Особенности
Вертикальные швы выполняют сварщики имеющий разряд не ниже 3 так как сварка этого вида шва процесс непростой. Он имеет ряд следующих особенностей:
В процессе выполнения вертикального шва расплавленный металл стекает под действием силы тяжести и образует такие дефекты как наплывы и с этим нужно справляться определенным образом.
Существует несколько техник выполнения сварки какая и в каком случае используется рассмотрим ниже.
Процесс выполняется на сниженных значениях сварочного тока (на 10-15 %) от значений для нижнего положения.
В зависимости от направления выполнения сварки вертикала используют обозначения В1- процесс выполняться «на подъем» начинают в нижней точке и поднимаются вверх, и В2 – «на спуск», то есть начинается в верхней точке и ведут до низа.
Второй корневой валик
Второй корневой валик с обратной стороны при Х-образной разделке выполняется электродом диаметром 3 мм на среднем или максимально токе 100-110A. Повышенный сварочный ток необходим для хорошего проплавления обратной стороны корня шва. Предварительно нужно произвести зачистку от шлака, а при необходимости — механическую выборку.
В зависимости от полноты первого или второго корневого валика сварку третьего производить со следующей манипуляцией:
а) когда корневой валик легкий (малого сечения) — вариант 2 или 3 — манипулирование производить «лестницей», проплавляя корневой вали и кромки по краям, при этом обязательно центром дуги (электрода) при манипулировании доходить до края предыдущего валика и произвести задержку;
б) когда корневой валик полный (вариант 1), кроме манипулирования электродом для формирования «нормального» или «вогнутого» второго последующего третьего валиков, помогает в процессе сварки разворот электрода к проплавляемой стенке (плоскости). Это достигается разворотом кисти руки. На рис. 56 показано, в какой момент удобней производит изменение угла электрода. В положении 1 дуга горит на плоскости «а» предыдущем валике, центр дуги направлен на край валика. Электрод расположен приблизительно параллельно плоскости «б». Заполнив кратер электродным металлом и не меняя положения электрода, плавно перейти в положение 2 до касания электродом плоскости «б», а дугой до края валика. Почувствовав опору, произвести разворот кисти (не руки) так, чтобы электрод занял положение 3 (параллельное плоскости «а») и центром дуги проплавлял край предыдущего валика и стенку «б». Заполнив кратер элетродным металлом и не меняя угол электрода, перейти в положение 4, проплавляя дугой предыдущий валик. Коснувшись электродом плоскости «а», произвести разворот кисти и электрода в положение 1 и т.д. С каждым переходом производить подъем электрода в зависимости от формирования валика, ширины и полноты (набранной ванны). При минимальном подъеме и недостаточной скорости манипулирования могут быть подтеки (наплывы) жидкого металла шва на закристаллизовавшийся шов. При чрезмерном подъеме и большой скорости перехода от одной кромки к другой появляются западания, пропуски и подрезы на стенке в зоне шва, на краю и в середине валика. Не рекомендуется производить разворот кисти и электрода в момент перехода от одной кромки к другой. В этом случае трудно сформировать валик в центре шва без подрезов, наплывов и пропусков между чешуйками шва.
Принципы сварки и основные требования
Основным принципом при сварке вертикальных швов ручной дуговой (РД) сваркой является то, что процесс нужно вести снизу вверх непрерывно или с отрывом электрода.
Варить «на спуск» сверху вниз всегда сложнее, потому что металл будет активнее стекать и придется вести процесс на низких значениях тока, что зачастую не дает нужного проплавления.
При сварке же «на подъем» снизу вверх, металл сварочной ванны будет поддерживаться от вытекания ранее наплавленным и уже кристаллизовавшимся металлом. Вытекание металла будет особенно заметно после того, как он нагреется и станет более текучим.
Также важным принципом при сварке вертикальных швов является совершение колебательных движений электродом. О способах выполнения движений поговорим ниже.
Основные требования к подготовке и к сварке, следующие:
Свариваемые заготовки должны быть зачищены до металлического блеска, абразивным инструментом, напильником или металлической щеткой.
Далее производится сборка и прихватка. Прихватка — это сварочный шов небольшой длины выполняемый для того чтобы зафиксировать детали в процессе сварки. Так как из за увеличения температуры металл расширяется и деформируется.
