02.12.2019 Автор: VT-METALL
Вопросы, рассмотренные в материале:
- Что собой представляет полуавтоматическая сварка
- Какие бывают разновидности полуавтоматической сварки
- Каковы основные достоинства и недостатки полуавтоматической сварки
- Какие есть плюсы и минусы полуавтоматической сварки в среде углекислого газа
- В чем достоинства полуавтоматической сварки без газа
Полуавтоматическая дуговая сварка является, пожалуй, самым удобным видом соединения, особенно для новичков. Происходит она за счет плавления электрода, перемещаемого автоматически. Давайте рассмотрим достоинства полуавтоматической сварки для специалистов с опытом работы и только пришедших в профессию.
Технология полуавтоматической сварки
При полуавтоматической сварке задействованы три основных устройства: полуавтоматический сварочный аппарат, источник питания дуги, приспособление для перемещения соединяемых деталей или оборудования. Последнее состоит из роликов, узла переключения скоростей и электрического двигателя. Его несомненным достоинством является механизация процесса и его ускорение.
Кроме того, используется устройство подачи сварочной проволоки. Оно бывает тянущим, толкающим или универсальным тянуще-толкающим. Подача проволоки происходит посредством специального шланга, состоящего из проволочной спирали в особой оплетке и резиновой изоляции.
Помимо проволоки, по гибкому шлангу раздельно подается защитный газ, ток и охлаждающая жидкость – для каждого в цепи управления предусмотрены собственные провода.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Длина шланга такой конструкции зависит от типа подающего устройства, но, как правило, не должна превышать 3,5 м. При ее увеличении происходит неравномерная подача проволоки.
При проведении полуавтоматической сварки важным устройством является горелка – с ее помощью происходит управление процессом. Рукоятка горелки для полуавтоматической работы имеет устройство запуска подачи проволоки, защитных газов и флюсов. Открывание газового клапана чаще всего происходит также с нее.
Практика сварки полуавтоматом собственноручно
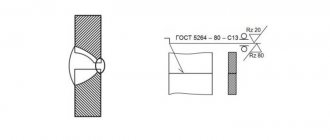
Схема сварочного полуавтомата в защитном газе
Первым делом необходимо проверить и правильно настроить технику.
- Исходя из размеров основного металла подберите силу тока для сварки. Учитывайте что аппарат хуже справляется при низкой подачи тока. В документах к полуавтомату обычно печатают таблицу где указаны необходимые данные по выбору режимов.
- Далее обращаем внимание на скорость подачи сварочной проволоки, снова воспользовавшись инструкцией. Как правило в комплект к полуавтомату прилагаются специальные сменные шестерни которыми и настраивается скорость передвижения электрода.
- Следующий этап- регулирование силы тока, а также напрядения
- После всех настроек лучше всего сварить пробный шов, учесть все недоработки и откорректировать все значения. После чего вы должны получить стабильную дугу с малым разбрызгиванием металла и достаточным количеством флюсового материала.
- Проверив все характеристики и условия безопасности можно включить механизм подачи электрода через горелку.
- Если имеется флюс, то наполнить материалом воронку.
- Затем следует подвести наконечник горелки непосредственно в зону сварочной ванны.
- Начинайте чиркать по металлу до появления дуги, открыв заслонку для флюса в это же время. Далее проходит непосредственно сварной процесс.
Сварка алюминия полуавтоматом
Разновидности полуавтоматической сварки
Тип обрабатываемого материала, а также способ движения полуавтомата по поверхности детали влияют на вид полуавтоматической сварки. Она различается по:
- Типу электрода – он может быть алюминиевым, стальным или комбинированным.
- Мобильности – аппараты могут быть стационарными, переносными или передвижными. Небольшие переносные агрегаты подходят для использования в домашних условиях или для небольших ремонтных работ. Основное их достоинство – легкость. Крупные стационарные аппараты используют на заводах и в мастерских, где требуется выполнение большого объема работ. Их значительный плюс – высокая производительность.
