Сварочный осциллятор создает дугу и обеспечивает необходимые для поддержания стабильного процесса горения условия. Осциллятор – генератор для сварки типа автомат, производящий токовые импульсы на максимальных частотах и связывающий концевые части электродных элементов со свариваемыми рабочими поверхностями. Прямой механический контакт отсутствует.
Устанавливается между устройством-держателем и установкой для сварки. Есть отдельно стоящие модели и интегрированные – такие, которые сразу заключены в корпус основного агрегата.
Что такое «осциллятор» и его назначение для сварки
Осциллятор представляет собой генератор электрического тока высокой частоты. Ток позволяет связать катод и анод без прямого контакта. Устройство создаётся в модульном исполнении и включается в электрическую цепь между держателем вольфрамового электрода и источником питания.
«Продвинутые» сварочные аппараты поставляются уже с установленными осцилляторами – для максимального удобства сварщика. В любом исполнении устройство нужно для таких целей:
- создание краткосрочного импульса, вследствие действия которого между анодом и катодом возникает сварочная дуга – это смотрится практически как молния, проскакивающая между электродом и поверхностью металла;
- поддержание требуемого значения номинального напряжения сварочного тока – вследствие этого дуга становится стабильной, что гарантирует непрерывность сварки.
Активная мощность доходит до 200-250 Вт, при этом длительность выдачи импульсов не превышает 30-40 микросекунд. При замыкании на человека ток не представляет опасности – но только в безопасном режиме.
При появлении неисправности или ошибки в подключении электросварщик легко оказывается под угрозой получения электротравмы.
Последовательность процесса сварки
Невзирая на некоторые отличия в сборке, использование устройств этого класса проходит по одному сценарию. Можно так представить последовательность работы прибора:
- Сварщик на горелке нажимает кнопку «Пуск».
- Выпрямитель на входе получает напряжение из сети, выпрямляет и отправляет на накопитель.
- Накопительный узел заряжается.
- После срабатывания накопительного конденсатора, освобождается импульс.
- Импульс поступает на высокочастотный трансформатор и преобразовывается в высоковольтный импульс.
- Одновременно срабатывает клапан газа и выходит аргон из аргонно содержащей камеры.
- После короткого разряда тока, дуга зажигается в газовом облаке и начинается процесс сварки.
- Когда начинает работать сварочный ток с силой, превышающей пять ампер, то импульс затухает. Происходит процесс сварки с установленными на аппарате значениями. При потере контакта возникает следующий импульс для возрождения дуги.
- Когда сварка заканчивается, прибор завершает процесс.
При изготовлении аргоновой горелки своими руками, конструкция может быть упрощена и прибор становится полуавтоматом. В этом случае при случайном завершении процесса сварки надо вручную включать бесконтактный поджиг, нажимая кнопку «Пуск».
Основные виды
Создать самодельный сварочный осциллятор технически возможно и дома. «Заводские» модели стоят недешёво – но они являются просто набором электротехнических деталей, которые знающий специалист отыщет в находящихся рядом устройствах.
На непрерывной подаче тока
Сварочный осциллятор, выдающий рабочее напряжение постоянно, сравнительно безопасен для сварщика.
Он генерирует импульсы с напряжением до 6 кВ и частотой до 200-250 кГц. Его главное достоинство – в зажигании дуги вне зависимости от расстояния между электродом и свариваемым металлом. Стабильность в работе обеспечивается как раз постоянством наложения высокочастотной составляющей на сварочный ток.
Как разрядник эта деталь подключается параллельно или последовательно. При последнем варианте он нуждается в средствах защиты источника питания – высокочастотные колебания способны вывести его из строя.
Импульсный осциллятор
Такой сварочный осциллятор оптимален для аппаратов на токе переменного рода.
Его главное достоинство – в удерживании разряда при смене полярности электрического тока (что происходит до 50 раз в секунду). Он генерирует сжатый во времени импульс – он и удерживает уже имеющуюся дугу.
Если сравнить с изделием постоянного действия, данный вариант имеет повышенную эффективность.
