Принцип работы
Такое печное устройство является электрическим трансформатором со вторичной короткозамкнутой обмоткой. Принцип действия индукционной печи состоит в следующем:
- при помощи генератора в индукторе создается переменный ток;
- индуктор с конденсатором создает колебательный контур, он настроен на рабочую частоту;
- в случае использования автоколебательного генератора, конденсатор исключается из схемы устройства и в этом случае используется собственный запас емкости индуктора;
- создаваемое индуктором магнитное поле может существовать в свободном пространстве или же замыкаться с использованием индивидуального ферромагнитного сердечника;
- магнитное поле воздействует на находящуюся в индукторе металлическую заготовку или шихту и образует магнитный поток;
- по уравнениям Максвелла он индуцирует в заготовке вторичный ток;
- при цельном и массивном магнитном потоке создаваемый ток замыкается в заготовке и происходит создание тока Фуко или вихревого тока;
- после образования такого тока вступает в действие закон Джоуля-Ленца, и полученная с помощью индуктора и магнитного поля энергия нагревает заготовку металла или шихту.
Несмотря на многоступенчатую работу, устройство индукционной печи может давать в вакууме или воздухе до 100% КПД. Если среда с магнитной проницаемостью, то этот показатель будет расти, в случае со средой из неидеального диэлектрика, он будет падать.
Важные замечания по использованию индукционных плит
Чтобы развенчать все мифы и предостеречь от возможных проблем при эксплуатации, помогут следующие замечания.
- Такие плиты безопасны для здоровья. Вред, который им приписывают от воздействия магнитного поля, может быть существенен только в том случае, если вы проводите за готовкой неотрывно более 2-х часов, что в реальности вряд ли возможно.
- Нежелательно нахождение рядом с такой техникой металлических элементов. Из-за взаимодействия их с магнитным полем может снижаться эффективность работы техники.
- За индукционной печью требуется такой же бережный уход, как и за любыми стеклокерамическими поверхностями. Не используйте абразивы и царапающие губки. Используйте для ухода отдельную мягкую тряпку или мягкую губку. Среди подходящих чистящих средств для панели подойдут те, в составе которых есть силикон. Можно пользоваться обычным гелем для мытья посуды, но не стоит никогда мыть поверхность порошком.
- Не допускайте контакт фольги и фольгированных элементов с поверхностью плиты.
- Внимательно читайте инструкцию по эксплуатации, и тогда проблем с использованием техники точно удастся избежать.
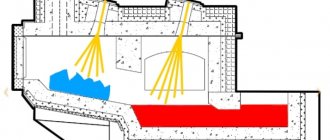
Устройство
Рассматриваемая печь – своеобразный трансформатор, но только в нем нет вторичной обмотки, ее заменяет помещенный в индуктор металлический образец. Он будет проводить ток, а вот диэлектрики в этом процессе не нагреваются, они остаются холодными.
Конструкция индукционных тигельных печей включает в себя индуктор, который состоит из нескольких витков медной трубки, свернутой в виде катушки, внутри нее постоянно передвигается охлаждающая жидкость. Также индуктор вмещает в себе тигель, который может быть из графита, стали и других материалов.
Кроме индуктора в печи установлен магнитный сердечник и подовый камень, все это заключено в корпус печи. В него входят:
- кожух индукционной единицы;
- кожух ванной;
- каркас.
В моделях печей большой мощности кожух ванны обычно выполняется достаточно жестким, поэтому каркас в таком устройстве отсутствует. Крепление корпуса должно выдерживать сильные нагрузки при наклоне всей печи. Каркас чаще всего изготавливается из фасонных балок, выполненных из стали.
Тигельная индукционная печь для плавки металла устанавливается на фундамент, в который вмонтированы опоры, на их подшипники опираются цапфы механизма наклона устройства.
Кожух ванны выполняется из металлических листов, на которые для прочности наваривают ребра жесткости.
