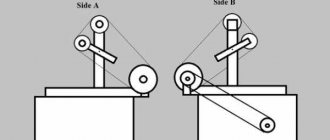
Первый патент на создание ленточнопильного станка был получен английским инженером Уильямом Ньюберри в 1807 году, с той поры его принципиальная схема не претерпела существенных изменений. Пила в виде замкнутой ленты, натянутой на шкивы, один из которых является приводным, по-прежнему является рабочим органом любого ленточнопильного станка.
Высокая скорость пиления вкупе с минимальными динамическими нагрузками делает ленточнопильный станок по металлу эффективным и востребованным оборудованием. У таких приборов есть преимущества по сравнению с круглопильным (дисковым) отрезным оборудованием. Последнее хоть и стоит дешевле, востребовано только в быту и в совсем небольших мастерских — да и там, как показывает опрос, подумывают о его замене. В это статье мы расскажет о принципе работы, видах и преимущества ленточных станков.
Ленточнопильный станок по металлу — что это?
В настоящее время выпускается великое множество ленточнопильных станков: от простейших «резаков» с ручным управлением до автоматов, способных решать самые разнообразные задачи. При всем этом многообразии они в соответствии с конструктивной схемой пильной рамы делятся на четыре группы оборудования. Устройство и принцип работы ленточных станков по металлу описаны в таблице:
| Типы ленточнопильных станков по металлу | Конструктивная схема | Функционал | Примечание |
| Консольный (мятниковый, отрезной) | Имеет наклонную пильную раму, которая, опускаясь, режет заготовку | Резка металлических профилей и полых деталей (труб до Ø 300 мм, квадратов и т.д.) | Может быть поворотным и неповоротным для пиления под прямым углом или под углом 45° |
| Горизонтальный (Одностоечный) | Горизонтальная пильная рама перемещается по одной вертикальной колонне, которую еще называют стойкой | Резка сплошных заготовок до Ø 200 мм или полых металлических изделий | Склонен к вибрации и частой поломке пильного полотна |
| Горизонтальный (двухколонный, двухстоечный) | Пильная рама напоминает кросс-балку, при этом направляющие колонны могут иметь разный профиль | Резка сплошных заготовок до Ø 500 мм | Может иметь диапазон угла поворота 30° — 135°. |
| Горизонтальный (портальный) | Две колонны дополнительно усиливаются горизонтальной балкой | Резка крупногабаритных металлоконструкций (от 0,5 до 1,5 метров в поперечнике) | Пила может быть установлена к рабочей поверхности стола под углом 3° |
| Вертикальный | Пильная рама – неподвижная, деталь закреплена на перемещаемом столе. Для больших станков, напротив, пильная рама движется вдоль стола. | Продольное пиление длинных заготовок | Способен осуществлять косую резку под углами до 45°. |
Достоинства резки на станках ленточного типа
Независимо от способов резки и применяемого оборудования, производителям приходится оставлять большие припуски на следующую обработку заготовок. Это связано с отсутствием возможности обеспечить высокую точность подготовительных операций. В результате происходит усложнение и удорожание процесса механической обработки.
Сегодня металлические заготовки режут разными путями:
- с помощью фрезов (дисковых плит), которые фиксируются на круглопильном оборудовании;
- с помощью фрезов или специальных резцов, установленных на отрезных приборах;
- с помощью ножовочных механических приборов;
- с помощью абразивного отрезного инструмента;
- при использовании режущего ленточного полотна, которое установлено на станок;
Проведение резки металлических заготовок характеризуется многими достоинствами. Среди них:
- максимальная производительность работы;
- возможность выполнять резку с повышенной точностью;
- возможность получать более точные срезы;
- незначительный расход металла, обусловленный небольшой шириной пропила;
- возможность изменять угол пропила;
- универсальность;
- возможность выполнять резку заготовок, собранных в пакеты;
Если вы намерены приобрести ленточный станок для своей мастерской, обратите внимание на ряд обязательных характеристик. Среди них — глубина и ширина пропила. Такой показатель варьируется в пределах 80−360 мм и 230−610 мм соответственно. Также учтите регулировку скоростей, что необходимо для точной установки рабочих режимов. В свою очередь, наклон стола позволяет производить точный раскрой под определенным углом. Скорость движения полотна и мощность устройства — тоже важные показатели.
