Резец отрезной — это одна из разновидностей токарного инструмента, предназначенная для сквозного прорезания заготовки узкой и глубокой канавкой. Такие резцы чаще всего используют для отделения обработанной детали от прутка, подаваемого через отверстие в шпинделе. По своей конструкции они отличаются от проходных, расточных, резьбовых и прочих токарных резцов по металлу, что обусловлено спецификой работы их режущей кромки. Отрезная операция занимает небольшую часть общего времени обработки детали, но, как правило, является последней в рабочем цикле, и поэтому от нее зависит качество торца детали. Неправильный выбор углов заточки режущей пластины повышает риск появления на поверхности реза неравномерностей и сколов, что может привести к браку детали или невозможности ее дальнейшей обработки. Одной из главных особенностей отрезного токарного инструмента является то, что его головная часть в процессе обработки погружена в узкую канавку, поперечный размер которой чуть больше ширины лезвия режущей кромки. Это создает определенные сложности для стружкоотвода и охлаждения инструмента и поэтому требует особых конструктивных решений.
Устройство отрезного токарного резца
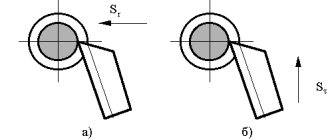
Конструктивно цельнометаллический отрезной токарный резец состоит из массивной державки и плоской головки, оканчивающейся режущей пластиной (см. левый чертеж на рис. ниже). В отличие от других типов резцового инструмента здесь, кроме основной режущей кромки, присутствуют также две вспомогательные, которые расположены по обе стороны от нее и предназначены для подрезки боковых поверхностей прорезаемого паза. У отрезного резца лезвие сужается в сторону державки под углами от 1º до 3º с каждой из сторон. Это сделано для того, чтобы уменьшить трение резца о стенки канавки, а также улучшить стружкоотвод и циркуляцию СОЖ.
Ширина лезвия головки может составлять от 3 до 10 мм, а ее длину необходимо выбирать на несколько миллиметров больше радиуса заготовки. Для увеличения прочности и снижения вибрации используют специальные модели отрезных резцов с увеличенной передней частью.
Сбалансированность такому инструменту придают головки, имеющие округлый выступ вверху («петушковые»), что позволяет расположить режущую кромку на одной линии с осью державки (см. правый нижний чертеж на рис. выше).
РЕЗЦЫ ТОКАРНЫЕ ОТРЕЗНЫЕ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ (Р6М5, Р18) ГОСТ 18874-73
| Резец отрезной 2130-0361/0362 6х6х50, a=1,5 | Цена по запросу Купить |
| Резец отрезной 2130-0363/0364 8х8х50, a=2 | Цена по запросу Купить |
| Резец отрезной 2130-0365/0366 10х10х60, a=2 | Цена по запросу Купить |
| Резец отрезной 2130-0367/0368 12х12х70, a=3 | Цена по запросу Купить |
| Резец отрезной 2130-0371/0372 16х10х100, a=3 | Цена по запросу Купить |
| Резец отрезной 2130-0373/0374 20х12х120, a=3, a=4 | Цена по запросу Купить |
| Резец отрезной 2130-0381/0382 25х16х140, a=3, a=5 | Цена по запросу Купить |
| Резец отрезной 2130-0383/0384 32х20х170, a=4 | Цена по запросу Купить |
| Резец отрезной 2130-0385/0386 32х20х170, a=6 | Цена по запросу Купить |
| Резец отрезной 2130-0387/0388 20х12х120, a=4 | Цена по запросу Купить |
| Резец отрезной 2130-0391/0392 25х16х140, a=5 | Цена по запросу Купить |
| Резец отрезной 2130-0393/0394 32х20х170, a=4 | Цена по запросу Купить |
| Резец отрезной 2130-0395/0396 32х20х170, a=8 | Цена по запросу Купить |
Прайс на резцы
Виды и назначение отрезных резцов
По своей конструкции отрезные резцы делятся на цельнометаллические и сборные. Первые изготавливаются из инструментальной стали, а их типоразмеры и правила обозначения регламентируются ГОСТ 18874-73. Максимальные размеры ГОСТ такого резца составляют: общая длина — 80 мм, длина головки — 15 мм, ширина лезвия — 12 мм. У этого инструмента по мере заточки режущей кромки уменьшается длина головки и, следовательно, предельный диаметр отрезки.