Размер прихватки зависит от толщины свариваемых деталей. Как правило высота прихватки 0,5–0,7 от толщины деталей. Длина же их от 10 до 30 мм. Расстояние между прихватками 150-250 мм.
Проверка размеров после сборки. Проверяется зазор между деталями, угол скоса кромок (если это предусмотрено типом соединения), смещение деталей относительно друг друга.
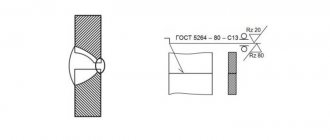
Ниже приведены допустимые значения контролируемых параметров на примере стыкового соединения С17 с V-образной односторонней разделкой по ГОСТ 5264-80.
Другие виды сварки
Важнейшим элементом любой металлоконструкции является сварной шов. В связи с этим техника сварки вертикальных швов, а также других вариантов соединения будет крайне полезна новичкам.
Существует большое количество методов, применяемых для формирования надежных стыков в случае различного расположения деталей относительно друг друга. Также разработаны специальные техники движения электродов, например, елочкой, лодочкой и т.д.
К наиболее простым видам сварки относится работа в горизонтальном положении. Однако существуют и более сложные виды швов.
Стыковые
Проще всего осуществлять данный тип соединения не на вертикальной плоскости, а на горизонтальной.
Чертеж сварочных швов.
Выполнять сварочный процесс можно несколькими способами:
- в пространстве;
- на съемной медной подкладке;
- с предварительным швом.
В первом случае самым трудным является проваривание корня по всему изделию. Упростить задачу может применение медной подкладки. Благодаря высокой теплопроводности она предотвратит оплавление поверхности под деталями в результате контакта с расплавленным материалом. Ее можно легко удалить после окончания работ.
Высокий шанс получения непроваров – основной недостаток данного способа соединения. Избежать формирования подобного дефекта можно путем вырубки канавки в 2-3 миллиметра глубиной. Канавку перекрывают подварочным валиком и укрепляют с обратной стороны.
Сварные многослойные
Данная технология предусматривает проведение нескольких проходов. Перед каждым проходом предыдущий слой очищается и остывает. В связи с этим подобный способ соединения существенно отличается от других.
Слои варятся с использованием электродов разного диаметра. Нижний свариваем стержнями в 3-4 миллиметра в диаметре, а последующие – 5-6 миллиметров. Самый верхний слой является выпуклым, кроме того он выполняет термообработку нижних слоев.
https://youtu.be/yEz_cweZtyQ
Кольцевые
Используется в стыковке труб и различных деталей запорной арматуры. Представляет собой смешанные виды дуговой сварки.
Вначале электросваркой делается вертикальный шов сбоку трубы, затем по окружности формируется горизонтальный. Таким же образом осуществляется сварка пластин, расположенных на потолке.
Особенности техники подготовки к кольцевой сварке следующие:
- изделие тщательно очищается;
- деформированные участки обрезаются и выравниваются;
- кромки зачищаются до блеска.
Обработка стыков во время сварочного процесса осуществляется постоянно, а повороты провариваются в несколько проходов. Каждое последующее соединение наносится только после очистки предыдущего от шлака.
В случае обнаружения трещин их удаляют, а образованный фрагмент заново заваривают.
Потолочные
Характеристики разных видов сварных соединений.
Каждый неопытный сварщик окажется в замешательстве, столкнувшись с необходимостью сварить потолочный шов электросваркой. Данный тип соединения можно смело назвать сложнейшим сварочным швом. Следует отметить, что потолочная сварка вызывает массу проблем, связанных с неудобным положением мастера при работе.
Капли раскаленного металла так и норовят сорваться и упасть вниз, что еще больше осложняет процесс работы. Сам же расплавленный метал удерживается в ванне за счет действия силы поверхностного натяжения.
Сварка потолочного шва предполагает расположение электрода по нормали к поверхности изделия. При этом стержень осуществляет круговые движения. Таким образом удается расширить соединение.
Дуга должна быть короткой, чтобы исключить подрезы. Варить потолочный шов необходимо по следующей методике – металл должен затвердеть с наибольшей скоростью. Подобного эффекта удается достичь при использовании электродов с покрытием, у которого высокая температура плавления.
