При выполнении ремонтных работ нередко возникает необходимость изменять конфигурацию труб с целью придания им требуемой формы. Получить такой результат можно только с помощью специального инструмента. Но приобретать устройство ради проведения лишь нескольких операций нецелесообразно. Тем не менее, позаботиться о наличии в арсенале трубогиба должен каждый мастер, поскольку выполнение гибки трубного изделия может потребоваться в самое неожиданное время.
В бытовых условиях и при небольших объемах работ используются трубогибы ручного типа
Общие сведения
Этот инструмент по своему устройству отличается рядом особенностей. Именно благодаря ним есть возможность гнуть трубы, в том числе металлические, без особых проблем, придавая тем заданный угловой радиус с затратой минимальных физических усилий. Подобное оборудование подразделяется на несколько видов:
- ручные трубогибы;
- трубогибы гидравлические. Модели данного типа тоже можно отнести к категории ручного инструментария;
- дорновые;
- пружинные.
Но существуют устройства и другого исполнения:
- электромеханические;
- сегментные;
- арбалетные.
Всем вышеуказанным инструментам присущи положительные и отрицательные качества, но каждый из них позволяет без значительных физических усилий и за короткое время выполнить гибку металлического трубного изделия с круглым сечением.
Самый простой вариант – зайти в ближайший специализированный магазин, в ассортименте которого присутствуют приспособления такого типа. Но человеку, имеющему опыт в изготовлении своими руками самых разнообразных устройств, под силу будет создать ручной трубогиб в домашних условиях.
Можно приобрести инструмент заводского исполнения, но вполне реально собрать его самостоятельно из подручных материалов
Гидравлические.
Гидравлический трубогиб является более эффективным. Он рассчитан на толстые трубы диаметром от 3 дюймов. Такой инструмент может быть мобильным или стационарным. Его стоимость выше, чем у ручных трубогибов. Это мощная установка, которая оснащается гидравлическим механизмом. Его наличие исключает нагрузку на руки оператора. Хотя данное оборудование и очень мощное, оно имеет сравнительно небольшой вес. Станки данного типа могут обрабатывать большие диаметры труб. Стандартная масса станков используемых для деформации тонких труб, применяемых для прокладки коммуникаций в домах, составляет около 50 кг. Трубогибы, которые используются для труб на 4 дюйма и больше, весят от 500 кг. Они массивные и занимают много пространства в мастерской. Их нельзя устанавливать под стеной, чтобы иметь место для зажатия длинномерных заготовок.
По принципу действия гидравлические трубогибы подобны автомобильным домкратам. Преимущества применения трубогибов этого типа заключается в том, что они обеспечивают плавную деформацию.
Трубогиб гидравлический STALEX MHPB-1А
Устройство. Принцип действия
Вид трубогиба во многом определяет его конструкцию. Однако в каждое устройство входит стандартный набор элементов. Ключевым рабочим компонентом является нажимная насадка (нажим), на который производится давление. В результате его воздействия угол изгиба трубы меняется.
Ручной трубогиб характеризуется конструкцией, включающей пружину с фиксатором, в то время как электрические устройства оснащаются электродвигателями. Нажим приводится в действие именно этими элементами.
Независимо от типа трубогиба, в состав агрегата входят несколько валов (шаблонов/роликов). Они выполняют функцию стабилизации и регулирования радиуса изгиба заготовки. Воздействие на трубу предполагает её предварительную фиксацию между нажимной пластиной и валами. Реализуемая величина изгиба регулируется положением валов. Например, если требуется сформировать острый угол, валы размещают близко к нажиму и один к другому.
Полезно знать! В самодельном трубогибе чаще всего такая возможность отсутствует по причине простоты конструкции.
Вид оборудования определяет и способ его воздействия на трубу. Методы бывают такими:
- вальцовка (прокатка). Здесь используются 3 подвижных вала. Радиус изгиба – величина производная от расположения опорных роликов по отношению к центральному валу, который тоже оказывает давление на трубу;
- воздействие на трубную заготовку штоком (арбалетный способ). В этом случае в качестве опоры служат два стационарных ролика, а трубу между ними гнёт шаблон на штоке;
- намотка. При намотке труба специальным зажимом прижимается к вращающемуся ролику. При этом ролик наматывает заготовку, протягивая её между собой и упором;
- обкатка. В этом методе трубогиб зажимает концы трубы, шаблон остаётся неподвижным, в то время как прижимной ролик, перемещаясь, сгибает заготовку.
