Механизм подачи
Механизм подачи сообщает суппорту необходимое направление движения. Задаётся направление трензелем. Сам трензель находится в корпусе передней бабки. Управление им происходит посредством наружных рукояток. Кроме направления можно изменять и амплитуду движения суппорта при помощи сменных шестерней разного количества зубьев или коробки подач.
В схеме станков с автоматической подачей имеются ходовые винт и валик. При проведении работ высокой точности исполнения используется ходовой винт. В остальных случаях – валик, что позволяет дольше сохранить винт в идеальном состоянии для выполнения сложных элементов.
Принцип действия
Металлообрабатывающие станки 1А616 работают по такому принципу:
- Деталь перед обработкой фиксируют в патроне оборудования или между центрами.
- Резцы крепятся в своем держателе на суппорте. Одновременно можно установить не более четырех режущих элементов.
- Для проведения манипуляции по сверлению или нарезанию внутренней резьбы, подходящий инструмент фиксируют в пиноли задней бабки.
- Основная обработка заготовки проводится за счет сочетания поступательно-вращательного движения резака и оборотов детали. Такая конструкция позволяет производить обработку цилиндрических, конических и фасонных деталей, включая винтовые и торцовые части.
На токарном станке по металлу 1А616 передача вращательного момента на шпиндель и заготовку производится с использованием ременного шкива, который размещен между опорами. При необходимости, замену клиновидного ремня можно выполнить без снятия шпинделя. В конструкции данного оборудования предусмотрен принцип раздельной передачи на суппорт. Он может передвигаться при помощи ходового винта или валика. В обмотке мотора участвует стартер постоянного тока, обеспечивая эффективное торможение привода.
Варианты шпинделей для фрезерного станка
Гравер
Если вас интересует самый недорогой шпиндель для вашего самодельного фрезерного станка с ЧПУ, то для этого можно использовать серийный гравер. Мощность такого устройства составляет 125 Вт, а цена начинается от 500 рублей. Однако такой шпиндель имеет ряд существенных недостатков. На малых оборотах он выдает слабый крутящий момент, что не позволяет использовать его для обработки заготовок из металла. В связи с этим применять такой шпиндель можно только для гравировки и для обработки заготовок из мягких пород дерева фрезами небольшого диаметра.
Шпиндель из гравера будет, пожалуй, самым бюджетным вариантом
Бормашинка
Второй вариант шпинделя для фрезерного станка с ЧПУ, сделанного своими руками, – это бормашина, стоимость которой начинается от 2000 руб. По сравнению с гравером, такое устройство работает существенно тише, совсем незначительно теряет крутящий момент на небольших оборотах, отличается качественным патронным зажимом.
Бормашина «Профиль М-01» с кулачковым патроном, позволяющим применять насадки с хвостовиками различных диаметров
DC-мотор
Шпиндель станка для фрезерования можно изготовить своими руками, используя DC-моторы, работающие от напряжения 12–48 В. Мощность таких моторов, способных развивать в минуту 12 000 оборотов, составляет 400 Вт. Такой шпиндельный двигатель отличается следующими преимуществами: отсутствием сильного биения и сильного шума при работе, использованием стандартной цанги ER11A.
Если дооснастить такой шпиндель несложным электронным устройством, то при помощи ЧПУ можно управлять числом его оборотов. Есть у такого шпинделя и недостатки, к которым следует отнести необходимость в дополнительном источнике питания, невысокую мощность, значительный нагрев при работе, что вызывает необходимость его охлаждения. Из-за невысокой мощности самодельный фрезерный станок с таким шпинделем пригоден для обработки только мягких материалов.
Шпиндель самодельного фрезерного станка с ЧПУ из DC-мотора
Фрезер и прямошлифовальная машина
В качестве шпинделя для самодельных станков с ЧПУ можно также использовать прямошлифовальные машины и фрезеры. Если вы возьмете в качестве шпинделя фрезер модели Энкор ФМЭ-850 Вт, то у вас в распоряжении окажется станок, на котором можно обрабатывать не только деревянные заготовки, но и изделия из фанеры и цветных металлов. Что удобно, в комплекте с таким фрезером идет цанга на 6 мм, для которой есть стандартные переходники 3 в 6 мм. Используя этот переходник, в такой шпиндель можно устанавливать фрезы с диаметрами 0,1–6 мм.
Не все модели фрезеров имеют в своем комплекте такую цангу, что не позволяет применять их для оснащения фрезерных станков с ЧПУ. Есть у фрезера Энкор ФМЭ-850 Вт и недостатки, к которым относятся высокая шумность при работе и отсутствие в конструкции электронного устройства, отвечающего за изменение количества оборотов, что не позволяет использовать его для обработки полимерных материалов (для этого необходимы небольшие обороты фрезера).
Использование вертикального фрезера в качестве шпинделя станка
Фрезер Sparky
Если на фрезерном станке с ЧПУ, который вы сделали своими руками, необходимо обрабатывать полимерные материалы, то в качестве шпинделя для него лучше использовать фрезеры торговой марки Sparky. Мощность таких фрезеров может варьироваться в пределах 500–1050 Вт. В конструкции моделей, мощность которых начинается с 750 Вт, предусмотрено электронное устройство, отвечающее за изменение количества оборотов, поэтому их можно использовать для обработки полимерных материалов (акрил, ПВХ, двухсторонний пластик, модельный пластик и др.). Для обработки таких материалов фрезер должен иметь возможность вращаться с небольшим количеством оборотов, не теряя при этом своей мощности. Это предотвращает нагрев в зоне обработки и плавление пластика, а высокая мощность обеспечивает достаточную производительность процесса фрезерования.