Помимо круговых следует также совершать вертикальные движения. Отдаление электрода от ванны приведет к гашению дуги. В результате металл начнет остывать и ванна уменьшится.
Потолочные швы делают только в крайних случаях, если возможность расположить изделие в более удобном положении отсутствует. Кроме того потолочное сваривание проводится в положении снизу, это означает, что пузырьки, формируемые в процессе работы, будут подниматься вверх – в корень шва. В результате соединение будет ослабляться.
Таким образом, помимо стандартных дефектов формируемых при сварке, сварка потолочных швов характеризуется еще одной неприятной особенностью, избавиться от которой невозможно. Осуществляя подобное соединение необходимо заранее понимать то, что оно будет ослабленным и менее надежным, чем любое другое.
В связи с вышесказанным, в промышленном производстве подобные стыки практически полностью отсутствуют.
Условия получения качественного шва
Чтобы получать качественные соединения при выполнении вертикальных швов электросваркой необходимо соблюдать несколько важных условий:
Сила сварочного тока меньше (на 10-15%) чем при сварке в нижнем положении. Данное условие обеспечит минимальная стекание расплавленного металла и позволит избежать наплывов.
Выбор силы сварочного тока нужно проводить на пробной заготовке. Изначально нужно выставитьрекомендованные, среднии значения силы тока и начинать варить.
Если электрод часто гаснет, прилипает и дуга плохо и не стабильно горит – значит нужно тока добавить.
Если же при сварке кромки прожигаются и металл ванны как бы проваливается, то нужно значения снижать. Шаг настройки как правило 5 А, то есть если нужно прибавить добавляем на 5А и сновы пробуем варить и так пока не подберем оптимальные значения.
Процесс сварки должен вестись на «короткой» дуге. Длина дуги — это расстояние между электродом и сварочной ванной. «Короткой» считается дуга длина которой 0,5 – 1 диаметр электрода, но не более 1,5 мм.
Чем длиннее дуга, тем сильнее идет нагрев металла и выше её давление. Все эти факторы неизбежно приводят к дефектам в виде пор, прожогов, наплывов и подрезов.
Подрез — это сварочный дефект в виде небольшого углубления между сварочным швом и основным металлом.
Полезная статья — Как найти себя в НАКС реестре сващиков.
Сварка корневого валика (рис. 51)
В зависимости от толщины металла, притупления кромок, величины зазора, рекомендуется применять три способа сварки корневого валика:
1. Сварка «треугольником» (рис. 52) позволяет получить хорошее проплавление при малом зазоре (2 мм и меньше) и максимальном притуплении кромки (от 1 до 2 мм). В процессе сварки жидкая ванна должна находиться под углом, т.е. точка «а» (перемычка жидкого металла в зазоре между кромками) выше линии «б» (кристаллизующейся чешуйки), что позволяет жидкому шлаку стекать вниз, закрывая кристаллизующийся валик, и не мешать проплавлению кромок в зазоре. По окончании электрода кратер следует оставить также под углом. Это необходимо для качественного зажигания нового электрода. Сварочная ванна под углом достигается следующим образом: в начале сварки набирается полочка, затем, поднимаясь сварочной дугой по стенке к зазору, проплавляем притупление кромок в зазоре, затем спускаемся по правой стенке, после чего переходим к левой кромке, формируя сварочный шов. Диаметр электрода 3 мм. Сварочный ток в среднем диапазоне — 90-100 А при Х-образной разделке и минимальный — 80…90 А при V-образной разделке.
2. Сварка «елочкой» (рис. 53) при притуплении кромок и зазоре от 2 до 3 мм позволяет получить хорошее проплавление. Сечение валика средней полноты (меньше, чем при сварке «треугольником») дает возможность сформировать «нормальный» валик. Техника сварки следующая: от зазора по одной из кромок (как бы прижавшись электродом к кромке) спуститься по ней, подавая электрод на себя на небольшое расстояние 5-7 мм, затем с небольшим постоянным подъемом и .подачей электрода от себя вернуться в зазор; проплавить притупление (при необходимости сделать задержку) и спуститься по другой стороне, выполняя те же движения, не допуская подтеков, подрезов, наблюдая за формированием валика и поддерживая точку «а» выше линии «б». Диаметр электрода 3 мм. Сварочный ток для V-образной разделки — 60…90 А, для X-образной разделки — 90…100 А.