Регулировать радиус изгиба трубы можно при помощи шаблонов разного диаметра
Следует отметить универсальность данного инструмента: с его помощью можно изгибать различные типы трубных изделий:
- водопроводные;
- газовые;
- котельные и др.
Сами же трубы могут быть изготовлены из:
- металлопластика;
- алюминия;
- меди;
- стали.
Единственное ограничение касается диаметра труб: значение этого параметра не должно превышать два дюйма.
Применение профилегиба
Сфера применения трубогибов и профилегибов – изготовление любых радиусных изделий из черного и цветного профиля. Оборудование используется в производстве:
- Арочных каркасов теплиц, беседок, остановок, навесов, других строительных элементов.
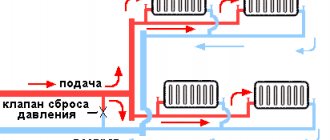
- Водяных нагревательных приборов: теплообменников, радиаторов, полотенцесушителей, изгибов отопительных и водопроводных труб.
- Декоративных элементов изгородей, мебели, элементов ландшафтного дизайна.
- Деталей станков, транспорта, машин, медицинских и спортивных тренажеров.
Профилегибы используются как в маленьких частных мастерских, так и крупных промышленных предприятиях.
Итак, как согнуть профильную трубу?
К работе на станке допускают персонал, прошедший обучение, ознакомленный с руководством пользователя и техникой безопасности. Работы выполняют в следующем порядке:
- Установка роликов, соответствующих размерам и форме профиля.
- Установка заготовки между валиками.
- Затяжка прижимного ролика.
- Выбор скорости подачи трубы.
- Гибка профиля.
Для сохранения формы детали и исключения деформации профиля гиб осуществляют в 2-3 прохода, постепенно затягивая прижимной ролик. Угол гиба контролируют измерительным инструментом.
Нюансы работы с ручным трубогибом
Рассмотрим особенности применения данного оборудования на примере его наиболее популярных типов.
Арбалетный трубогиб. Для домашних мастеров, столкнувшихся с необходимостью гнутья тонкостенных трубных изделий из латуни, алюминия и меди, или тонких труб из металлопластика такой инструмент – это оптимальный выбор. Он отлично подходит для работы с трубами, диаметр которых колеблется в диапазоне миллиметра. При этом, справиться с работой может любой человек, обладающий лишь базовыми техническими навыками.
Простота конструкции арбалетного трубогиба реализуется преобразованием усилия на ручке в силу нажатия на рычаг. Таким образом, сила сжатия ручки инструмента напрямую определяет угол загиба конечного продукта. Как показывает практика, для того, чтобы сформировать из трубы плавную, без деформаций дугу с углом изгиба 90 градусов, достаточно усилий одной мужской руки. Но здесь есть одно требование: чтобы исключить смятия либо разрывы стенок, необходимо правильно подобрать пуансон. Он должен соответствовать диаметру сгибаемой заготовки.
Простой арбалетный трубогиб подходит для работы с трубами диаметром до 32 мм
Ручной гидравлический трубогиб. Оборудование данного типа приходит на помощь, когда возможностей арбалетного трубогиба и одних только рук недостаточно. Устройство идеально подходит для металлических труб диаметром 12 ≤ D ≤ 100 миллиметров. Прежде, чем приступить к работе с ручным гидравлическим трубогибом, убедитесь в корректности позиционирования штока цилиндра. В данном случае он должен пребывать в нерабочем положении. То есть, чтобы подготовить агрегат эксплуатации, исполнителю нужно будет приподнять на пол-оборота винт перепускного клапана.
Обратите внимание! Перед работой необходимо расположить гидроцилиндр на горизонтальной ровной поверхности, а нижнюю траверсу зафиксировать.
Для подготовки гидравлического ручного трубогибочного станка к работе, берём гибочный башмак. Его маркировка должна соответствовать диаметру заготовки. Далее пристраиваем этот аксессуар к штоку гидроцилиндра с таким условием, чтобы пуансон принимал на штоке трубогиба горизонтальное положение. Установив гибочный сегмент, вставляем упоры в ближе всех расположенные к гидроцилиндру отверстия. Теперь ручной трубогиб готов к работе полностью.