С дополнительными конденсаторами
Данный осциллятор для сварки менее распространён в силу относительной сложности: основную роль в нём играет пара-тройка дополнительных накопительных конденсаторов. Их заряжание производится силами отдельного блока питания, функционирующего ступенчато (разряд – заряд – разряд).
Суть работы устройства: в первую очередь накопленную энергию получает сварочная дуга, после чего выполняется отключение конденсаторов от основной схемы и их заряжание, но при разрыве дуги синхронизирующее устройство включает конденсаторы обратно в цепь, в результате чего успевшая накопиться энергия выбрасывается в воздушный зазор.
Особенности
Существует несколько типов осцилляторов и все они применяются для конкретных задач. Но мы начнем с характеристик, которые объединяют все типы осцилляторов. Итак, все приборы способны преобразовывать ток до 5000В и повышать частоту до 500 кГц.
Теперь о различиях. Существует осциллятор для сварки алюминия или любого другого металла, который работает непрерывно. Благодаря непрерывному действию обеспечивается стабильное горение дуги. К этому типу относится большинство современных приборов, продающихся в магазине. Такой осциллятор следует подключать последовательно, чтобы избежать повышенного напряжения, из-за которого вы можете пострадать. Не забывайте соблюдать технику безопасности на рабочем месте. С помощью таких приборов можно вести сварку с использованием малого значения тока и легко разжигать дугу. Зачастую такой осциллятор устанавливают на сварочный инвертор или трансформатор, для работы с электродами с покрытием.
Также есть осцилляторы для бесконтактного возбуждения дуги при сварке с использованием аргоновых аппаратов. Они отличаются тем, что имеют газовый клапан. Обычно сварку аргоном производят с помощью вольфрамовых электродов, которые могут часто тупиться при поджиге методом постукивания. Из-за этого шов получается неаккуратным и неровным, а дуга горит нестабильно. Вы, конечно, можете постоянно затачивать электрод, но мы все же рекомендуем использовать осциллятор.
Устройство и принцип работы осциллятора
Осциллятор для сварки состоит из следующих основных компонентов:
- трансформатор: обязательная характеристика – повышающий (для образования необходимого напряжения);
- стандартный колебательный модуль: аппарат из катушек и конденсатора (одного или нескольких), нужен для генерирования колебаний высокой частоты;
- разрядник с вольфрамовыми электродами: для получения искры при пробое;
- стабилизатор питания: для выпрямления входного напряжения;
- блок контроля;
- линия обратной связи по току;
- предохранитель для разрыва электроцепи при чрезмерно резком повышении силы тока.
Также конструкция может включать в себя клапан газового типа (для защиты от повышения собственной температуры изделия), трансформатор выходной и датчики для механизации работы.
Для полной автоматизации устанавливается микропроцессор и элементы системы безопасности – они выдерживают корректную работу.
Функционирует этот механизм примерно следующим образом. Рабочее напряжение подаётся на повышающий трансформатор – на первичную обмотку. В результате электротехнического процесса на его вторичной обмотке возникает электродвижущая сила величиной в несколько киловольт. Текущая частота тока соответствует входной частоте (50 Гц).
Вторичная обмотка подключается к специальной конденсаторной сборке — так называемый «конденсатор колебательного контура». Начинается его постепенное заряжание, из-за чего в контуре проявляются собственные колебания. Их частота постепенно растёт и в какой-то момент превышает частоту тока входного.
При этом разомкнутый контур замыкается силами разрядника – специального ключа. Накопленные колебания поступают по энергоцепи, воздушный зазор «пробивается» напряжением, подаваемым с крайне высокой частотой, сварочный аппарат начинает активную работу.
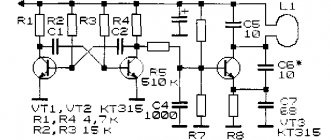
Для полного представления невысокой сложности рекомендуем взглянуть на схему сварочного осциллятора.
Какие бывают?
Осцилляторы выпускаются таких типов:
- непрерывной работы;
- импульсного типа;
- с конденсаторами.