3. Сварка методом «лестница» (рис. 54) применяется при максимальном зазоре более 2 мм и минимальном притуплении кромок (или без притупления), что обеспечивает хорошее проплавление, формирование обратного валика. Переход от кромки к кромке производится по прямой с постоянным минимальным подъемом. Сварка ведется короткой дугой, но без опирания на «козырек» покрытия. Задержка на кромках — максимальная, переход — более быстрый, но плавный; сечение валика малое («легкий» валик). Диаметр электрода 3 мм. Сварочный ток минимальный 80 А ± 5 А — для V-образной разделки кромок и средний 90-100 А для Х-образной. Сварочный процесс вести непрерывно (исключение — замена электрода и сварка тонкого металла).
Большое значение для качества сварного шва имеет зажигание дуги. Начало зажигания дуги рекомендуется производить в нижней части застывшего кратера, сбоку или в центре шва, где есть доступ к выборке (рис. 55). Первый проход (из положения 1 в положение 2) следует производить быстро.
Это необходимо для выполнения более «плоского» валика, что позволяет стекать шлаку вниз и избежать зашлаковки при возвращении между первым и вторым проходом, поскольку дуга еще не стабилизировалась, а ванна не набрала определенную температуру. При возвращении через место зажигания (положение 3) следует сделать короткую задержку для проплавления начала сварки, и только после стабильного зажигания дуги и разогрева ванны, не допуская затекания шлака в зазор, необходимо перейти центром электрода в зазор (в положение 4). В точке 4 обязательно сделать задержку. Дуга короткая, горит в основном с обратной стороны разделки, оплавляя застывший шлак с обратной стороны и металлическую перемычку, что позволяет сформировать обратный валик без «ямочек» на месте стыковки электродов. Как только дуга начнет в основном гореть с лицевой стороны и жидкий металл выйдет на лицевую сторону разделки, необходим спуститься электродом по одной из кромок (или по центру шва, в зависимости от расположения шлака) и, сгоняя дугой жидкий шлак, пройти по предыдущему проходу.
При корневом валике малого сечения (сварка «лестницей») после первого прохода по краю кратера необходимо (не допуская зашлаковки в зазоре) сразу перемещать электрод в точку 4 (в зазор).
Как варить вертикал – способы
Как уже говорилось ранее существует 3 техники снизу вверх, сверху вниз и сварка с отрывом электрода.
Опытный сварщики чаще всего используется техника снизу вверх он обозначается — В2. Процесс выполняется «на подъем» из нижней точки к верхней.
Реже используется способ сверху вниз – В1. Тут ситуация обратная сварка выполняется «на спуск» из верхней точки к низу.
Начинающие сварщики и любители используют такой метод как сварка с отрывом электрода.
Процесс идет снизу вверх «на подъем» при этом сварочная дуга зажигается и проваривают небольшой участок «сварочную точку», и дуга обрывается. После процесс повторяется до полного заполнения разделки.
Для первых двух способов лучше всего использовать электроды с основным покрытием, а для сварки с отрывом с рутиловым. Потому как рутиловые электроды обеспечивают более легкий поджиг дуги, но варить ими протяженные швы сложнее из-за большого количества шлака.
В процессе сварки шлак сильно растекается и начинающему сварщику сложно понять, где в сварочной ванне метал, а где расплавленный шлак. Из-за чего часто получается такой дефект как зашлаковка шва.
Подробно рассмотрим каждый из этих способов ниже.
Снизу вверх
Применяя данный способ легче всего контролировать сварочную ванну и проваривать большие толщины. Сварочный шов начинают в нижней точке и постепенно заполняя разделку поднимаются до верха.
Сам процесс сварки вертикального шва выполняется в несколько этапов: первоначально разжигается друга, длина которой немного больше 2–3 диаметра электрода. Это делается для того, чтобы прогреть металл и электрод не прилип. Прогрев происходит 2–3 секунды после чего длина другие уменьшается до 0,5–1 диаметра электрода.