Чтобы не допустить ошибок в выборе подходящего станка, тщательно взвесьте все тонкости, а также посоветуйтесь со специалистом. В таком случае ваша покупка будет максимально успешной.
Особенности и виды ленточнопильных станков
Консольные ленточнопильные станки наиболее востребованы в металлообработке, поскольку с одной стороны характеризуются широким спектром применения, а с другой – просты в управлении и доступны по цене (от 20 тысяч рублей). Они могут иметь как ступенчатый поворот пильной рамы, например, 30°, 45° и 90°, так и бесступенчатый – в диапазоне 90°- 30°. Обычно рама опускается под собственным весом, при этом скорость надвигания на заготовку может регулироваться оператором за счет демпферного цилиндра.
Горизонтальные ленточнопильные станки могут быть как одностоечные, двухстоечные, так и усиленные поперечной балкой и имеющие мощную станину — портальные. Станки первых двух видов невелики по размеру, жесткость колонн в них является достаточной. В портальных пильная рама перемещается вверх-вниз по П-образной конструкции. В зависимости от назначения и функционала они могут иметь поворотную пильную раму, а также комплектоваться механическими тисками или интегрированной подающей системой цанги.
Вертикальные ленточнопильные станки считаются устаревшими и в отличие от горизонтальных практически не востребованы, поскольку при их использовании сложно фиксировать детали на столе и велика вероятность травматизма. Тем не менее, спрос на них есть – они нужны, например, для продольного распила длинных заготовок.
Изготовители станков
Производство оборудования такого типа ведется в несколько этапов. Изначально делаются эскизы, включающие в себя узлы и детали. По ним в дальнейшем осуществляется производство агрегатов. Для изготовления рамы используются замкнутые профили. Они могут иметь различные размеры, на которые напрямую влияют габариты узлов и деталей. Чаще для производства машины для работ по дереву производится из П-образных профилей.
Производитель первоначально изготавливает основание машины. Для этого обычно берется применяется листовая сталь, толщина которой составляет 4 миллиметра. К основанию обязательно порядке крепится рама. Далее производится обработка рабочего стола. Для этого приваривается втулка, предназначенная для осей опорного кронштейна. Шарикоподшипники характеризуются наличием оси, куда привинчивается нижний диск. Установка верхнего диска осуществляется на шарикоподшипниках. Крепление оси осуществляется специальной скобой, при помощи которой производится смена угла наклона.
Производитель крепит несущую раму на болтах или гайках на ней производится размещение направляющих. К передней части станка прикрепляется кожух. С этой целью часто используются винты. Для максимально качественного движения заготовки по столу, он производится из текстолита. Закрепление шкива осуществляется с помощью винтов или штифта. Установка нижнего и верхнего диска осуществляется с разводом.
Производство ленточнопильных станков ведется по строго установленной схеме. Это обеспечивает длительность эксплуатации ленточной пилы.
Корпус установки характеризуется наличием лакокрасочного покрытия, что защищает его от коррозии. Для производства машины применяются высококачественные материалы, что гарантирует ему не только отменную работоспособность, но и продолжительный срок службы.
Основными брендами, встречающимися на рынке сегодня, являются Jet, Proma, Altesa, Makita, Metabo, Holzstar и другие.
Классификация ленточнопильных станков
1 класс — Ленточнопильные станки 1 класса предназначены для пиления трудно обрабатываемых материалов, включая цветные сплавы, конструкционные и высоколегированные стали, никелевые и титановые сплавы. Для них характерна большая мощность.
2 класс — Ленточнопильные станки 2 класса используются для резки металлов и сплавов биметаллическими ленточными пилами — в том числе цветных металлов, легированной и нержавеющей стали, жаропрочной стали, легкообрабатываемых титановых сплавов.
3 класс — Ленточнопильные станки 3 класса предназначены для резки труб и профильного проката, хотя могут использоваться и для пиления сплошного проката. Характеризуются низкой производительностью.
4 класс — Ленточнопильные станки 4 класса не предназначены для производственных целей, но могут использоваться в мастерских для резки стальных листов толщиной до 1 мм.
Ленточно-пильные и анодно-механические ленточные станки.