Кожух для индукционной единицы используется в качестве соединительного звена между печным трансформатором и подовым камнем. Его для уменьшения потерь тока делают из двух половинок, между которыми предусмотрена изолирующая прокладка.
Стяжка половинок происходит за счет болтов, шайб и втулок. Такой кожух делается литым или сварным, при выборе материала для него отдают предпочтение немагнитным сплавам. Двухкамерная индукционная сталеплавильная печь идет с общим кожухом для ванны и для индукционной единицы.
В небольших печах, в которых не предусмотрено водяного охлаждения имеется вентиляционная установка, она помогает отводить из агрегата излишки тепла. Даже вы случае установки водоохлаждаемого индуктора необходимо вентилировать проем, возле подового камня, чтобы он не перегревался.
В современных печных установках имеется не только водоохлаждаемый индуктор, но и предусмотрено водяное охлаждение кожухов. На каркасе печи могут быть установлены вентиляторы, работающие от приводного двигателя. При значительной массе такого устройства, вентиляционный прибор устанавливают возле печи. Если индукционная печь для производства стали идет со съемным вариантом индукционных единиц, то для каждой из них предусматривается свой вентилятор.
Отдельно стоит отметить механизм наклона, который для малых печей идет с ручным приводом, а для крупных он оснащен гидравлическим приводом, расположенным у сливного носика. Какой бы ни был установлен механизм наклона, он обязан обеспечивать слив полностью всего содержимого ванной.
Дуговая печь
Дуговые печи – устройства, работающие от электросети. В данном случае для разогрева содержимого камеры используются электроды, создающие тепловую дугу, накаляющую металлы. Температура дуги может достигать 1800˚, в результате чего внутри камеры создаётся экстремально высокая температура, переплавляющая цветные и чёрные металлы.
Составляющие дуговой печи
- Плавильная ванна.
- Регулятор мощности.
- Механизм закрытия, открытия и герметизации камеры.
- Сборки шлака.
- Изъятия жидкого металла из печи.
Регуляция тепловой интенсивности электродуги выполняется при помощи специального программного обеспечения, перемещающего электроды в вертикальном пространстве. Ранее использовались электромеханические регуляторы, но сегодня они практически не применяются, т. к. имеют большую инерционность.
Чтобы работа устройства показывала ожидаемые результаты, принято использовать своеобразный «печной» трансформатор, подключённый напрямую к высоковольтным проводам или трансформатору, имеющему мощность до 300 МВА.
Преимуществами дуговой печи является:
- Возможность плавить металлы с любым составом.
- Можно вручную регулировать температуру накала печи.
- Допустимо изготавливать при помощи такого оборудования сплавы из нескольких комбинаций металла.
Чтобы использовать дуговую печь для плавки, в первую очередь следует загрузить сырьё внутрь через печную шихту, расположенную сверху. Загрузку сырья выполняют при помощи специальной корзины – загрузочной бадьи. Во избежание поломки устройства крупными кусками металлов, на низ загружают мелкие детали, а затем вводят 2-3% извести (от общей массы загруженного сырья).
После того как дуговую печь полностью загрузили, внутрь камеры помещают электроды и включают высоковольтный выключатель, в результате чего образовывается высоковольтная раскалённая дуга, отдающая тепло загруженному внутрь металлу.
Применение дуговой печи
Дуговые печи для плавки стали, алюминия, золота, меди, бронзы, никеля, вольфрама нашли применение в различных сферах промышленности, таких как литейные цеха, заводы по изготовлению ювелирных украшений, а также металлургическая, машиностроительная, химическая промышленность. Также такие печи применяют для проведения исследований в лабораториях, экспериментирующих с металлами, путём их подвержения экстремально высоким температурам.
Расчет мощности
Так как индукционный способ плавки стали менее затратный, чем аналогичных методик, основанных на использовании мазута, угля и других энергоносителей, то расчет индукционной печи начинается с вычисления мощности агрегата.