Далее можно начинать процесс сварки, а именно наплавки в нижней точке небольшого валика (полки). Если толщина металла более 3 мм, то сварку нужно выполнять в несколько проходов. Первый – корневой проход нужно варить без колебательных движений, просто медленно ведя электрод снизу вверх или совершая возвратно поступательные движения вдоль разделки кромок.
При следующих проходах (заполнении и облицовке) электрод медленно перемещают от одной кромки к другой.
В процессе сварки нужно уделить особое внимание скорости ведения процесса, так как если вести сварку слишком медленно, металл начнёт стекать, образуя наплывы. В то же время если сварку вести слишком быстро, то есть риск не проварить стык.
Начинающие сварщики здесь могут использовать такой прием. Нужно вести сварку так, чтобы верхний край сварочной ванны был примерно на одной линии с верхней кромкой электрода.
Сварочный электрод при выполнении вертикальных швов снизу вверх держит как правило под углом около 45–50 градусов.
В тех случаях, когда нужно обеспечить более глубокий провар угол электрода выбирают ближе к 90 градусам. А когда металл начинает течь то электрод наклоняют на встречу сварочной ванне, удерживая расплавленный металл в сварочной ванне за счёт давления дуги.
Чтобы заполнить разделку, сварщику необходимо совершать колебательные движения электродом. Основные виды движении имеют форму: треугольника, полумесяца, буквы Z и другие. О них подробно будет написано ниже.
Сверху вниз
Метод сварки сверху вниз используется реже, так как техника его выполнения сложнее и требуется определённые сварочные электроды, которые позволяют варить «на спуск». При данном методе сварочный шов будет иметь меньшую глубину проплавления, но большую ширину. Это хорошо в тех случаях, когда нужно сварить тонкий металл, чтобы не прожигать его.
Процесс возбуждения дуги происходит при расположении электрода под углом 90 градусов к поверхности детали. После того как дуга загорелась электрод располагают углом на сварочную ванну, чтобы за счёт давления дуги не давать расплавленному металлу вытекать.
Процесс также выполняется с колебательными движениями. В данном случае чаще всего используются Z-образные перемещение или в виде полумесяца.
Этот способ (В1) часто применяется при полуавтоматической сварке, а при ручной дуговой достаточно редко.
Полезная статья — Силумин что это за металл ?
Как варить вертикальный шов дуговой сваркой с отрывом
Несомненным плюсом способа сварки с отрывом является то, что им может варить вертикал даже новичок. Так как при использовании его металл будет успевать остыть и не будет течь. Это сильно облегчает процесс, но есть и минус в виде того, что скорость выполнения сварки сильно снижается.
Процесс выполнения, следующий:
- подключить аппарат на обратную полярность и выставить силу тока (подбирать значение на пробных заготовках)
- зажигается дуга в разделке кромок и увеличиваем ее длину до 1,5–2 диаметра электрода;
- электрод под углом 45–50 градусов.
- прогреваем металл в нижней точке 1-3 секунды перемещая электрод с одной детали на другую;
- металл остывает меняя цвет с ярко красного до бордового в этот момент снова происходит поджиг дуги;
- дуга переносится с одной детали на другую, задерживаясь на каждой из стенок совершая как бы движения по спирали накладывая точки одна на другую.
Вертикальная сварка
В случаях, когда требуется скрепить между собой две металлические заготовки в разных плоскостях, применяется метод вертикальной сварки. Способ сложен своими отличиями от обычных, поэтому некоторые технологические методы в нем не работают. Это происходит, так как в подобном положении возникают сложности из-за сползания деталей вниз под воздействием силы тяготения. Поэтому сварщику требуется приложить максимум технических умений, основанных на правильных знаниях.
Этот тип работы используют при изготовлении труб. Именно вертикаль является основным способом для этого. Потренировавшись на ненужном куске металла, можно быстрее набраться опыта, но прежде необходимо правильно подготовиться информационно.
Для начала новичку необходимо освоить правила обращения со сварочным аппаратом, который будет обеспечивать легкий поджог дуги и стабильное ее горение. Основные правила:
- Полуавтоматная сварка. Таким методом достигается хорошее качество. Если правильно настроить аппарат, он получится ровный и без обрывов. Неудобством для некоторых считается необходимость использования баллонов газа.