Какой именно применить прибор определяется от характера производимых работ и подлежащих свариванию заготовок.
Непрерывного действия
Осцилляторы этого типа к выходному току прибавляют высокочастотный ток (150-250 кГц) со значительным напряжением (3-6 кВ). Дуга поджигается без соприкасания нержавеющей либо алюминиевой детали со стержнем. Горение стабильное при низком токе, что достигается повышенной частотой тока, приходящего от сварочного аппарата с осциллятором.
Для работающего сварщика такие параметры тока безопасны.
В схеме осциллятора для сварки алюминия своими руками предусматривается параллельное либо последовательное включение прибора. Второй вариант предпочтительней, потому как не предусматривает по причине ненадобности предохранения от напряжения.
Импульсный
Устройства импульсного типа применяются преимущественно для соединения переменным током.
Помимо начального формирования дуги, приборы требуются для ее поддерживания при переменах полярности. Осцилляторы непрерывного принципа работы не имеют подобных функций, что влечет снижение качества.
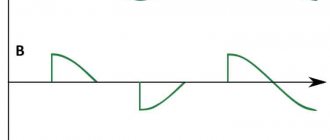
Наблюдать за временными и амплитудными характеристиками тока можно с помощью осциллограмм сварочного инвертора, показываемыми специальным прибором – осциллографом.
C накопительными конденсаторами
Для формирования дуги без соприкасания также используются приборы с конденсаторами, собирающими заряд от заряжающего оборудования. При необходимости вторичного поджига конденсаторы разряжаются, а высвободившийся ток переходит к дуге.
Как использовать
Независимо от того, изготовлен осциллятор своими руками или куплен как готовое изделие, важно помнить про ряд основополагающих правил при его применении для ТИГ-сварки своими руками (впрочем, и для других способов тоже).
Сварочный осциллятор допускается применять только совершеннолетним лицам.
Для инвертора
Осциллятор для инвертора нуждается в дополнительных мерах безопасности:
- регулировка производится исключительно в состоянии полного отключения от питающей энергосети;
- общая очистка механизма и зачистка контактов производится в том же режиме;
- при работе важно проверять исправность блокировки на постоянной основе, важность этого сложно переоценить – выход из строя чреват электрической травмой сварщика или другого специалиста;
- частота импульсов также подлежит контролю – не допускается превышения 40 мкс.
Для плазмореза
Сварочный осциллятор, созданный своими руками или купленный, для плазмореза требуется подстроить под фактически применяемый плазменный резак. С целью получения устойчивого процесса для этого кропотливо подбираются тиристоры.
Главная особенность энергоцепи плазмореза – постоянное наличие импульсов, поэтому при выключении из сети контакты будут под напряжением. Технику безопасности забывать не стоит.
Правила эксплуатации
Применение осцилляторов несложно, но требует выполнения ряда правил. Тогда работа с прибором становится безопасной, удобной и продуктивной. Правила использования следующие:
- Применение этих устройств разрешено как в помещениях, так и на воздухе.
- В случае обильного снегопада или дождя лучше воздержаться от включения прибора при работе на улице.
- Температурный режим окружающей среды должен быть от -10 до +40 градусов по Цельсию.
- Влажность воздуха не должна быть больше 98%.
- Крайне не рекомендуются работать со сварочным аппаратом в помещениях где сильно накопилась пыль или едкие газы способные повредить металл или изоляцию.
- Обязательно перед включением нужно убедиться в наличии заземления.
- Защитный кожух прибора можно снимать только в выключенном состоянии. Во время сварки кожух должен быть надет.
- На рабочей поверхности разрядника не должно быть следов нагара или грязи. В случае загрязнения нужно вычистить кончики разрядника тонкой наждачной шкуркой.
При сборке осциллятора для инвертора своими руками необходимо также соблюдать правила поведения с электрическими устройствами. Необходимо строго соблюдать основные правила сборки электрических схем и использовать только те детали, которые обладают нужными характеристиками.
Схемы для осциллятора
Схема сварочного осциллятора – техническое решение, основывающееся на том, какие планируются частота применения и условия эксплуатации.