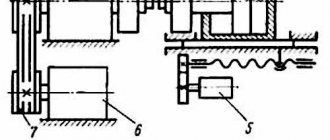
Сборные отрезные резцы можно разделить на два основных вида. К первому относится режущий инструмент, у которого державка и головка выполнены из одного бруска металла, а режущая пластина является отдельным сборочным элементом, смонтированным на конце головки. Существует два основных вида ее крепления, в соответствии с которыми выделяют резцы с механическим и напайным креплением пластин. Второй вид — это получивший в последнее время широкое распространение сборный отрезной инструмент, у которого плоская и длинная головка с режущей частью крепится механическим способом в специальную оправку, выполняющую роль державки (см. рис. ниже). Такие резцы поставляются со сменными пластинами различной ширины и толщины. Кроме того, у некоторых из них регулируется длина вылета головки.
Кроме нормального и усиленного отрезного инструмента традиционной конструкции, существует ряд разновидностей для работы в особых условиях, в том числе и компенсирующих недостатки маломощного и нежесткого токарного оборудования. К ним относятся пружинные и инвертированные резцы, которые в основном используют в домашних мастерских и мелких производствах. Пружинные отрезные резцы имеют дугообразную головку и предназначены для обработки материалов с неровной и твердой поверхностью на небольших станках с нежесткой конструкцией. Такая головка компенсирует динамические удары и сглаживает вибрацию, что позволяет добиться заданного качества поверхности и сохранить режущую пластину от повреждения.
Инвертированные резцы стали популярными пять-шесть лет назад, когда была разработана очень простая в использовании и эффективная в работе режущая пластина.
Особенности и преимущества отрезных инвертированных резцов
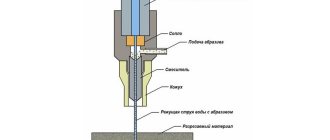
Свое название этот вид отрезного инструмента получил вследствие того, что он работает на обратном (против часовой стрелки) вращении шпинделя. Сама конструкция напоминает канцелярский нож: державка и длинное лезвие в виде пластины со скосом на торце. Лезвие изготовлено из быстрорежущей стали, легированной кобальтом, и в сечении выглядит как перевернутая буква «Т» с короткими перекладинами (см. рис. ниже). Угол заточки торца режущей кромки — 7º, размерный ряд выпускаемых производителем толщин — от 1 до 3.2 мм.
Основное достоинство этого резца — облегченный отвод стружки, т. к. при обратном вращении шпинделя она под собственным весом сразу уходит вниз. При таком режиме резко снижается вероятность забивания канавки стружкой, что нередко является причиной заклинивания и поломки инструмента. К другим плюсам этой модели можно отнести:
- простоту заточки лезвия;
- работу на большом вылете;
- улучшение режима охлаждения (стружка снизу, СОЖ сверху);
- большой ресурс даже при многократной переточке пластины.
Кроме того, его оправка имеет систему точной регулировки по высоте, что избавляет от подгонки положения инструмента с использованием прокладок.
Резец отрезной
Основные размеры
| Высота,мм | Ширина,мм | Длина,мм | Маркировка |
| 12 | 12 | 100 | ВК8 |
| 12 | 12 | 100 | Т15К6 |
| 12 | 12 | 100 | Т5К10 |
| 25 | 16 | 140 | ВК8 |
| 25 | 16 | 140 | Т15К6 |
| 25 | 16 | 140 | Т5К10 |
| 32 | 20 | 170 | ВК8 |
| 32 | 20 | 170 | Т15К6 |
| 32 | 20 | 170 | Т5К10 |
| 40 | 25 | 200 | Т15К6 |
| 40 | 25 | 200 | Т5К10 |
Геометрические параметры отрезного резца
Резец отрезной имеет свое уникальное соотношение параметров в форме резца. Она рассчитана на скорейшее разрезание заготовок, причем даже если речь идет об относительно большой величине. Из-за этого у резца имеется большой вылет. Но зачастую они выполняются достаточно тонкими, что плохо влияет на жесткость. Единственным способом укрепления здесь является изменение состава самой пластины, чтобы ее делали из крепких материалов. Внешне они достаточно сильно выделяются благодаря своей продолговатой форме.
фото:геометрические параметры отрезного резца
Выбор отрезного резца
Отрезные резцы для токарного станка при неправильном выборе или использовании не по назначению могут быстро сломаться. В первую очередь стоит отметить, что для постоянного использования нужно подбирать что-то из твердосплавных материалов. Отрезной резец ВК8 будет более дешевым, но его можно использовать только в тех случаях, если потребность в данных операциях возникает периодически.