- Способ электрошлаковый. Такая сварка происходит путем нагревания зоны плавления шлаковой ванной. Этим методом есть возможность сваривать металл любой толщины.
- Электрический, сейчас самый удобный аппарат. Научившись обращаться с ним, варить вертикальный шов таким инвертором для начинающих будет легко.
Каждый из данных путей осуществления вертикальной сварки хорош. Однако, чтобы добиться результата, потребуется учитывать еще много требований.
Как варить вертикальный шов — движения электрода
Для вертикальных стыков применяют чаще всего 3 вида перемещения электрода:
- Колебательные движения поперек стыка.
- Возвратно-поступательное перемещение вдоль стыка.
- Прямолинейное (прямое) перемещение.
Колебательные перемещения электрода позволяют получать швы большой ширины (до 3–4 диаметров электрода за один проход). Это серьезно увеличивает производительность, особенно в тех случаях, где толщины металла 20 мм и более.
Возвратно-поступательное и прямолинейное движения используются при сварке корневого прохода, также для деталей с небольшими толщинами и на нержавеющих сталях. Шов будет получаться более аккуратным и прочным, а в процессе выполнения можно отчетливо видеть, где шлак, а где металл. На данном способе легче удерживать одинаковую скорость и длину дуги, а следовательно, начинающим будет легче.
Хотите узнать что такое MIG MAG сварка и в чем отличие. Переходите по ссылке.
Возвратно-поступательные (для рутиловых электродов)
Возвратно-поступательное движение при сварке вертикальных швов чаще всего используются когда толщина соединяемых деталей небольшая (до 5 мм) сварка выполняется рутиловыми электродами. Также данный метод можно использовать при сварке корневого шва (корневой – это шов, который выполняется самым первым, при многослойной сварке).
Техника выполнения несложной и заключается в следующем:
- Зажигается дуга и проваривается небольшой участок шва ( 5-10 мм).
- Далее происходит возврат электрода на 1/3 заваренного участка.
- После электрод снова перемещают вверх проваривая новый 10-15 мм и так повторяется до конца стыка.
В результате получается сварной валик шириной 1,3-1,5 диаметр электрода.
Елочка
Для вертикальных соединений данный способ перемещения выполняют следующим образом:
- В нижней части наплавляется небольшая полочка, которая не даст металлу вытекать.
- Электрод начинают вести во вверх и вправо, после чего возвращаются вниз.
- Далее электрод ведут вверх и влево после чего снова возвращаются вниз.
- Так процесс выполняется до полной заварки стыка.
- Процесс необходимо ввести и равномерно (с одинаковой скоростью), чтобы получить максимально аккуратный шов.
Треугольник
Этот способ перемещения чаще всего используют, когда нужно сваривать большие толщины, так как он позволяет за один проход получать максимально широкий шов до 4 диаметров электрода. Его очень удобно использовать для тавровых соединений. Техника выполнения, следующая:
- Зажигается дуга и производится прогрев металла.
- В нижней части всё также нужно наплавить небольшую полочку на каждый из кромок.
- Начинаем сварку по центру, зажигаем дугу и немного задерживаемся (до 0,5 сек).
- Смещаем электрод на правую кромку и задерживаемся на ней.
- Переходим на левую кромку также задерживаемся на ней.
- Переводим на центр стыка чуть выше и повторяем процесс до завершения, задерживаясь на каждой из кромок и по центру.
Задерживаться нужно в точках для того чтобы шов имел плавный переход к основному металлу (не был чрезвычайно выпуклый), а также чтобы не образовывался подрез.
Полумесяцем и Z-образные перемещения
Z- образные перемещения, а также их усложнённая версия полумесяцем выполняются в следующей последовательности:
- Направляем полку внизу.
- Зажигаем дугу немного прогреваем металл.
- Электрод плавно и с одинаковой скоростью перемещается с одной кромки на другую
Если использовать данные способы для облицовки лучше применить угол близких к 90° чтобы шов не был чрезмерно выпуклый. При заполнении угол можно делать более острым.