Не следует путать отрезные ленточно-пильные и отрезные анодно-механические ленточные станки (ГОСТ 19661-74), которые базируются на кардинально ином по сути процессе обработки (электрохимической) и по классификации ЭНИМС относятся к 8 типу 4 группы (электрофизические и электрохимические) металлорежущих станков. Для любого процесса «резания» на станках этой группы характерно разрушение поверхности одного из электродов, обусловленное действием электрического тока (анодное растворение), импульсного разряда (электрическая эрозия), ионного пучка (катодное распыление) или их комбинации.
Справка: Электрохимическая обработка на станках (Electro-Chemical Machining) – сравнительно новое прогрессивное направление в металлообработке, хотя основы процесса были заложены еще в 1928 году нашими исследователями В. Н. Гусевым и Л. А. Рожковым. Дорогой, но высокоточный процесс фрезерования отверстий, резки, очистки/шлифовки поверхности совершенствуется разработчиками металлообрабатывающих станков в развитых странах мира и уже сегодня многие успешные решения на основе электролитического растворения металла используются в авиационной и космической индустрии, автомобильной, медицинской промышленности. Видео: Электрохимическое фрезерование отверстий на станках EMAG GmbH & Co. KG с анодным растворением металла.
В действительности процесс «резания» в анодно-механических ленточных станках не просто электрохимический, а базируются на комплексном механическом, электроэрозионном и электрохимическом воздействии на обрабатываемый металл, причем прямой физический контакт инструмента и обрабатываемой детали полностью исключен – зазоры между пилой и деталью поддерживаются в пределах 0,01…0,03 мм и заполняются электролитом, в качестве которого чаще всего используют водный раствор силиката натрия Na2SiO3.
При резании на анодно-механических ленточных станках (упрощенно) происходит:
- электрохимическое анодное растворение обрабатываемой детали, выступающей в созданной электрической цепи в качестве анода (пила – катод);
- на поверхности детали образуется пассивирующая пленка, которая разрушается при абразивном воздействии потока электролита;
- по локальным участкам разрушенной пленки за счет разницы потенциалов возникают искровые разряды, которые нагревают поверхностный слой металла с ослаблением связей;
- происходит электроэрозионное разрушение ослабленного слоя металла с вымыванием электролитом.
В отличие от ленточно-пильных станков, где твердость режущего элемента (пилы) должна быть всегда больше, чем твердость обрабатываемой детали, в анодно-механических ленточных станках пилы из обычных нелегированных сталей и подбираются не по твердости, а по электрохимическому потенциалу. Для анодно-механической обработки используют станки, как с ленточными пилами, так и круглыми дисками.
Рис. Операции анодно-механической обработки.
Классификация по системе управления
Станки по системе управления делятся на:
- Ручные. Ленточнопильные станки с ручным управлением предназначены для резки металла в мелкосерийном производстве. Как правило, это консольные или одностоечные станки, в которых пильная рама опускается рабочим — при этом автовозврат не предусмотрен. Они имеют бюджетный ценник.
- Полуавтоматы. Полуавтоматический ленточнопильный станок оснащен автоматической системой опускания пильной рамы, имеет механизм автовозврата рамы по окончании резки и комплектуется гидравлическими тисками для крепления. Рабочий выполняет только подачу заготовок под пильное полотно, всё остальное делает станок.
- Автоматы. Автоматические ленточнопильные станки по металлу имеют самую высокую степень автоматизации, то есть могут работать без оператора. Они способны осуществлять зажим заготовок, резку и съем готовых изделий вообще без участия рабочего. Такое оборудование стоит очень дорого и предназначено для комплектации конвейерных производств. Автоматы в обязательном порядке оснащаются:
- высокоточными датчиками углов поворота;
- датчиками высоты пильной рамы;
- индикаторами давления пиления;
- датчиками частоты вращения, индикаторами обрыва полотна на шкиве;
- интерфейсом для подключения к внешнему управлению посредством промышленного интернет вещей.
Преимущества ленточного пиления.