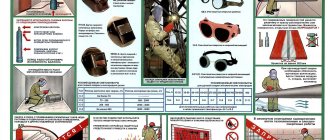
Меры безопасности при эксплуатации трубогиба
- Обратите внимание на то, что когда трубогибочная машина движется, корпус не может входить в зону поворота вращающегося рычага.
- Во время работы трубогиба весь персонал не должен входить в пространство вращающегося рычага и трубопроводной арматуры.
- В гидравлической системе трубогиба используется обычное гидравлическое масло YA-N32 (оригинальный номер 20). Обычно масло меняют один раз в год, одновременно с этим необходимо очищать фильтр.
- При регулировке трубогиба (или матрицы) регулировка должна производиться регулятором. Один человек настраивает машину запрещается, а другой работает на шкафу управления .
- При регулировке трубогиба или езде на порожнем автомобиле снимайте оправку.
- Давление гидравлической системы не должно превышать 14 МПа.
- При регулировке скорости цилиндра вручную вращающийся рычаг должен быть повернут более чем на 900 °. Скорость регулировки синхронна с линейной скоростью кромки поворотного колена. Запрещается толкать скорость больше, чем край вращающейся формы в ручном состоянии.
- Через некоторое время обычная машина должна проверить натяжение цепи и поддерживать ее эластичность и устойчивость.
- Автоматическая работа в режиме изгиба сердечника, возврат к прежнему изогнутому рычагу, оператор должен убедиться, что головка сердечника находится в трубе, или убедиться, что вал сердечника не блокируется при изгибе рычага назад, в противном случае головка сердечника или стержень сердечника могут быть изогнуты или сломан.
- После работы отключите электропитание, хорошенько поработайте по чистке и смазке.
Как подготовить трубы
Чтобы получить на гидравлическом трубогибе качественный результат, потребуется немного математики. Нужно принимать во внимание то, что такое достаточно мощное устройство способно повредить трубы. Касается это, прежде всего, изделий, характеризующихся следующим соотношением:
Sст/Dвн < 0,06 ,
где: Sст. – толщина стенки; Dвн.- внешний диаметр.
Например, для трубы 20 миллиметров со стенкой толщиной 2 миллиметра, это показатель равен 0,1,что вполне приемлемо. А вот такая же по диаметру тонкостенная (1 мм) труба по этому условию не подходит, поскольку соотношение равно 0,05. Если использовать ручной гидравлический трубогиб, без переломов и замятий стенок такого трубного изделия не обойдётся. Избежать этих неприятностей позволит набивка до краёв сухим и чистым песком с запаиванием трубы с обеих сторон.
Чтобы предотвратить заломы на тонкостенной трубе, ее набивают песком
И ещё один момент. Допустим, под предполагаемую к гибке заготовку у вас нет сегмента нужного размера, зато таковые имеются под большие диаметры. Решить данную проблему поможет установка дополнительной мягкой медной или алюминиевой вставки между сегментом и трубой. Её толщина вычисляется по следующей формуле:
Sвст = (Dпр.с.— Dт)/2 ,
где: Sвст. – толщина вставки; Dпр.с – диаметр проточки сегмента; Dт. — диаметр трубы.
Рассмотрим следующий пример. В наличии имеется сегмент, рассчитанный на трубы с сечением 26 мм, а устанавливаемая в трубогибочный ручной станок заготовка имеет диаметр 18 мм. Подставив в формулу эти данные, получим, что толщина пластины должна быть (26-18)/2 миллиметра.
Для ручных гидравлических трубогибов существуют также ограничения по минимально допустимому радиусу гибки – 4 диаметра трубы. То есть трубное изделие диаметром 20 миллиметров можно гнуть на минимальный радиус 80 миллиметров.
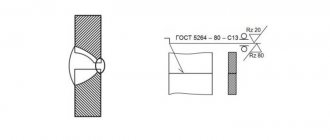
Принцип работы инструмента.
Трубогиб проводит деформацию труб по заданному радиусу. Чтобы при загибании материала не образовывались внутренние складки, требуется, чтобы длина участка перегиба составляла 3-4 диаметра заготовки. Более короткая обработка приводит к нарушению желаемой геометрии и может стать причиной того, что тонкостенный металл разорвется или сложиться гофрой. При использовании трубогибочного станка со сварными трубами, существует вероятность того, что шов может разойдется. Максимальное качество гнутых изделий достигается только при использовании мягких металлов и бесшовных заготовок.