Технология производства вертикальных швов
Чтобы разобраться в том, как правильно варить вертикальный шов электросваркой, нужно запомнить, что здесь будет использоваться совершенно иная технология. На сварку вертикальных швов продольного типа еще большее влияние оказывает гравитация, так как расплавленный металл заготовки будет стекать вниз, а все газы поднимаются.
При сварке вертикальных швов необходимо принимать во внимание ряд определенных нюансов:
- Валики продольных швов делают максимально тонкими, чтобы не образовывались наплывы. При этом, при формировании валика электрод проводят только строго в одном положении;
- Сварка потолочного шва в вертикальном положении подразумевает образование валика, ширина которого будет сопоставима с диаметром электрода. Превышение в данном случае возможно, но не больше, чем в два раза;
- Вертикальная сварка подразумевает использование максимальной силы тока, чтобы не получались подрезы основного металла;
- Дугу и электрод также проводят под углом приблизительно 80 градусов.
Как правильно варить вертикальный шов полуавтоматической электросваркой
Сварка вертикальных швов полуавтоматом чаще всего выполняется с использованием проволоки диаметром от 0,8 до 1,2 мм. Для данного способа сварки очень часто применяется метод сверху вниз при толщинах до 4 мм без колебательных движений. Угол между горелкой и изделием должен быть около 20-35°.
Если толщина больше, то применяется сварка снизу вверх. Горелкой так же, как и при ручной сварке совершаются колебательные движения. Чаще всего это движение типа “треугольник” с задержкой в середине. Угол наклона горелки к изделию в районе 75–85 градусов.
Сварочную дугу ориентируют на передний край ванны. Это делается для того, чтобы за счёт давления дуги снизить стекания жидкого металла и обеспечить глубокое проплавления корня.
Полезная статья — Сварка полуавтоматом для начинающих с газом
Сварка труб под углом 45 градусов
Выполнение сварки трубных изделий, располагающихся под углом 450, имеет некоторые особенности. В частности речь идет о пространственном положении шва, учитывая определенный угол. Выполнять работы такого типа могут универсальные мастера, выполняющие различными навыками сварки. Первый валик создается посредством электрода под прямым углом.
Шов формируется при непрерывном заполнении второго слоя. После этого сразу переходят к проплавке первого слоя. Выполнив сварку с постоянным применением электрода, требуется провести фиксацию трубы для создания горизонтально и вертикально расположенных швов. В этом случае сварочный слой с лицевой стороны не является плоским, если сравнивать с остальными валиками.
Вертикальное соединение металлических труб посредством дуговой ручной сварки осуществляется аналогично сварке в горизонтальном положении. Отличительной особенность первого способа можно назвать использование метода, осуществление которого подразумевает применение поступательного движения электродов. Следовательно, требуется постоянно регулировать угол наклона электродов относительно шва, который проходит вдоль всего периметра свариваемого трубного изделия.
Виды соединений
Вертикальные швы выполняются на таких видах соединений как:
- Нахлёсточные;
- Стыковые (встык);
- тавровые;
- угловые.
Встык
Вертикальная сварка стыковых соединений чаще всего применятся для труб, конструкциях из листов и профильных изделий. Процесс бывает однопроходные и многопроходной, односторонний и двухсторонний на подкладке и без таковой. Самый распространённое стыковое соединение это с17 двухсторонней V-образные разделкой выполняемые без подкладки.
Сварка встык при толщине до 3,5-4 мм чаще всего выполняется без колебательный движений и без разделки кромок за один проход. В тех случаях, когда толщина более 4 мм производится разделка кромок и процесс выполняется с колебательными движениями электрода.
Внахлест
Нахлёсточное соединение используется при сварке листовых конструкций, а также приварки фасонных и профильных изделий. Самым распространенным является соединение Н1 по ГОСТ 5264. Нахлёсточные соединения могут быть толщиной до 60 мм согласно данного ГОСТа. Процесс сварки ведут, снизу вверх выполняя Z – образные колебательные движения.
Как сваривать вертикальный шов при тавровом или угловом соединении
Вертикальные угловые и тавровые соединения свариваются снизу вверх с колебательными движениями электрода в виде треугольника с задержкой на каждый из кромок и по центру.