Мощность индукционной печи подразделяется на активную и полезную, для каждой из них есть своя формула.
В качестве исходных данных нужно знать:
- емкость печи, в рассматриваемом для примера случае она равна 8 тоннам;
- мощность агрегата (берется максимальное ее значение) – 1300 кВт;
- частота тока – 50 Гц;
- производительность печной установки – 6 тонн в час.
Требуется также учитывать расплавляемый металл или сплав: по условию он цинковый. Это важный момент, тепловой баланс плавки чугуна в индукционной печи, также как и других сплавов свой.
Полезная мощность, которая передается жидкому металлу:
- Рпол = Wтеор×t×П,
- Wтеор – удельный расход энергии, он теоретический, и показывает перегрев металла на 10С;
- П – производительность печной установки, т/ч;
- t – температура перегрева сплава или металлической заготовки в ванной печи, 0С
- Рпол = 0,298×800×5,5 = 1430,4 кВт.
Активная мощность:
- Р = Рпол/Ютерм,
- Рпол – берется с предыдущей формулы, кВт;
- Ютерм – КПД литейной печи, его пределы от 0,7 до 0,85, в среднем принимают 0,76.
- Р =1311,2/0,76=1892,1кВт, проводится округление значения до 1900 кВт.
На заключительном этапе рассчитывается мощность индуктора:
- Ринд = Р/N,
- Р – активная мощность печной установки, кВт;
- N – количество индукторов, предусмотренных на печи.
- Ринд =1900/2= 950 кВт.
Потребление мощности индукционной печью при плавке стали зависит от ее производительности и вида индуктора.
Технические характеристики
К основным характеристикам индукционных печей относятся:
- — название металла, подлежащего плавлению;
- — емкость в тоннах;
- — мощность в киловаттах;
- — напряжение и частота питающей сети, номинальное значение тока и число фаз.
Также в технической документации указывается: температура перегрева металла, частота тока и число фаз контурной сети, производительность, скорость получения расплава и перегрева с удельным расходом электроэнергии, мощность питающего трансформатора, расход охлаждающей индуктор воды и другие данные.
Специалисты нашей компании представляют в своих инструкциях к индукционным печам полный перечень технических характеристик с подробными схемами и рекомендациями.
Виды и подвиды
Индукционные печи делятся на два основных вида:
- Канальный. В нем вторичным витком служит кольцевой короткозамкнутый канал, в который помещается металл. В качестве источника энергии для процесса плавки используется генератор либо переменный ток промышленной частоты. Высокое КПД таких печей обусловлено передачей высокочастотного поля через ферритовый или стальной сердечник. Плавка стали в индукционных печах такого типа отличается непрерывной подачей металлических заготовок и получением расплавленного металла. Единственным недостатком канального агрегата является сложность запуска его работы, так как предварительно необходимо заполнить канал расплавом.
- Тигельный. В таких печах источником энергии является генератор, который может работать в диапазоне от нескольких десятков до сотен кГц. Металлические заготовки в этом виде печи помещаются в ее термостойкий тигель, который располагается в обмотке индуктора. Как только расплав достигнет нужной температуры, тигель освобождают и заправляют следующей партией сырья. Такое печное устройство отличается высокой скоростью нагрева металла, так как в тигле очень малы потери тепла.
Кроме такого разделения, индукционные печи бывают компрессорными, вакуумными, открытыми и газонаполненными.
Канальные индукционные установки
Ещё один вид промышленных печей, имеющих более широкое применение, чем другие. Их можно использовать не только в качестве плавилен, но и как раздатчики подготовленного материала и смесители нескольких видов сырья. Типовые конструкции таких устройств включают:
- Наличие ванны, в которой находится сырьё, достигшее или достигающее заданной температуры.
- Канала, по которому расплавленная масса проходит через магнитное поле.
- Магнитопровода, обеспечивающего постоянную циркуляцию жидкого металла.