Ленточное пиление отличает высокая точность, производительность (в автоматах и полуавтоматах), чистота реза на фоне снижения отходов пиления благодаря небольшой ширине пропила, причем обрабатываться могут, как единичные детали, так и пакеты заготовок (при правильной укладке), а суммарная толщина реза в горизонтальных «монстрах» колонного типа с усиленной конструкцией («портальных») и перемещением пильной рамы превышает 2 метра.
Все без исключения станки с ленточным полотном в горизонтальной плоскости – ленточно-отрезные с возможностью реза под углом 90 градусов и углами до 60 градусов, а с полотном в вертикальной плоскости, — ленточно-отрезные с разными углами реза (за счет изменения положения стола или пильной рамы), а также продольного и контурного пиления. Горизонтальные ленточно-пильные автоматы с ЧПУ могут по заданному алгоритму формировать конечную форму деталей из заготовки с минимальными отходами и высокой точностью.
Видео: Получение формы готовой детали из заготовки на горизонтальном ленточно-пильном автомате с ЧПУ.
Если рассматривать эффективность ленточного пиления по стоимости одного реза в сравнении с разрезанием заготовок диаметром 40 мм из стали 50 на ножовочном станке, круглопильном с помощью дисковых фрез («пилы Геллера»), абразивным кругом или пилами трения, то видно, что даже при сравнительно большой стоимости ленточной пилы суммарные удельные затраты на меньше, чем при других видах обработки.
Рис. Удельная стоимость реза заготовки диаметром 40 мм из стали 50 на горизонтальном ленточно-пильном станке (1), ножовочном станке (2), круглопильном станке с дисковыми фрезами (3), круглопильном станке с пилами трения (4), абразивными кругами (5).
В свою очередь таблица (ниже) демонстрирует, что удельная стоимость реза на ленточно-пильных, круглопильных и ножовочных станках возрастает при увеличении диаметра заготовки, но больше – при увеличении твердости материала от конструкционной до легированной и, скачкообразно до нержавеющей стали. Вместе с тем, наиболее экономичными по суммарным затратам на один рез остаются ленточно-пильные станки, а ножовочные занимают промежуточное положение между ленточно-пильными и круглопильными.
Таблица. Удельная стоимость реза (у.е./рез) заготовок разного диаметра из конструкционной, легированной и нержавеющей стали на ленточно-пильных, круглопильных и ножовочных станках равноценной мощности.
| Диаметр заготовки в мм | Круглопильный станок | Ножовочный станок | Ленточно-пильный станок | ||||||
| 1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | |
| 10 | 0,006 | 0,007 | 0,017 | 0,013 | 0,015 | 0,022 | 0,014 | 0,018 | 0,023 |
| 30 | 0,008 | 0,04 | 0,120 | 0,03 | 0,05 | 0,10 | 0,03 | 0,04 | 0,09 |
| 40 | 0,05 | 0,07 | 0,270 | 0,05 | 0,07 | 0,17 | 0,05 | 0,06 | 0,14 |
| 80 | 0,80 | 0,28 | 1,26 | 0,19 | 0,30 | 0,85 | 0,15 | 0,18 | 0,54 |
| 150 | 0,74 | 1,06 | 4,86 | 0,63 | 1,03 | 3,03 | 0,69 | 0,82 | 2,18 |
| 200 | 2,13 | 2,37 | 13,04 | 1,31 | 1,74 | 6,76 | 1,31 | 1,45 | 4,51 |
Примечание: 1 – заготовка из конструкционной стали, 2 – заготовка из легированной стали,3 – заготовка из нержавеющей стали. Аналогичная картина складывается при оценке:
- веса стружки при ленточно-пильной, абразивной и круглопильной резке;
Рис. Вес стружки при обработке 1 тыс. заготовок ленточно-пильной, абразивной и круглопильной резкой.
- долевой стоимости инструмента в одном резе ленточной, дисковой пилой и абразивным кругом;
Таблица. Долевая стоимость инструмента в одном резе ленточной, дисковой пилой и абразивным кругом.
| Вид инструмента | Стоимость инструмента, USD | Среднее количество отрезанных заготовок, шт. | Стоимость доли инструмента в одном резе, USD | |||
| Ø50мм | Ø100мм | Ø50мм | Ø100 мм | |||
| Абразивный круг | 5.5 | 30 | 10 | 0.1833 | 0.5500 | |
| Ленточная пила | 25х0.9 | 40.83 | 2160 | 663 | 0.0189 | 0.0616 |
| 32х1.1 | 68.0 | 2430 | 745 | 0.0278 | 0.0907 | |
| 40х1.3 | 83.0 | 2800 | 828 | 0.0296 | 0.1002 | |
| Пила Геллера | 63 | 4000 | 1000 | 0.058 | 0.0603 | |
- удельного расхода электроэнергии ленточно-пильного, абразивного и круглопильного станков.