Классификация сварочных соединений
Сварочное сцепление — прочный шов, скрепляющий металлические изделия посредством сварных работ. Его называют стыковочным участком двух или нескольких деталей. Он формируется в результате кристаллизации или деформации вещества под действием нагрева или давления. Стыковочные срезы и сварные соединения являются одним технологическим процессом.
Для образования долговечного металлического сцепления требуются предварительные процедуры. Конструкции очищают, ошкуривают или подвергают обработке напильником до полного снятия загрязнений и остатков ржавчины. Это обеспечивает крепкую сцепляемость при сваривании.
Места спайки систематизируются по типу совмещения, в которых они используются, по виду сплавов металла. Важными факторами являются технические требования надежности (положения разряда, скорости его движения и амплитуды).
Образцы бывают:
- однослойные или многослойные проходы;
- выпуклой и ровной формы;
- прерывающиеся и сплошные состыковки.
Важно определить, как расположены стыковочные комплексы в пространстве. Стыки могут быть нижними или верхние (потолочные). А по осевым характеристикам они делятся на боковые, поперечные и продольные пересечения при сборных работах.
Контроль длины электрической дуги
В процессе сварки вертикального шва чрезвычайно важным является контроль длины сварочной дуги. Увеличенная длина дуги ведёт к образованию множество дефектов таких как:
- наплывы;
- подрезы;
- кратеры;
- поры;
- брызги;
- неравномерность шва;
- прожоги металла.
Начинающим сварщикам необходимо тренироваться удерживать одинаковую длину дуги особенно при выполнении движений электродом.
Различают следующие длины дуги:
- Короткая дуга (которой 0,5 – 1 диаметр электрода, но не более 1,5-2,0 мм).
- Нормальная дуга — 2,0-3,0 мм.
- Длинная дуга — более 3,5 мм.
Для ручной дуговой сварке рекомендуется использовать именно короткую дугу. Использование нормальной длины дуги также допустимо.
Горизонтальные соединения
Сварка горизонтальных швов на вертикальной поверхности осуществляется слева направо и наоборот. В данном варианте ванна будет стекать в нижнюю кромку. Техника выполнения соединения предполагает наклон электрода под большим углом, зависящем от величины тока.
Существует несколько полезных советов, при выполнении которых сварка горизонтального шва будет осуществлена наиболее качественно:
- лучше класть сварочный шов слева направо;
- электрод следует расположить немного назад на шов;
- дугу зажигают на нижней кромке и после этого переводят на верхнюю;
- движение стержня осуществлять по спирали.
В случае стекания металла вниз, следует перемещать электрод быстрее, уменьшив нагрев детали. Выполнять работу можно и с отрывом дуги. В моменты отрыва металл будет успевать охлаждаться, в результате чего он прекратит стекать. Снижение силы тока обеспечивает такой эффект.
Следуя предложенным выше советам, можно научиться формировать качественные горизонтальные соединения ручной дуговой сваркой.
Таблицы режимов сварки
Для наиболее часто применяемых электродов группы Э50 (для группы материалов М01 – углеродистые и низколегированные «черные» стали) ниже приведены режимы сварки вертикальных соединений.
| Диаметр электрода, мм | Род тока, полярность | Сварочный ток, А |
| Положение — вертикальное | ||
| 2,5 | Постоянный ток. Полярность — обратная | 65-80 |
| 3,0 | 85-100 | |
| 4,0 | 110-140 |
Многослойная и многопроходная сварка
При сварке больших толщин применяется многослойная, многопроходная сварка (рис. 57). После корневого валика второй и третий слой варятся электродом диаметром 3 мм или 4 мм (в зависимости от толщины основного металла и от ширины предыдущего валика) в один проход, при этом каждый валик должен быть «вогнутый» или «нормальный», что позволяет добиться качественной сварки последующих валиков. В следующих слоях, при переходе на два, три и более проходов, валики выполняются с небольшим усилением электродом диаметром 4 мм. Между предпоследним валиком каждого слоя и кромкой разделки необходимо оставлять расстояние не менее диаметра электрода с покрытием.
Предпоследний слой не должен выходить за пределы разделки. Рекомендуется оставлять незаполненную разделку от 0,5 мм до 2 мм, что позволяет легче сформировать качественный лицевой слой.