Резец токарный подрезной – режущий рабочий инструмент токарного станка, с помощью которого можно выполнить следующие несложные операции:
- удалить припуски на заготовках цилиндрической или конической формы;
- сгладить обрабатываемую поверхность, придать детали заданную форму;
- сформировать фаски;
- срезать уступы;
- протачать торцы;
- удалить лишние элементы на наружной поверхности заготовки.
Резец токарный подрезной жестко фиксируется на токарном станке. В процессе работы он врезается в материал детали на установленную глубину и снимает его в виде стружки.
Характеристики по геометрии
Все модели резцов имеют похожую геометрию и состоят из следующих основных частей:
- Головка – это главный рабочий участок, обычно выполненный из стального сплава.
- Стержень (тело) – нужен для закрепления в токарном станке.
- Опорная поверхность – с ее помощью фиксируется токарный резец в держателе станка.
- Передняя поверхность – обеспечивает откат стружки с поверхности заготовки.
- Кромка главная режущая – именно она режет деталь.
- Вершина лезвия – это точка касания режущего инструмента с заготовкой.
- Главная задняя поверхность – поддерживает пластину в течение работы.
- Поверхность задняя вспомогательная – позволяет инструменту плавно перемещаться по поверхности в процессе обработки заготовки.
Перечисленные элементы подрезных резцов специалисты часто группируют в два основных конструктивных узла. Стержень с опорной поверхностью образуют державку, выполняющую роль фиксатора на станке. В сечении она может быть прямоугольной либо квадратной.
Обе поверхности резца токарного подрезного представляют собой рабочую часть, которую назвали головкой. Угол заточки резцов зависит от свойств материала пластин и заготовок, а также технологии обработки.
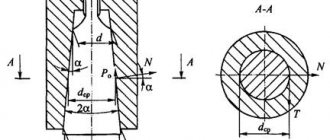
Тип 1
Черт.1
Таблица 1
Размеры в мм
| Резцы | Тип пластин по ГОСТ 25397-90 | Диаметр наимень- шего растачи- ваемого отверстия | ||||||||
| угол врезки пластины 10° | угол врезки пластины 0° | Испол- нение | Сечение резца | Угол врезки пластин | ||||||
| Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | 10° | 0° | |||||
| 2141-0201 | 2141-0202 | 1 | 12х12 | 100 | 20 | 6 | 2,5 | 10 | ||
| 2141-0056 | 2141-0041 | 2 | 16х12 | 170 | 80 | — | 6,0 | 40 | ||
| 2141-0002 | 2141-0022 | 120 | 25 | 8 | 3,5 | 14 | ||||
| 2141-0003 | 2141-0023 | 1 | 16х16 | 140 | 30 | |||||
| 2141-0004 | 2141-0024 | 40 | 10 | 4,5 | 18 | |||||
| 2141-0005 | 2141-0025 | 170 | 60 | |||||||
| 2141-0057 | 2141-0042 | 2 | 20х16 | 200 | 100 | — | 8,0 | 06 | 66 | 55 |
| 2141-0006 | 2141-0026 | 140 | 40 | 12 | 21 | |||||
| 2141-0007 | 2141-0027 | 1 | 20х20 | 170 | 70 | 6,0 | ||||
| 2141-0008 | 2141-0028 | 50 | 14 | 27 | ||||||
| 2141-0009 | 2141-0029 | 200 | 80 | |||||||
| 2141-0058 | 2141-0043 | 2 | 25х20 | 240 | 120 | — | 10,0 | 70 | ||
| 2141-0010 | 2141-0030 | 1 | 25х25 | 200 | 70 | 19 | 8,0 | 34 | ||
| 2141-0011 | 2141-0031 | 240 | 100 | |||||||
| 2141-0059 | 2141-0044 | 2 | 32х25 | 280 | 160 | — | 12,0 | 80 | ||
| 2141-0060 | 2141-0045 | 40х32 | 300 | 180 | 16,0 | 110 | ||||
Пример условного обозначения резца типа 1, исполнения 1, сечением мм, мм, с углом врезки пластины в стержень 10°, пластиной из твердого сплава марки ВК4:
Резец 2141-0002 ВК4
ГОСТ 18883-73
ГОСТ 18880-73 (скачать PDF)
Разновидности и классификация
Резцы токарные подрезные выпускают российские и зарубежные производители. Ассортимент на рынке большой, поэтому их сгруппировали следующим образом:
- По технологии изготовления: цельные, составные.
- Уровень обработки, которую они обеспечивают: черновая, получистовая, чистовая;
- По направлению подачи бывают правые или левые.
Резцы токарные подрезные называют цельными, если они полностью изготовлены из инструментальной стали одной марки, у составных (сборных) – элементы выполнены из сплавов с различными добавками. Для изготовления державки подходит особо прочный и износостойкий металл, выдерживающий длительные ударные нагрузки. Рабочую головку изготавливают из твердосплавного материала, но, кроме этого, он не должен нагреваться во время работы.
Например, для изготовления державки подходит твердый сплав Т10К5, а для режущей пластины, расположенная на головке, быстрорежущая сталь Р9.