- Защите шва, которая может осуществляться посредством флюса, газа или порошковой проволоки. Последняя плавится, образуя слой, оберегающий шов от агрессивной окружающей среды.
Процесс полуавтоматического соединения происходит следующим способом. Энергия электричества преобразуется в тепловую с помощью дуги, которая, воздействуя на обрабатываемый металл, плавит его и спаивает. Одновременно с металлом расплавляется присадочная проволока, автоматически поступающая к рабочей зоне из медной катушки. Эта проволока является основным проводником энергии.
Механизм подачи проволоки
Еще одна важная деталь устройства сварочного полуавтомата – это механизм подачи сварочной проволоки, намотанной на вращающейся бобине. Устройство механизма может быть толкающим, тянущим, или комбинированным.
Выбор типа устройства зависит от длины рукава, соединяющего корпус полуавтомата с горелкой. Обычно, при длине рукава до 3 метров, применяется толкающий механизм, если длина превышает этот уровень, используется тянущий или комбинированный привод.
Толкающий привод располагается внутри корпуса сварочного аппарата, тянущий привод – в ручке горелки.
Конструкция механизма подачи проволоки в полуавтомате очень проста. Основными его элементами являются одна или две пары роликов, один из которых играет роль ведущего, второй является прижимным.
Бобина с проволокой может располагаться внутри корпуса, а может находиться снаружи, на специальной подставке. Первый вариант, безусловно, более компактный, но сварочная проволока поставляется с заводов на бобинах разного размера, а крупную катушку удобнее расположить вне корпуса.
Все модели сварочных полуавтоматов имеют функцию регулирования скорости подачи проволоки.
Основные достоинства и недостатки полуавтоматической сварки
На рынке присутствует множество разновидностей сварочных полуавтоматов. Они различаются своими функциональными возможностями. Популярностью пользуется качественное оборудование, способное соединить большинство видов металлов, все сплавы и алюминий. Но его применение при мелком ремонте невыгодно. Чаще всего этот вид полуавтомата используют для производств с поточной системой и большими объемами работ. Его достоинством является высокая производительность.
Полуавтоматическое оборудование имеет ряд следующих достоинств:
- возможность работы практически со всеми видами металлов и сплавов, даже подвергшимися коррозии;
- невысокая конечная стоимость с учетом высокой производительности;
- толщина соединяемых деталей не должна превышать 5 мм, а под этот параметр подходит большинство работ;
- возможность провести сварку медной проволокой.
Недостатком можно назвать большой разлет брызг металла из сварочной ванны при работе без защитной газовой струи. Отрицательным является и наличие значительной электрической дуги.
На данный момент полуавтоматические сварочные агрегаты нашли достойное применение на производстве для проведения различного вида ремонтов. Работа проводится по черному металлу, алюминию или нержавейкам. Для безопасности применяют защитный газ – гелий, аргон или углекислоту.
Выбор оборудования
Перед тем как купить полуавтоматический аппарат, в первую очередь внимание следует обратить на его технические характеристики.
Основной характеристикой полуавтомата является рабочий ток, на котором может вестись сварка. Эта характеристика напрямую связана с толщиной металла, сварку которого можно осуществлять на этом аппарате.
Хорошо, если максимальный ток выбранного экземпляра на 20 – 30% превышает требуемый. Этот запас обеспечит более надежную и длительную работу устройства.
Еще одна важная характеристика – так называемая продолжительность включения. Эту величину принято выражать в процентах. Она показывает, какую часть 10-ти минутного промежутка времени полуавтомат находится в работе.
Например, автоматические сварочные аппараты, работающие на сборочных конвейерах машиностроительных предприятий, должны обеспечивать продолжительность включения до 100%.
Для выполнения ремонтных работ на бытовом уровне, вполне удовлетворительным можно считать значение этого показателя на уровне 20%. Этот параметр является основным, по которому сварочные полуавтоматы относятся к категории профессиональных или любительских. Также, его значение в большой степени определяет цену прибора.