Фрезер Kress
Оптимальными по соотношению «цена – качество» являются фрезеры торговой марки Kress, которые также можно использовать в качестве шпинделей для станков, оснащенных системой ЧПУ. Большим преимуществом таких фрезеров является то, что в их конструкции предусмотрена система, которая нормирует биение.
Фрезер Kress в качестве шпинделя
Профессиональный шпиндель
При желании можно оснастить свой самодельный фрезерный станок с ЧПУ профессиональным шпинделем, в конструкции которого предусмотрена система жидкостного охлаждения. Кроме эффективной системы охлаждения, в конструкции такого шпинделя есть 3–4 подшипника, что значительно повышает его надежность и точность обработки (здесь стоит заметить, что в шпинделях обычного бытового оборудования установлено только 2 подшипника). К достоинствам таких устройств следует отнести отсутствие в их конструкции быстроизнашиваемых щеток и низкий уровень шума при работе. Самым большим недостатком таких шпинделей является то, что их стоимость начинается от 7000 рублей. Кроме того, дополнительно придется потратиться на приобретение частотного преобразователя для системы охлаждения, который стоит порядка 6000 рублей.
Заводской поворотный шпиндель для станка с ЧПУ
Шпиндель токарного станка 16К20. Ремонт шпинделя токарного станка
Шпиндель — одна из ответственных деталей станка, от точности и жесткости которого зависит качество выполняемых на станке операций. Отклонения от формы и размеров поверхностей шпинделя допускаются в очень узком диапазоне, поэтому к ремонту шпинделей предъявляются повышенные требования. Определена специфика ремонта концов шпинделей, которые имеют коническое отверстие и резьбу, посадочную шейку или конус для базирования технологической оснастки. Если во время ремонта изменить размеры поверхностей конца шпинделя, то нужно будет менять или переделывать прилагаемую к станку технологическую оснастку. Поэтому при ремонте стремятся восстановить его в начальных размерах, особенно это касается поверхностей концов шпинделя.
Выбор способа восстановления основных поверхностей шпинделя производят в зависимости от величины их износа.
При износе поверхностей шпинделя до 0,05 мм на сторону вначале выполняют предварительное шлифование для восстановления геометрической формы поверхностей и хромирование, после чего окончательно шлифуют, снимая слой до 0,03 мм на сторону.
Поверхности шпинделей, имеющие износ более 0,05 мм на сторону, подвергают наращиванию металлом одним из известных способов, затем — механической обработке.
Коническое отверстие на конце шпинделя при восстановлении обычно шлифуют, затем торец шпинделя подрезают по конусному калибру. Торец фланца шпинделя также подрезают после восстановления шлифованием конусной посадочной шейки на конце шпинделя.
Резьбы у шпинделей при ремонте обычно прорезают до полного профиля, а нестандартные гайки к ним изготовляют заново.
При восстановлении шпинделей нужно выбирать такие способы ремонта, которые параллельно с восстановлением начальных размеров обеспечивали бы повышение износостойкости поверхностей.
Ремонтный чертеж шпинделя токарного станка показан на рис. 27. В табл. 14 приведен технологический маршрут ремонта шпинделя.
Как определить частоту вращения шпинделя
Для этого необходимо создать технологическую карту изготовления детали. Вопрос решается в 5 этапов – рассмотрим каждый из них.
Уделяем внимание исходным данным
Нужно определить следующие параметры (в том числе и конкретные значения некоторых из них):
- Тип материала заготовки – чаще всего это углеродистая сталь, но также может быть выбран чугун или цветмет; важно понимать, что от плотности и сопротивления металла (пластика, дерева) зависит усилие, прикладываемое к поверхности для снятия нужного слоя.
- Диаметр детали – разброс здесь может быть довольно серьезным, плюс, следует учитывать еще и припуски, величина которых зависит от количества проходов и того класса точности, которого требуется достигнуть. Обычно проводятся черновые, чистовые, финишные операции, каждая из которых уменьшает не только степень шероховатости, но и размер сечения предмета.
- Длина заготовки – чем она больше, тем серьезнее нагрузка на вал и на зону его крепления (хвостовик); а значит этот параметр тоже важно принимать во внимание.
- Квалитет точности и необходимая степень шероховатости – прецизионная обработка возможна только на высокой скорости и при наличии ЧПУ, идеально позиционирующего инструмент и функциональные узлы по отношению друг к другу.
Применяем формулу оборотов шпинделя
Согласно ей, частота вращения находится как:
Где:
- V – скорость резания или, другими словами, тот путь, который лезвие проходит за расчетную единицу времени, измеряется в м/мин;
- d – диаметр кромки резца, в мм;
- π – 3,14 – постоянная величина.
Свое влияние на производительность технологической операции оказывает преобразователь (облегчает изменение параметров) и инвертор (частично компенсирует потерю крутящего момента при резком замедлении вала). Но при прочих равных на первый план по степени важности выходит сечение лезвия и конструктивные особенности самого оборудования.
Выбираем инструмент и станок
Раз чрезмерная частота вращения шпинделя (из формулы и объяснений выше) убыстряет износ кромок, логично отдавать предпочтение резцу, способному выдерживать максимально большое количество оборотов. Для этого он должен быть исполнен из износостойкого сплава или просто оставаться подходящей формы. Например, фрезы для создания канавок продержатся дольше тех, что предназначены для создания плоских поверхностей.