- Катушки первичной обмотки, которая приводит в действие магнитное поле.
Малейшее размыкание контура, который образуется жидким металлом, магнитопроводом и катушкой приводит к повышению его собственного сопротивления и мгновенному выбросу всей массы сырья из канала. Для противодействия такому явлению внутри канала оставляют «болото» — небольшую массу металла, которая поддерживается в жидком виде.
Преимущества индуктивных печей канального типа:
- Невысокая цена установок.
- Экономичность — для поддержания температуры внутри ванны, которая плохо рассеивает тепло, нужно малое количество электроэнергии.
- Коэффициент полезного действия индуктора при работе очень высок.
Недостатки:
- Медленное продвижение по каналу расплавленного металла усложняет контроль за его качеством и окислением.
- Необходимость оставлять некоторое количество сырья внутри понижает качество химического состава следующей загрузки и возможности более тонкого его контроля.
- Необходимость поддерживания герметичности установки из-за угрозы разрыва магнитного поля и образования вихревого излучения. Сложность поддерживания изолированности при футеровке внутренних стен установки некоторыми составами.
Индукционные печи своими руками
Среди имеющихся распространенных методик создания таких агрегатов можно найти пошаговое руководство, как сделать индукционную печь из сварочного инвертора, с нихромовой спиралью или графитовыми щетками, приведем их особенности.
Агрегат из высокочастотного генератора
Она выполняется с учетом расчетной мощности агрегата, вихревых потерь и утечек на гистерезисе. Питание конструкции будет идти от обычной сети в 220 В, но с использованием выпрямителя. Такой вид печи может идти с графитовыми щетками или нихромовой спиралью.
Для создания печи потребуется:
- два диода UF4007;
- пленочные конденсаторы;
- полевые транзисторы в количестве двух штук;
- резистор в 470 Ом;
- два дроссельных кольца, их можно снять со старого компьютерного системщика;
- медный провод Ø сечения 2 мм.
В качестве инструмента используется паяльник и плоскогубцы.
Приведем схему для индукционной печи:
Индукционные портативные плавильные печи такого плана создаются в следующей последовательности:
- Транзисторы располагаются на радиаторах. Из-за того, что в процессе плавки металла схема устройства быстро греется, радиатор для нее нужно подбирать с большими параметрами. Допустимо устанавливать несколько транзисторов на один генератор, но в этом случае их нужно изолировать от металла при помощи прокладок, сделанных из пластика и резины.
- Изготавливаются два дросселя. Для них берутся два заранее снятые с компьютера кольца, вокруг них обматывают медную проволоку, количество витков ограничено от 7 до 15.
- Конденсаторы объединяются между собой в батарею, чтобы на выходе получилась емкость в 4,7 мкФ, их соединение проводится параллельно.
- Вокруг индуктора обвивается медная проволока, ее диаметр должен быть 2 мм. Внутренний диаметр обмотки должен совпадать с размером используемого для печи тигля. Всего делают 7-8 витков и оставляют длинные концы, чтобы их можно было подключить к схеме.
- В качестве источника к собранной схеме подсоединяется аккумулятор мощностью 12 В, его хватает примерно на 40 минут работы печи.
Если необходимо, то делается корпус из материала с высокой термоустойчивостью . Если же выполняется индукционная плавильная печь из сварочного инвертора, то защитный корпус должен быть обязательно, но его нужно заземлить.
Конструкция с графитовыми щетками
Такая печь используется для выплавки любого металла и сплавов.
Для создания устройства необходимо заготовить:
- графитовые щетки;
- порошковый гранит;
- трансформатор;
- шамотный кирпич;
- стальная проволока;
- тонкий алюминий.
Технология сборки конструкции заключается в следующем:
- Выполняется основа – в виде бокса, который изготавливается из шамотного кирпича, его кладут на огнеупорную плитку.