Все более популярными становятся сборные инструменты, со сменными пластинами различной ширины и толщины. Заточке не подлежат. Кроме того, у некоторых из них регулируется длина вылета головки.
Характеристики резцов из твердого сплава должны соответствовать международному стандарту ГОСТ 18880-73, а из быстрорежущей стали ГОСТ 18871-73.
В зависимости от назначения и принципа работы выпускают следующие типы резцов.
Прямые модели
Их режущие кромки расположены параллельно оси державки, они ровные, без изгибов. Применяют для грубой обработки и стачивания лишних участков, удаления значительного слоя материала. Для этого потребуется несколько подходов. Особой популярности они не получили.
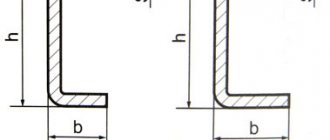
Резцы токарные подрезные отогнутые
Они выполняют аналогичные функции, а также добавляется возможность обработки фигурных поверхностей. Изогнутая форма позволяет обтачивать труднодоступные места, проникать в середину деталей, однако не подходят для чистовой обработки. Рабочая часть треугольного сечения и выгнута относительно оси державки. Таким резцом металлическое изделие нужно обрабатывать перпендикулярно оси вращения.
Державки бывают только трех стандартных размеров: 16х10, 25х16 и 32х20 мм.
Токарные подрезные упорные
Такими токарными подрезными резцами обрабатывают детали из материала небольшой жесткости. Применяются для срезания толстого слоя металла за один проход, а также для подрезки бортиков и стачивания ступенчатых поверхностей. Режущие кромки и ось державки параллельны.
По направлению подачи инструменты классифицируют на левых и правые, которые можно различить визуально, если приложить ладонь и посмотреть направление большого пальца.
ыт-шжпшнц
4 ГОСТ 20872-80
А — А
5 4 1
1 — державка; 2 — режущая пластина по ГОСТ 19046—80; 3 — опорная пластина по ГОСТ 19073—80; 4 — клин; 5 — винт; 6 — штифт
Черт. 3
Таблица 3
мм
| Правые резцы | Левые резцы | Сечение резца h ■ b | К | К | L | Поз. 2. Режущая пластина по ГОСТ 19046-80 Кол. 1 | Поз. 3. Опорная пластина по ГОСТ 19073-80 Кол. 1 | |
| Обозна чение | Применяе мость | Обозна чение | Применяе мость | |||||
| Обозначение | ||||||||
| 2103-0671 | 2103-0672 | 1616 | 16 | 19 | 20 | 125 | 01114-160304 | 701-1604 |
| 2103-0673 | 2103-0674 | 01114-160308 | ||||||
| 2103-0675 | 2103-0676 | 01114-160312 | ||||||
| 2103-0677 | 2103-0678 | 01114-160408 | 701-1603 | |||||
| 2103-0681 | 2103-0682 | 01114-160412 | ||||||
| 2103-0695 | 2103-0696 | 20-20 | 20 | 24 | 25 | 150 | 01114-220408 | 701-2204 |
| 2103-0697 | 2103-0698 | 01114-220412 | ||||||
| 2103-0701 | 2103-0702 | 01114-220416 | ||||||
| 2103-0711 | 2103-0712 | 25-25 | 25 | 29 | 32 | 01114-220408 | ||
| 2103-0713 | 2103-0714 | 01114-220412 | ||||||
| 2103-0715 | 2103-0716 | 01114-220416 | ||||||
| 2103-0717 | 2103-0718 | 32-25 | 32 | 36 | 170 | 01114-220408 | ||
| 2103-0721 | 2103-0722 | 01114-220412 | ||||||
| 2103-0723 | 2103-0724 | 01114-220416 | ||||||
| 2103-0725 | 2103-0726 | 32-32 | 40 | 01114-270612 | 701-2704 | |||
| 2103-0727 | 2103-0728 | 01114-270616 | ||||||
| 2103-0731 | 2103-0732 | 40-32 | 40 | 44 | 200 | 01114-270612 | ||
| 2103-0733 | 2103-0734 | 01114-270616 |
Пример условного обозначения резца типа 3, сечением hb = 25-25 мм, длиной L = 150 мм, оснащенного режущей пластиной 01114-220412, правого;
Резец 2103-0713 ГОСТ20872-80
Критерии по выбору
В зависимости от материала заготовки и типа операции, которую необходимо выполнить с помощью резца, подбирается соответствующий вид инструмента.
Для токарных работ необходимо приобретать резцы токарные подрезные разных моделей: сначала одним типом выполняют черновую обработку, затем для выполнения чистовой обработки заменяют инструмент.
Существуют несколько факторов, которые обязательно следует учитывать при выборе резца токарного подрезного:
- Материал обрабатываемой детали не должен быть более жестким, чем сам инструмент.
- Необходимость соблюдения размеров и качества обработки поверхности изделия.
Принимать во внимание износостойкость инструмента, которая напрямую зависит от прочности обрабатываемого материала.