Если есть такая возможность, обязательно проводите визуальный осмотр инструмента, внимательно проверяя его на отсутствие изъянов: даже мельчайшие дефекты со временем разовьются и точно убыстрят износ.
При выборе оборудования учитывайте, какие задачи оно будет решать. Нанесение резьбы требует одной производительности, сверление или формовка корпусных деталей – уже другой, блок ЧПУ может убыстрять или замедлять работу и так далее. Возможности промышленного будут отличаться о того, что предназначено для домашней мастерской, и тому подобное.
Выполняем расчет оборотов шпинделя и режима резания
Составляется технологическая карта, а уже на ее основе – необходимые чертежи с информативными таблицами. При этом частота находится путем подстановки значений в указанную формулу. Диаметр – это известная или, по крайней мере, измеряемая величина, скорость перемещения – тоже. Исходя из ее показателей и принимается решение о производительности, с которой будет функционировать оборудование.
Проводим заключительный этап
После этого осуществляется проверка, в ходе которой определяется:
- соответствие фактической мощности привода проектным данным;
- надежность механизма подачи в течение определенного срока;
- прочность пластинки и державки – чтобы спрогнозировать выход из строя;
- полнота сопутствующей технологической оснастки;
- время выполнения одной операции, а на его основании – себестоимость детали.
С учетом результатов пробного запуска делается вывод об эффективности и актуальности режима и устанавливается, нужно ли вносить какие-либо изменения.
Технические характеристики
Приведенные в техническом паспорте параметры помогают определить, то ли это устройство, которое необходимо вам для работы. Предлагаем рассмотреть приведенную информацию.
Основные параметры
- Тип — токарно-винторезный, универсальный.
- Серия — 1А616.
- Точность — Н (нормальная).
- Высота центров — 165 мм.
- Расстояние между центрами — 710 мм.
Шпиндель
Вал для закрепления заготовки в зажимном патроне:
- Пределы скоростей (прямые и обратные вращения) 9–1800 оборотов в минуту (при необходимости можно заказать с быстротой от 11 до 2240 оборотов в минуту).
- Диаметр отверстия 35 мм.
- Внутренний конус Морзе N5.
- Действует торможение шпинделя и блокировка рукояток.
Суппорт и подачи
Суппорт (поддержка) — подвижный элемент, узел для закрепления режущих инструментов или заготовок:
- Резцедержатель — 4 резца.
- Державка резца (наибольшие размеры 20х25).
- От опорной поверхности до линии центров 25 мм.
- От оси центров до кромки резцедержателя 170 мм.
- Один передний суппорт с одной резцовой головкой.
- Продольное max 670 мм (одинаковые показатели от руки, по валику и по винту).
- Поперечное max 195 мм (от руки и по винту, по валику нет такой возможности).
На одно деление лимба:
- Продольное 1 мм.
- Поперечное 0,05 мм.
На 1 оборот лимба:
- Продольное 110 мм.
- Поперечное 5 мм.
Подачи — перемещение режущего элемента или заготовки за один оборот или рабочий ход:
В станках данной серии установлены пределы продольной и поперечной подачи в пределах 0.065 — 0.91 мм/оборот шпинделя.
Резцовые салазки
Один из элементов суппорта. На нем закреплен держатель для резцов. Его можно перемещать вручную вдоль поворотной части суппорта.
- Максимальный угол поворота 90°.
- Деление шкалы, цена 1°.
- Максимальное перемещение 120 мм.
- Одно деление лимба, цена 0,05 мм.
- Один оборот лимба провоцирует перемещение на 3 мм.
Задняя и передняя бабка
Задняя бабка — узел, который помогает в поддержке изготавливаемой детали. Также в ней можно закрепить инструмент для внешней обработки изделия. При тяжелых условиях работы есть возможность закрепления конструкции с помощью затяжных болта и гайки.
- Конус внутренний Морзе 4.
- Пиноль максимально перемещается на 120 мм.
- Одно деление шкалы перемещения пиноли = 1 мм.
- Поперечное смещение 10 мм (вперед и назад).
Передняя бабка — механизм, который двигается, получая импульс от коробки скоростей посредством ремней и разгруженного приемного шкива. Благодаря ему есть возможность:
- увеличить восьмикратно передачу движения между подачей и шпинделем при нарезании резьбы;
- нарезать правые и левые резьбы.
Электрооборудование
В станке действуют — электродвигатель главного движения:
- Мощность 4 квт.
- 1450 оборотов при частоте 50 Hz.
- Мощность 0,125 кВт.
- Обороты 2800 при частоте 50 Hz.
Выбор типа шпинделя
Теперь представим конкретные разновидности, отметим их достоинства и характерные черты. Их следует учитывать при подборе детали.
Со встроенным электромотором (электрошпиндели)
Они:
- Способствуют развитию очень высоких скоростей. При стандартных 18 000 – 24 000 оборотов в минуту, некоторые модели могут поддерживать и рабочие 120 тысяч об/мин.
- Очень хорошо режут на больших скоростных режимах.
- Имеют ограничения в нагрузках – оно продиктовано использованием небольших шариковых подшипников.
- Не приспособлены для обратного хода. Отсутствие такой функции сильно затрудняет создание некоторых элементов, например, нарезку резьбы.
- В качестве фиксаторов наиболее часто применяются конусы или цанговые зажимы.