- Сверху бокса укладывается лист асбестокартона, если ему нужно придать определенную форму, его поверхность нужно смочить водой. Чтобы конструкцию сделать жесткой, нужно обмотать ее проволокой. Размеры бокса зависят от мощности трансформатора. Лучше всего использовать его из сварочного аппарата. Если он большой мощности, то его следует перемотать.
- Во избежание перегрева трансформатора его обматывают тонким алюминием.
- На дне кирпичного бокса располагается глиняная подложка, чтобы расплавленный металл не растекался.
- Устанавливаются графитовые щетки.
Прибор с нихромовой спиралью
Такой прибор используется для выплавки больших объемов металла.
В качестве расходных материалов для обустройства самодельной печи используется:
- нихром;
- асбестовая нить;
- кусок керамической трубы.
После подключения всех составляющих печи по схеме, ее работа состоит в следующем: после подачи электрического тока на нихромовую спираль, она передает тепло металлу и плавит его.
Создание такой печи проводится в следующей последовательности:
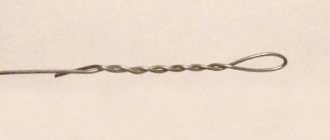
- Навивание спирали, для нее используется проволока диаметром 0,3 мм, длина заготовки должна быть около 11 метров.
- Проволока наматывается вокруг длинной трубки, ее диаметр – 5 мм.
- Кусок трубы из керамики выступает в качестве тигля, его подрезают до нужного размера, примерно на 15 см. В один его конец вставляется асбестовая нить, чтобы расплавленный металл не растекался.
- Укладка спирали вокруг трубы. Между ее витками укладывается асбестовая нить, она ограничит доступ кислорода и тем самым не допустит замыкания в печи.
- В таком виде катушка помещается в лампу высокой мощности, в ней имеется патрон нужного диаметра, который чаще всего изготовлен из керамики.
Такая конструкция отличается высокой производительностью, она долго остывает и быстро нагревается. Но необходимо учесть, что если спираль будет плохо изолирована, то она быстро перегорит.
Разновидности оборудования
Широкое применение получили только два типа печи: тигельные и канальные. Они обладают сходными преимуществами и недостатками, отличия заключаются лишь в применяемом методе работы:
- В тигельный тип печи приходится проводить загрузку каждой порции шихты отдельно. Принцип работы устройства заключается в следующем: металл загружается внутрь индуктора, после расплавки он сливается и проводится загрузка новой порции. Как правило, подобная модель приобретается для небольших мастерских, когда работа ведется с небольшим количеством сырья.
- Канальные отличаются тем, что позволяют проводить плавку металла непрерывно. Конструкция позволяет проводить погрузку новой порции металла и слив уже расплавленного во время работы. Недостатком можно назвать лишь то, что трудности возникают на момент слива, так как канал слива должен быть заполнен.
Большей популярностью пользуется тигельная разновидность индукционных печей. Это связано с их высокой производительностью и простотой в эксплуатации. Кроме этого, подобную конструкцию при необходимости можно изготовить самостоятельно.
Самодельные варианты исполнения встречаются довольно часто. Для их создания требуются:
- Генератор.
- Тигель.
- Индуктор.
Опытный электрик при необходимости может сделать индуктор своими руками. Этот элемент конструкции представлен обмоткой из медной проволоки. Тигель можно приобрести в магазине, а вот в качестве генератора используется ламповая схема, собранная своими руками батарея их транзисторов или сварочный инвертор.
Использование сварочного инвертора
Печь индукционная для плавки металла своими руками может быть создана при применении сварочного инвертора в качестве генератора. Этот вариант получил самое широкое распространение, так как прилагаемые усилия касаются лишь изготовления индуктора:
- В качестве основного материала применяется тонкостенная медная трубка. Рекомендуемый диаметр составляет 8—10 см.
- Трубка изгибается по нужному шаблону, который зависит от особенностей применяемого корпуса.
- Между витками должно быть расстояние не более 8 мм.