Необходимо учитывать, что основные элементы могут быть выполнены из разных материалов в зависимости от выполняемых функций. Например, чтобы державка обеспечивала надежную фиксацию в резцедержателе, она должна быть ударо-, термо- и износоустойчивой.
Для изготовления режущих пластин производители обычно используют два типа материалов:
- Быстрорежущая сталь. Этот сплав характеризуется относительно небольшой прочности, поэтому инструменты не рекомендуется применять для обработки жестких материалов. Такие изделия быстро тупятся. Удалить большой слой материала получится только постепенно, за несколько подходов.
- Твердосплавные материалы. Они универсальны благодаря особой прочности и суперстойкости. Такие свойства придают введением в сплав, например, кобальта или титана. Чтобы инструменты из-за дорогостоящих добавок не стали слишком дорогими, применяют комбинированный материал из быстрорежущей и твердосплавной стали. Такие изделия тоже прослужат долго.
Видео рабочее, приятного просмотра.
Потребительские свойства резцов токарных подрезных можно оценить по маркировке, обозначающей марку сплава с обозначением легирующих добавок. Например, изделие Т15К6 выполнена из стали, в составе которой карбид титана и кобальт, а цифры указывают их процентное содержание.
В настоящее время на резцах токарных подрезных все чаще встречается надпись — HSS. Такое обозначение показывает, что токарный резец изготовлен из легированной стали, которую в народе прозвали «быстрорез». Это легированная сталь, в которую, вводят дополнительные компоненты для улучшения физических и механических свойств. Из этого следует, что состав стали у разных резцов, может быть разным. Это может быть даже дешевая порошковая сталь.
Все эти параметры влияют на дальнейший выбор значений подачи и скорости резания, а также на стойкость инструмента, т. е. продолжительность непрерывной работы до того момента, пока режущие кромки не затупятся.
Геометрия токарных резцов
Изображение: геометрия токарного резца.
Расскажем об углах резцов и их назначениях.
- Задний вспомогательный угол (α1). При его уменьшении снижается сила трения между задней плоскостью инструмента и обрабатываемой заготовкой.
- Угол вершины (ε). Формируется между режущей кромкой и задней вспомогательной плоскостью. Чем больше этот угол, тем лучше условия теплоотвода и выше прочность резца.
- Вспомогательный угол в плане (ϕ1). Его размер варьируется в пределах от 10 до 30°. С уменьшением угла улучшается чистота обработки, но возрастает сила трения.
- Главный угол в плане (ϕ). Его размер варьируется в пределах от 20 до 90°. От размеров угла зависят длина и ширина среза. Чем меньше ϕ, тем ниже температура и сила резания. Чистота обработки также улучшается. Но с уменьшением угла возрастают вибрации и радиальная сила резания.
- Угол резания (δ). Формируется между передней поверхностью и плоскостью резания.
- Основной передний угол (γ). Его размер варьируется в пределах от -5 до +15°. При увеличении угла облегчается врезание инструмента в металл, улучшается отвод стружки, уменьшаются сила резания, деформация обрабатываемой поверхности и потребляемая мощность. Однако при этом ухудшаются теплоотвод и сокращается срок службы режущей кромки.
- Угол заострения (β). Формируется между передней и главной задней поверхностями. Оказывает влияние на остроту и прочность инструмента.
- Главный задний угол (α). Его размер варьируется в пределах от 6 до 12°. С уменьшением угла снижается сила трения между деталью и задней поверхностью резца. При этом улучшается теплоотвод и продлевается срок службы инструмента, но ухудшается чистота обрабатываемой поверхности.
- Угол наклона главной режущей кромки (λ). Влияет на направление отвода стружки. При положительных λ и λ = 0° стружка сходит к обрабатываемой поверхности. Резцы с положительными λ (12–15°) применяют при обработке заготовок из жаропрочных и закаленных сталей. У универсальных токарных резцов λ = 0°. Резцы с отрицательными λ применяют для чистовой обработки.
Какие есть режимы работы
Для выполнения необходимой операции резец необходимо жестко и надежно зафиксировать в токарном станке. В процессе работы он врезается режущей частью на необходимую глубину в металл и срезает его в виде стружки.
Резцы токарные подрезные работают при поперечной или продольной подаче. Работа такого режущего инструмента может быть черновой, получистовой и чистовой.
Скорость выполнения токарной работы не должна существенно влиять на износ оборудования и допускать нештатные режимы работы (перегрев, обработку материала неподходящим или тупым резцом), потенциально опасные для станка и работника.
Отзывы
Пользователи, успевшие на своем опыте оценить плюсы и минусы конкретных моделей резцов токарных подрезных, делятся собственным мнением на различных интернет-форумах.
В частности, потребители постоянно спорят: какие токарные резцы покупать, дешевые или дорогие. Одни утверждают, что нет смысла переплачивать за бренд, другие хотят только самое лучшее из ассортимента производителей. Для кого-то важнее всего результат, а не каким инструментом он достигнут. А кто-то считает, что важно получать удовольствие от работы хорошим инструментом.
И еще есть токари, которые делают резцы токарные подрезные сами, работают ими, и продают их другим, утверждая, что их изделия — самые лучшие.