Таблица. Удельный расход электроэнергии (у.е./рез) ленточно-пильного, абразивного и круглопильного станков.
| Процесс обработки | Абразивный | Ленточно-пильный | Круглопильный |
| Потребляемая мощность, кВт | 16 | 2.5 | 10.9 |
| Время резания, сек | 20 | 35 | 40 |
| Количество электроэнергии, требуемое для одного реза, кВт | 0.08 | 0.0243 | 0.1211 |
Изучайте отзывы
Если на крупном предприятии выбором оборудования занимаются профильные специалисты, то в малом и в среднем бизнесе предпринимателю приходится полагаться исключительно на себя. Верить консультантам из фирм-продавцов особо не приходится, так как они заинтересованы в продаже своих ленточных станков. Дабы выбрать оборудование правильно, следует тщательно изучить характеристики ленточного станка по металлу. Зачастую в небольших производствах резка металла ведется вручную с помощью обычных “болгарок”. Между тем, применение ленточнопильных станков позволяет добиться высокого качества среза, причем практически без металлической стружки.
Специалисты по обработке металла советуют обратить внимание на российское оборудование, поскольку имеются специализированные сервисы, где помогут быстро найти причины плохой работы станков, например, когда не отрегулирована подача материала или “капризничает” механизм привода, ломая полотно. Наиболее ценной информацией при выборе оборудования являются отзывы на специализированных форумах, рассказывающие, например, как с помощью немецких запчастей повысить в разы надежность китайских ленточных станков по металлу.
Описание конструкции станка
Прибор характеризуется высокой мощностью работы, поэтому его используют не только для резки металлических листов, но и для обработки разных пород древесины, полимерных и других материалов. Интересной особенностью такого устройства является возможность вырезать не только прямые, но и фигурные конструкции. Из названия понятно, что основным режущим элементом является ленточная пила, которая выполнена в виде металлической полосы замкнутого типа, где размещены острые зубья.
В настоящее время ленточные станки оснащаются разным количеством шкивов (двумя или тремя), которые способны формировать замкнутый контур, где осуществляется перемещение ленты с зубьями. Из ключевых достоинств подобного оборудования следует выделить большой ресурс работы режущего элемента и отсутствие необходимости проводить частую замену. Такой плюс обусловлен конструктивными особенностями и непрерывностью перемещения режущей ленты.
При выборе подходящей модели необходимо уделить особое внимание таким показателям, как производительность и эффективность. Именно они оказывают влияние на мощность применяемого электродвигателя, который приводит в действие шкивы. Для ленточнопильных станков характерна высокая безопасность, поэтому риск непредвиденных повреждений при халатном отношении оператора минимальный. Такой параметр обусловлен характерным движением полотна, которое направлено в сторону рабочего стола и обрабатываемого сырья. Поэтому выброс заготовки в сторону работника попросту не произойдёт.
Ещё одним хорошим преимуществом таких приборов является компактность. Несмотря на отличные показатели мощности и продуктивности работы, станок имеет небольшой вес и размеры. Для установки станка в домашних условиях не обязательно задействовать дополнительное оборудование для подъёмки груза. Всё выполняется своими руками. Также станок обладает низким уровнем шума, что обеспечивается качественным ленточным полотном.
Совершенно все модели ленточных станков по резке металла включают в себя ряд следующих деталей и узлов:
- корпус;
- механизмы привода;
- узел, отвечающий за резку;
- механизмы для подачи заготовок;
- система управления, которая состоит из электромеханических и гидравлических частей;
Примеры выбора станков для малого и среднего бизнеса
Консольный станок Энкор Корвет 422 предназначен для мелкосерийных работ, имеет поворотные тиски, но укомплектован системой подачи охлаждающей жидкости (СОЖ). Консольный Proma PPS-270THP способен пилить под любым выбранным оператором углом.