- Индуктор располагают в текстолитовом или графитовом корпусе.
После создания индуктора и его размещения в корпусе остается только установить на свое место приобретенный тигель.
Применение транзисторов
Подобная схема довольно сложна в исполнении, предусматривает применение резисторов, нескольких диодов, транзисторов различной емкости, пленочного конденсатора, медного провода с двумя различными диаметрами и колец от дросселей. Рекомендации по сборке следующие:
- При применении рассматриваемой схемы конструкция будет сильно нагреваться. Именно поэтому следует использовать эффективное охлаждение.
- Приобретенные конденсаторы собираются в одну схему для получения батареи.
- В качестве основы для индуктора применяются дроссельные кольца. На них наматывается ранее приобретенная медная трубка диаметром около 1 мм. Количество витков определяет то, какой мощностью будет самодельная печь. Рекомендуемый диапазон от 7 до 15 витков.
- На предмет цилиндрической формы наматывается вторая медная трубка, диаметр которой должен быть около 2 мм. Стоит учитывать, что концы этой трубки следует оставлять большими, так как они будут использоваться для подключения к источнику питания.
- В качестве источника питания можно использовать аккумулятор с мощностью 12 В.
Созданная схема помещается в текстолитовый или графитовый корпус, которые являются диэлектриками. Схема, предусматривающая применение транзисторов, довольно сложна в исполнении. Поэтому браться за изготовление подобной печи следует исключительно при наличии определенных навыков работы.
Печь на лампах
В последнее время печь на лампах создают все реже, так как она требует осторожности при обращении. Применяемая схема проще в сравнении со случаем применения транзисторов
Сборку можно провести в несколько этапов:
- В качестве генератора тока применяются 4 лучевые лампы, которые соединяются при параллельном подключении.
- Применяемая проволока из меди должна соединяться по спирали. Создаваемые витки должны иметь диаметр от 8 до 16 см, расстояние между ними не менее 5 миллиметров. Стоит учитывать, что понадобится довольно большое количество проволоки, так как внутри витков должен поместиться тигель.
- Создаваемая спираль помещается в корпус из материала, который не проводит электрический ток.
- Повысить эффективность схемы можно при дополнительном подключении подстроечного конденсатора.
Применяемые ламы должны быть защищены от механического воздействия.
Цены на готовые индукционные печи
Самодельные конструкции печей будут стоить гораздо дешевле покупных, но их нельзя создать большими объемами, поэтому без готовых вариантов для массового производства расплава не обойтись.
Цены на индукционные печи для плавки металла зависят от их вместимости и комплектации.
| Модель | Характеристики и особенности | Цена, рубли |
| INDUTHERM MU-200 | Печь поддерживает 16 температурных программ, максимальная температура нагрева – 1400 0С, контроль за режимом осуществляется с термопарой типа S. Агрегат производит мощность 3,5 кВт. | 820 тыс. |
| INDUTHERM MU-900 | Печь работает от электропитания в 380 В, температурный контроль происходит с помощью термопары типа S и может доходить до 1500 0С. Мощность – 15 кВт. | 1,7 млн. |
| УПИ-60-2 | Эта индукционная плавильная мини-печь может использоваться для плавки цветных и драгоценных металлов. Заготовки загружаются в графитовый тигель, их нагрев ведется по принципу трансформатора. | 125 тыс. |
| ИСТ-1/0,8 М5 | Индуктор печи представляет собой корзину, в которую встроен магнитопровод совместно с катушкой. Агрегат 1 тонну. | 1,7 млн. |
| УИ-25П | Печное устройство рассчитано на загрузку в 20 кг, он оснащен редукторным наклоном плавильного узла. В комплекте к печи идет блок конденсаторных батарей. Мощность установки – 25 кВт. Максимальная t нагрева – 1600 0С. | 470 тыс. |
| УИ-0,50Т-400 | Агрегат рассчитан на загрузку в 500 кг, самая большая мощность установки – 525 кВт, напряжение для него должно быть не ниже 380В, максимальная рабочая t – 1850 0С. | 900 тыс. |