Механические с внешним приводом
Они:
- Имеют дело с намного меньшими скоростями. Стандартном можно считать от 300 до 8 000 оборотов в минуту. Это обусловлено тем, что довольно трудно привести в движение все подшипники, шестерни и прочие передающие движение элементы
- Жесткость и нагрузочная способность больше. Почему? потому что можно использовать не только шарикоподшипники, но и более устойчивые – роликовые. Так что такое оборудование может быть использовано даже для силовой фрезеровки титана или других прочных металлов.
- Есть обратная связь – при условии установки мотора с энкодером.
- Применяются инструментальные конусы вместо цанг – последние не отвечают требованиям по жесткости фиксации.
Конструкция КПП станка
Коробка скоростей в этой модели токарного аппарата включает:
- 3 цилиндра, располагающиеся один за другим с 3 подшипниками;
- 3 одиночные шестеренки, которые образуют две активные шестерни.
Эти узлы дают вращение оси, через вал, рабочие передачи зубчатого типа. В случае если потребуется задать увеличенную частоту оборотов оси, то она за счет кулачковой муфты подсоединяется прямо к валу.
Регулирование требует совершения последовательных действий, совершаемых вручную:
- Определение держателя резцов в нужное положение;
- Регулировка позиции задней бабки агрегата;
- Контроль суппорта (основной модуль).
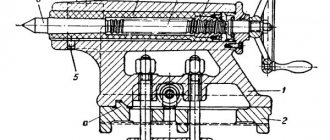
Задняя бабка
Опорный узел, предназначенный для поддержания заготовки соосно со шпиндельной головкой, называется задней бабкой. В состав задней бабки входит пиноль – подвижное устройство, перемещаемое вдоль оси заготовки при помощи винта, приводимого в движение маховиком подачи.
Цифрами обозначены:
- Маховик подачи.
- Рычаг эксцентриков фиксации корпуса.
- Фиксатор пиноли.
- Корпус задней бабки.
- Пиноль.
- Центр.
- Технологические отверстия.
- Основание корпуса.
- Болт поперечного перемещения корпуса.
Перед началом работы рекомендуется сдвинуть заднюю бабку в сторону шпинделя и проверить их соосность визуально. В случае возникновения сомнений, в шпиндельной головке зажимают один конец тестировочного стержня (заготовки), а центром сдвинутой на свое место задней бабки подпирают второй конец. Затем по направляющим станины передвигают по всей длине стержня жестко закрепленный микрометр. Щуп прибора должен касаться стержня – так проверяется осевое биение заготовки. Если биение существует, то под основание задней бабки подкладывают тонкие регулировочные пластины, стремясь свести осевое биение к минимальным значениям или к нулю.
Задняя бабка может выполнять не только функции опорного элемента, но и быть держателем некоторых видов инструмента. Сверло, метчик, проходной резец для внутренней обработки – многие из этих предметов могут быть закреплены в пиноли.
Внутренняя часть пиноли обработана под конус Морзе, поэтому и хвостовики инструмента должны быть иметь этот конус. Конструкция задней бабки сделана так, что при вращении назад, пиноль втягивается в корпус на определенную глубину. В это время в торец инструмента, вставленного в пиноль, упирается торец двигающего ее винта. Таким способом инструмент выталкивается из пиноли.
Простота конструкции задней бабки не отменяет необходимости ее регулировки, настройки или ремонта.
После длительной эксплуатации или по мере необходимости проводят ревизию задней бабки. В случае проведения ремонта, после выполнения всех необходимых работ или замены деталей, проводят регулировку задней бабки, которая называется юстировкой.
При любых работах по регулировке и настройке металлорежущих станков не применяются регулировочные пластины из дерева из-за их мягкости.
Принципы токарной обработки материалов
Токарная обработка материалов заключается в обработке тел вращения режущим инструментом, движущимся вдоль оси вращения заготовки. При поступательном движении резца, с поверхности заготовки снимается слой материала. Исторически сложилось так, что обработка «круглых» деталей требовалась практически во всех отраслях народного хозяйства. Первые токарные станки были очень примитивные: заготовку вращали при помощи ножного привода, а режущий инструмент держали в руках с упором на подставку. На таких станках можно было обрабатывать только мягкие материалы, например, такие как дерево. Токарный станок Петра I.
В конце 19 века, с появлением машин, стали использовать паровые, а затем и электрические двигатели для вращения обрабатываемых деталей. Важным достижением того времени явилось то, что были разработаны и внедрены держатели режущего инструмента. Инструмент закреплялся в специальной обойме, а обойму оператор мог перемещать как параллельно, так и перпендикулярно заготовке, вращая определённые ручки. Такие приспособления стали называться «суппорт токарного станка».
Токарный станок начала 20 века.
Современные токарные станки позволяют в автоматическом режиме перемещать режущий инструмент в заданных направлениях. К достоинствам современных токарных станков относится так же возможность нарезания резьбы практически любого профиля и заданной точности. Поэтому современные станки называются «Токарно-винторезные станки».
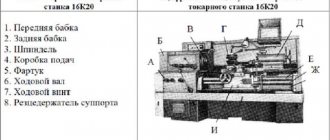
Устройство и основные узлы токарного станка.
Большинство токарных станков имеют практически одинаковую конструкцию и различаются только габаритами и расположением органов управления. На рисунке показан типовой токарный станок и его основные узлы. Ось токарного станка
— виртуальная ось, проходящая через ось вращения заготовки параллельно станине.
Передняя тумба и задняя тумба
— литые чугунные тумбы, служащие подставками для узлов и механизмов станка. В настольных станках тумбы не используются.