Что касается напряжения питания, безусловно, в быту более практичными являются модели с однофазным питанием, подключить которые можно практически в любых условиях – в квартире, доме, на даче, в гараже.
Плюсы и минусы полуавтоматической сварки в среде защитных газов
Сварка – процесс создания неразъемных соединений двух металлов методом плавления, применимый в условиях производства и в быту. Разновидностей сварки достаточно много, но чаще всего используют соединение с защитными газами.
Обслуживание и ремонт сварочного полуавтоматического оборудования необходимо поручать опытным сертифицированным специалистам. Это гарантирует безопасность при проведении работ, качество шва и достойный срок службы недешевого аппарата.
VT-metall предлагает услуги:
Среда, в которой происходит сварка, оказывает большое влияние на конечный результат. Характеристики сварочного шва, а также свойства дуги имеют отличия от таких же показателей при электросварке. Они изменяются в зависимости от применяемого газа.
Как выбрать полуавтомат
Чтобы сварка полуавтоматом без газа и с газом была выполнена идеально, необходимо несколько условий. Первое из которых — непосредственно мастерство сварщика, а второе – качество и функциональность самого аппарата. Рассмотрим основные аспекты, на которые следует обратить внимание при выборе сварочного аппарата:
- Мощность оборудования является основным условием для качества работы и КПД. Если данный аппарат будет использоваться в промышленных условиях, тогда рекомендуется приобретать более мощный агрегат. И наоборот, для домашних условий достаточно будет простого переносного полуавтомата.
- Бренд. Важно изучить производителя и ознакомиться с реальными отзывами пользователей.
- Функции. Перед покупкой нужно ознакомиться с технологией работы таким изделием, чтобы выбрать максимально подходящее оборудование.
В завершении хотелось бы отметить, что сваривать металлические детали посредством полуавтоматического оборудования намного легче и быстрее, чем ручными аппаратами. Технология полуавтоматической сварки значительно отличается от ручного способа подачи электрода. Методику накладывания шва выбирает мастер в зависимости от типа деталей, их толщины и качества металла, из которого они произведены.
Плюсы и минусы полуавтоматической сварки в среде углекислого газа
Сварка с углекислым газом – один из наиболее популярных видов соединения деталей из различных металлов. Главными ее достоинствами считаются прочный, качественный шов и низкая себестоимость процесса. Работать с углекислотой достаточно просто, это под силу даже новичкам.
1. Как происходит полуавтоматическая сварка в среде СО2?
В сварочную ванну, образующуюся нагреванием металла, подается углекислый газ, защищающий расплав от воздействия атмосферного воздуха.
2. Какие существуют особенности и достоинства данного вида сварки, ее режимы?
Одним из основных плюсов стало отсутствие контакта деталей с окружающей средой, вытесняемой СО2. Это делает возможным создание чрезвычайно прочного шва. Однако чтобы избежать процесса окисления железа и углерода в материале, следует использовать присадочную проволоку с высоким содержанием кремния и марганца.
Следующая особенность – применение полярностей прямой и обратной. Применить прямую полярность тока могут и молодые специалисты, поскольку она позволяет легко держать дугу. Используют ее чаще для наплавления металла.
Режим полуавтоматической сварки выбирается в соответствии с толщиной заготовки и диаметром проволоки. Поскольку при увеличении тока растет и глубина провара, то силу тока повышают с ростом толщины изделия. Это требуется отразить в настройках оборудования.
3. Достоинства и недостатки.
Работа с СО2 имеет следующие достоинства:
- соединение тонких деталей;
- сварка изделий с разными характеристиками;
- качественный и ровный шов;
- удобство дуги, что особенно важно для новичков;
- отсутствие окисления благодаря защите газом, это делает соединение особенно прочным;
- сравнительно высокая безопасность процесса;
- недорогое оборудование, доступное любому.
Недостатком же считается большая сложность применяемой аппаратуры, нежели при работе с иными газами.
Вывод: полуавтоматическая сварка с углекислым газом – это экономичный способ работы, который дает простой и качественный результат.