«Совет профессионалов! Для автоматического оборудования следует подбирать только резец автоматный отрезной.» Но среди твердосплавных видов также имеется несколько отличий, которые помогают получить лучшую устойчивость к ударам или вибрации или же сопротивление высоким температурам. Таким образом, одним из главных принципов выбора является то, с какими материалами придется взаимодействовать. Здесь все зависит от особенностей материала и заготовок, с которыми придется работать. Для улучшения результатов, необходимо соблюдать правильные режимы.
Режимы резания при использовании отрезного резца
Отрезные резцы по металлу следует ставить исключительно под прямым углом к оси детали, которая подвергается обработке. Режущая кромка устанавливается выше, в пределах 0,1-0,2 мм, чем обрабатываемая заготовка. Если установить резец кромки ниже, то на торце детали останется необработанный выступ. Расстояние от обработанного торца в прутке до торца закрепляющего приспособления не должно быть более диаметра этого самого прутка.
С учетом того, что резцы данного типа обладают низкой прочностью, отрезание заготовок следует проводить при помощи изогнутого инструмента, у которого режущая кромка направлена вниз. При этом шпиндель следует вращать в обратную сторону. Особенно это касается работы на старых изношенных станках.
Процесс отрезания следует делать как можно ближе к части, которая отвечает за закрепление. Когда происходит резка хрупкого материала, то на поверхности, где происходит отрезание могут появляться углубления. Это значит, что деталь отломилась в процессе резки. Чтобы такого не случилось, не стоит увеличивать скорость резки, а сам процесс стоит делать очень постепенно.
Маркировка
Маркировка отрезных резцов идет согласно материалу изготовления их режущей пластины. К примеру, Т15К6 относят к твердосплавным материалам, к титановольфрамовой группе. Содержание карбида титана достигает 15%, а кобальта – 6%.
Используемые маркировки
Существует три ГОСТ, в которых установлены правила маркировки отрезных резцов. Типоразмеры и кодировка инструмента из быстрорежущей стали регламентируются ГОСТ 18874-73, с твердосплавными пластинами — ГОСТ 18884-73, изогнутого («петушкового») с пластинами из твердого сплава — ГОСТ 18894-73. Определить вид и геометрию по маркировке без использования таблиц ГОСТ невозможно. Во всех трех стандартах каждому типу соответствуют свой код и группа параметров, расписанная в таблицах. Единственный информативный элемент маркировки — это обозначение твердого сплава режущей пластины. К примеру, правый резец из быстрореза сечением 16×16 мм, длиной 80 мм, с головкой 15 м и шириной лезвия 12 мм обозначается как 2120-0519 ГОСТ 18874- 73. Остальные два ГОСТ придерживаются такой же системы маркировки. Подобный по геометрии отрезной резец с твердосплавной пластиной обозначается 2130-0255 Т5К10 ГОСТ 18884- 73, где Т5К10 — это твердый сплав с карбидом титана и кобальтом (цифры — процентное содержание). Некоторые производители в соответствии с международными нормами маркируют вид материала пластины цветом (наносится на торец державки). К примеру, Т5К10 обозначается желтым.
Помимо ГОСТ существует универсальная международная система обозначения режущего инструмента ISO. Это объемный документ с множеством таблиц, содержащих характеристики сменных пластин, поэтому здесь уместно привести только пример маркировки отрезного резца со сменными пластинами, который относится к группе «Наружная отрезка и обработка канавок»: QFGD2525R2252H. Расшифровка позиций кода:
- Q – отрезная державка.
- F – обработка на торце.
- G – размер пластины.
- D – для двусторонних пластин.
- 25 – высота державки.
- 25 – ширина державки.
- R – правое, нейтральное, левое.
- 22 – максимальная глубина обработки.
- 52 – минимальный диаметр врезания.
- H – положение пластины при обработке торцевых канавок.
Стандарт ISO частично или полностью повторяют системы маркировок ведущих производителей режущего инструмента, а также новый российский ГОСТ ISO 5609-2015.
Вопрос-ответ
Как заточить отрезной резец?
На заводах для заточки отрезных резцов применяется точило с подручниками. В мастерской можно использовать точильный круг из карбида кремния зелёного. Для заточки также подходит алмазный круг. Этапы заточки:
- Снятие лишнего металла с боков. Важно дойти до пластины. К основанию резца пластина должна сужаться.