Совместно с аргонодуговой сваркой
Осциллятор своими руками для аргонодуговой сварки следует создавать по принципу постоянного действия. Подключение производится через «штатный» трансформатор. Сборка не потребует дорогих или уникальных деталей, затруднения возможны только с тиристорами. Они подбираются при проверке устойчивости разряда.
Хотя возможно сработать и без тиристоров – схема осциллятора такой конструкции проще.
Для инверторного устройства
Схема осциллятора состоит из таких элементов:
- общий блок питания;
- источник питания для конденсаторов;
- выпрямитель входного тока;
- блок, генерирующий целевой импульс;
- трансформатор для создания повышенного напряжения;
- управляющий блок.
Монтируется готовое изделие между выпрямителем и держателем для электрода.
Подробнее о том что такое tig сварка можете узнать перейдя по ссылке.
Осциллятор для сварки алюминия
Самодельный осциллятор для обработки алюминия почти обязателен при отсутствии «заводского». Дело – в особом режиме горения дуги, который характеризуется слабой устойчивостью.
Главная задача при этом – постоянное превращение низкой частоты переменного тока в высокую.
С плазморезом
Осциллятор для инвертора создаётся искрового типа – ввиду необходимого напряжения порядка 20 кВт для генерирования плазмы. По нажатии его кнопки включения заряд начинает накапливаться в конденсаторе (конденсаторах), по готовности или необходимости сбрасываясь на воздушный промежуток.
Такие продаются готовые, но и сделать самостоятельно тоже возможно, главное – знать радиотехнику.
При изготовлении своими руками осциллятора для плазмореза важно не забыть такие элементы:
- кнопка для запуска источника питания всего плазмореза, вместе с который запитывается также и конденсатор;
- конденсатор (обращаем внимание на необходимые тип и мощность) – этот компонент напрямую влияет на продолжительность импульса;
- тиристоры (тоже – тип и мощность) – при закрытии тиристоров появляется устойчивость сварочной дуги.
Полезная статья — Как сварить нержавейку в домашних условиях
Разновидности
Тем, кто планирует собирать осциллятор самостоятельно, следует выбрать тип оборудования для сварки. Импульсное устройство применяется на аппаратах различного типа.
Существует классификации фабричных осцилляторов для инверторов по разным признакам: габаритам, весу, техническим характеристикам: выходному вольтажу, частотности.
В электроприборах непрерывного действия используется постоянный ток, в устройствах для сварки с краткосрочной разрядкой – переменный. В зависимости от режима работы подключаются приборы параллельно или последовательно. Устройство, изготовленное своими руками, лучше подключать последовательно, снижается риск поражения сварщика током при неисправности оборудования. При варианте последовательного присоединения один из трансформаторов дополняют сглаживающим конденсатором с предохранителем, вторичную – колебательным контуром, соединенным с разрядником.
Схема подключения осциллятора
Устройства для сварки цикличной полярности чаще применяют для сварки алюминия, а также сплавов на его основе. Для нержавейки и цветных металлов нужен постоянный ток. При выборе устройств учитывают особенности заготовок, тип имеющегося сварочника, предстоящий объем работы. Когда сформировалась привычка к имеющемуся сварочному аппарату, расширить возможности оборудования можно самостоятельно.
Пошаговое изготовление
Собрать осциллятор своими руками лучше всего с помощью опытного сварщика. При этом экономика тут проста: если варить придётся регулярно, оптимально купить сертифицированное изделие, а если буквально раз-два в год – дешевле сделать самому.
Для этого потребуются «обычные» дроссель (ферритовое кольцо с медным кабелем), готовый трансформатор, выключатель. Желателен индикатор замкнутости соединения (к примеру, МТХ-90).
Осциллятор для инвертора
Ввиду универсальности и широкого спектра возможностей инверторной и плазменной техники следует учесть особенности будущего применения сварочного осциллятора:
- целевое назначение: тип свариваемых сплавов и их толщина (поверьте, это имеет значение);
- требуемые параметры номинального тока и мощности – если они эксклюзивные (к примеру, достаточно высокие), электротехнические компоненты нужны будут недешёвые.