Станина
— основная часть, остов токарного станка. Станину, обычно, изготавливают цельнометаллической путём отливки из чугуна. Станина крепится к тумбам станка. Большой вес станины снижает вибрации от электропривода станка и вибрации, возникающие в процессе обработки деталей. В нижней части станины, внутри или сзади токарного станка устанавливается двигатель электропривода.
Электрический шкаф
— шкаф, внутри которого расположены элементы электрической схемы станка, а на наружной панели включатели главного электродвигателя, компрессора для охлаждающих жидкостей, вольтметр и индикаторные лампочки.
Передняя бабка
— заключает в себя набор шестерён, рычагов, валов и механизмов для изменения скорости вращения заготовки и скорости подачи режущего инструмента.
Гитара
— составная часть передней бабки, в которой расположены сменные шестерни для настройки привода инструмента при нарезании резьбы (в современных станках смена шестерён не требуется).
Шпиндель
— основной вал вращения заготовки. На шпинделе могут устанавливаться крепёжные приспособления, такие как патрон, центр, цанга и тому подобные.
Патрон
— наиболее распространённое крепёжное приспособление для заготовок.
Суппорт
— приспособление для крепления обрабатывающего инструмента и перемещения инструмента в заданных направлениях.
Фартук
— передняя крышка суппорта.
Задняя бабка
— приспособление для крепления заготовки (при обработке в центрах), или для крепления инструментов, таких например как метчик, плашка при нарезании резьбы и прочих приспособлений.
Передняя бабка
На фронтальной поверхности передней бабки расположены рычаги переключения скорости вращения шпинделя и скорости подачи режущего инструмента. Шильдики
— пояснительные таблички. На токарных станках, на шильдиках указаны зависимость скорости перемещения или вращения узлов станка от выбранных положений рукояток установки.
Рукоятки установки скорости шпинделя
— в зависимости от положения этих рукояток изменяется скорость вращения шпинделя. Рукоятки можно перемещать только на остановленном станке.
Делительный рычаг
— Рычаг переключения скорости вращения шпинделя. Рычаг имеет три положения. В крайнем левом положении шпиндель станка вращается с нормальной скоростью установленной рукоятками установки скорости шпинделя. В вертикальном (нейтральном) положении шпиндель не вращается. В крайнем правом положении шпиндель вращается со скоростью в 10 раз ниже заданной. Переключать этот рычаг можно только на остановленном станке.
Рукоятки установки скорости подачи
— этими рукоятками устанавливается скорость перемещения режущего инструмента при обработке деталей, а так же перемещение режущего инструмента за один оборот шпинделя при нарезании резьбы. Рукоятки можно перемещать только на остановленном станке.
Шпиндель
— стальная толстостенная труба. Шпиндель служит для передачи вращения от электропривода, через систему шестерён, к обрабатываемой детали. Входная часть шпинделя на поверхности имеет резьбу для установки крепёжных патронов, а входное отверстие имеет форму конуса для установки центров или других крепёжных приспособлений. Следует заметить, что у разных моделей станков, число и положение рукояток настройки скорости вращения и перемещения могут отличаться от показанных на рисунке. Для конкретной модели токарного станка следует внимательно ознакомиться с обозначениями на шильдиках или прочитать инструкцию по эксплуатации станка.
Задняя бабка
Задняя бабка
— приспособление для крепления заготовки (при обработке в центрах), или для крепления инструментов, таких например как метчик, плашка при нарезании резьбы; свёрл или сверлильного патрона при сверлении отверстий.
Основание
— деталь задней бабки, её остов. Основание а, следовательно, и вся задняя бабка, может свободно перемещаться в горизонтальной плоскости по станине вдоль оси станка. На основании крепится корпус задней бабки.
Корпус задней бабки
— узел, содержащий в себе функциональные механизмы задней бабки.
Винт регулировки положения задней бабки
— предназначен для небольшого перемещения корпуса задней бабки в горизонтальной плоскости в поперечных направлениях. Используется в случаях, когда нужно совместить центр заготовки с центром задней бабки (сделать соосными) или при обработке конических деталей.
Пиноль
— подвижной стальной цилиндр. Входное отверстие пиноли имеет коническую форму и предназначено для крепления оправок, приспособлений, центров и тому подобное, в зависимости от выполняемой работы.
Рукоятка фиксации пиноли.
При работе токарного станка могут возникать вибрации, которые приводят к самопроизвольному перемещению пиноли. Чтобы зафиксировать пиноль в заданной позиции и служит ручка фиксации.
Колесо перемещения пиноли
— при вращении этого колеса по часовой стрелке, пиноль выезжает из корпуса задней бабки, а при вращении колеса против часовой стрелки, пиноль заходит внутрь корпуса задней бабки.
Рукоятка фиксации задней бабки.
Для перемещения задней бабки вдоль станины рукоятку фиксации следует отпустить (сдвинуть рукоятку назад). Для фиксации задней бабки, после её перемещения, ручку фиксации следует потянуть на себя до упора. При этом задняя бабка будет зафиксирована в нужном положении и не сможет самопроизвольно перемещаться по станине вследствие нагрузок на пиноль или паразитных вибраций.
Суппорт
Суппорт токарного станка предназначен для закрепления и перемещения режущего инструмента. Поворотный резцедержатель
— приспособление для закрепления и смены режущего инструмента.
