.
Убираем пленку. В посылке было три комплекта ШВП: винт+гайка, разного размера. Два комплекта предназначены для перемещения портала станка по оси Y, третий короткий комплект для оси X.
Все комплекты завернуты в ингибиторную зеленую пленку, которая препятствует попаданию влаги. Плюс присутствует изрядное количество смазки на поверхности товара.
В этом комплекте я доплачивал за оконцовку одного комплекта на 600 мм (так вышло дешевле). Оконцовку (machined) заказывал отдельно у этого же продавца (у него есть такая услуга в каталоге), стоило по 1 баксу за каждый конец винта. Хороший вариант для тех, кто берет винты в конкретный размер.
Вот что представляет собой «оконцовка». Это обтачивание винта 16.05 мм до диаметра 12 мм для установки в подвесной подшипник, далее резьбовая часть для фиксации винта, затем обтачивание до 10мм для зажимания конца в эластичную муфту двигателя
Посылка дошла в целости и сохранности, курьерская доставка это не почта России. Прикладывал линейку в разных местах, чтобы найти искривление. Не нашел, ШВП ровные. Остальное покажет установка и использование.
Фото резьбовой части винтов
Внешний вид комплектов
И еще. Гайки пришли уже накрученные на винт… Шарики засыпаны внутри, есть смазка. Просите при заказе запасные шарики, хотя бы несколько.
Далее начинаем проверять размеры винтов. Короткий на 600 мм. То есть в эти 600 входит резьбовая часть с обоих сторон. Реальный ход по осям станка получится меньше. Обратите внимание
, что в лоте размер указан для винта ШВП вместе с резьбой и обточенными концами, то есть рабочий ход по ШВП будет меньше, чем ее длина! А конкретно на 65 мм меньше.
Второй и третий винты ШВП на 1000 мм
Диаметры резьбовой части соответственно 1605
посадочные места под подшипники BK12 и BF12 10 и 12 мм соответственно.
И с другой стороны под подшипник. Диаметр самой гайки SFU1605 равен 28 мм.
Если снять с гайки пластиковую заглушку, то можно обслужить ШВП, смазать или поменять шарики. Проверяю, что все в наличии))))
Собственно говоря, можно снять гайку, протереть ее, заново смазать ее, загрузить шарики обратно. Пластиковая крышка крепится потайным винтом под шестигранник 2.5 (его видно вверху).
Для установки ШВП в станок потребуются подвесные подшипники типа BK12+BF12 (прямые) или FK12+FF12 (фланцевые), эластичная муфта 6.35*10mm для подключения к двигателю типа NEMA23 с одной стороны (6.35мм) и к концу ШВП с другой (10 мм).
Внешний вид комплекта оси в сборе: подшипники BK12, BF12, стопорное кольцо, гайка для фиксации винта, держатель гайки SFU1605, муфта для двигателя и сам винт с гайкой.
Размеры ШВП для тех, кто собирается приобрести или проектирует механику станка
И отдельно для SFU1605
Внешний вид гайки SFU1605
Внешний вид подшипников BK12+BF12 (слева) и подшипников с фланцем FK12+FF12 (справа). Отличаются способом установки на раму.
Гайка ШВП крепится через специальный корпус-переходник. Держатель для гайки SFU1605, алюминиевый
Для монтажа на одну ось (у меня по две на ось для Y стоит) потребуется:
- 1 x винт SFU1605-1000mm;
- 1 x подшипник BK12;
- 1 х подшипник BF12;
- 1 x муфта двигателя 6.35x10mm
- 1 x стопорное кольцо
- 1 x гайка.
В сборе это выглядит следующим образом:
Через отверстия на подшипнике крепим на профиль/раму станка. Для подшипников FK12/FF12 все аналогично, только крепить из надо фланцем к отверстию под ШВП. Смысл не меняется.
Теперь немного видео, поясняющего принцип работы ШВП. Обратите внимание на перемещение шариков (по встроенному каналу внутри гайки).
А вот так происходит накатка резьбы на винты ШВП Обработка концов винта ШВП (то, что я называл «machined»). У нас за такую операцию просят 600….1000р, в Китае $1.
Следующие фотографии дают общее представление о использовании ШВП в конструкции станка ЧПУ.