Для сборки прибора под инвертор своими руками следует не забыть следующее:
- обмотки трансформатора доводятся под требуемый ток – изменяется количество витков, сердечник дополнительно обматывается;
- устанавливается разрядник;
- цепь усиливается колебательным контуром, снабжённым одним или парой конденсаторов;
- после сборки выполняется проверка: кнопкой пуска активируется разрядник, который генерирует сварочную дугу.
Если прибор собран корректно, дугу будет легко зажечь, она будет отличаться высокой устойчивостью. Подробнее о том что такое дуговая сварка можете узнать перейдя по ссылке.
Осциллятор для плазмореза
Осциллятор для плазмореза своими руками собирается по известной схеме, но важно обратить внимание на конденсаторы. Наибольшим ресурсом и рабочей гибкостью считаются компоненты от люминесцентных ламп.
Как вариант можно включить в цепь не трансформатор, а умножитель напряжения – сняв его с телевизора, жидкокристаллического монитора или копировального аппарата.
Изоляцию важно обеспечить как можно более качественную – иначе ток высокой частоты «пробьёт» свою же обмотку. Для профилактики гудения рекомендуется обработать готовые намотки эпоксидкой.
Из микроволновки
Осциллятор своими руками можно собрать с помощью деталей из микроволновки. Основной компонент – трансформатор от СВЧ-печи, который станет силовым блоком. Он хорош возможностью создания целых 2,2 кВ – в безопасном режиме, в считанных десятках сантиметров от пользователей.
Нарастить с 2 кВ до 5-6 кВ можно с помощью добавляемых конденсаторов. Сердечник под высокочастотный трансформатор сгодится от устаревшего монитора.
Под первичную обмотку подходит медный кабель с толщиной 15 мм, под вторичную – с сечением до 50 мм2. Закрытие обмоток производится винилом и специальной трансформаторной бумагой.
Разрядники качественно получаются из обычных болтов и медных патрубков.
Клапан пуска аргона покупается готовым. Также в список покупок можно внести кнопку пуска вместе с её источником питания.
Как вариант применения подручных материалов можно взять части уже не микроволновки – а ненужного телевизора. Так, трансформатор ТДКС почти гарантированно будет в рабочем состоянии – он популярен для создания самодельной сварочной техники, поэтому его легко купить.
Схема которую автор демонстрирует на видео, вы можете скачать кликнув на картинку, и в открывшемся окне нажать правой кнопкой мыши и выбрать в пункт сохранить как.
Из катушки зажигания
Распространённость автомобильных катушек зажигания привела техническую мысль и к этой конструкции. Однако ввиду неполного сходства выходных характеристик с оптимальным уровнем всё же применять этот вариант не рекомендуется.
Катушка дополняется высоковольтным диодом и тиристорными сборками – для этого нужно владеть электротехникой. В ином случае дуга не будет гореть, а электробезопасность окажется под угрозой.
Будете ли Вы делать сами осциллятор
Да
33.33%
Нет
66.67%
Проголосовало: 3
Вывод
Сварочный прибор осциллятор, что это такое, было рассмотрено выше. В общем можно обозначить его, как устройство, позволяющее создавать рабочую дугу, не дотрагиваясь электродом к поверхности обрабатываемых компонентов. Также оно обеспечивает дуговую стабильность.
Подобная функциональность агрегата гарантируется тем, что электроток, поступающий от сварочного оборудования, взаимодействует с аналогичной величиной высокой частоты и большим показателем напряжения. Особенно существенная помощь от рассматриваемого прибора наблюдается при работе с цветметом и нержавейкой. Большим плюсом является тот момент, что осциллятор можно собрать своими руками, не обладая при этом сверхспособностями и знаниями строения и размещения элементов электроприборов.
Основные ошибки
Чтобы не испытывать неудобств и не получать травм при эксплуатации данного прибора рекомендуется применять его исключительно по назначению – для соответствующего конструкции процесса. Теоретическую схему и готовую конструкцию лучше перед включением продемонстрировать опытному специалисту.