Ручка крепления резцедержателя
— предназначена для смены режущего инструмента. Для смены инструмента ручку поворачивают против часовой стрелки (от себя), при этом затяжная головка ослабляет фиксацию резцедержателя и происходит его поворот. Для фиксации резцедержателя следует повернуть ручку крепления резцедержателя по часовой стрелке (на себя) до упора.
Верхние салазки
— механизм перемещения резцедержателя в заданном направлении. Верхние салазки можно поворачивать (в параллельной плоскости) относительно оси станка на заданный угол. Об этом будет подробно рассказано в теме «Обработка конических поверхностей».
Рукоятка перемещения верхних салазок
— вращение этой рукоятки перемещает верхние салазки в горизонтальной плоскости.
Поперечные салазки
— предназначены для перемещения режущего инструмента в горизонтальной плоскости строго перпендикулярно оси станка.
Рукоятка перемещения поперечных салазок
— вращение этой рукоятки по часовой стрелке приводит к перемещению поперечных салазок вперёд (к оси станка), а против часовой стрелки назад (от оси станка).
Продольные салазки
— устройство перемещения режущего инструмента строго параллельно оси станка.
Колесо перемещения продольных салазок
— вращение этого колеса против часовой стрелки приводит к горизонтальному перемещению режущего инструмента справа налево, а по часовой стрелке — слева направо.
Включатель винтовой подачи
— используется только при нарезании резьбы резцом. Во всех остальных режимах обработки деталей этот включатель заблокирован.
Переключатель подач
— многопозиционный рычаг для включения автоматического перемещения режущего инструмента в заданном направлении. В положении 0 — (нейтраль) суппорт стоит на месте; в положениях 1 или 2 перемещаются поперечные салазки (вперёд или назад соответственно); в положении 3 или 4 перемещаются продольные салазки (влево или вправо соответственно). Переключатели подач могут иметь и другую конструкцию, например, иметь два рычага. Один включает продольную, а другой поперечную подачи.
Приводные валы и механизмы
Для автоматического перемещения элементов суппорта, а так же для оперативного включения и выключения вращения шпинделя в токарном станке предусмотрено несколько приводных валов и соответствующих механизмов. Механизмы включения — выключения различных приводов находятся в суппорте под фартуком.
Вал включения шпинделя
— имеет на себе две ручки включения шпинделя. Одна ручка расположена слева от оператора станка, а вторая справа. Обе ручки жёстко закреплены на валу. При перемещении любой из этих ручек вверх происходит включение станка, и шпиндель начинает вращаться против часовой стрелки (рабочее, прямое вращение). В среднем положении ручек — станок выключен. При перемещении ручек вниз шпиндель начинает вращаться по часовой стрелке (обратное вращение).
Зубчатая рейка
— составная часть механизма ручного перемещения суппорта в продольном направлении. При вращении колеса перемещения продольных салазок происходит зацепление зубчатого колеса связанного с осью вращения колеса и зубчатой рейкой, при этом происходит перемещение суппорта.
Вал подачи
— Этот вал предназначен для автоматического перемещения режущего инструмента. Вал по всей рабочей длине имеет продольный паз, служащий для зацепления с механизмом перемещения. При работающем станке этот вал постоянно вращается. Ручкой переключения подач включается механизм выбранного перемещения.
Вал резьбовой (Винт)
— предназначен для привода суппорта в продольном направлении при нарезании резьбы резцом. Вращение этого вала происходит только в режиме нарезания резьбы.
Лимбы
Лимб — это кольцо (или плоская шайба) с нанесёнными на его поверхности рисками, расположенными на равных расстояниях друг от друга. На определённом интервале, например через каждые 10 рисок, нанесены цифры, указывающие определённую величину градуировки лимба. Лимб может быть отградуирован в миллиметрах, градусах или других метрических величинах.
На рисунке показан лимб, расположенный на механизме перемещения поперечных салазок. Вращение лимба происходит совместно с вращением рукоятки перемещения инструмента. Каждая десятая риска на лимбе пронумерована 0, 1, 2 ..19. Всего лимб имеет 200 рисок. В данном случае при повороте рукоятки, например, на 10 делений (от 0 до 1) рабочий инструмент переместится на 1 миллиметр. Разные станки имеют разную градуировку лимбов, поэтому следует справляться в инструкции по эксплуатации конкретного станка. Если нет возможности узнать эту информацию, то можно определить величину перемещения самостоятельно. Для этого следует проточить деталь и измерить полученный размер, затем снова проточить деталь, повернув рукоятку на десять делений и снова измерить размер, полученный после проточки. Разница между предыдущим и последним измерением как раз и будет величина перемещения инструмента при повороте на 10 делений. Кольцо лимба можно поворачивать на оси механизма, удерживая рукоятку перемещения. Это бывает необходимо для установки точки отсчёта при обработке, обычно устанавливается значение 0.
Основные типы и характеристики токарных станков
Токарные станки имеют определённые характеристики, которые следует учитывать при изготовлении на них тех или иных деталей: Диаметр обработки над станиной D
— максимальный диаметр заготовки, которую можно установить и обработать на станке.
| Расстояние между центрами L — максимальная длина заготовки, которую можно установить и обработать на станке. |
| Диаметр отверстия шпинделя d — диаметр отверстия, через которое может пройти заготовка (пруток). |
Подробно о типах современных станков можно посмотреть на сайте
Основные параметры ВМШ
Основные параметры: мощность и момент двигателя, частоты вращения, допустимые силы резания, -назначались на основе анализа режимов обработки стальных и алюминиевых заготовок торцовыми, длиннокромочными, концевыми, дисковыми фрезами, а также расточным, сверлильным и резьбообрабатывающим инструментом (сверла, развертки, резцы и т.п.). В качестве материала инструмента использовались твердый сплав и керамика. При выборе режимов обработки учитывалось то обстоятельство, что при разгоне вышеопределенных частот вращения в коническом соединении оправки и шпинделя может возникать зазор, который необходимо исключить. Основные параметры разработанных в рамках государственного контракта ВМШ представлены в таблице.