Лучшие дешевые полуавтоматы
Для сварочных полуавтоматов условная граница между бюджетным и средним ценовыми диапазонами и аппаратами высокой ценовой категории лежит на уровне около 25 тыс. руб. Среди самых популярных недорогих моделей нет аппаратов отечественного производства. В этом секторе доминирует продукция российских брендов, изготовленная в КНР, и оборудование китайских компаний. Многие их них присутствуют на рынке не первый десяток лет и за это время смогли завоевать доверие пользователей.
Самые популярные марки — это «Ресанта», Aurora, Wester, «Сварог», «Барс», «Зубр», «Интерскол». На основании отзывов пользователей на профильных форумах и рейтингов лучших сварочных полуавтоматов, размещенных в интернете, был выбран ряд моделей, которые заслуживают особого внимания, а многими называются лучшими в своем ценовом диапазоне. Все аппараты инверторные, с возможностью ручной сварки покрытыми электродами, входное напряжение — 220 В. Порядок расположения — по убыванию цены.
| Наименование | Мощность (кВт) | Сварочный ток | Напряжение холостого хода | Диаметр проволоки | ПН (%) | Вес (кг) | Средняя цена (руб.) |
| Wester MIG-140i | 4.7 | 40÷140 | 55 | 0.6÷0.8 | 60 | 13.4 | 13 500 |
| Fubag Irmig 180 38608 | 7.0 | 30÷180 | 65 | 0.6÷1.0 | 60 | 12 | 20 000 |
| Сварог MIG 160 Real N24001 | 6.0 | 30÷160 | 60 | 0.6÷0.8 | 60 | 13 | 23 500 |
| Aurora Pro Overman 180 Mosfet | 4.7 | 30÷175 | 50 | 0.6÷1.0 | 60 | 21 | 25 500 |
| Ресанта САИПА-165 | 4.8 | 20÷160 | 65 | 0.6÷0.9 | 70 | 13.7 | 27 000 |
Гарантийный срок работы оборудования у оборудования Wester и «Сварог» составляет 60 месяцев, Fubag и Aurora — 24 месяца, «Ресанта» — всего 12 месяцев.
Достоинства полуавтоматической сварки без газа
Давайте попробуем понять, в чем же отличие полуавтоматических аппаратов с газом от оборудования, работающего без применения газа.
В первом случае соединение защищается инертной средой (СО2 или смесью аргона с углекислым газом). В связи с отсутствием горения, невозможного при наличии углекислого газа, металл не прогорает.
В полуавтоматических аппаратах, где нет газа, применяют присадочную проволоку, покрытую флюсом. При его сгорании выделяется СО2, что не дает металлу прогореть.
Какие же есть достоинства и недостатки в работе с применением СО2 и без него?
При сварке без газа рабочая зона защищается средой, создаваемой сгоранием флюса, более легкого, чем металл.
При соединении с газом (например, с СО2) рабочие условия считаются более благоприятными, кроме того, идет охлаждение металла в рабочей зоне. Способ сварки с газом популярнее, в том числе и по причине меньших финансовых затрат.
Однако есть существенное достоинство сварки без применения газа – более ровный и аккуратный шов.
При этом стоит обратить внимание на то, что для работы нельзя использовать простую проволоку. С ее применением упадет качество шва – он станет неровным, значительно возрастет количество используемой проволоки, ведь большая ее часть испарится. Сварочная ванна наполнится кислородом, следовательно, в металле начнут появляться каверны и окислы.
Плюсы и минусы обоих методов описаны достаточно подробно. Выбор остается за вами. Необходимое же для таких способов оборудование продается в специализированных магазинах.
Появление в продаже простых, качественных и недорогих аппаратов привело к распространению полуавтоматической сварки без газа, ее возможности применения даже непрофессионалами.
Популярность аппаратуре принесла легкость обращения с ней, что является неоспоримым достоинством при сохранении чрезвычайно высокого качества работ. Получить красивый и ровный шов помощью данного оборудования сможет даже новичок.