Вот фото самодельного станка, в котором ШВП зафиксированна неподвижно, а вращается гайка с помощью ременного привода и шестерни
В итоге, ШВП является более дорогим и надежным вариантом передач для станков, подходит для перемещения тяжелых порталов с высокой точностью. В зависимости от веса и конструкции станка можно применять SFU1205, SFU1605/1610, SFU2005/ 2010 или еще более массивную SFU2505/2510.
Надеюсь, информация была полезная для вас. Ссылка на магазин CNA Mechanical Parts Ссылка на более дешевый вариант — ШВП SFU1204 Ссылка на демократичный по стоимости вариант TRR-12-3 с пластиковой гайкой
Монтаж гайки на винт
В случае раздельной доставки шариковых винтов и шариковых гаек, монтаж винтов должен осуществить квалифицированный персонал. Шариковые гайки должны быть смонтированы только с помощью оправки. При этом можно использовать оправку, входящую в комплект поставки шарико-винтовой передачи. Необходимо выровнять начало винтовой резьбы, чтобы не повредить уплотнение и внутренние части гайки.
В соответствии со стандартом шариковые винты SNR доставляются с установленной гайкой. Демонтаж гайки и шпинделя не допускается(особенно для гаек с преднатягом).
Примечание:
Шлифованные шариковые винты с одинарной или двойной гайкой всегда доставляются с монтированной гайкой, как и катанные винты с двойной гайкой.
Монтаж производится следующим образом:
Навернуть гайку на резьбу с легким осевым нажимом. Затем завинтить гайку на всю длину винта. Снять оправку только когда гайка полностью будет навинчена. Закрепить гайку для предотвращения развинчивания. (использовать резиновую прокладку или зафиксировать опраку по направлению оси)
Важно:
Использовать только оригинальные шарики!
Что делать, если…
шарики слетели во время завинчивания гайки шарико-винтовой пары?
- Соберите шарики (гайка совместима только с оригинальными шариками) Мощность нагрузки обеспечена даже тогда, когда отсутствует два или три шарика
- Аккуратно почистите все компоненты
- Используйте оправку как монтажное приспособление
- Вставьте шарики обратно
- Начните с нижнего хода вращения. Вставьте шарики в окружность гайки, оправка предохраняет шарики от выпадания вовнутрь
Важно:
Не помещайте шарики в холостой ход между двумя дефлекторами.
Важность точности ШВП
Подобные передачи зачастую применяют в следующих отраслях:
- металлургической;
- текстильной;
- пищевой;
- авиастроительной;
- ракетостроительной;
- автомобилестроительной.
К примеру, фрезерные станки с автоматическим режимом работы предназначены для обработки заготовок и ее точность играет большую роль. Если оборудование неточно выполняет свой функционал, то это приводит к потерям ценных материалов, рабочего времени. В результате бизнес несет убытки.
С помощью шарико-винтовой передачи режущий инструмент движется вдоль заготовки, в процессе мощность двигателя преобразуется в силу резания. Благодаря шарико-винтовой паре шпиндель перемещается, а значит, от точности работы передачи зависит уровень качества обработки.
Востребованность шарико-винтовых пар объясняется их способностью обеспечивать:
- более жесткие допуски в сравнении с винтовыми узлами стандартного типа;
- работу с менее выраженным трением благодаря применению шариковых подшипников.
Для обеспечения приемлемого уровня точности для станочного оборудования с ЧПУ, требуется правильное проектирование и конструирование узлов. Люфт представляет собой зазор, расстояние, допустимое для смещения винта с гайкой по отношению друг к другу без взаимных вращений. Он, как правило, сводится к минимальному значению благодаря шарико-винтовой паре. В отличие от такого вида передачи традиционный винтовой узел, в котором есть любое свободное перемещение, может провоцировать несоответствие в скорости работы двигателя и шпинделя. Отставание шпинделя снижает точность работы фрезерных станков с ЧПУ. Это происходит по причине зависимости точности обработки заготовок от каждой детали, которая перемещается согласно запрограммированной траектории для инструмента.
Поскольку станки в отличии квалифицированных операторов с опытом не способны на распознавание люфтов, то и отреагировать надлежащим образом не могут. Но с хорошей конструкцией шарико-винтового узла люфт минимизируется либо устраняется совсем, что гарантированно обеспечивает автоматизированную обработку деталей высокой точности. Комбинация точной ШВП и автоматического рабочего режима оборудования с ЧПУ позволяет обрабатывать сотни заготовленных деталей в жестких границах допусков и при минимальном контроле в лице специалиста.