Рис.5. ВМШ HSK 100 (продольный разрез)
На рис. 5 приведена конструкция ВМШ с конусом HSK-A100. Ротор 1 электродвигателя устанавливается с натягом для передачи момента на шпиндель 2. Влияние электромагнитных полей двигателя уменьшается кольцами 3 из немагнитного материала, которые могут использоваться и для балансировки. Шпиндель 2 вместе с ротором электродвигателя и другими вращающимися деталями балансируется до обеспечения остаточного дисбаланса, при котором центр тяжести шпинделя смещается не более чем на 1…2 мкм. Статор 4 с рубашкой охлаждения 7 устанавливается в корпусе 5 ВМШ и охлаждается при подаче жидкости в полость 6 этой рубашки. С помощью той же системы происходит охлаждение подшипников. Передней опорой шпинделя служат сдвоенные радиально-упорные шарикоподшипники 8 и 9, натяг в которых обеспечивается пружинами 10 (при высоких частотах вращения) и пневматическим цилиндром 11 (при меньших частотах и больших нагрузках). Инструмент устанавливается в оправке 12, которая закрепляется с помощью механизма зажима 13 на шпинделе, базируясь в соединении 14 типа HSK-A. Разжим оправки 12 проводится при подаче масла под давлением в правую полость 15 гидроцилиндра 16, подвижный корпус которого через прихват 17 связан со шпинделем 2. Таким образом, при разжиме оправки 12 осевое усилие разжима пружины воспринимается опорами шпинделя лишь частично. Контроль углового положения шпинделя проводится датчиком , который состоит из намагниченного диска 18, закрепленного на шпинделе, и считывающей головки 19, установленной на фланце корпуса. Датчики колебаний 20 и перемещения переднего конца 22 расположены в корпусе ВМШ. Датчики температуры расположены в непосредственной близости к наружным кольцам опор и на рис. 5 не показаны. Подача СОЖ проводится через сопла 23 или через отверстие в тяге 24 механизма зажима 13.
Изготовление передней (задней) бабки
Для самодельного станка можно своими руками сделать переднюю бабку. Подойдут:
- доска из дерева;
- толстая фанера (10 мм);
- металлический лист небольшой толщины, который можно резать ножницами по металлу.
Проще сделать переднюю бабку, если основой для токарного станка выбрана дрель. Необходимо своими руками сделать подставку, где дрель будет закреплена жестко и ее ось будет строго горизонтальна.
Оба центра бабок должны крепиться жестко, это важное условие. Для задней бабки следует предусмотреть возможность движения по оси вращения и крепкую фиксацию в нужном месте
Читать также: Верстак для торцовочной пилы своими руками
Тип электропривода и его мощность подбираются своими руками в зависимости от будущего назначения токарного станка. Но мощность двигателя не должна быть менее 250 Вт, иначе ничего толкового на станке не выточить.
Подробное видео об устройстве передней бабки:
Классификация шпинделей по типу, размеру и диаметру
Есть различные основания для классифицирования. Первая, она же, пожалуй, основная, – это то, для какого оборудования предназначен узел. Безусловно, для разных станков и электрооборудования необходимы различные приборы.
Второй принцип различения – это типоразмер. Аппараты бывают разных размеров, предназначены для промышленного использования и частного применения. В связи с этим и расходные детали нужны самые разные – покрупнее помельче. Если вы хотите заменить шпиндель на собственном станке, то обязательно при покупке необходимо указать номер своего оборудования, название и год выпуска (могут быть разные модификации).
Ну и последняя, но не по назначению, классификация – по виду. Валы могут быть:
- Коллекторные. Это устройство, включающее цанговый валец высокоскоростного типа. Основные сферы использования – фрезерные станки, а также операции по нанесению гравировки.
- Специализированные на высоких оборотах. Они позволяют достигать значительной скорости металлообработки, поэтому повышается производительность. Но так как хорошее качество может быть достигнуто только при большой точности, то применяются высокоскоростные модели в основном только на оборудовании с ЧПУ. Купить такие станки можно на сайте .
- Конструкция со встроенным охлаждением. Охлаждающая система может подавать через деталь или жидкость, или холодный воздух. Это повышает скорость резания и степень шероховатости поверхности, а трение становится меньше, поэтому и износ тоже приходит позже.
Есть и еще одна классификация – по производителю. Конечно, европейское изготовление более предпочтительно, чем китайское. В Европе часто используют фарфоровые подшипники, которые дают очень положительные качества работы.
Принцип работы шпинделя и из чего он состоит
Практически все оборудование с данным элементом заключается в применении режущей кромки по подготовленному материалу. Конструктивная особенность вала в том, что можно производить надежную фиксацию инструмента в одном из режимов работы станка – в силовом или скоростном. Во втором случае основная задача аппарата заключается в том, чтобы в максимально короткие сроки срезать верхний слой с поверхности обрабатываемой заготовки. У скоростного принципа работы есть свои особенные черты:
- Увеличивается производительность. Перед тем как просто выбрать высокую частоту вращения, необходимо провести измерения и занести все параметры в технологическую карту.