- Создание режущей кромки. Поверхность затачивается с нужным наклоном от вертикали.
- Обработка фасок. Острые вершины, находящиеся на пересечении с режущей кромкой, надо притупить. Для этого нужно провести 1-2 раза алмазным бруском по кромке резца.
Почему дробит отрезной резец?
Резец может дробить при слишком высоких оборотах или несоблюдении режима резки. Это явление также возникает, когда заготовка плохо зафиксирована в патроне. При вылете режущего инструмента из резцедержателя тоже возникает дробление. Важно до начала работы отцентрировать и заточить резец. Часто требуется провести работу со станком – подтянуть клин передней передачи, проверить подшипники шпинделя, заменить прижимное кольцо. Важно обеспечить жесткость всех узлов.
Как правильно установить отрезной резец?
Устанавливают резец относительно центровой линии станка. Если установить его ниже, передний угол режущей кромки уменьшается. Это приводит к увеличению давления на резец и его дальнейшей поломке. Для установки нужно использовать шаблоны, риску или штангенциркуль.
Почему ломает отрезной резец на токарном станке?
Проблема может возникнуть при неправильной установке резца или неверно подобранном режиме резки. К поломке могут привести люфты в соединениях станка, износ клина суппорта, износ клина малой продольной подачи, износ подшипников шпинделя.
Преимущества твердосплавных пластин для резцов
Главные преимущества твердосплавных пластин для отрезных резцов перед инструментом из быстрореза — это возможность работы с высокими скоростями резания (до 500 м/с для стали) и сохранение твердости при высокой (до 900 °C) температуре в зоне обработки. Существуют два основных метода фиксации твердосплавных пластин на головке державки: напайка (а также аналогичные методы) и механическое крепление. Неразъемные соединения конструктивно проще и более устойчивы к вибрации при работе под большими нагрузками. Но, несмотря на более сложную технологию изготовления, отрезной инструмент с креплением пластин механическим способом обладает рядом неоспоримых преимуществ:
- отсутствие термического воздействия на головку державки во время крепления режущей части;
- возможность быстрой замены пластины или поворот другой режущей кромкой;
- использование на одном типе державки различных видов пластин;
- сохранение геометрических характеристик резца после замены пластины.
Помимо режущих элементов из твердых сплавов при обработке особо твердых материалов применяют керамические пластины. Они более хрупкие, но отличаются повышенной износостойкостью режущей кромки и могут работать при очень высоких температурах в зоне резания (до 1200 °C).
Рекомендации по выбору отрезных резцов по металлу
Отрезной токарный резец является узкоспециализированным инструментом и применяется для выполнения только двух видов операций: отрезания и проточки узких пазов. Поэтому для домашних и небольших ремонтных мастерских одним из основных критериев при его выборе, скорее всего, будет цена. В случае разового использования этого инструмента вполне подойдет российский отрезной резец с напайкой, цена которого в полтора-два раза меньше, чем у одной твердосплавной пластины с механическим креплением. В серийном производстве, особенно на станках с ЧПУ и токарных автоматах, или операция отрезки является завершающей, или после нее следует передача детали в контршпиндель для дальнейшей обработки. В этих условиях к геометрии и качеству работы отрезного инструмента предъявляют особые требования, поэтому в таких производствах альтернативы высокотехнологичным резцам со сменными пластинами попросту нет.
Как установить отрезной резец
Чтобы правильно выполнить отрезание без повышенного износа режущей пластины, а также обеспечить требуемое качество торца после отрезки, необходимо выставить резец строго перпендикулярно к детали. Кроме того, он должен быть установлен напротив оси вращения с отклонением по вертикали не более ± 0,1 мм. Размещение кромки лезвия даже на несколько десятых миллиметра выше может привести к поломке режущего лезвия, а при установке ниже уровня на заготовке может остаться непрорезанная ступенька. Отрезку необходимо производить максимально близко к кулачкам патрона, используя резец с минимальным вылетом.
Для облегчения обработки сложных материалов на настольных станках применяют пружинные и инвертированные резцы. Но, вероятно, народные умельцы для этих целей используют и другие конструкции, а также различные усовершенствования «штатных» резцов. Если вы что-нибудь знаете об этом, поделитесь, пожалуйста, информацией в комментариях к данной статье.