Для создания изгиба труба зажимается на станке, после чего его плечи складываются, и оказывается воздействие на ее стенки. Точки соприкосновения выполнены в виде роликов, поэтому они легко прокатываются по периметру заготовки, обеспечивая воздействия в разных местах. В связи с этими действиями исключается появление вмятин в точках давления. Количество роликов в станках может быть разным. Для регулировки угла загиба материала, в конструкции трубогибов имеются сменные насадки, так называемые пуансоны. Пуансон давит на трубу, в результате чего заставляет ее деформироваться. Края заготовки заблокированы упорами в виде роликов, поэтому она не может отодвинуться.
Изготовление трубогиба
Создать своими руками простое приспособление для гибки труб несложно. Единственное, понадобятся слесарные навыки и определённый инструмент:
- болгарка;
- сварочный аппарат;
- карандаш и рулетка.
Собрать примитивный трубогиб несложно, главное — купить или изготовить шаблоны нужного размера
Из материалов вам потребуются несколько металлических листов толщиной 10 и 3 миллиметра, и, кроме того, некоторое количество стальных прутков.
Изготавливайте трубогиб в такой последовательности:
- подготовьте шкивы. Чтобы создать универсальное приспособление, то есть подходящее для работы с трубами разного диаметра, использовать следует 2 тройных шкива: пара для труб три четверти дюйма, пара для полудюймовых и пара для дюймовых труб.
Совет! Заказывайте такие шкивы в мастерской, поскольку в продаже вы их не найдёте.
В колёсике с каждой стороны должна быть выточка размером в половину диаметра трубы. Поскольку изгиб формируется стационарным роликом, чтобы минимизировать радиус дуги, диаметр данного элемента должен быть как можно меньше;
- далее сделайте основание, представляющее собою пластину, по углам которой для крепления к рабочему столу высверливаются отверстия. Используйте для этого металлический лист толщиной около 10 миллиметров;
- затем с помощью сварки установите в центре пластины штифт. Его диаметр должен соответствовать внутреннему сечению малого тройного шкива;
- после изготовления станины, выполняется поворотный механизм. В первую очередь из 2-х металлических пластин выварите П–образную деталь. Высота её ножек должна соответствовать диаметру большого и малого шкива. При этом необходимо контролировать возможность размещения в этом расстоянии большого подвижного шкива и половины стационарного;
- приварите к верхушке детали ручку длиной порядка 25 сантиметров. Впоследствии на неё будет надеваться труба, играющая роль рычага;
- сделав это, установите большой штифт с краю детали и зафиксируйте его шплинтами. Малый шкив насаживается на штифт основания одновременно со всей конструкцией;
- выполните упор. Для этого приварите ещё один штифт, после чего наденьте на него шкив.
Своими руками можно изготовить и приспособление для сгибания профильных заготовок
На этом изготовление инструмента завершается. Осталось лишь закрепить ручной трубогиб и приступать к работе по изгибу труб.
Приспособления для гибки труб
Для гибки труб и производства радиусных деталей и конструкций применяют ручные, электрические и гидравлические станки профилегибы.
Ручное оборудование и приспособления применяют для создания поворотов трубной разводки без фитингов, гибки трубок для кондиционера, штучного производства деталей. Самое простое оборудование – арбалетный ручной гибочный станок.
Оборудование позволяет гнуть трубы небольших диаметров. Рабочий инструмент – сменный пуансон определенного радиуса. Усилие развивается поворотом рычага, некоторые модели арбалетных профилегибов оснащены гидроцилиндром для облечения работы мастера. Регулирование радиуса гиба осуществляется сменой пуансонов.
Ручные винтовые профилегибы – оборудование для мастерских и цехов.
Станок состоит из двух неподвижных роликов, одного прижимного. Труба устанавливается между рабочим инструментом. Усилие гиба развивается давлением прижимного ролика, прокат заготовки – вращением рукоятки. Сгибание до нужного радиуса делается в несколько проходов, изгиб заготовки контролируется шаблоном. Ручные станки могут работать с трубами круглого, прямоугольного сечения со стенками до 1,5 мм, сгибать детали под небольшими углами. Плавная гибка в несколько проходов исключает деформацию профиля.