- Максимальное распространение данный вариант получил в случае финишного точения или при тонкой фрезерной обработки, поскольку нужно снимать только крайне тонкий слой на высокой скорости.
- Наиболее частый тип исполнения – это асинхронный двигатель с ременной или зубчатой передачей.
- Но иногда элемента-посредника попросту нет. Но из-за этого нельзя давать на аппарат слишком большое усилие, это грозит перегрузкой мотора. Но это еще и существенно уменьшает минимальные размеры всей установки, поэтому технология прямого подключения применяется в различных ручных электроинструментах.
Вторая категория – силовые аппараты – имеют следующие характерные черты изготовления и эксплуатации:
- Между резцом (сверлом) и самим крепежным устройством электрошпинделя необходимо вставлять втулки – это прокладки конической формы, которые существенно увеличивают положительные качества изделия и снижают вибрации, хорошо влияют на прочность. Их необходимо выбирать в зависимости от хвостовика – диаметра и типа.
- Не рекомендуется подключение напрямую к мотору, так как переменная нагрузка выводит его из строя. Основной способ передач – клиноременная или с помощью шестерен.
Передняя бабка токарного станка своими руками
Передняя бабка для токарного станка без проблем изготовляется самостоятельно.
Для этой цели понадобится:
- Деревянная доска.
- Фанера, толщиной десять миллиметров.
- Тонкий лист металла, который разрезается специальными ножницами.
Переднюю бабку намного проще изготовить своими руками, если основой данного устройства составляет обычная ненужная дрель. После этого будет необходимо только смастерить подставку, которая впоследствии и будет закрепительной платформой для дрели, имеющая строгую горизонтальную ось.
Середину передней и середину задней бабки нужно обязательно надежно закреплять, это крайне необходимо. Для задней бабки необходимо заранее установить рамки возможностей оборачивания по оси и жесткое закрепление на месте.
Мощность электрического мотора следует подбирать самостоятельно, опираясь на предназначение токарного устройства. Хотя мощность двигателя не нужно брать на менее, чем на 250 Вт. В противном случае не удастся выточить ни одной необходимой детали.
Применение ЧПУ
Современные токарные станки, особенно иностранного производства, имеют числовое управление. Это позволяет добиться высокой точности обработки.
Особенностями таких станков являются следующие нюансы:
- Все подвижные органы станка управляются мини блоком управления. Станок имеет сложную электрическую схему.
- Все параметры станка с ЧПУ точно соответствуют ГОСТу и также расписаны в паспорте оборудования. Здесь указаны показатели точности, габариты, скорость.
- Станки такого рода могут работать в домашних условиях, поскольку имеют небольшой размер, но при этом выдерживают поразительно высокие для своих габаритов нагрузки.
- Оборудование имеет индикацию, а также табло для ввода информации.
- Настольные станки с ЧПУ используются для высокоточной обработки небольших деталей. При этом у домашнего производства получается высокий показатель рентабельности.
Важно! Большинство таких станков производят за границей, а потому они не соответствуют Российскому ГОСТу.
Особенности конструкции
Схема расположения элементов
Горизонтально-фрезерные станки были одними из первых типов оборудования для выполнения операций по обработке металлических изделий. С их помощью выполняется шлифование, расточку, фрезеровки, а в некоторых моделях – сверление. При этом компоновка моделей зачастую одинакова.
На основании установлена станина, выполняющая функцию опорной стойки. На ее передней части располагается рабочий стол с коробкой передач и движущимися каретками. Они необходимы для смещения поверхности по осям X и Y. В задней части конструкции установлен электродвигатель, соединенный со шпиндельной бабкой через коробку скоростей. Несмотря на столь общее описание, следует учитывать возможные изменения или дополнения, свойственные для конкретной модели.
В зависимости от специфики назначения горизонтально-фрезерные станки могут иметь следующие дополнительные узлы и агрегаты:
- консольная конструкция. С ее помощью можно изменять положение заготовки относительно фрезы. Некоторые типы оборудования имеют возможность поворота рабочего стола под определенным углом;
- установка магнитного стола. Для обработки деталей сложной формы рекомендуется применять электромагнитные столы, исключающие надобность механического крепления. Таким образом можно повысить качество фрезерной обработки;
- станки с ЧПУ. Это современные аналоги классического оборудования. С помощью блока CNC можно задать алгоритм работы станка в автоматическом или полуавтоматическом режиме. Актуальны для приборостроения или при обработке больших заготовок из твердых сортов стали.
В отдельную категорию можно отнести универсальные горизонтально-фрезерные станки. Их назначение – выполнение всего спектра операций по обработке. Для этого в конструкции устанавливают дополнительную шпиндельную головку на гибком приводе. Это дает возможность осуществлять фрезерование сложных элементов.
Устройство передней бабки
Основным узлом передней баки является шпиндель. Шпиндельная бабка закреплена на левом краю станины. Это наиболее важная деталь из всей конструкции.
Во внутреннем коническом отверстии шпинделя фиксируются различные необходимые приспособления, инструменты, оправки.
Как работает
Движение шпинделю передается от шкива клиноременной передачи. Все валы и сам шпиндель установлены на опорах качения.
При прямом направлении вращения у станка, необходимы большие крутящие моменты. Это возникает за счет большого числа дисков, которые расположены в левой части фрикционной муфты.
Если коробка передач закреплена в тумбе станины, то со шпинделем она связана ременной передачей. Такие модели оборудования названы станками с разделенным приводом.