Для получения требуемой стабильности в работе иногда мало задействовать штатный источник питания. При постоянно меняющихся частоте и напряжении рекомендуется ввести в электроцепь так называемый автотрансформатор – он сгладит недопустимые колебания.
Планирование конструкции агрегата следует вести с запасом на погрешности и внешние влияния. Так, дроссель окажет неоценимую поддержку при сглаживании колебаний при их напряжении до 1 кВ и не позволит сгореть вторичной обмотке трансформатора, а конденсатор для блокировки будет защищать колебательный контур.
При прокладывании обмоток важно не допустить коротких замыканий – их легко предотвратить с помощью изолирующих материалов и пропитывания готовых жил специальными лаками (к примеру, бакелитовым).
Организация заземления – один из ключевых шагов в плане безопасности. Заземление позволяет избежать поражения электрическим током. Причём если основной вред от электричества наносится внутренним органам и крови, то оптимально планировать номинальную частоту тока до 300 кГц – так будут вызваны лишь ожоги кожи и верхних тканей.
Большая Энциклопедия Нефти и Газа
Cтраница 2
| Схема сварки в среде защитных газов. [16] |
Сварку неплавящимся электродом обычно осуществляют на переменном токе с применением осцилляторов или на постоянном токе обратной полярности. Такую схему включения применяют при сварке алюминиевых сплавов, когда за счет эффекта катодного распыления происходит разрушение поверхностных окисных пленок. [17]
Сварку неплавящимся электродом обычно ведут на переменном токе с применением осцилляторов или на постоянном токе обратной полярности. Такую схему включения применяют при сварке алюминиевых сплавов, когда за счет эффекта катодного распыления происходит разрушение поверхностных окисных пленок. В зону пламени дуги 5 подается присадочный пруток 2, изготовленный из материала, близкого по химическому составу к основному металлу. Металлический пруток и основной металл образуют ванну 6 расплавленного металла. [18]
Сварка в углекислом газе возможна на переменном токе с применением осциллятора. [19]
| Схема сварки в среде защитных газов. [20] |
Сварку неплавящимся электродом обычно осуществляют на переменном токе с применением осцилляторов или на постоянном токе обратной полярности. Такую схему включения применяют при сварке алюминиевых сплавов, когда за счет эффекта катодного распыления происходит разрушение поверхностных окисных пленок. [21]
Сварка обычно производится на постоянном токе, однако при применении осциллятора может быть использован и переменный ток. [22]
При питании дуга от трансформатора с повышенным напряжением холостого хода применение осциллятора обеспечивает безопасность выполнения сварки. [24]
При питании дуги от трансформатора с повышенным напряжением холостого хода применение осциллятора обеспечивает безопасность выполнения сварки. [25]
При сварке на переменном токе для повышения стабильности дуги рекомендуется применение осцилляторов. [26]
Для возбуждения дуги без закорачивания электрода на изделие и для повышения стабильности горения ее допускается применение осцилляторов. [27]
Для возбуждения дуги без предварительного закорачивания электрода на изделие и для повышения стабильности горения ее допускается применение осцилляторов и генераторов токов повышенной частоты. Конструкция осциллятора должна полностью исключать возможность электрического соединения цепи низкой частоты с цепью повышенной частоты. Должна быть предусмотрена блокировка, исключающая возможность включения осциллятора при снятом защитном кожухе. [28]
Сварка неплавким электродом выполняется на переменном токе при напряжении холостого хода 85 — 90 в с применением осциллятора или баластного реостата. Электроды вольфрамовые диаметром от 1 до 8 мм. Сварка может быть как ручная, так и механизированная. При механизированной сварке толстого металла применяют вольфрамовые электроды диаметром до 20 мм и присадочные прутки диаметром до 8 мм. [29]
По питающим электросетям помехи от электросварочного оборудования распространяются на значительно большие расстояния, чем путем излучения, за исключением дуговой сварки переменным током с применением осциллятора, помехи от которого могут распространяться излучением на несколько километров и охватывают весь радиовещательный диапазон частот. [30]
Страницы: 1 2 3 4
www.ngpedia.ru