Двухстоечный полуавтомат Fmb OLIMPUS 3+VHZ предназначен для одновременного пиления нескольких прокатных изделий, может резать крупногабаритные заготовки из сталей всех марок, правда, с низкой производительностью.
Какие марки сегодня наиболее востребованные:
Производители ленточно-пильных станков.
Наиболее известные зарубежные производители горизонтальных и вертикальных ленточно-пильных станков — Amada (Япония), Do ALL (США), Forte, Behringer, Kasto, Meba, Klager, RONTGEN (Германия), Friggi, FMB и CARIF (Италия), Pilous и Bomar (Чехия), AT-S, Bekamak, UZAY MAKINA (Турция) и т.д. Производители брендового оборудования предлагают емкие линейки серий горизонтальных и вертикальных ленточно-пильных станков от портативных и переносных до полных автоматов с ЧПУ весом в десятки тонн. Цена на импортируемые ленточно-пильные станки зависит от их функциональных возможностей, производительности, энергопотребления и, безусловно, известности бренда производителя.
В нашей стране станками ленточного пиления занимаются в Астрахани (Астраханский станкостроительный завод), Краснодаре (Краснодарский станкостроительный завод Седин), Тверской области (Кимрский машиностроительный завод), Нижнем Новгороде (Группа ), Воронеже (ООО «Роста») и др., но это в основном единичные модели или ограниченные серии станков.
На что надо обратить внимание
Замена быстроизнашивающихся деталей может доставить массу неудобств, поэтому при покупке нужно обязательно узнать ресурс угольных щеток, приводных ремней, направляющих и подающих резиновых роликов, подшипников, зубчатых ремней. А также есть ли надежные аналоги немецких или японских производителей.
Причиной преждевременной поломки ленточнопильных станков являются механические повреждения из-за халатности рабочего. Кроме того, на надежность отрицательно влияют:
- повышенная влажность;
- агрессивные среды;
- внутренние или внешние загрязнения оборудования;
- умышленное нарушение инструкции эксплуатации, например, для увеличения производительности;
- скачки напряжения в электросети;
- попадание в пильную раму посторонних предметов — например, песка, камней, насекомых;
- конструктивные изменения;
- нарушение правил смазки и охлаждения СОЖ.
Выбор ленточного полотна
В домашних условиях сделать такое полотно для резьбы по дереву либо по металлу крайне трудно. Для таких целей подойдет сталь инструментального типа У8 либо У10. Пила для распиловки бревен должна быть как можно более гибкой. Ее толщина для древесины мягкого типа должна составлять примерно 0,3 мм, а для более твердых – 0,5-0,7 мм. Длина самого полотна такой пилы будет составлять около 170 сантиметров.
Также необходимо самостоятельно сделать зубья, правильно осуществить их разводку и заточку. Чтобы сварить ленту в сплошное кольцо, нужно применять припой и газовую горелку. Сам шов соединения затем следует отшлифовать.
Удобнее приобрести готовое изделие в магазине. Обычно ширина таких полотен составляет от 1,8 до 8,8 сантиметра. Подбирать модель для такой пилы лучше исходя из того, какой материал планируется распиливать. Производители обычно предлагают следующие категории пил:
- из твердых сплавов (они дают возможность осуществлять обработку сплавов высокой прочности);
- на основе алмазов (их использование позволяет распиливать такие материалы, как мрамор, кварц, гранит);
- выполненные из полосок стали инструментального типа (они применяются для распила древесины);
- биметаллические (они необходимы для осуществления работ с металлами).
Читать также: Схема сварочного трансформатора переменного тока
Если пила самодельная и маленькая, как в рассматриваемом случае, то лучше всего покупать изделие из полос стали инструментального типа. Подобный вариант доступен в плане цены и практичен. Если работа будет осуществляться с материалами твердого типа, то лучше купить дорогую пилу, отличающуюся высокой прочностью, которая будет устойчива к износу.
Если такая настольная горизонтальная мини-пила будет применяться для реза фигурного типа, то ширина полотнища должна подбираться с учетом радиуса закругления. Еще один важный критерий – качество затачивания зубьев. Режущая кромка должна быть как можно более ровной и острой.