Работа с газом требует переноса тяжелых баллонов и их зарядки, а это дополнительные расходы. Если применение сварки требуется лишь изредка, гораздо проще использовать полуавтоматические аппараты без газа.
Для таких работ используется флюсовая или порошковая сварочная проволока. Она состоит из стальной трубки, применяемой для сварки, со стандартным диаметром (0,8 мм). Центр трубки заполняется порошком (флюсом), напоминающим покрытие простого электрода. В процессе работы идет сгорание флюса, в результате сварочная ванна наполняется защитным газом.
Достоинством этого метода является отсутствие необходимости использования тяжелого газового оборудования, возможность визуального отслеживания работы, конечно, через защитную маску.
Различное наполнение сварочной проволоки позволяет менять химический состав формируемого шва и характеристику дуги.
Не рекомендуется резко изменять направление работы сварочного полуавтомата или поворачивать его из-за достаточно тонких стенок сварочной проволоки. По этой же причине необходимо подавать проволоку с небольшим сжатием через специальный механизм.
Использование флюсовой проволоки требует соблюдения полярности: изделие подключается к плюсу, а горелка к минусу. Это прямое подключение. Обратное применяют в работе с газом. Объяснение этому достаточно простое – при работе с флюсом требуется более высокая температура, необходимая для его сгорания и образования защитного газа.
Устройство аппарата
Перед тем, как приступать к разбору, как варить металл, необходимо разобраться в строении самого аппарата. При использовании полуавтомата в сварочных работах можно получить качественный и ровный шов, прикладывая при этом минимум усилий. Его можно происходить как ниточным, так и точечным способом, если нет полноценного доступа к свариваемым деталям. С учетом некоторых «пробелов» или зазоров, все равно получается прочное и долговечное соединения. Это объясняется свойствами оборудования, которое для этого используется. При использовании газа, он попадает в рабочую среду и защищает материал от окисления газов из внешней среды.
Полуавтоматический сварочный аппарат состоит из следующих деталей:
- Газовый баллон, в котором находится газ для защиты металла.
- Трубка для подачи газа – это приспособление, через который и подается газ в рабочую зону.
- Катушка для проволоки.
- Механизм для автоматической подачи проволоки может быть тянущим, толчковым или комбинированным, при котором подача осуществляется двумя приводами.
- Газовая горелка обеспечивает подачу газа в активную зону для защиты металла от внешней среды. Изоляционная рукоятка обеспечивает высокий уровень безопасности для мастера во время сплава материалов.
- Источник питания может быть нескольких видов – инвертор или трансформатор. Это зависит от габаритов и предполагаемой мощности аппарата.
- Блок управления.
- Газовая аппаратура для полуавтомата.
- Провод цепи управления.
Принцип работы данного аппарата заключается в следующем. Изначально важно правильно установить полярность в зависимости от технологии – с газом иле без. Затем необходимо установить катушку с проволокой и газовый баллон. После этого проводится настройка, то есть натягивается проволока, регулируется подача газа. Ток для сварки настраивается в процессе работы.
Технология сварки полуавтоматом зависит от нескольких факторов: типа металла, из которого выполнена рабочая деталь, длина шва, применение или отсутствие баллона. Кроме этого, выполнять швы можно несколькими способами:
- Стыковый метод предусматривает плотное соединение двух частей между собой тонким и практически незаметным швом. При этом качество дорожки остается на высшем уровне. Такой способ чаще всего применяется при ремонте и строении автомобильной техники.
- Внахлест сплавление выполняется точечным методом, когда одна деталь немного «находит» на вторую. В некоторых случаях при этом образую сплошной неразрывный шов.
Режим работы мастер настраивает самостоятельно, ориентируясь на качество деталей, то есть типа металла и их толщину. При толстых изделиях шов необходимо прокладывать в несколько этапов, выстраивая дорожки, плотно прилегающие друг к другу. Тогда соединение будем ровным и прочным.