| ST 10 | Печь итальянской компании оснащена цифровым термостатом, в панель управления встроена технология SMD, которая отличается быстродействием. Универсальный агрегат может работать с разной вместительностью от 1 до 3 кг, для этого ее не нужно переналаживать. Она предназначена для драгоценных металлов, ее max температура – 1250 0С. | 1 млн. |
| ST 12 | Статическая индукционная печь с цифровым термостатом. Она может быть дополнена вакуумной литьевой камерой, что дает возможность производить литье прямо рядом с установкой. Управление происходит с помощью сенсорной панели. Максимальная температура – 1250 0С. | 1050 тыс. |
| ИЧТ-10ТН | Печь рассчитана на загрузку в 10 тонн, довольно объемный агрегат, для его установки нужно выделить закрытое цеховое помещение. | 8,9 млн. |
Функциональные возможности индукционной плиты
Присутствие такого устройства на кухне – мечта любой современной хозяйки. Индукционные плиты гармонично вписываются в любой интерьер, они удобны, и, благодаря своим чудесным свойствам, значительно облегчают процесс готовки пищи.
Выделим основные функциональные возможности инерционной плиты:
индукционные плиты имеют разное количество и расположение конфорок, на это обязательно надо обратить внимание; есть комбинированные плиты, имеющие как обычные ТЭНовые конфорки, так и индукционные. Если вам жаль расставаться с любимой посудой, то вполне можно купить такой вариант
Это даст вам возможность насладиться всеми прелестями индукционной плиты и, в то же время, время от времени пользоваться любимыми кастрюльками и сковородками; обратите внимание на мощность и диаметр конфорок. Если вы часто готовите что-то в посуде с нешироким дном, то вам обязательно нужна конфорка с минимальным диаметром; зона расширения позволяет на одной конфорке готовить в посуде разного диаметра; блокировка панели управления — очень нужная функция, особенно если в семье есть маленькие дети с шаловливыми ручонками; защитное отключение просто необходимо, если, допустим, у вас что-то «убежит»: тогда сработает защита и отключит плиту, остановив сбежавшего «преступника»; электронный таймер выключит плиту в установленное вами время, а механический звуковой сигнал известит вас о том, что блюдо готово; индикатор остаточного тепла подскажет, когда конфорка остынет и станет абсолютно безопасной. Как мы уже говорили ранее, во время приготовления на индукционной плите греется только сама посуда и находящиеся в ней продукты, но от соприкосновения с горячим нагревается и поверхность под посудой, причем температура бывает очень высокой, поэтому, дотронувшись до конфорки, можно легко обжечься; многоступенчатая регулировка мощности позволит вам выбрать наиболее подходящую температуру; распознавание наличия посуды не позволит плите включиться без посуды; функция PowerBoost позволяет увеличить мощность конфорки примерно на 50 процентов за счет подключения мощности соседней конфорки; функция PowerManagement следит за энергопотреблением и при необходимости ограничивает его тем значением, которое зададите вы;
индукция без границ — инновационная система, позволяющая не задумываться о том, куда поставить посуду. Самое важное, чтобы она покрыла крестик, находящийся посередине зоны нагрева, и тогда вы можете быть уверены в том, что продукты будут нагреваться равномерно; режим поддержания тепла позволит вам заранее приготовить ужин для любимого мужа и оставить посуду на плите. Включив данный режим, вам не придется ничего разогревать; функция регулировки постоянной температуры — очень удобная фишка. Нажав нужную кнопку, можно записать в память температуру закипания, а затем, при активировании данного режима, плита сама будет поддерживать заданную ранее температуру; функция паузы позволит выключить плиту на некоторое время путем нажатия одной кнопки. Это очень удобно, когда вам неожиданно надо отойти от плиты на пару минут.