Электромеханические трубогибы – оборудование для серийного производства изделий из металлического профиля. На станке также установлено 3 ролика, между которыми зажимается труба. Заготовка прокатывается между рабочими валиками, сгибание осуществляется прижимным роликом.
Прокат профиля осуществляется электродвигателем. На оборудовании можно производить детали из профиля толщиной 2-3 мм, осуществлять серийное производство.
Для массового изготовления однотипной продукции, гиба толстостенного профиля, труб больших диаметров применяются гидравлические станки. Оборудование отличается от электромеханических и ручных станков количеством ведущих роликов, наличием гидросистемы прижима. Гидравлические профилегибы используются для обработки толстого профиля, труб больших диаметров, массового изготовления.
Особенности гибки самодельным инструментом
При гибке труб необходимо знать принципы процесса и диаметр изделий. Тогда будет обеспечена корректная деформация материала без смятий и разрывов. На станках, где применяется гидравлика, возможна гибка с нагревом. Это позволяет гнуть трубы из полимеров, прочных сплавов, а также изделий с достаточно большой толщиной стенки. Но на практике в домашних условиях чаще используется «холодный» способ, ориентированный на работу с трубной продукцией из пластичного материала – алюминия, меди, металлопластика. Впрочем, возможно проводить гнутьё и из другого металла за исключением чугуна. В этом случае, чтобы получить качественный изгиб, перед процедурой деформации в трубу заливают воду (ледяную), масло или засыпают соль либо песок.
Минимальные радиусы изгиба указаны в нижерасположенных таблицах: в первой содержатся данные по медным и латунным трубам, а во второй – по стальным.
Таблица 1
| L min | R | d | |
| 60 | 90 | 30 | |
| 55 | 72 | 24 | |
| 50 | 36 | 18 | |
| 45 | 30 | 15 | |
| 35 | 24 | 12 | |
| 30 | 20 | 10 | |
| 25 | 16 | 8 | |
| 18 | 12 | 6 | |
| 12 | 8 | 4 | |
| 10 | 6 | 3 | |
Таблица 2
| D | R, если толщина стенки | |
| Превышает 2 мм | До 2 мм | |
| 60-140 | 5d | — |
| 35-60 | 4d | — |
| 20-35 | 3d | 5d |
| 5-20 | 3d | 4d |
В таблицах: L min — длина (минимальная) прямого участка; R – наименьший радиус изгиба; d — диаметр заготовки. Единица измерения всех показателей — миллиметры.
Самодельным трубогибом можно гнуть любые трубы, но нужно учитывать их диаметр и максимально возможный радиус изгиба
Сложности и особенности процесса
При гибке труб и металлического профиля необходимо выдержать нужный радиус и избежать деформации. Самые распространенные сложности, возникающие в процессе изготовления радиусных отрезков труб и деталей из металлического профиля:
- Потеря прочности. Под действием усилия гиба нарушается геометрия профиля, что приводит к снижению сопротивляемости нагрузкам. Согнутая профильная труба может не выдержать изгиба или давления.
- Образование складок и волн. Неравномерное смещение металла при сгибании вызывает образование волн и складок на металлическом профиле рядом с местом гиба.
- Сплющивание труб. При изготовлении поворотных участков трубной разводки, производстве деталей из полого профиля, происходит деформация внутренней поверхности, уменьшается сечение и размеры в месте сгибания.
- Появление трещин и лопин. При избыточном усилии профиль может лопнуть или треснуть.
Чтобы избежать деформаций при изготовлении радиусных изделий из стального профиля, лучше согнуть трубу трубогибом.
Электрические.
Электромеханический станок для сгибания труб относится к дорогостоящему оборудованию, которое обладает высокой точностью проведения деформации.
Данный вид станков в большинстве случаев являются стационарными. Существуют переносные модели, которые работают только с тонкими трубками и цветными металлами. На рынке данного оборудования встречаются электрические переносные трубогибы, являющиеся весьма компактными и способными работать с заготовками диаметром до 42 мм. При этом диапазон деформации составляет 90 градусов. Их обычно можно встретить у частных мастеров, занимающихся сбором теплиц и прочих каркасных построек, в которых используются сравнительно тонкие трубки. Гораздо проще доставить на стройплощадку компактный электрический трубогиб и ровные трубы, чем сгибать заготовки на стационарном станке в мастерской, и везти дуги.
Станок профилегибочный электромеханический STALEX RBM50