Большая Энциклопедия Нефти и Газа
Cтраница 3
Горелка предназначена для ручной дуговой сварки постоянным током неплавящимся электродом в среде защитных газов меди, алюминия, нержавеющих сталей и других металлов толщиной до 15 мм с применением осциллятора. Горелка может быть использована для сварки переменным током. [31]
Импульсные возбудители вследствие синхронизированной подачи импульсов обеспечнвнют более надежное повторное зажигание дуги по сравнению с осцилляторами Кроме того, они не вызывают значительных радиопомех, как это имеет место в случае применения осцилляторов. [32]
В настоящее время электроды в большинстве случаев обеспечивают достаточную устойчивость дуги. Применение осцилляторов сократилось также и в связи с усложнением схемы при осцилляторах, наличием в осцилляторе разрядника, требующего квалифицированного ухода, необходимостью применения проводов с изоляцией повышенной прочности на пути высокочастотного тока; кроме того, осцилляторы создают помехи радиоприему. [34]
Осциллятор должен быть простым, удобным и надежным в эксплоатации. Связанное с применением осцилляторов усложнение схемы устройства и обслуживания сварочного поста является причиной слабого внедрения их в сварочную технику. [35]
| Принципиальная электрическая схема осциллятора. [36] |
Это позволяет успешно вести сварку без применения осцилляторов. [37]
Электроды рекомендуются для сварки в нижнем положении, но возможна также сварка в вертикальном и потолочном положениях. При работе на переменном токе необходимо применение осциллятора. Существуют разновидности электродов УОНИ-13, в обмазку которых добавляют сильные ионизаторы, что дает возможность работать на переменном токе без осциллятора. Качество сварки электродами УОНИ-13 следует признать выдающимся, показатели механических свойств сварного шва и наплавленного металла получаются часто выше показателей основного металла. [38]
Ручная дуговая сварка неплавящимся электродом является лучшим способом для сварки изделий из тонколистового металла, так как обеспечивает — минимальную деформацию изделия и высокое качество сварного шва. Сварку ведут на переменном токе с применением осцилляторов. С помощью переменного тока разрушается оксидная пленка, что достигается катодным распылением в моменты, когда катодом является изделие. [39]
Одной из наиболее интересных областей совместного использования циклов и других более традиционных методов технического анализа является привязка осцилляторов к текущим циклам. Мы уже рассматривали основные принципы и особенности применения осцилляторов в техническом анализе в одной из предыдущих глав нашей книги и показали, как с их помощью можно выявлять области перекупленное и перепроданности, а также расхождения. Специалисты полагают, что эффективность осцилляторов можно значительно повысить, если периоды времени, используемые для их расчета, определять с учетом протяженности действующих на рынке циклов. [41]
Сварку металла толщиной 1 5 — 3 мм следует вести на постоянном токе обратной полярности. На переменном токе сварка возможна только с применением осцилляторов. Сварка выполняется с периодическими замыканиями дуги через расплавленные капли электродного металла. Основной металл проплавляется на всю глубину и даже немного протекает на обратную сторону. [42]
Дополнительное экранирование помех, излучаемых большинством электросварочных агрегатов и устройств, обычно не требуется, так как их корпус является достаточным экраном. В случае дуговой сварки переменным током с применением осциллятора необходимо экранировать все помещение ( или специальную кабину), где производится сварка, а в питающую электросеть следует включить двухзвен-ный индуктивно-емкостный фильтр, размещенный в отдельном экране, расположенном на внешней стороне экранированного помещения. [43]
В качестве источников тока при сварке в защитных газах используют сварочные генераторы с жесткой или возрастающей характеристикой и специальные выпрямители переменного тока. Возможна также сварка переменным током от трансформаторов с применением осциллятора. Жесткие или возрастающие характеристики источников питания требуются потому, что дуга, горящая в защитных газах при больших плотностях тока ( малые диаметры электродной проволоки), имеет возрастающую вольт-амперную характеристику. [44]
Страницы: 1 2 3 4
www.ngpedia.ru